ABC
docz
Explore
Log in
Create new account
Download
Report
food and drink
food
grains and pasta
F ull L ength O riginal R esearch P aper
Name: AP
Electric Potential - Phys 208 Physics Problems
MATH 165 Test #3 Derivatives Name: ______________________________________
Q20._ElectricChargeForceAndField
1301W.500 Sample Quiz 3 Fall 2009
Online NVPC Qualification updated
Assignment 4
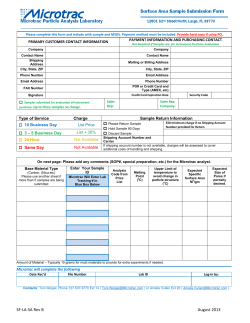
Surface Area Sample Submission Form Microtrac Particle Analysis Laboratory
CALCULUS WORKSHEET 1 ON FUNDAMENTAL THEOREM OF
Prosp. GOLmatic MD 24 4
© Copyright 2026
About abcdocz
DMCA / GDPR
Report