
Modification of Denim Garment with the Treatment of Bleaching Powder
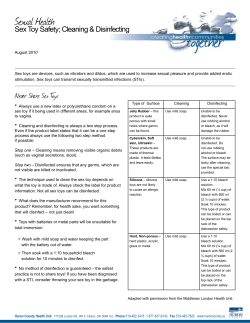
Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 Modification of Denim Garment with the Treatment of Bleaching Powder Md. Mashiur Rahman Khan1, Md. Ibrahim H. Mondal1, A.B.M. Fakrul Alam1 and Md. Mohsin Hossain1 1 Polymer and Textile Research Lab., Department of Applied Chemistry & Chemical Engineering, University of Rajshahi, Rajshahi-6205, Bangladesh Corresponding address: Tel.: +88-0721-751240; Fax: +88-0721-750064; E-mail: [email protected] is using bleaching powder but to date a few related literatures has been reported. Many researchers have investigated bio-bleaches (cellulase enzymes) which are environmental friendly and successful at improving flexibility and soft hand feel [4, 5], but their attack is not only limited to the fabric surfaces, causing unacceptable weight and strength loss to the fibers [6, 7]. In addition, required color shade cannot achieve, if enzymes are used. Abstract: Modification of cotton denim ready-made garments by washing was investigated using bleach treatment. The effects of various concentrations of bleaching powder (5g/l to 15g/l), temperature (40°C to 60°C) and time (20 min to 40 min ) on the degradation of indigo-dyed cotton denim garments were evaluated by means of fabric strength loss, stiffness, GSM, color fading, elongation at break and moisture absorption. Fabric surface was also examined by scanning electron micrograph (SEM). It was found that bleaching powder had remarkable effect in washing on denim garment modification. It was also observed that the degradation of denim ready-made garments with bleach caused a serious drop in fabric strength, stiffness and color fading, although fabric weight loss is negligible. The optimized washing condition for the best value established as 10 g/l Ca(OCl)Cl and 5 g/l Na2CO3 at 400C and at pH 10.5 for 20 min. Keywords: Denim strength, stiffness. garment, bleaching, Bleaching treatment improves the appearance and enhancing aesthetic properties of cotton garments [8]. Bleach wash is very popular for denim (Jeans) washing. Without washing, denim garment is uncomfortable to wear, because denim is produced using very coarser yarns in both warp and weft. In addition, the warp yarns are mostly dyed with indigo and sized, as a result, denim is very stiff fabric and hard [9]. For this it essentially needs a finishing treatment to make it softer and comfortable to wear performance. Again indigo dyes are used for fashion dyeing; in denim, fibers dyed with indigo are not included in fiber-transfer examinations, remains surface dyeing [10]. Popularity of denim garments in the World market has been increasing day by day. To meet up the rapid change of present demands of customers, researchers are trying to introduce new designs and producing fashionable denim garments by following several washing methods. The most commonly denim washing methods are bleach wash, acid wash, enzyme wash, normal wash, stone wash, etc. [11, 12]. Although chlorine is a harsh chemical, harmful to human health and destructive to cotton; it may cause damage to cotton due to the decomposition of cellulose in the aqueous solution of hypochlorite bleach (calcium hypochlorite). The loss in fabric strength increased more as duration of washing, temperature and concentration of bleach increased. Tarhan, et. al found that fabric strength decreased approximately 40%, especially after hypochlorite (calcium hypochlorite) bleaching for 60 min [13]. tensile I. INTRODUCTION There have been many attempts to use chemical in denim washing. Bleaching is one of the fundamental chemical processing steps prior to dyeing textiles which removes natural colorants in cotton and has the largest effect on whiteness of cotton gray fabric. The most common industrial bleaching agent for cotton is hydrogen peroxide which removes natural color of cotton and increased whiteness. But hydrogen peroxide is fairly effective in denim washing, because it is applied under boiling conditions and increased fiber damage and high temperature bleaching leads to higher energy consumption [1, 2]. Sodium chlorite and hypochlorite have been widely used to bleach cotton in textile industry, but it has harmful effects on the environment due to chlorine liberation during bleaching [3]. Bleaching powder has wider applications in our daily life for both disinfectant and to bleach color. Textile industry It is believed that if the denim garments are chemically modified by washing using bleaching powder 30 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 (Ca(OCl)Cl) in order to decrease the loss of minimum strength, so that their attack would be restricted only to the surface of the fabric, then the durability of the garment will be increased. Therefore, in the present investigation attempts has been taken to bleach denim garments to produce new look design with minimum damage of fiber/fabric and to improve the fabrics wear performance. Hydro-extracting and Drying Processes For hydro-extracting, bleach washed denim trousers were squeezed to a wet pick-up of 70% at 200 rpm for 34 min in a laboratory scale hydro-extractor machine (model-WZ 5929, Zanussi, UK), then dried at 75°C for 35-40 min in a steam drier (model-T406 N, Opti-Dry, UK). Treated denim garments were then evaluated by characterizing of their physical and mechanical properties. II. EXPERIMENTAL Characterizing the Treated Denim Materials Tensile strength and elongation at break of the treated denim trousers were determined according to ASTM D5034 [15] (Grab test) with a Horizontal strength tester. The values for color fading were rated with a Grey scale for color change according to AATCC test method 61 [16]. Stiffness was measured according to BS 3356 [17] (bending rigidity) with a Shirley stiffness tester. Dimensional changes / shrinkage (%) was calculated from the difference in fabric length before and after washed denim garment according to AATCC test method 96 [18]. Weight loss (%) in fabric / GSM was calculated from the difference in fabric weight before and after washed denim according to ASTM D3776 [19]. Moisture content and moisture regain (%) was determined from the difference in total fabric weight and oven dry weight according to ASTM D1909 [20]. SEM was studied using a scanning electron microscopy (model-S 3400N, Hitachi, Japan). Water absorption was measured in fabric from the differences in rate of uptake according to BS 3449 [21]. Treated all denim trousers were conditioned in 65% RH and at 20°C for 24 h before testing according to ASTM D1776 [22]. Twill weave 100% cotton indigo-dyed denim fabrics were collected from Beximco Textiles Ltd. (Bangladesh) and used denim garments (trousers) for this experiment. The yarn count was 9/7 (warp/weft), the fabric weight per unit area was 381 g/m2, and the warp per inch and weft per inch was 70/42. The garments were desized using Hostapur WCTH (a detergent, BASF, Germany) and Luzyme FR-HP (a desizing agent, BASF, Germany) with the standard recipe [14]. Then the denim garments were washed using KCI bleach (a bleaching powder, (Ca(OCl)Cl), JCJ, India). Washed denim garments were then neutralized with sodium hyposulfite (Hypo, China). Methods Desizing Treatment Denim trousers were desized according to procedures generally followed in the textile and garment washing industry. This pretreatment was conducted in liquor containing 1.0 g/l Hostapur and 0.6 g/l Luzyme, and the liquor ratio was 10:1, in a small scale industrial washing machine (model-NS 2205, Ngai Shing, Hong Kong) for 20 min at 60°C. After desirable time of treatments, the liquor was dropped out. The garments were then washed with distilled water at 60°C for 3 min followed a thorough rinsing in cold water. III. RESULTS AND DISCUSSION Concentration of bleaching powder In the textile industry, bleaching with hypochlorite uses pH values of 10.5 or above in the presence of activators and stabilizing agents [2]. Using commercial KCI bleaching powder at first, established effective bleaching conditions that could be transferred to bleaching processes under milder conditions. In this set of experiments, commercial KCI bleaching (Ca(OCl)Cl) powder in presence of soda ash, as common activator, added to the buffered bleach bath at pH 10.5 to 11.0 to reduce the fiber decomposition. For bleaching with KCI bleach (a bleaching powder), the question had to address how much bleach would be essential to function effectively, while keeping the process economic. The influence of the chemical concentration of commercial Bleach Treatment (Bleaching Powder) Bleaching with KCI bleach (5g/l to 15g/l) (35% available chlorine) was applied at temperatures (4060°C) and at pH 10.5 in the liquor ratio of 10:1 for varying lengths of time (20-40 min). For all washes, 5 g/l soda ash was used to make the solution alkaline and stable. Denim garments were bleaching under these conditions in the washing machine at 30 rpm, followed by neutralizing in 2 g/l hypo-sulfite for 5 min at 40°C and rinsing with distilled water. 31 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 KCI bleach at various levels (5, 7.5, 10, 12.5, and 15 g/l) was examined, and the results are summarized in Table I. and fibers were decomposed and broken down quicker with the frictional action (mechanical forces) of rotating cylinder of the washing machine. The rate of decomposition also depends on the conditions used in washing. Decomposition of cellulose would certainly affect fabric properties. As a result, fibers or fabrics are loosened and weakened. The results in Table I disclosed that increasing the bleach concentration from 5 to 15g/l has effect seriously on color shade change and strength. During processing with KCI bleach, the sizes (starch) of warp yarns were completely removed and due to frictional action the fibrils of cotton fibers were degraded and partly detached from the main fiber chain. As a result bending rigidity was less and stiffness was decreased. The decrease was more pronounced at higher bleach concentration up to 10g/l andstiffness decreased was 24%, after that the decreased rate was constant. From Table I it can be seen that, the loss in fabric strength increased as concentration of bleach increased. KCI bleach at 5g/l caused significant loss in tensile strength (approx. 4%) and this decrease was higher at higher bleach concentrations. It was observed that 15 g/l concentration exhibited the highest loss in of tensile strength (approx. 16%). KCI bleach decomposed cotton under the conditions used. KCI bleach first attacked on surface color of denim, degraded the color slowly. At the same time fibers are partly decomposed in yarn chain and penetrated inside fabric. Therefore, the dye bonds on primary wall (outer layer) were broken by the decomposition of cotton in aqueous solution of KCI bleach. As a result, indigo color was faded and garments become duller. After that it attacked on secondary wall TABLE I EFFECT OF CHEMICAL CONCENTRATION OF KCI BLEACH ON THE PHYSICAL AND MECHANICAL PROPERTIES OF DENIM GARMENTS Conc. of bleaching powder (g/l) 0.0 (Before wash) 5.0 7.5 10.0 12.5 15.0 Tensile strength (Kg f) Shrinkage (%) Weight of fabric (GSM) Stiffness (cm) Water absorp -tion (%) Moisture content (%) Moisture regain (%) EPI & PPI (ends/in & picks/in) Elongation at break (%) Color shade (Grey scale) 128 7.50 7.60 70 x42 L=24 W=16 5 136 8.30 8.20 70 x45 140 8.34 8.51 70 x45 141 8.40 8.54 70 x45 141 8.51 8.54 7 0x46 141 8.51 8.54 70x46 Warp Weft 246 (0) 137 (0) 0 381 (0) 4.35 (0) 236 (-4%) 229 (-7%) 219 (-11%) 134 (-2%) 133 (-3%) 129 (-6%) L=- 5.0 W= 0 L= - 5.0 W= 0 L= - 6.0 W= +0.5 377 (-1.0%) 372 (-2.37%) 372 (-2.37%) 3.5 (-19%) 3.4 (-22%) 3.3 (-24%) 212 (-14%) 207 (-16%) 127 (-7%) 127 (-7%) L= -7.0 W= +1.0 L= - 7.0 W= +1.0 371 (-2.62%) 370 (-2.89%) 3.3/ (-24%) 3.3/ (-24%) L=48 W=22 L=46 W=22 L=44 W=21 L= 42 W=21 L=41 W=21 4/5 4 3 2/3 1/2 A value at 0.0 concentrations represents the denim garments without treatment. Conditions used for bleach washing treatment: bleaching powder, 5.0-15.0 g/l; soda ash, 5 g/l; temperature, 40°C; time, 20 min; pH, 10.5; M: L ratio, 1:10. Table I shows that the moisture contents of the bleach treated samples with various concentrations from 5g/l to15g/l are within the range of 8.3-8.51%, whereas untreated sample was 7.5%. Elongation at break of the treated denim garments with various concentrations is similar and the range of elongation at break is 41-48% lengthwise and 21-22% widthwise, whereas untreated sample was 24% and 16% respectively, this lower elongation at break are due to the effect of sizing ingredient. Again, water absorption of treated denim was 141%, whereas untreated denim was 128%. The data in Table I is clearly reveal that, KCI bleach at 5g/l concentration cause significant decreased the GSM (fabric weight). During weaving fabrics were subjected to considerable tensions, particularly in the warp direction. In subsequent finishing processes such as calendaring this stretch was increased and temporarily set in the fabric. The fabric is then in a state of dimensional instability. When the denim fabric was thoroughly wetted in bleach washing, it tended to revert its more stable dimensions which results in the contraction of the yarns. This effect is usually greater in 32 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 the warp direction than in the weft direction. This is known as relaxation shrinkage [23]. Due to relaxation shrinkage, PPI (picks per inch) was increased, as a result fabric weight loss is slightly minimized and the loss was 1% at 5g/l concentration and about 3% at 15g/l concentration. rating 1 to 2). Interestingly, higher concentrations led to a slight decrease in elongation. By considering the properties of treated fabrics, it was seen that 10 g/l concentration is optimum for denim washing with KCI bleach, hence strength loss is 11%, color loss is 40% (Grey scale value 3) and stiffness decreased 24%. To achieve the denim washing effectively, the concentration of active KCI bleaching powder has to be 10 g/l in the bleach bath. It can also be seen from Table I that fabric strength decreased approximately 16% in 15 g/l concentration; color shade decreased approximately 60% (Grey scale TABLE II EFFECT OF TEMPERATURE ON THE PHYSICAL AND MECHANICAL PROPERTIES OF DENIM GARMENTS Temp. (°C) Tensile strength (Kg f) Shrinkage (%) Weight of fabric (GSM) Stiffness (cm) Water absorp -tion (%) Moisture content (%) Moisture regain (%) EPI & PPI (ends/in & picks/in) Elongation at break (%) Color shade (grey scale) 128 7.50 7.60 70 x42 L=24 W=16 5 141 8.40 8.54 70 x45 144 8.44 8.56 70 x45 145 8.53 8.57 70 x45 Warp Weft 246 (0) 137 (0) 0 381 (0) 4.35 (0) 219 (-11%) 209 (-15%) 197 (-20%) 129 (-6%) 129 (-6%) 125 (-9%) L= - 6.0 W= +0.5 L= - 6.0 W= +0.5 L= - 6.5 W= +0.5 372 (-2.37%) 370 (-2.89%) 368 (-3.5%) 3.3 (-24%) 3.3 (-24%) 3.2 (-26%) 55 180 (-27%) 119 (-13%) L= - 7.0 W= +0.5 362 (-5%) 3.2 (-26%) 143 8.52 8.55 60 162 (-34%) 115 (-16%) L= - 7.0 W= +0.5 358 (-6%) 3.4 (-22%) 142 8.46 8.52 0.0 Before wash 40 45 50 L=44 W=21 L=42 W=21 L=40 W=21 2/3 70 x46 L=37 W=20 1/2 70 x46 L=33 W=20 1/2 3 2 A value at 0.0 concentrations represents the denim garments without bleaching powder treatment. Conditions used for bleach washing treatment: bleaching powder, 10.0 g/l; soda ash, 5g/l; temperature, 40-60°C; time, 20 min; pH, 10.5; M: L ratio, 1:10. strength decreased approximately 34% after KCI bleaching at 600C (Table II). In the same way, fabric stiffness fairly decreased 22%. As a result of washing, it was seen that 400C temperature is optimum for denim washing with KCI bleach, because color loss is 40%, strength loss 11% and stiffness loss fairly increased to 24%. Effect of Temperature in Bleaching The influence of temperature at various levels from room temp to 60°C was examined, and the results are presented in Table II. Table II presents that raising the bleach washing treatment from 40 to 60°C has an adverse effect on tensile strength, stiffness and color fading. With decreased tensile strength, the elongation at break decreased and at 55 and 60°C, the color shade decreased remarkably. The effect of temperature on stiffness and water absorption is clear particularly when washing was performed between 40 and 50°C, because degradation and the looseness of surface fibers by washing temperature. The loss in fabric weight increased as processing temperatures increased and weight loss is approximately 6% at 600C. The effect of temperature on surface roughness was examined and found that roughness is comparative less particularly when bleach wash was performed at 40°C (SEM study). Fabric Effect of Time in Bleaching Processing time from 20 to 40 min was examined, and the results are presented in Table III. It can be seen from table III that the values of fabric properties are significantly changed than untreated denim. The comparison indicates that there are marginal differences in moisture content, moisture regain, shrinkage, GSM, EPI and PPI. But it affects on fabric strength loss, color fading, stiffness and elongation at break with the increases of time up to 40 min. Fabric strength decreased 33 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 approximately 27% after KCI bleaching for 40 min, whereas color shade decreased approximately 60% (Grey scale rating, 1 to 2) (Table III). In the same way, fabric stiffness fairly decreased to 19%. The result shows that TABLE III EFFECT OF TIME ON THE PHYSICAL AND MECHANICAL PROPERTIES OF DENIM GARMENTS BY BLEACH WASH Time (min) 0.0 Before wash 20 25 30 35 40 Tensile strength (Kg f) Warp Weft Shrinkage (%) Weight of fabric (GSM) Stiffness (cm) Water absorp -tion (%) Moisture content (%) Moisture regain (%) EPI & PPI (ends/in & picks/in) Elongation at break (%) Color shade (grey scale) 128 7.50 7.60 70 x42 L=24 W=16 5 141 8.40 8.54 70x45 142 8.42 8.55 70 x45 141 8.40 8.54 70x45 140 8.39 8.54 69 x46 140 8.39 8.55 69 x46 246 (0) 137 (0) 0 381 (0) 4.35 (0) 219 (-11%) 207 (-16%) 197 (-20%) 185 (-25%) 129 (-6%) 127 (-7%) 127 (-7%) 123 (-10%) L= - 6.0 W= + 0.5 L= - 6.0 W= +0.5 L= - 6.0 W= + 0.5 L= -6.3 W=+1.0 372 (-2.37%) 372 (-2.37%) 368 (-3.4%) 365 (-4.1%) 3.3 (-24%) 3.3 (-24%) 3.45 (-21%) 3.48 (-20%) 180 (-27%) 123 (-10%) L= - 6.3 W= +1.0 364 (-4.4%) 3.52 (-19%) L=44 W=21 L=43 W=21 L=40 W=21 L=38 W=20 L=37 W=20 3 2/3 2 2 1/2 A value at 0.0 concentrations represents the denim garments without bleaching powder treatment. Conditions used for bleach washing treatment: bleaching powder, 10g/l; soda ash, 5g/l; temperature, 40°C; time, 20-40 min; pH, 10.5; M: L ratio, 1:10. 20 min processing time is optimum with KCI bleach where the color loss is 40%, strength loss is 11% and stiffness loss is 24%. degraded and ruptured surfaces that are produced with the aqueous solution of KCI bleach and abrasions were due to mechanical friction by washing machine in processing. As observed from the Fig. 2, there are more cracks on the surface of fibers, so fibers are broken. Scanning Electron Micrograph Fig. 1 shows SEM images of untreated cotton denim garment. It can be seen from the Fig. 1 that the surface of the single fiber is very smooth and no rupture is visible in the images, because yarns were coated with sizing materials. Fig. 2 shows SEM images of bleach treated cotton denim garment. The figure shows loosened, IV. CONCLUSIONS Bleaching powder (calcium chlorohypochlorite) is an effective bleaching agent for denim washing. SEM shows more crack and decomposition on the surface, as a 34 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 Fig. 1 (a) Scanning electron micrograph of untreated denim garment. Fig. 1 (b) Scanning electron micrograph of untreated denim garment (magnified). Fig. 2 (a) Scanning electron micrograph of denim garment after bleach treatment. Fig. 2 (b) Scanning electron micrograph of denim garment after bleach treatment (magnified). reesei cellulases,” Textile Research Journal, 70, pp. 969-973, 2000. result the processed fibers in denim are loosened and weaker. To obtain required fabric properties and strong denim, but good wear performance, the process parameters need to be controlled. Hence, bleaching powder can also be used as alternative source of other chlorine bleaches like hypochlorite in denim washing industry. [5] C. E. Morries, and R. J. Harper, “Comprehensive view on garment dyeing and finishing,” American Dyestuff Reporter, 80, pp. 132-136, 1994. [6] T. M. Wood, “Fungal cellulases,” Biochemical Society Transactions, 20, pp. 46-52, 1992. ACKNOWLEDGEMENTS [7] One of the authors research work was supported by the NSICT Fellowship under the Ministry of Science, Information and Communication Technology of The People’s Republic of Bangladesh. I. Kang, C. Yang, W. Wei and G. C. Lickfield, “Mechanical strength of durable press finished cotton fabrics, Part 1: Effects of acid degradation and cross linking of cellulose by polycarboxylic acids,” Textile Research Journal, 68, pp. 856-870, 1998. [8] M. N. Amin, M. Begum, M. Shajahan, M. S. Rahman and T. Baksh, “Bleaching process for increasing whiteness and lightfastness of kenaf and kenaf-jute blended fabrics,” Cellullose Chemistry and Technology, 32, pp. 497-504, 1998. [9] M. A. Razzaque, Garment & Textile Merchandising, 1st ed. Popular Publications, Dhaka, 2004, pp. 223-226. [10] M. Grieve, T. Biermann, and K. Schaub, “The use of indigo derivatives to dye denim material,” Science and Justice, 46, pp. 15-24, 2006. [11] M. A. Kashem, Apparel Merchandising, 1st ed. LuckyOne Traders, Dhaka, pp. 69-71, 2008. [12] M. T. Islam, Garments Washing & Dyeing, Ananto Publications, Dhaka, pp. 220-222, 2010. [13] M. Tarhan and M. Sariisik, “A comparison among performance characteristics of various denim fading processes,” Textile Research Journal, 79 (4), pp. 301309, 2009. REFERENCES [1] [2] [3] [4] N. C. Gursoy, S. Lim, D. Hinks and P. Hauser, “Evaluating hydrogen peroxide bleaching with cationic bleach activators in a cold pad-batch process,” Textile Research Journal, 74(11), pp. 970-976, 2004. G. Buschle-Diller, X. D. Yang and R. Yamato, “Enzymatic bleaching of cotton fabric with glucose oxidase,” Textile Research Journal, 71(5), pp. 388-394, 2001. M. Prabaharan, R. C. Nayar, and J. V. Rao, “Process optimization in peracetic acid bleaching of cotton,” Textile Research Journal, 70(8), pp. 657-661, 2000. L. Heikinheimo, J. Buchert, A. Miettinen-oinonen and P. Suominen, “Treating denim fabrics with trichoderma 35 Canadian Journal on Chemical Engineering & Technology Vol. 3 No. 2, March 2012 [14] Hams Group, personal communication, Hams Washing & Dyeing Limited, 190 Tejgaon I/A, Dhaka, Bangladesh, 2009. [15] ASTM D5034, “Standard test method for breaking force and elongation of textile fabrics (Grab test),” American Society for Testing and Materials, Annual book of ASTM Standards, 7(1), ASTM International, West Conshohocken, PA, USA, 2009. [22] AATCC test method 61, “Colorfastness to laundering, home and commercial: accelerated,” American Association of Tex Research Triangle Park, N.C., USA, 2010. ASTM D 1776, “Standard practice for conditioning textiles for testing,” American Society for Testing and Materials, Annual Book of ASTM Standards, vol. 7(1). ASTM International, West Conshohocken, PA, USA, 2008. [23] P. G. Cookson, “Relationships between hygral expansion, relaxation shrinkage, and extensibility in woven fabrics”, Textile Research Journal, 62, pp. 44, 1992. [16] [17] BS 3356, “Method for determination of bending length and flexural rigidity of fabrics,” BSI Publisher, Chiswick High Road, London, UK, 1990. [18] AATCC test method 96, “Dimensional changes in commercial laundering of woven and knitted fabrics Research Triangle Park, N.C., USA, 2009. [19] BIOGRAPHIES ASTM D 3776, “Standard test methods for mass per unit area (weight) of woven fabric,” American Society for Testing and Materials, Annual book of ASTM Standards, vol. 7(2), ASTM International, West Conshohocken,PA, USA, 1996. [20] ASTM D 1909, “Table of commercial moisture regains for textile fibers,” American Society for Testing and Materials, Annual Book of ASTM Standards, vol. 7(1). ASTMInternational, West Conshohocken, PA, USA, 2004. [21] BS 3449, “Testing the resistance of fabrics to water absorption (static immersion test),” BSI Publisher, Chiswick High Road, London, UK, 1990. Md. Mashiur Rahman Khan, MSc in Textile (Bolton, UK), BSc in Textile (Dhaka University, Bangladesh) is a PhD Research Fellow in the Department of Applied Chemistry and Chemical Engineering, Rajshahi University, Bangladesh, and has been working as Assistant Professor in the Department of Apparel Manufacturing Engineering, Faculty of Clothing, Fashion and Business Studies, Bangladesh Textile University. His areas of interests are textile fashion designs. Md. Ibrahim H. Mondal, Dr. Engr (Tokyo, Japan) is a professor in the Department of Applied Chemistry and Chemical Engineering, Rajshahi University, Bangladesh. His research interest includes modification of natural polymer & textiles, and textiles wet-processing. 36









© Copyright 2026