
Document 225910
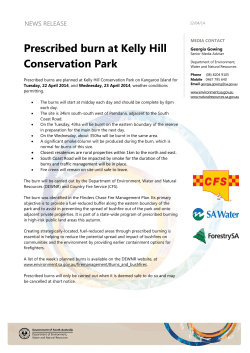
J How to Develop a TaIL Bum Plan RCRA requires that new afilicants for hazardous waste incinerators conduct trial burn tests. by Ahmed J. Allawi, P.E. This is the first of a two-part series on trial burn plan development for hazardous waste incinerators. Part One covers the elements of the trial burn plan and permit parameters for a typical hazardous waste incineration facility. Part Two, which will appear in POLLUTION ENGINEERING in November, discusses trial burn test design, including development of a test protocol. 82 POLLUTION ENGINEERING OCTOBER1991 The Resource Conservation and Recovery Act (RCRA) of 1976 (42 U.S.C. 6901-6987, amended in 1984) requires the Environmental Protection Agency (EPA) to develop, promulgate and implement regulations that control the treatment and disposal of hazardous wastes. RCRA regulations are aimed at ensuring the incineration system under review meets a set of minimum performance requirements within the range of operating conditions desired by the owner/operator of the system. The law requires the applicant for a new hazardous waste incineration permit to demonstrate by actual field testing that the incineration system meets all RCRA requirements. These field tests are called trial burn tests. An integral section of the Part B Permit Application for Hazardous Waste Incineration is the Trial Burn Plan, which the applicant is required to develop and submit to the regulatory agencies for approval. Since the granting of the operating permit is contingent on passing the trial burn tests, it is important that applicants address all relevant issues when developing their trial burn plans. Elements of a trial burn plan The trial burn plan is a protocol prepared by the applicant for a hazardous waste incineration permit to outline the test conditions and methodologies that will be used to demonstrate the operability of the hazardous waste incinera- tion system. The main objectives of the trial burn tests are three-fold: To verify that the incinerator and associated equipment can be operated under the conditions desired by the applicant. To obtain data that set limits for the operating parameters to be specified in the permit. To supply trial burn data required by RCRA, the Toxic Substances Control Act (TSCA, 15 U.S.C. 2601-2629), state regulatory agencies and other parties as mandated by law. A typical incineration system can be operated safely and efficiently under more than one set of operating conditions. As each process variable within the control of the operator is increased or decreased, however, the safety and/ or performance efficiency of the total system may be compromised. The safety issue can only be addressed on an individual basis for each system. Incineration performance standards have been established by the regulatory agencies. The following five performance standards must be met by all new incineration systems to be operated in the United States: Minimum destruction and removal efficiency (DRE) of 99.99 percent for the principal organic hazardous constituents (POHCs). The DRE is defined by the following equation: DRE = (W,” - WouJ(lOO)/W,n where W,, equals the total POHC feed during the time period in question and W,,, equals the total POHC in the stack gas during the same time period. Minimum DRE of 99.9999 percent for certain classes of compounds including dioxins, dibenzofurans, and non-liquid polychlorinated biphenyls (PCBs). Minimum combustion efficiency (CE) of 99.9 percent for PCB-containing wastes. The combustion efficiency is defined by the following equation: CE = (Cco~)(lOO)I(Cco2+ G o ) where Cco2equals the CO, concentration in the stack gas and Cco equals the CO concentration in the stack gas. Minimum hydrogen chloride (HCI) gas removal efficiency of 99 percent . Figure 7. The rotary kiln is the most common type of incineration system for handling solid, liquid and vapor wastes. A simplified hazardous waste incineration system is shown. OCTOBER 199 1 POLLUTION ENGINEERING 83 POLLUTION ENGINEERING ~ States can impose standards for incinerator performance, which must be at least as stringent as federal standards. or less than 4 pounds per hour of HCl emissions. Maximum particulate emissions of 0.08 grains per dry standard cubic foot (dscf), corrected for air dilution to 7 percent oxygen. Other federal operating requirements, directly or indirectly related to the performance efficiency of the system, have been added to the above list. Under TSCA regulations, for instance, liquid PCBs can only be incinerated at 1200°C (2 192°F) f 100°C or greater with a residence time of 2 seconds or greater. Alternatively, a minimum temperature of 1600°C (2912°F) k 100°C or greater can be used for a residence time of 1.5 seconds or greater. State agencies can impose their own standards for incineration system performance, which must be at least as stringent as the federal standards. The applicant is responsible for ensuring the trial burn plan satisfies all state and federal requirements. A complete trial burn plan should contain the following elements: An engineering description of the incineration system. This should include a discussion of the various equipment, design criteria, system integration, safety interlocks including the set points for emergency actuators and shutdown procedures. Waste feed characterization for the incineration system during normal operations as well as the trial burn period. The characterization must include the identification of all compounds listed in Appendix VI11 of 40 CFR 261 present in the waste feed as well as their concentrations. Furthermore, a discussion on the rationale for selecting the representative POHCs should be included. A discussion of the relevant operating parameters and the ranges over which they are likely to vary. Target values for the permit parameters also should be included. A description of each individual trial burn test showing wastes to be incinerated and detailing total material and energy balance for the system. A preliminary trial burn schedule detailing starting date and duration of the trial burn period as well as a sequence of activities for each of the test series. A detailed description of the sampling and analytical methods to be implemented during the trial burn period. A description of the applicable quality assurancelquality control (QAI 84 POLLUTION ENGINEERING OCTOBER 199 1 The applicant must ensure the trial burn plan satisfies all state and federal requirements. QC) procedures to be used during and after the trial burn period. Typical hazardous waste incineration system Various forms of incinerators are available for hazardous wastes. The most common for handling solid, liquid and vapor wastes is the rotary kiln system. See Figure 1. In general, an incineration system can be divided into six subsystems for: waste testing, characterization and storage; waste preparation, staging and feeding; incineration, which usually includes an afterburner or secondary combustion chamber; waste heat recovery; air pollution control; ash and residue treatment and disposal. The trial burn plan must include a detailed engineering description of each of the six subsystems. Emphasis should be placed on the dimensions of the vari- ous components, design flow rates and process parameters, safety interlocks and their associated set points and monitoring devices. The solid waste feed subsystem of a rotary kiln incinerator typically consists of a ram feeder. A shredder is sometimes used to break up the solid masses into smaller pieces prior to their incineration. Liquid and gaseous wastes are fed into the rotary kiln or afterburner through suitable nozzles or burners specifically designed to handle the waste in question. Allowable pressure drop, maximum fluid flow rate, turndown and fluid viscosity are the primary design variables for nozzle selection. All solid, liquid and gaseous feed subsystems contain waste feed shut-off devices interlocked with appropriate process monitors. When an unacceptable operating condition is present, such as high flue gas flow rate, the shutoff devices activate automatically to stop the waste feeds from entering the incinerator. This fail-safe mechanism assures the system will always operate within the range of permissible parameters established in the permit. The rotary kiln is a refractory-lined cylinder sloped along its axis to facilitate the flow of solids from the feed end to the disengagement chamber. To enhance heat and mass transfer, the kiln is rotated about its axis at speeds varying from 14’ to 4 revolutions per minute. As the wastes flow through the kiln, their temperature is raised to a s u a cient level for vaporization and partial oxidation to take place. This operating temperature is maintained by injecting auxiliary fuel and/or high heat value waste through nozzles or burners located inside the kiln. A combustion air blower is used to draw ambient air through particulate filters into the rotary kiln. Partial oxidation of hazardous wastes results in the generation of products of incomplete combustion (PICs) in the kiln. These components are carried with the kiln flue gas to the afterburner, where the “three Ts” of combustion, time, temperature and turbulence, lead to further oxidation to the desired principal combustion products: carbon dioxide and water. In addition to handling the kiln flue gas, the afterburner is often designed to directly burn liquid and gaseous wastes. As with the kiln, auxiliary fuel may be used to maintain the operating temperature when incinerating wastes with low heating values. Equipment vendors usually establish - the operating parameters (temperature and residence time) of the kiln and afterburner based on experience with similar wastes, except PCB-containing wastes, which are governed by TSCA regulations. Higher temperatures generally increase the D R E of the incineration system at the expense of higher operating costs and NO, formation. Kiln temperatures are typically maintained under 1800"F, whereas afterburner temperatures typically fall in the range of 1400°F to 2400°F. The combination of the proper temperatures, thorough turbulence, and suitable residence times yields the required D R E for the incineration system. The hot flue gases of the afterburner must be cooled to below the design temperatures of the air pollution control I devices, generally below 500°F. Waste heat boilers are sometimes used for this purpose when the economics are deemed favorable. In other cases, a suitable quench system is used. See Figure 1. The spray quench system uses the latent heat of water to cool the flue gas down to the desired temperature. Gaseous pollutants and particulate emission control is most commonly accomplished in spray dryer absorbers and fabric filter baghouses, and, to a lesser extent, in the quench system. The spray dryer absorber is a cylinder in which an acid gas neutralizing agent, such as lime slurry, is sprayed onto the flue gas stream. Some of the solid salts formed by the neutralization reaction settle to the bottom of the chamber while the remainder is carried out with Group Group B: Parameters do not require continuous monitoring and are thus not interlocked with the waste feed cutoff systems. Operating records are nevertheless required to ensure that trial burn worst-case conditions are not exceeded. I the flue gas to the fabric filter baghouse. Particulate is separated from the flue gas and deposited onto a fabric filter in the baghouse. Periodically, the collected particulate is dislodged from the filter by shaking, reverse air flow or pulse jets. The prime flue gas mover for the incineration system is an induced draft fan, typically located downstream of the fabric filter baghouse. The treated flue gas is forced through a stack of suitable dimensions for final dispersion in the atmosphere. Finally, the ash collection and removal system typically consists of a drawoff pan with a water seal placed at the bottom section of the rotary kiln incinerator. Periodically, the collected ash is removed and disposed of in an Parameter I 7. POHC incinerability limits. 8. Maximum total halides and ash feed rate to the incinerator system. 9. Maximum size of batches of containerized waste. I 10. Minimum particulate scrubber blowdown or total solids , content of the scrubber liquid. OCTOBER 199 1 POLLUTION ENGINEERING 85 POLLUTION ENGINEERING Destruction and removal efJiciency depends primarily on combustion temperatures of the kiln and afterburner. approved landfill. Permit parameters In principle, any parameter that can potentially affect, or be a potential indicator of, the performance of an incineration system is subject to regulation. This includes process parameters, such as waste feed rates and operating temperatures, as well as system parameters, such as pressure drops and valve positions. While it would be nearly impossible to regulate every parameter within the operator’s control, certain key process and operating parameters can be identified and targeted for control by the regulatory authorities. These control parameters are grouped into three categories identified as Groups A through C. See Table 1. An incineration system is typically designed to handle a limited range of waste feed rates to the kiln and afterburner. At the upper limit of this range for wastes of high heat value, sufficient heat release, high temperatures, and/or high gas flow rates can render the system unsafe and inefficient. Similarly, operation of the incineration system at high turndown reduces the combustion efficiency and impairs certain air pollution control device performances. The maximum feed rates of each waste type to each combustion chamber (kiln and afterburner) are principal trial burn test parameters. Minimum feed rates (maximum turndown) of liquid and gaseous wastes may be established either during the trial burn test period or by the incinerator vendor. In either case, the maximum turndown will be cast as a permit parameter. The DRE of an incineration system depends primarily on the combustion temperatures of the kiln and afterburner: the higher the temperatures, the higher the DRE, assuming no change in other parameters. From an engineering standpoint, it is neither practical nor economical to operate the incineration system at exceptionally high temperatures for extended periods of time. To attain the required DRE, however, the incinerator must be operated above certain minimum temperatures. RCRA and TSCA regulations seek to establish and prove these minimum temperatures for each incineration system during the trial burn tests. TSCA regulations impose other requirements on minimum temperatures for incinerating certain types of PCBs. The object of the trial burn tests in this case would be to demonstrate that the 86 POLLUTION ENGINEERING OCTOBER 199 1 __ Maximum feed rates of each waste‘type to each ~ combustion chamber are principal trial burn test parameters. incinerator is capable of safe operation at temperatures higher than the minimum regulatory values. Operation of the incineration system at temperatures higher than the design values of the equipment represents an unsafe practice. The permit will usually specify only the minimum temperature established during the trial burn tests. It is assumed incinerator operation would be restricted to below the maximum design temperatures established by the vendors. High gas flow rates affect the DRE of an incineration system in more than one way, First, higher velocities in the afterburner lead to a reduction in the average residence time of the flue gas, but an increase in turbulence levels. This, in general, reduces the combustion efficiency of the equipment. Sec- ond, high flow rates in the air pollution coQtrol devices invariably lead to a reduction in the operating efficiency of the equipment. RCRA regulations limit combustion gas flow rate or velocity to a level that is demonstrated to be satisfactory during the trial burn tests. The maximum combustion gas flow rate observed during the trial burn tests conducted at the minimum temperature while demonstrating acceptable incineration system performance will be cast into a permit condition. As a class of compounds, halogenated hydrocarbons are considered difficult to incinerate because of their flame retarding properties. Their presence in the waste feed leads to a reduction in the efficiency of the incinerator. In addition, the amount of acids generated is a direct function of the halide feed rate to the incinerator. Thus, the halide loading to the incinerator also affects the performance (as well as the performance requirements) of the air pollution control device. RCRA regulations are aimed at limiting the amount of halides in the waste feeds to a level proven safe during the trial burn tests. The permit may specify both a maximum halide concentration in the feed as well as a maximum halide feed rate to the incinerator. The ash loading to the incineration system affects the performance of the particulate emission control equipment. The maximum loading to the incinerator observed during the trial burn tests while attaining acceptable incineration system performance will be cast into a permit condition. In certain instances, the permit may even place restrictions on specific components of the ash feed, such as those that undergo a phase change through the air pollution control devices. RCRA regulations require the identification of one or more Appendix VI11 compounds for use as tracers during the trial burn tests. These compounds (POHCs) should be selected based nn their presence in the waste feeds as well as their combustion characteristics. After the trial burn tests are concluded, the permit will limit the owner/operator of the incineration system to incinerating only those compounds that are easier to burn than the selected POHCs. Stack gas parameters are excellent indicators of incineration system performance. Indeed, if it were possible to conduct continuous, accurate, realtime, on-line measurements of POHC concentrations and flow rates, total hy- ~ + ’ RCRA seeks limits on minimum oxygen and maximum carbon monoxide and THC in the stack gas. drocarbon content (THC), carbon monoxide and oxygen levels, hydrochloric acid flow rates, particulate flow rates, temperature and velocity of the stack gas, there would be no need to conduct trial burn tests at all. The permit would simply impose limits on certain stack gas and waste feed parameters and allow the incineration system to be operated within the design limits of the equipment. Such an approach, unfortunately, is not possible with today’s technology. At present, on-line oxygen, carbon monoxide and THC analyzers are available. RCRA regulations seek to establish limits on minimum oxygen and maximum carbon monoxide and THC in the stack gas. Since these parameters are interrelated, it can be argued that establishing limits for all of them is redundant. This is normally addressed by the regulatory authorities on a case-by-case basis. Carbon monoxide, THC, particulate, hydrochloric acid, and metals emission standards are currently under review. Maximum kiln and afterburner draft A rotary kiln incinerator typically contains specially-designed seals to prevent the leakage of products of incomplete combustion to the atmosphere. Fluctuations in axial and radial loads, nevertheless, can sometimes cause leakage through these seals. To prevent these fugitive emissions from occurring, the kiln is maintained under a slight negative pressure. The maximum kiln draft observed during the trial burn tests with the absence of visible fugitive emissions will be cast into a permit condition. Equipment malfunction downstream of the afterburner can sometimes result in pressure buildup leading to fugitive emissions. The maximum afterburner draft observed during trial burn tests that does not result in fugitive emissions will be cast into a permit condition. The equipment used for pollution control downstream of the afterburner is typically designed to operate within a narrow range of process parameters such as temperature and pressure drops. The spray dryer absorber and fabric filter baghouse, for instance, must be operated below certain maximum temperatures established by the equipment vendor. For these cases, the limits imposed by the vendor will normally be cast into permit conditions. There are other process parameters of the air pollution control devices not 88 POLLUTION ENGINEERING OCTOBER 199 1 Maximum waste viscosity and minimum fluid pressure are established during trial burn tests. related to equipment design that can potentially affect their performance. The acid gas neutralizing efficiency of the spray dryer absorber, for example, depends on the pH, temperature, pressure and flow rate of the scrubbing liquor to the equipment. These parameters will be regulated in the permit and their applicable minimum/maximum limits must be demonstrated during the trial burn tests. In cases where the waste feeds to the incinerator during the trial burn tests are substantially different than those during the normal operation, a compromising approach may be adopted by the regulatory agency. In lieu of regulating the lime slurry flow rate, for instance, the agency may dictate the stoichiometric ratio of lime feed to chlorine loading be maintained above a certain value to be demonstrated during the trial burn tests. Solid mixing and average residence time in the kiln are affected by the kiln rotational speed. The maximum value observed during the trial burn tests will be cast into permit conditions. The degree of atomization in the waste feed nozzles directly affects the combustion efficiency of the incinerator. In general, highly viscous waste or low supply pressure can lead to very poor atomization and an unacceptable reduction in the DRE. The maximum waste viscosity and minimum fluid pressure are regulated parameters established during the trial burn tests. Vendor design limits can be used in certain cases. The maximum safe heat release for the incinerator (kiln and afterburner) must either be demonstrated during the trial burn tests or adopted based on vendor’s ratings. The regulatory agency may require that specific parameters be identified and regulated for some incineration systems. These can include container dimensions, minimum waste heat values, voltage across ionizers and blowdown rates. Ahmed J. Allawi, PE, is with the process engineering department, environmental technology, M. W. Kellogg Co., Houston, Texas. Reader Interest Review Please circle the appropriate number on the Reader Service Card to indicate your level of interest in this article. . .









© Copyright 2026