
How to Select the Correct Hydraulic Oil for Your Machine…
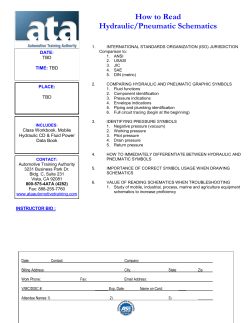
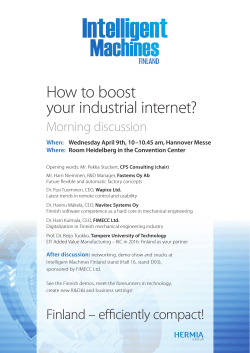
How to Select the Correct Hydraulic Oil for Your Machine… OR How to Make Sure the Hydraulic Oil You Are Currently Using Is the Right One! By Brendan Casey Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com PLEASE READ THIS FIRST! Thank you for investing in this report and video. To get the most from it, I recommend you start by reading the report from the beginning, then pausing to watch the video where directed. The video plays in Windows Media Player 9 or higher. If this program is not already installed on your computer, the current version can be downloaded from: http://www.microsoft.com/windows/windowsmedia/ If you are a Mac user, you can watch the video by downloading the Flip4Mac WMV player for Quicktime: http://www.mireth.com/wt/mxmewt545.html A transcript of the video dialogue is included in the Appendix accompanying this report. So if for some reason you have trouble understanding the dialogue on the video, you can refer to this transcript for clarification. Prior to watching the video, be sure to read the introduction and notes on page 17. Once you’ve studied this report and video a couple of times, you’ll be equipped to apply this know-how to select the correct hydraulic oil for your machine… or to check the oil you are currently using is the right one! Yours for better hydraulics knowledge, Brendan Casey Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 2 Table of Contents Why You Need to Know This ................................................................................................................4 Why Hydraulic Oil is Different From Other Lubes ............................................................................4 The Benefit of Multigrade Oil ...............................................................................................................5 The Problem with Multigrade Engine Oil............................................................................................7 The Controversy About Detergent and Zinc - and How to Deal With It ...........................................8 Why You Should Avoid Automatic Transmission Fluid...................................................................11 The Truth about ‘Biodegradable’ Oils ...............................................................................................13 Hydraulic Oil Type Selection Summary.............................................................................................16 Video: How to Select the Correct Oil Viscosity .................................................................................17 How to Monitor the Condition of the Oil ...........................................................................................18 Appendix ...............................................................................................................................................20 Further Reading ...................................................................................................................................20 Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 3 Why You Need to Know This In a recent issue of Hydraulics and Pneumatics magazine, there was a case-study about a new hydraulic excavator which had been shipped to site with the wrong type of hydraulic oil1. The consequence of this was four pump failures - at a cost of $20,000 each, three swing motor failures and two track drive motor failures – all within the first 27 months of operation. In fact, the total cost of failures - including downtime, amounted to $193,872 over 2-1/4 years! While the hydraulic equipment you’re responsible for may not be on the same scale, the principle is the same: if the hydraulic system is not filled with the correct oil: • it won’t perform like it should; and • it won’t last like it should. Why Hydraulic Oil is Different From Other Lubes Hydraulic oil is different from other lubes. Not only is it a lubricant, it’s also the means by which power is transferred throughout the hydraulic system. So it’s a lubricant and a power transfer device. This dual role makes it unique. To be an effective and reliable lubricant, hydraulic oil must possess properties similar to most other lubes. These include: foaming resistance and air release; thermal, oxidation and hydrolytic stability; anti-wear performance; filterability; demulsibility; rust and corrosion inhibition; and viscosity in respect of its influence on lubricating film thickness – which is critical for maximum service life of hydraulic components. To be most efficient in its role as a power transfer device, hydraulic oil needs high bulk modulus (high resistance to reduction in volume under pressure) and high viscosity index (low rate of change in viscosity with temperature). As an analogy, consider the tension on a vee belt. If it is out of adjustment, the belt will slip. The result is a higher percentage of input power wasted to heat. This means less power is available at the output to do useful work. In other words, the drive becomes less efficient. A similar situation can occur with hydraulic oil. Change in its bulk modulus and/or viscosity can affect the efficiency with which power is transferred in the hydraulic system. The perfect hydraulic fluid for transmission of power would be infinitely stiff (incompressible) and have a constant viscosity of around 25 centistokes regardless of temperature – see exhibit 1. Such a fluid does not exist. 1 Hydraulics and Pneumatics, December 2009, pages 35-37. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 4 Exhibit 1. Temperature/viscosity diagram for the ‘perfect’ hydraulic fluid. Viscosity flat-lines at 25 centistokes regardless of temperature. The Benefit of Multigrade Oil Bulk modulus is an inherent property of the base oil and can’t be improved with additives. But viscosity index (VI) can be improved by using high VI base stocks such as synthetics and/or by adding polymers called Viscosity Index Improvers to the formulation. Viscosity Index Improvers were first used to make multigrade engine oils in the 1940s. These days, this common and well-tested technology is used to make high VI (multigrade) oils for other applications, including automotive transmission fluids and manual transmission gear oils. However, the VI improvers used in oils for the above applications are not typically shear stable when used in modern hydraulic systems. But recent advances in VI improver technology means that mineral hydraulic oils with a shear-stable viscosity index in the 150 to 200 range are now commercially available. The most common reason for using a high VI or multigrade hydraulic oil is to cover wide differences in ambient temperatures between winter and summer, and thus eliminate the need for seasonal oil changes. But there is another case for considering the use of a high VI or multigrade hydraulic oil. Within the allowable extremes of viscosity required to maintain adequate lubricating film thickness for hydraulic components, there’s a narrower viscosity range where power losses are minimized, and therefore, power transfer is maximized. By maintaining the oil’s viscosity in this optimum range, machine cycle times are faster (productivity is increased) and power consumption (diesel or electricity) is reduced. So using a high VI or ‘multigrade’ oil means the hydraulic system will remain in its power transmission “sweet spot” across a wider operating temperature range. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 5 You could think of this as similar to installing an automatic-tensioner on the vee belt drive we talked about earlier – to maintain optimum power transfer conditions. But based on simple cost/benefit analysis, if the cost to install the auto-tensioner was $200, we wouldn’t spend this money unless we were satisfied we can recover this investment - plus an acceptable return, through savings attributable to more efficient power transfer and/or reduced maintenance costs. Shear stable, multigrade hydraulic oil is more expensive than monograde, and so the same approach should be applied when evaluating the cost and benefits of using a high VI hydraulic oil. But unlike the relatively simple vee belt drive, savings accruing from increased hydraulic machine performance can be more difficult to quantify. But to give you some idea of the economic benefits possible, consider the following results from a field trial conducted by a manufacturer of shear-stable VI improvers2. In this trial, the performance of a 40 horsepower compact excavator was evaluated using an all seasons 142 VI ‘baseline’ oil and compared to the performance of the same machine using a 200 VI ‘test’ oil. The test procedure was as follows: Run baseline data with 142 VI oil 1. Start with new air filter and fuel filter. 2. Top off fuel to fill neck at start of test. 3. Trenching blade width to normal depth. 4. Dig trench for seven hours. 5. After seven hours, record fuel to refill. 6. Measure trench width, depth and length. 7. Repeat steps 2-6 with second operator. 8. After baseline established, change hydraulic oil and filter, run for 2 hours and repeat oil and filter change with 200 VI oil (due to some dilution of the 200 VI oil with the 142 VI baseline oil after changeover –the actual VI of the ‘test’ oil was less than 200). 9. Repeat steps 2 through 7. The higher VI test oil demonstrated the following advantages over the baseline fluid: • 15.4% improvement in “Fuel Economy” - cubic yards of dirt moved per gallon of fuel consumed. • 14.3% improvement in “Productivity” - cubic yards of dirt moved per hour. To assign a value to these performance gains, a spread sheet was developed to calculate an owner’s variable costs over the 1000 hour drain interval recommended by the excavator OEM. The following assumptions were made: • All seasons baseline oil cost $9 per gallon and the 200 VI test oil $18 per gallon. 2 Gregg, D., Herzog, S.N., “Improving Fuel Economy and Productivity of Mobile Equipment through Hydraulic Fluid Selection: A Case Study” NCFP Ι08 – 2.4, IFPE March 2008, Las Vegas, NV, USA Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 6 • • Labor and equipment rental cost of $75 per hour. Diesel cost of $3.15 per gallon. From extrapolating the results of the trial, it was determined that with the baseline oil, the excavator could dig approximately 20,000 yards of trench in 1000 hours. And the same amount of trench could be dug in 874 hours with the 200 VI test oil. No value was assigned to the additional 126 hours the machine owner would have to undertake additional work. Based on the field test results and the assumptions stated above, replacing the 142 VI all seasons oil with 200 VI oil would save the machine owner $10,000 every 1000 hour drain interval – see exhibit 2. Exhibit 2. Cost/benefit analysis of changing to 200 VI shear-stable hydraulic oil As exhibit 2 shows, while the fuel cost savings are meaningful, the greatest potential benefit from switching to higher VI oil is likely to accrue from machine productivity improvement. As the results of this trial show, the potential economic gain from using a high VI or multigrade oil go beyond the simple elimination of seasonal oil changes. But the ultimate decision on whether to use a multigrade over a monograde involves weighing cost against benefit, given the type of hydraulic machine, its duty cycle and its temperature operating window. The Problem with Multigrade Engine Oil Engine oil can work satisfactorily as a hydraulic fluid. BUT, if a multigrade engine oil is being used in the hydraulics specifically for its high viscosity index (VI) – which, as explained above, means it has a lower rate of change in viscosity with change in temperature - then it’s not the correct solution. And it’s all to do with the additives used to increase Viscosity Index. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 7 Viscosity index improvers are relatively large molecules which, at low temperatures, are "curled" into little balls and don't thicken the oil. At higher temperatures, they "uncurl" into long chain molecules which give the oil greater viscosity. The earliest VI improvers used to make multigrade engine oils in the 1940s were basically melted rubber. And this worked well in engine oil. VI improver technology has advanced a lot since then. But even today, their drawback is because they are long and complex molecules, they are very susceptible to “shear down” as the oil circulates. And in terms of shearing forces, a modern hydraulic system is one of the most challenging for VI improvers. Because VI improvers are an expensive additive, oil blenders formulate for the application. So while it would be possible to formulate a multigrade engine oil which would be shear stable when used in a hydraulic system, it would be overkill for the engine application and therefore add unnecessary extra cost. As a result, VI improved engine oils, automotive transmission fluids and manual transmission gear oils are not typically shear stable when used in modern hydraulic systems. This means if they are used in a hydraulic system, the VI improvers will shear down and lose their ability to provide the necessary viscosity improvement, which defeats the purpose of using them in the first place. So if the temperature operating window of your hydraulic equipment dictates the use of a multigrade oil – or you seek the performance advantages described earlier, though it would be convenient, engine oil is probably not the answer. You should use a multigrade oil formulated specifically for hydraulic systems. The Controversy About Detergent and Zinc - and How to Deal With It Let’s consider the purpose of zinc and detergent additives - in engine oil firstly. Zinc (ZDDP) is an anti-wear additive and also an anti-oxidant. Detergent additives disperse insoluble matter such as soot and keep it in suspension. This prevents these particles from being deposited on internal surfaces of, in this case, the engine. The particles in suspension are either captured by the oil filter – if they are large enough – or drained out when the oil is changed. In diesel engines, suspended soot/sludge particles are what makes the oil turn black. And if an oil change is deferred for long enough, they can cause ‘soot-polishing’ wear – to the valve train in particular. Also, if the oil becomes saturated with soot particles and is unable to suspend any more, soot and sludge starts getting deposited on the engine’s internal surfaces. Detergent oil also tends to emulsify (suspend and retain) small amounts of water, rather than demulsifying or separating it out. So a large part of the debate about using detergent or non-detergent oils in hydraulic systems revolves around the question: do you want the hydraulic oil to demulsify water or emulsify water? Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 8 Certainly, for industrial hydraulic applications, demulsification is the general rule. And so most hydraulic oils are formulated to demulsify water – so it settles out in the hydraulic tank. Caterpillar takes the opposite view. Because there’s a possibility, in mobile hydraulic equipment, that settled, free water may re-enter the system – due to machine movement. So Cat reckons it’s better to keep water emulsified in the oil. Rexroth appears to agree with Caterpillar. On page three of their technical document: “Hydraulic fluids on a petroleum oil basis for axial piston units” (RE 90220/08.97) Rexroth states: “The following fluids are particularly suitable for mobile applications: …HLP fluids with detergent properties…” But you’re damned if you do and damned if you don’t. Because if enough water gets emulsified in the oil, there’s a risk it can get turned into steam in highly loaded parts of the system. Not good. Of course the debate around this issue presupposes it’s OK to let water to get into the hydraulic system and the oil to get wet. Which it isn’t – not if you’re serious about maximum service life and reliability anyway. Regardless, Caterpillar recommends their own hydraulic oil (HYDO) as the first choice, OR diesel engine oil to API specification CD or better. But NOT ‘industrial’ hydraulic oil – because it doesn’t have a high enough zinc concentration, and as already explained, it demulsifies water – which Cat doesn’t recommend. Interestingly, Cat’s HYDO hydraulic oil has a zinc concentration of 1200 parts per million (ppm). Diesel engine oil to API specification CG-4 and CH-4 have about 1400 ppm of zinc. Most ‘industrial’ hydraulic oils have zinc concentrations much lower than these levels – in the 300 to 600 ppm range. Now, the oil blenders will tell you when it comes to hydraulic oil, it’s not just the quantity of zinc that’s important but also the quality. That is, the chemical composition and therefore the stability of the zinc in the additive package is just as important as how much of the stuff you plonk in. This being the case, why is Caterpillar so concerned about high zinc concentration? Well, at a technical conference I attended a couple of years back, an oil chemist who works for a company which makes oil additives told me it’s in no small part because Cat expects cross compartment contamination to occur. Meaning, they expect hydraulic oil to end up in the engine. Don’t try this at home, but apparently, if you put a hydraulic oil containing 300 to 600 ppm of zinc into a diesel engine, it’s likely to stop spinning. However, if you put a hydraulic oil containing 1200 ppm of zinc into a diesel engine, it’ll cope. Cunning strategy, huh? Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 9 Keep in mind, zinc is an anti-wear additive, so this aspect of the discussion has nothing to do with detergent additives and water emulsification or demulsification – or even VI improver shear down, explained earlier. Komatsu agrees with Caterpillar. While not nearly as forthcoming with its technical literature, Komatsu recommends 10W engine oil to API specification CD or later for the hydraulic compartment. In other words, a high-zinc, detergent oil. It should be noted that SAE 10W falls between ISO viscosity grades 32 and 46 – or about 37 centistokes at 40°C. This viscosity is too low for warm climates found in southern North America, most of Australia and many other parts of the world. Furthermore, Komatsu’s technical literature for their branded engine oil – 15W40 to API specification CF-4, states that it is suitable for use in the hydraulic compartment. Once again, this is consistent with Cat’s recommendation. Of the ‘big three’ mobile hydraulic equipment manufacturer’s, Hitachi is the dissenting voice. They recommend their own branded zinc-free hydraulic oil – Super EX 46 HN. This is an ISO VG46 oil containing viscosity index improvers (VI = 125). But even so, this viscosity is possibly on the low side for hot climates – depending on the machine’s operating temperature, of course. The data on Hitachi’s hydraulic oil is silent on whether it emulsifies or demulsifies water. But perhaps not surprisingly, it gives zinc a bad rap – since its oil is zinc-free. Zinc anti-wear additives are notoriously unstable in the presence of water and start decomposing above around 90-100°C. Whereas zinc-free, organophosphate anti-wear additives, such as Tricresyl phosphate (TCP) remain effective up to about 200°C. So Hitachi’s hydraulic oil is certainly formulated to contend with hot-running and the presence of water. Who’s right and who’s wrong? Well, in considering this question, we first have to answer a couple of others: Is zinc (ZDDP) harmful to a hydraulic system? Zinc has proven to be reliable antiwear additive over a long period of time. It is affordable and effective. So it’s likely it will continue to be a popular choice for the anti-wear package in hydraulic oils for sometime to come. With the odd exception, for example, the presence of exotic metals in the hydraulic system or excessive heat and water contamination, there’s not a lot evidence to suggest zinc is harmful to a hydraulic system. Are detergent additives harmful to a hydraulic system? This question is not quite so clear cut. First, there’s the water emulsification / demulsification issue. And as I’ve mentioned already, if the oil is kept dry – which it would be in a perfect world – this becomes a non-issue - or a lesser one at least. While not based on hard evidence, my take on this particular issue is it’s a ‘storm in a tea-cup’. A properly maintained hydraulic system is not going to live or die based on whether the oil being used is emulsifying or demulsifying small amounts of water. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 10 Furthermore, if a detergent oil is being used and the system is properly maintained, the emulsifying properties of the oil should result in the oil being dried or changed more often. No big deal. But there’s another issue to consider in the use of detergent oils in a hydraulic system - although it only applies to changing from a non-detergent oil to one containing detergent additives. And it is: can a detergent oil disturb and redistribute existing sludge deposits? Switching back to engine oil for a moment, it is generally accepted that detergent oil will not clean a dirty engine. But this presupposes the dirty engine has been operated with detergent oil since new and therefore any deposits have occurred in spite of the presence of detergent additives. But what if an engine is operated with a non-detergent oil and then switched to a detergent oil? Well, when detergent engine oil was first introduced in the 1960’s, the engine repair business increased dramatically. Existing engines which had always been operated with non-detergent oils were ill advisedly changed over to detergent oil, which promptly attacked existing sludge deposits. Engine bearing surfaces were flooded with oil containing high concentrations of newly suspended sludge particles – to the engine’s detriment of course. Based on this experience, it may not be wise to switch a hydraulic system that has been happily running on a non-detergent hydraulic oil, to engine oil. I haven’t come across a hydraulic system where this has happened, but the possibility that detergent engine oil may disturb and suspend existing deposits - with potential for collateral damage - must be considered. So whose approach is right? Caterpillar / Komatsu or Hitachi? Well, there’s no overwhelming body of evidence to suggest either camp is wrong. And if in fact Hitachi’s hydraulic oil does emulsify water, then they’re all pretty much on the same page - with the exception of their choice of anti-wear chemistry. Why You Should Avoid Automatic Transmission Fluid The use of automatic transmission fluid (ATF) as hydraulic oil has a somewhat chequered history. I remember nearly 30 years ago when my father took delivery of a brand new combine harvester – the first he’d owned with a hydrostatic transmission for the ground drive - the label beside the transmission reservoir’s fill cap was clear: ‘Use Dexron II Only!’ (Dexron is GM’s ATF spec). And so we did. This transmission didn’t give any trouble. But unless you’re a contractor, your combine only gets used for about one month each year. So this wasn’t a particularly arduous application. I don’t have much to do with agricultural machinery these days, but I would be surprised if the hydrostatic transmissions in the current generation of combine harvesters use ATF. Similarly, going back perhaps a decade, maybe two, at least one of the major skidsteer loader manufacturers used ATF exclusively in the hydrostatic transmission for Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 11 the ground drive. And unlike a combine harvester, the transmission on a skid steer loader gets some real hammer. Anyway, they don’t anymore – presumably for reliability reasons. But despite the official move away from ATF in this application, there are more than a few long-time, skid-steer owner/operators who still reckon ATF is the way to go. Logic would suggest these are the owners who have not experienced any problems while using it. Fact is of course, ATF is formulated primarily for hydrokinetic or hydrodynamic use and not hydrostatic (hydraulic) use – although the actuation of clutches and brakes in the transmission is hydrostatic. ATFs are complex fluids which contain as many as 15 additives. Here’s an excerpt of what Lubrizol (an additive manufacturer) has to say about them: “ATF is the most complex of all lubricating fluids. Not only does it have to reduce friction to prevent wear like all lubricants, but it also has to allow a certain level of friction so clutch materials can engage. Since most OEMs use proprietary frictional materials, virtually every ATF is OEM-specific. In some cases, they're transmissionspecific.” As this indicates, the main fluid property which distinguishes ATF from a conventional hydraulic fluid is its friction characteristics. For clutch operation to be smooth and chatter-free, the value of the fluid’s static and dynamic coefficient of friction has to be almost the same. This is achieved using so-called friction modifier additives. ATFs also have a very high viscosity index (VI). This means they flow well at low temperatures but still maintain adequate viscosity at high operating temperatures. Looking at the data sheet for Conoco Phillips Super ATF, it has a viscosity of 35.4 centistokes at 40°C and 7.6 centistokes at 100°C. This equates to viscosity index of 193. Most monograde mineral hydraulic oils have a viscosity index of around 100. High VI is great to have – for reasons already discussed, but it’s important to understand that it is achieved with additives. And like most other additives, VI improvers can be depleted/damaged. Modern high-pressure hydraulic systems are one of the most severe applications for VI improvers. And while ‘shear-stable’ VI improved (multigrade) hydraulic fluids are available these days, as already stated, the VI improvers used in engine oil and ATF are not generally considered ‘shear stable’ when used in hydraulic systems. The reason is cost. The more shear stable the VI improver is, the more expensive it is. This means it’s possible for the multigrade properties of ATF to be lost quite quickly when the fluid is used in a hydraulic system. Obviously this is not good for reliability if the temperature operating window of the hydraulic system needs a high VI fluid to maintain adequate lubrication. The other thing which stands out about the ‘Super ATF’ spec is it only has 30 parts per million of zinc (ZDDP). This indicates it relies on a zinc-free organophosphate such as tricresylphosphate (TCP) for its anti-wear performance. As already explained, Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 12 there are hydraulic oils available these days featuring zinc-free, anti-wear additives. But ZDDP has a very long and distinguished track record as an anti-wear additive in hydraulic oil. In short, it’s cheap and effective. With all this said, the Conoco Phillips Super ATF specification states: “Super ATF may be used in industrial and mobile hydraulic systems operating over a wide temperature range.” So its maker appears happy for it to be used as a multigrade hydraulic fluid. But for reasons already explained, I’d definitely be asking some challenging questions about the shear stability of its VI improvers before I’d be relying on its multigrade properties in a hydraulic system of mine. And what do hydraulic component manufacturers have to say about the use of ATF? Well on page three of their technical document: “Hydraulic fluids on a petroleum oil basis for axial piston units” (RE 90220/03.88 – March 1988) Bosch Rexroth states: The following fluids are particularly suitable for mobile applications: …ATF fluids. The latest version of this document I can find is dated August 1997 and the above section of text remains unchanged. Taken at face value, you could certainly be forgiven for taking this as an endorsement from Bosch Rexroth to use ATF in a mobile hydraulics application. HOWEVER, I think this statement from Lubrizol, mentioned earlier, is telling: “ATF is the most complex of all lubricating fluids…” Well, I do NOT want to use a complex fluid in my hydraulics – unless there is a compelling reason for doing so. If I can, I want to use a simple (and reliable) fluid, not a complex one. This will usually translate to a monograde, zinc-based, anti-wear hydraulic oil – if the system’s temperature operating window allows, or a shear-stable, multigrade hydraulic oil if it doesn’t. The Truth about ‘Biodegradable’ Oils This is quite a complex and a somewhat gray area. In no small part because there is no universally accepted definition of ‘biodegradability’ when applied to oil. We know what biodegradability is supposed to mean: substances which are digested or consumed by micro-organisms present in water, air or soil - without harm to vegetation or organisms, or toxic residue. However, the US EPA has defined two classifications for biodegradation: readily biodegradable and inherently biodegradable. ‘Readily biodegradable’ means laboratory testing indicates the substance will undergo rapid and ultimate biodegradation in aerobic aquatic environments. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 13 ‘Inherently biodegradable’ means the substance can degrade under favourable conditions – such as in oxygen-rich environments. In other words, the substance has the potential to biodegrade. This sounds like a reasonable definition until you consider many synthetic and mineral oils can be classified as ‘inherently biodegradable’. In fact, most mineral oils are NOT non-biodegradable, but can degrade under favorable aerobic conditions! Notwithstanding the somewhat rubbery definition of ‘biodegradable’, there are four classifications for biodegradable oils according to ISO 15380: HETG: triglycerides (vegetable oils), water soluble HEES: synthetic esters, non-water soluble HEPG: polyglycols, water soluble HEPR: polyalphaolefins and related hydrocarbons Let’s take a look at each of these in a little more detail. HETG. Triglycerides are natural esters extracted from oil seeds such as rape or sunflower. These vegetable oils are used as the base stock for HETG fluids (and as a raw material for synthetic esters). A lot of research and development is being done on these oils, but at the moment, they have poor thermal and oxidative stability compared with mineral oil. So even though triglycerides have high natural lubricity, which translates into good anti-wear performance, they are not currently considered suitable for high-pressure, high-temperature hydraulic systems. HETG fluids also have poor hydrolytic stability (chemical stability in the presence of water) so they must be kept dry. Although this latter problem is not unique to HETGs as you’ll see in a moment. HEES. Synthetic esters are group of substances with a wide variation in chemical structure. Esters are manufactured by altering alcohols and acids. Depending on their chemical composition, their performance characteristics equal or exceed mineral oils. This makes most HEES fluids suitable for use in high-pressure, high-performance hydraulic systems. Like HETG fluids, HEES fluids must be kept dry because they have poor hydrolytic stability. But the hydrolytic stability of synthetic ester is somewhat better than natural ester. HEPG. Polyglycols can be formulated in a number of chemical variations. And like HEES fluids, their performance characteristics equal or exceed mineral oils. But unlike HETG and HEES fluids, HEPGs are not miscible with mineral oil and are not compatible with many common seal materials. This limits their acceptance, especially when changing an existing system from standard mineral oil to a biodegradable. On the other hand, HEPGs have very good hydrolytic stability compared with HETG and HEES fluids, and have the ability to absorb large amounts of water and still maintain lubricity. For this reason, HEPG fluids are commonly used in environmentally sensitive applications where water ingression is unavoidable, such as canal locks and offshore, subsea applications. HEPR. These fluids are synthetic or highly refined hydrocarbons - whose degree of biodegradability varies with chemical composition. Those classified as HEPR are more rapidly biodegradable than standard mineral oils, but significantly less so than most synthetic and natural esters. Polyalphaolefins (PAOs), which are included in this Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 14 classification, are probably the most common type of synthetic base oil used today. No surprises then that the performance characteristics of these fluids equal or exceed that of mineral hydraulic oils. Generally speaking, the more biodegradable the hydraulic fluid, the higher maintenance it is. And if a high-maintenance fluid isn't looked after, the eventual result is a maintenance disaster - read: oil failure followed by component or system failure. There’s no way to pre-program these biodegradable oils to only degrade AFTER they've managed to find their way out of the hydraulic system. Given the right (wrong) conditions, they're just as happy to degrade while they're still in the hydraulic system. So unless the equipment user has a proper oil analysis program in place - and by this I mean she knows what to look out for and so is able to specify an appropriate test slate, then changing to biodegradable oil is a disaster waiting to happen. You can get away with a lot of things with a mineral oil that you won't with a biodegradable. They are NOT "fill and forget". And how 'green' are these oils anyway? In the Swedish county of Goetheborg, they have removed regulations against mineral hydraulic fluids. It was found that breakdowns and leaks were ten fold with biodegradable fluid - resulting in an overall increase in oil spill! And biodegradable hydraulic fluid is not harmless to the environment, as this extract from the U.S. EPA (Clean Water Act) explains: "Like petroleum-based oils, non-petroleum oils can have both immediate and long-term adverse effects on the environment and can be dangerous or even deadly to wildlife. For example, non-petroleum oils can deplete available oxygen needed by aquatic organisms, foul aquatic biota, and coat the fur and/or feathers of wildlife. For example, when a bird's plumage is coated with non-petroleum oil, their feathers lose their insulating properties, placing them at risk of freezing to death. Birds that are covered with non-petroleum oils can also smother embryos through the transfer of non-petroleum oil from the parents' plumage to the eggs. Birds and wildlife can ingest oil directly and may continue to ingest the oil as they eat if the source of their food consists of fish, shellfish, or vegetation that also are contaminated with non-petroleum oils. Other adverse effects of spilled non-petroleum oil on bird and wildlife include drowning, mortality by predation, dehydration, starvation, and/or suffocation." So despite the spin, biodegradable is not a synonym for environmentally friendly. And if machine reliability is compromised in any way - and it will be without due care and attention, then the environment may actually be worse off with non-mineral than with mineral oil. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 15 Hydraulic Oil Type Selection Summary 1. Getting the viscosity right is THE most important aspect of hydraulic oil selection. This is covered in detail in the next section and in the accompanying video. 2. As a general rule, use the least complex type of oil suitable for the job. In the majority of applications, this means a monograde, mineral hydraulic oil (of the correct viscosity – see video) with a zinc-based, anti-wear additive package. 3. If your application calls for a multigrade oil – due to a wide temperature operating window, and/or you seek the performance and productivity benefits a high VI oil can deliver, then be sure to select a multigrade oil which is ‘shear-stable’ when used in a hydraulic system. 4. Be wary of and question any recommendation to use ATF or multigrade engine oil in a hydraulic system, specifically for their high VI properties. The VI improvers used in these oils are not generally shear-stable when used in modern, high pressure hydraulic systems. 5. That said, if you have a hydraulic application which has performed satisfactorily over a significant period of time using either ATF or multigrade engine oil, then there is probably no compelling reason to change (if it ain’t broke, don’t fix it). 6. Detergent oils, such as monograde (or multigrade) engine oil are not harmful to the hydraulic system. HOWEVER, switching a system which has been operating with a non-detergent oil, to a detergent oil, may result in surface deposits being disturbed and suspended, with the possibility of collateral damage. 7. If your application does mandate the use of a ‘special’ purpose oil, for example fire-resistant or biodegradable, be aware that these fluids require ‘special’ attention to ensure acceptable service life and performance – so only use them when necessary. 8. For commercial reasons relating to warranty etc, you should never ignore the machine manufacturer's oil recommendations. But understand OEM’s are in the habit of making blanket recommendations, which do not always take into consideration the wide variations in machine operating environments. So rather than blindly following (or ignoring) the OEM’s oil recommendations use the knowledge you’ve gained from this report to question them – with the objective of getting the correct recommendation. And don’t be afraid to interrogate the technical representative for the brand of oil you buy, either. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 16 Video: How to Select the Correct Oil Viscosity Choosing the correct oil viscosity is THE most important aspect of hydraulic oil selection because, as explained at the beginning of this report, it affects both the performance of the hydraulic machine and the service life of the components in the system. In the accompanying video, I use the following application example to show and explain the process for selecting the right oil viscosity grade: “I work for a Singapore-based company which manufactures hydraulic winches and cranes for the marine and offshore industries. On one of our winch hydraulic systems, we use a Bosch Rexroth A10VO140 pump and Hagglunds CA-50-50 hydraulic motor. Our continuous system operating temperature is 60 degrees C. How do I work out the correct oil viscosity for this application?” Important notes about the video: • The video plays in Windows Media Player 9 or higher. If this program is not already installed on your computer, the current version can be downloaded from: http://www.microsoft.com/windows/windowsmedia/ • If you are a Mac user, you can watch the video by downloading the Flip4Mac WMV player for Quicktime: http://www.mireth.com/wt/mxmewt545.html A transcript of the video dialogue is included in the Appendix accompanying this report. So if for some reason you have trouble understanding the dialogue on the video, you can refer to this transcript for clarification. • • I use Shell Tellus oil in the example discussed in the video. This is NOT an endorsement for Shell oil – it just happened to be the first oil data sheet I laid my hands on. • In the video I use an Excel template to calculate oil viscosity at any temperature. This Excel template can be downloaded from: http://www.kittiwake.com/downloads.htm then look for the link towards the bottom of the page which says: “Download Viscosity Calculation Software”. Once downloaded and opened in Excel, look for the tab which says: “Viscosity Any Temperature”. • You do NOT have to use the above viscosity calculator when doing this exercise for yourself. The same result can be achieved by using the viscositytemperature diagram specific to the brand and type (monograde, multigrade, synthetic, etc.) of oil you are planning to use. The viscosity-temperature diagram for Shell Tellus oil discussed in the video is included in the Appendix for your reference. With the above points in mind, stop reading here and watch the video. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 17 How to Monitor the Condition of the Oil A brief introduction to oil analysis There are generally only two conditions which necessitate an oil change: oxidative degradation and additive depletion. And the only way to know if the oil’s life has expired based on either of these conditions is to do regular oil analysis. A hydraulic oil’s oxidative degradation is determined by an absolute measure of its total acid concentration (AN test). When oxygen combines with hydrocarbon molecules a chain reaction occurs, which results in the formation of organic acids. These substances darken the oil, increase viscosity, reduce foaming resistance and air release, and form varnish and sludge. In other words, the oil becomes unserviceable. The total acid number (AN) test result is expressed by the volume of the alkaline, potassium hydroxide (KOH) in milligrams (mg), required to neutralize the acidic components contained in one gram (gm) of used oil. Due to their additive composition, new, zinc-based, mineral hydraulic oils can have a rather high initial AN of 1 to 1.5 mg KOH/gm. This number initially decreases as additives deplete. But as the oil starts to age and oxidize, the formation of acidic byproducts reverses this trend and causes AN to rise. For mineral hydraulic oils, AN of 2.0 mg KOH/gm is the typical trigger value for an oil change. But for synthetic esters and some triglycerides (vegetable based oils) AN can be as high as 5.0 mg KOH/gm before an oil change is required. If you don’t know the AN value which should trigger an oil change for each of the hydraulic oils you are using – contact your oil supplier to find out. And if you don’t know the current AN value of the hydraulic oils you have in service, now is probably a good time to find out. Assessing additive depletion, involves comparing an elemental analysis of the used oil to a baseline of identical new oil. For example, zinc (ZDDP) is both an anti-wear and anti-oxidant additive, so it gets consumed. The absolute concentration of zinc on an oil analysis report doesn’t mean much until it is compared to the concentration for the same oil when new. In other words, it’s the additive concentration relative to new oil which is important. But additive concentrations are among the most difficult parameters to measure using oil analysis. The primary tests used are Elemental Spectroscopy and Fourier Transform Infra Red Spectroscopy (FTIR). Elemental spectroscopy is done by exposing the oil sample to an arcing electrode or a plasma torch. The extreme heat vaporizes the atoms causing them to emit light. And each atomic element emits light at a known frequency. The instrument quantifies the amount of light generated in each frequency and converts it into a concentration for each element – zinc, phosphorus, silicon, etc. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 18 Elemental spectroscopy has two main limitations when used to monitor additive concentrations. Firstly, additives can be spent but their constituent elements remain – transformed into other molecules, resulting in no change in elemental concentration. And secondly, many additives are comprised of elements which can also be wear metals or contaminants. For example, dirt and some anti-foaming additives will show up as silicon. FTIR differs from elemental spectroscopy in that it evaluates the presence of molecules, not atoms. In this test, a known thickness of oil is applied to instrument’s test cell. Infrared energy is then passed through the oil sample. The various additives and contaminants in the oil absorb infrared energy at particular frequencies. For analysis of contaminants, additives and degradation by products, the frequency spectrum of the used oil is compared to the baseline of identical new oil. FTIR is limited by various interferences that can occur and its poor ability to quantify results. For this reason, results from FTIR aren’t always sufficiently conclusive on their own. The acid number (AN) test can provide additional insight. Anti-wear and some antirust additives produce an elevated acid number in new oil. As these additives deplete the acid number usually decreases, followed by an increase once base oil oxidation commences. And sometimes with respect to additive depletion, testing of the performance characteristic the additive provides - rather than the additive itself - may be necessary. For example, the rotating pressure vessel oxygen test (RPVOT) can reliably estimate the condition of anti-oxidation additives in the oil. Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 19 Appendix The following are included in the file Appendix.pdf attached: • • • • Viscosity data for Bosch Rexroth A10VO pumps (referred to in the video). Viscosity data for Hagglunds Compact motors (referred to in the video). Temperature-Viscosity diagram for Shell Tellus oils (for determining viscosity at any temperature – an alternative to using the viscosity calculator used in the video). Video Transcript (in case you have trouble understanding the dialogue on the video) Further Reading Hydraulic Breakdown Prevention Blueprint by Brendan Casey Available: www.HydraulicSupermarket.com/blueprint Copyright © 2010 Brendan Casey – wwwHydraulicSupermarket.com 20







© Copyright 2026