ABC
docz
Explore
Log in
Create new account
Download
Report
No category
MODICIATORS FOR GREY CAST IRON - Exoterm
cast party form
City of Iron River Deputy Clerk/Treasurer
Model K137 Specifications Motor Characteristics Pump Characteristics
Document 433538
To: Local Church Leadership From: Ike Newingham Re: Sample Text for Bulletin
Crane 2 column cast iron
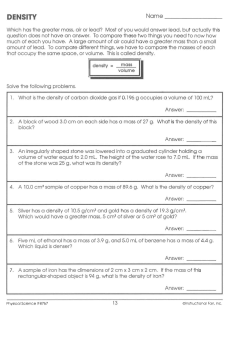
DENSITY
File blood typing hw
Zoeller Pump Company
Zoeller Pump Company
© Copyright 2026
About abcdocz
DMCA / GDPR
Report