
Document 401905
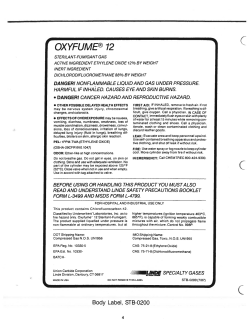
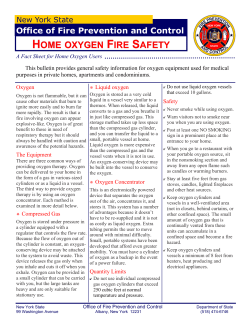
£1?PAR$NT VISO OSIT OF FLUIDIZD SOLIDS BY ROTATING CYLINDER VISO CETER by HAROLD HUFPMAN SCOTT submitted to OREGON STATE COLLEGE in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE June 1948 ìJ'PROVED: Redacted for Privacy - Head of Department c Chemia1 Engineering In Charge oD Major Redacted for Privacy Chairman of Søbool Ga4uate Comrnittes Redacted for Privacy Dean o Gradutte ¿3 A OWLEDGMLN T The author wishes to express appreciation for the helpful suggestions offered by Professor Walton and Professor Schulein. The author also indebted to Professor Sheely, of the Industrial Arta Department, for his patience and diligence in constructing the apparatus. is UF CONTEN hflL Page Introduction . . . . . . . . . blate:rials . . . Apparatus . . . a a a e a a a Technique . . . . . . . . . . Calibration Results . D isouss ion . a .. e. . . a o a s . . . . . . a . . . . . . i . . . . a 3 4 . , a a . , ea 17 a e a 28 . COf101USiOflSae...aa...a'.a Bibliography a a e a a 13 32 a e e a s s e a a 34 s e s a s s a a a 35 a a e a s a a a a 36 Appendix Sample Calculations Data e a a s a e s LIJT Oi' FIGURES Pase Figure i Diagram of Apparatus 2 Pbotograh of Appara tue 3 Photograph of Apparatus 4 Viscometer Calibration . . , . , . 5 , 8 3 9 , , . , 15 . 18 Efeots of Bentity on Catalyst Viscosity on Baia of Direct Comparison to Glycerol 5 S Filtrol . . . . . . . . . . . 19 Catalyst Shear Stress - Shear Rate Relationship 'sØ 7 Filtrol 8 Catalyst3A 9 Generalized Calibration Curve . ''s s - S . S s . . 20 21 24 Effect of Density on Catalyst Viscosity on Basis of Turbulent flow 10 1]. 'iltrol Catalyst3A ............ 28 2? APPÁRNT VISCOSITY OF FLUfl)IZED SOLIDS BY ROTATING CYLINDER VISO C4E[R INThOLUCTI ON (3, p1-2) pothted out the lack of Information generally available concerning the proportleß of cornRynnin merciai fluidized solid catalysts. More specifically, in his attempts to correlate his data by means of exIstIng fluid flow ecjuatlons (3, p.U-l2), he Indicated the need of an independent evaluation of the "apparent viscosity" of the flowing material. This work was carried out In the hope of filling this need and enriching the general fund of information concerning fluidized solids. The fluidized solid under ctonsideratlon here Is true fluid. It is an aerated mass of finely divided particles, which, superficially at least, behaves in manner similar to a true fluid. Because it is not a not a solid a true reason to believe that its proper- fluid, there is little ties can be expressed with validity by the same terms properties of a true fluid. However, If modifications of existing flow equations are to be us- which describe the od to desoribe the behavior of this material, venient to use the terms it is con- "apparent density" and "apparent viscosity". following variables are believed by the author to have a possible effect on the apparent viscosity of a fluThe idized solid: 2 1. The shape, size, and moisture content of the solid particles. 2. The "apparent density" of the aerated mass. 3. The chemical composition, temperature, pressure and humidity ot the aerating gas. This investigation was limited to variables one and two; using two different powdered solids and using air as the aerating gas. In selecting the method of measuring the apparent viscosity, consideration bad to be given to the approxi- mate range in which the viscosity might fall. The direc- tor of this research indicated that be had reason to be- lieve that the viscosity was in the neighborhood of that of a light petroleum neutral oil. It appeared that a ro- tating cylinder type viscometer might be built which would adequately cover the indicated range. Such a viscometer was designed and constructed. Because the fluidized solid is not a true there was some doubt as to whether the fluid, "a: pparent ity", as measured by a "true" viscometer, viscos- was the same as the "apparent viscosity" indicated in the previously men- tioned fluid flow correlations. However, it was hoped that the measured quantity would at least be proportional to the quantity desired. 3 )AÄTERIALS The two solids used in these experiments were com- mercial ;owdered cateiysts, both o aluminum si1ioìtes. currin hioh are hy1rtd One is produced from a naturally oc- substance and sold under the trade name "Filtro].". The other is ?rOduOOd synthetie&].ly under the de3ignation "Catalyt 3A". Both catalysts have been ground to about the same decree of fineness; that is, about 90% through 100 mesh nd 25% below 20 microns. In spite of the faot that the two catalysts eire of similar chemical composition and the particles approxi- mately the same size, they have appearance and "feel". a different physical The Filtro]. looks and feels much like ordinary flour, while the Catalyst 3A has a flaky appearance and feels gritty. 4 APPA Rh TUS The viscometer used here was basically a Stormer type Instrument. However, the peculiar nature of the "fluid" under consideration dictated some dearture from the conventional The design. apparatu? ag finally used is diagramed schematic- ally in Figure 1. It consIsted, essentially, of a cylin- drical fluidizing chamber In which a "rotating" cylinder was concentrically suspended. fabricated from a The fluidizing chamber was clear plastic and mounted vertically; air being supplied troia the bottom through a short, conical section. t the junction between the conical section and the tube, a perforated retaining plate was installed. This plate served the dual purpose of supporting the cata- lyst bed and admitting air uniformly throughout the cross section of the tube. A cast iron cover plate was fitted into the top of the plastic cylinder. to support the This plate served bearing housing, and center it with resIn order to Imot to the outer cylinder. present minimum disturbance to the airflow through the chamber, the rotating cylinder was made as ends. a hollow shell, open on both This was accomplished by fitting a spoked wheel In the top of a brass tube and drive shaft. connecting the "hub" to the The spoke connection can be seen in Figure 2. PULLEY BEARING HOUSING 4 AIR EXITS TO DIAGRAM COMPRESSED AIR LINE 0F APPARATUS TO COLLECTING BAGS H.H. Scott August 1947 BRASS SHAFT II WEB CONNECTION TO CYLINDER IV' -g 'NYLON THREAD ROTATING BRASS CYLINDER WATER MANOMETER I I 'FALLING J WEIGHT AUXILLiAR AIR FRrM 3OMPRESSOR LUCITE Ci'LINDER TO COMPRESSED AIR FITTING ON BEARING HOUSING CLEAN OUT STD I PIPE 1ORIFICE PHIMARY AIR FROM TO BLOWER FIRST FLOOR LEVEL ND FLOOR LEVEL Y Figure 1 cl' Fiurc 2 Photograph of Apparatus Air exits from the apparatus were provided by drilling and tapping four symmetrically placed holes in the cover plate. The air was led troni these exits into col- lecting bags through four 1-1/2 inch standard street eus. Figure 2 shows one of these collecting bags in place. The bearing housing was made in a tubular form from Duraluminum alloy. A ball bearing assembly was fitted in either end of the tube. The housing was secured concen- trically to the cover plate by means of a flange. A shoulder on the drive shaft transmitted all of the end thrust to the upper bearing, the bottom one acting only as a low friction alignment device. Both bearings were lub- ricated with kerosene. In order to keep the catalyst out of the bearings, a small amount of high pressure air was admitted to the ing. Ìious- Thus there was a continuous flow of air away from both bearings. This was very effective in prevtnting changes In bearing friction due to infiltration of the abrasive catalyst dust. The rotating cylinder was actuated by means of a fal- ling weight; the linkage being provided by the light weight nylon thread wound on a pulley secured to the top of the drive shaft. The dimensions of critical parts of the apparatus are tabulated as follows: [;] Inside diameter of plastic cylinder . . . 8.58 inches Length of plastic cylinder . . . 19.12 inches . . . 5.97 inches 0.062 Inches Outside diameter . . . . of brass cylinder Thickness of brass cylinder . . . . . . . Length of brass cylinder . . . . . . . . . . . Distance from top of retaining plate to bottom of brass cylinder . . . . Distance from top of retaining plate to top of brass cy1der . . . . . Distance from top of retaining plate to bottom of cover plate (approz.) Diameter of pulley . . . . . . . . . 10.0 inches 4.0 inches . 14.0 inches . . 19. inches . . 2.12 inches The whole apparatus was set up on the second floor of the laboratory and arranged so that could be dropped to the first floor. the actuating weight The weight traveled approximately eight feet before timing was begun, and the timing interval was eight feet. Certain limitations and failures of the apparatus will receive attention in later sections of this paper. Figure 3 Photograph or Apparatus io TECHNIQUE Betore proceeding further that a rough it should be pointed out operational classification has evolved in the Operation at low super- field ot fluid oataiyst technique. tidal air velocities (below 2 ft/sec) "dense phase" operation (2, p.429). Ix has been termed this case the bed of particles is set Into violent motion, but stili retains a definite surface. On the violently boiling liquid. whole it looks very much like other type cf operation (encountered in pneurtic conveying) occurs when the air velocity is raised to the point where the definite sura The face disappears and the particles are carried along with This the aerating gas. has been termed "lean phase" oper- ation (2, p.429). The work done tiere has been confined to dense phase operation. In order to start a series of runs, 10 or 12 pounds of catalyst were placed in the fluidizing chamber; the cover plate with the rotating cylinder was then set in place. After applying high pressure air to the bearing housing, the blower was started and the flow adjusted so that the desired bed height was obtained. At times it was necessary to break the bed loose with high pressure air, then switch over to the blower. 11 When the bed appeared to be completely fluldized, the nianometer (air flow) reading and average height of the bed were noted. The aotuìtin weight was then released. over the fell approximately 16 That, and was timed ita tall by means or a stop watch. eight feet o aoilItated Ing jrooedure was by lust The tim- the use ot two mirrors placed so that the weight could be ohservec the timing mark:ers. It it e.s Qassed 4fter each run the air was shut off and the collecting haga weighed, in order to estimate the loss. The data collected were: niiìaoxaeter reading, height of bed in fluidizing chamber, original weight of catalyst in chamber, loss to the bags, mass of actuating weight, and the time for the weight to fall eight fest. To added of compensate for bearing sufficient tion of the inner every opportunity friction, a tare weight was magnitude to maintain continuous rota- cylinder in air. arid This was checked at only ones did it deviate appreciably from its normal value of 16.8 grams. eriodical checks indicated that the weight was fai- ling at constant velocity. It might be said at this time that one of the most serious fauit3 in the design of the apparatus plate irnmersion of the rotating cylinder wa jible. was that o- never pos- This made the estimation of the catalyst bed height doubly important. 4ot only did this fziotor enter 12 Into the calculation of the apparent density, but more Im- portant, lt determined the effective length of the cylin- der, thus introducing complications in calibration. And unfortunately, because of the rapid fluctuations of the "boiling" surface, this was probably the least accurate of all the data taken. 13 CALIBRA TI ON Because of its ¡eculiar design, this visoometer was not an "absolute" instrument, hence calculation of viscosity directly from the data was not feasible. meter was therefore calibrated by means eous glycerol solutions. of The visco- standard aqu- For convenience in selecting the proper range of values, the calibration was postponed un- til after most of the runs were made. Under conditions of' viscous flow in a given ideal vis- cometer, the viscosity is directly proportional to the mass of the falling weight and inversely proportional to the re- sultant constant velocity attained by the weight. Ronce ratio was used here as the basis for comparing the the catalyst data to the standard solutions. Grains. V The M - eigb.t in Velocity of weight - Ft/sec. actual calibration procedure was as follows: A solution was made up to approximately the desired concentration, means of and its specific gravity a Westphal balance. With determined by this specific gravity, the viscosity was determined from interpolation curves previously prepared from data in Lange's Handbook (i, p. 1275 and 1563). The viscometer was filled with the glycerol solution so as to obtain complete immersion of the rotating cylinder. The ratio was thon determined with three different 14 actuating weights. With every solution employed, this procedure was repeated for five different liquid levels, ranging rrom tali. coverage of cylinder (10 inches) to a partial coverage of four inches. Throughout the calibration, changes in liquid temper- ature were carefully recorded. It was immediately evident that the .- ratio increased appreciably with increased shear rate. This behavior added complications and rocuired some explanation. At the time (This point will be discussed further in succeeding sec- tions.) it appeared that this increase could be reason- ably attributed to an increase in bearing friction with inorease( velocity. On this basj.s it was believed that the best and sat- est procedure would be to compare the catalyst and the glycerol only at identical shear rates. The only method found for accomplishing this wid, proved rather awkward and laboriou8. The original calibration data were used to prepare families of curves (a separate family for each viscosity) showing the variation of the . ratio with the mass of the falling weight. From these curves, were iade faiailies (a family for each weight employed) showing the variation, at constant viscosities, of tiori of cylinder covered. ratio with frac- Completion of these curves per- mitted the preparation of the final calibration curves. Figure 4 shows the curve for the lO gram weight. It 15 32 : J j / y U) 'Q CI) o a. z w ç) >2O C I- ) (J) o /_¡///o ,o C-) (r) > ii' 12 /L7// / i / / /////// L__ 7 / - / CALIBRATION z' -- H.Scott Aug1947 /t -___ ____ ----- 4 00 40 120 RATIO - GM SEC/FT Figure 4 160 80 L3 is typical of the others which were prepared for 50, 130, 150, and 200 gram weights. 100, The nonconformance of the "full coverage" curve was evident in every oase. This was attributed to the turbulence caused by the spokes in the connection of the cylinder to the shaft. It Is apparent that in order to make use of these celi- bration curves, three items from the catalyst data were essential: the mass of the weight, the coverage of the tating cylinder, and the v-ratio. ro- It the weight used In the particular case was 120 grams, the 120 gram calibration curve would be selected. Entering this curve with the ratio and the coverage, the viscosity was determined. Fur- ther, since the mass, M, has been specified, the compar- ison of the catalyst to glycerol must have been made at identical velocities. 17 RESULTS The resilts of this work were not entirely satisfac- Apparent viscosities were first determined directly tory. from celibration curves, of the type shown in Figure 4 (sample calculations are shown in Appendix). Figures 5 and 6 show the apparent viscosity as a tuno- tion of apparent density. The points were so badly scat- tered that it was difficult to draw any definite conclusions. However, in the case of Catalyst 3A at least, there seemed to be some justification for concluding that over the range covered, apparent viscosity was independent of apparent density. On this assumption, Figures 7 and 8 were prepared. Here shear rate is shown as a function of applied shearing stress. Because of the wide variation In cylin- der coverage, it was necessary to reduce the applied force to a unit cylinder height. The dotted lines on either side of the curves show the shape of the corresponding gly- oerol curves. Again, the points were very scatterecL How- ever, for both catalysts, the best line through the points extrapolated readily to the origin and complied fairly well with the shape of the glycerol curves. During the calibration, the failure of the remain 4 ratio to constant with the increased shear rate, was attri- buted to a progressive increase in dynamic bearing friction. EFFECT 0F DENSITY i- ON (I) w FLUID CATALYST VISCOSITY (f, i o QI- O Aug 1947 H H Scott z w o ____ - - 30 >- H Cr) o o (J) >20 F- z w loO _____ O I ____ o - ____ ol ____O____ a: i ____- o o °r o- I - ___O_ ____ o o O I o- FILT RO L 20 22 24 26 h APPARENT DENSITY- 28 30 32 34 LBS/FT3 Q, Figure 5 50 _________________ . _________________ . ° EFFECT 0F DENSITY --- ON U) w U) o ---- Q. -- I- z FLUID CATALYST VISCOSITY H. H. Scott Aug. I . ---- ___ ____ ____ CATALYST- 3A 947 p-- - ----- . - o >20 o I- z w __ __ QQ- o - o o o o : o- - - __ __ _:T:O1-Tii__ o 20 22 24 O o o o o Li o o 26 APPARENT DENSITY- 28 30 32 34 LBS/FT3 l-a Figure 6 r I , T ---- I -- o w i ___ I u, CATALYST SHEAR STRESS-SHEAR RATE RELATIONSHIP F- u- H I (9 w H.H.Scott DOTTED LINES INDICATE GLYCEROL SOLUTIONS i I Aug. 1947 . (9 1.2 F- D H o i:i uo 0.8 >- H o o : 20Cenpoises_ o L -J LU L30 Centipoises > 0,4 - 4 w z . -i-- H j -J FILTROL t - ______________ i "i 4.0 8.0 2.0 6.0 UNIT SHEAR STRESS- GMS/ Figure? 20.0 INCH OF CYLINDER 24.0 COVERED 28.0 32.0 2.0 o w U) 16 I- - (f ° CATALYST SHEAR H STRESS-SHEARRATE ---- w H.H. o 1 , Scott 947 Aug. ---o-.--- -1---- 0 ° -Q- c° 4 1.2 _-t.- --I5 Centipoises D I- j : --.t o .--t CenflPoisesoo7o 'g- o 0.8 >- I- -4 ,O o o -J i . L_:L H w > -- o 0.4 w t _ GATALYST-3A .--. . -- -. DOTTED LINES INDICATE GLYCEROL SOLUTIONS 1/' z -Ï H / H -J .. / / / -. 0.0 5.0 lOO 15.0 20.0 UNIT SHEAR STRESS GMS/ INCH FIgure 8 25.0 30.0 OF CYLINDER COVERED 35.0 40.0 2 ' Howcyer, consideration of the Reynolds number involved, (computed on the basis of a mean hydraulic radius) indicates that operation was well into the turbulent flow re- Hence, lt la probable that the major cause for the gion. variation of the +ratio was turbulence, not dynariic fric- ti on. In the turbulent flow region, the velocity attained by the falling weight is no longer i cile function cf the £iES6 of the weight and the viscosity or the fluid. Furt- ther, it is no longer independent of the density of the flowing iuterìal. Under these conditions, determination of viscosity by direct ocxnarison coula not be valid, if, as in this case, there was a difference in density between the calibrating fluid and the fluid measured. more general relationship was therefore sought whiCh would permit use of data taken in the turbulent flow region. The method suggested by Squires and Dockendorft (4, p. 295) was mocilfied slightly and used in this case. 2hèi nethod is based on a modified "friction factor-Reynolds number" plot which is used as a generalized calibration curve for a specific visoometer. tor, f1, was defined as, t = nunther, he', 'was defined as, he' : where: 'oroe applied - Grams. 'i = Density -Gmsoc. specific friction taoand a specific Reynolds . :: Revolutions of cylinder/minute. R p = Viscosity - Centipoises. In the :x'esent case sini1r groups were defined as follows: Specific friction factor, ' Specific Reynolds number, Re' Vhere: S = Shearing stress- Oma/inoh of cylinder covered. L = Density- Gius/oc. : Linear velocity cf actuating weight- Feet/sec. Viscosity - Centipoises. Confornixig to these definitio.s tbrouhout, va1u08 of Re' and f' were cloulted from plotted in Figure the oalbration data and ci. in the viscous flow region, visooity is prcportional Therefore, indGpenderit of density. to S/L, end in a plot such as Figure 9, the viscous jortion would be represented by a straight line with a slope of xdnus 45°. At the transition to turbulent flow, the curve would st&rt to flatten out. The curves shown in i'igure flatter than the Indicated minus 45°. ci are obviously It is therefore ap- parent that the entire calibration was carried out in a region of turbulent flow. To determine visoositio iro. this curve, a friction factor, f', was calculated for each of the oatalyat runs. Entering the calibration curve with the friction factor and 100 tLI1f 90 i , 80 -- 70 60 - - - - - --- - ,; - - GENERAUZED CALIBRATION _: _i_ - -4---------------------- - CURVE U11Q, - '- 50 o Io 40 z I- 30 - -+ " ..-., '.'',- - --- - --.----.--------- --- - . . . :--r ----- j - - ---- T o -r-L-- - -- Cylinder Coverage - 4.0 u- 550 o Rez u- 520 LJ fi ci - L L 7.0 90 VISCOSITY- CENTIPOISES OAU ir. -nreiv - I - S U) - --- i I I 0.0 05 L LINEAR VELOCITY 0F ACTUATING WEIGHT- S SHEAR 0.007 STRESS 001 - FT/ SEC GRAMS/INCH 0F CYLINDER COVERED 0.02 003 - 004 SPECIFIC REYNOLDS NUMBER-Re' - FIgure 9 006 0.08 01 02 25 the cylinder coverage, the Reynolds number, Re', was de- termined. and L known, viscosity wa ith from the Reyoid viscosities s a number. ?iures calculated lo ind 11 show the3e function of apparent density. It will be notod that the points are somewhat more scattered, but since the general level of both patterns has been raised, the percentage deviation froi the mean line has actually been reduced slightly. The Filtrol line (Figure io) now apptars to be definitely independent of dezsity over the range covered, and bas mately 44 contipoises. a value of appi- About 70% of the points lie with- in plus or minus five centipoises of this line. The gen- eral shape of the 3A pattern (Figure 11) is the sane as In Figure 6, but the average value has been raised to approxi- mately 29 centipoises. About 60% of the points fall with- in plus or minus five centipolsea of this value. U) w U) o QI.- z w o >- F(I) o o (J) i- z lii QQ- 18 20 22 24 26 APPARENT DENSITY- 28 30 32 34 LBS/FT3 D., Figure 10 _/ (1)4 w o T : Q- : - I- z --- I w t___.000 i - o - >-3 J_ ----------- DH-o- FU) o > ____ - . , o F-2 z w FrrrT a: - I_U I L.... 'J 1 r 'JI o o Jo Q oO----O-1 . L) U) ___o S - . L) o TTr ____ :t H: 'J) o ------- - o o_______ __________ ____ ____ - - - o o o H o C -o ----- ------ O -------- - flhJITY I_ L..' s..FI I I ON £1- a- CATALYST VISCOSITY 3A - b H.H. Scott 20 CORRECTED FOR TURBULENT FLOW Aug. 1947 22 CATALYST 26 28 APPARENT DENSITY- LBS/FT3 24 Figure 11 30 32 34 2L DISCUSSION !rìu'ouhout this work, consistency of the data has been poor. This would indicate iare expriet.tal errors or the operation of some unconsidered vuriable, or both. While no attent was made to control the temperature and humidity of the aerati air, these variables did ohan8e a;reciably throujhout the course of the runs, without any detectable effect. The largest obvious source of experimoital error was undoubtedly failure to of the catalyst bed. ro;erly estiiate the average height Considering the raid fluctuations of the Tboiling" surface it is doubtful that the average height was estimated closer than the nearest one half inch. This, in a typical case, could be sufficient to cause an error of five to ton percent in the calculated viscosity. Errors in timing tha Thllixig weight are considered in most oases to be below two peroent. However, since time was squared in the friction factor, f', timing errors were pro- bably important in a nuaber of oese. The two errors mentioned probably account for most of the scattering. But it can hardly be supposed that they can account for the xuinerous points which are both very high end very low. The following is tendered as explanation for these extrere peinte. velocities, (high densitIes) there is ½t e possible very low air narked tendency 29 tor the air to wash out "ohannels" In the catalyst bed. Thus, once the3e chaxinels are established, most o is by passed and most ot the bed the air renains untluidized. As the air velocity is increased the tendency to channel is reduced, a1tbouh it is probably nover entirely eliminated. It is entirely possible that some undetected channeling occured occasionally, such that j,art of the catalyst adja- cent to the cylinder remained unfluidized. The unfluid** izad portion, being relatively immobile , could act as an effective brake on the cylinder, thus giving an apparently high viscosity. On the other hand, if the nature of the channeling was such that a large fraction of the cylinder was adjacent to an abnormally "lean" mixture of catalyst, the result would If equipment of and be an apparently low viscosity. this type is to be used work, redesign so as to obtain complete in future immersion of the rotating cylinder is suggested. Also if the explanation just presented is valid, consideration should be given to the possibility of designing a superior air intake mani- fold. The reliability of the absolute magnitudes of apparent viscosities of fluidized solids determined in a rotat- ' It was noted during operation that before air was admitted to the bed, the rotating cylinder was quite effectively "frozen". Admission of even a small amount of air (it channeling was avoided) rendered the bed "fluid" and "unlocked" the oylinder. 3D Ing cylinder vlsooxaeter is Questionable. The o1lowing points in this connection are ottered tor consideration: 1. There is no way to account tor the possible "slip" ot the cylinder past the particles immediately adjacent to the cylinder. It such slippage occurs, it would have the effect of giving a lower than correct viscosity. 2. It appcars that for proper fluldizatlon, a reasonably large annulus (perhaps not cuite so large as was used here) between the concentric cylinders is necessary. The result- ant etfect on the Reynolds number is such that lt Is dit:tioult to avoid operation in the turbulent flow region. In this region, of course, the visconieter is less 3onsItIve to viscosity. 3. Since operation will probably be in the turbulent re- gion, it does not appear that direct coriparison to the calibrating fluid could be valid. On the other hand, the correction for turbulent flow is based on the assumption that the catalyst is exhibiting the properties of a true fluid. In view of the foregoing statements, rather than attempt measurements of absolute viscosities, perhaps future woric with a rotating cylinder visoometer might be more pro- titabY directed toward extension of the upper and lower portIons of the curves shown In Figures 7 and 8. The shape t of a complete curve of' this kinc should prove helpful in understandinß the differences between fluidized solid systema and true fluid systems. 32 CONCLUSI ONS One: A visoorneter of the type used in this investigation can (with alterations suggested in text) be used with sorne measure of success for determining relative values of apparent viscosities of fluidized solids. Its reliability as an absolute instrument is questiGnable. Two: The author believes that by careful control of con- ditions, a rotating cylinder viscometer can be used to develop complete relationships between shearing stress and relationships could, perhaps, permit classification of fluidized solid systems into one of the common rheologloal types. shearing rate for fluidized solid systems. It the lines shown in Figures Three: '1 Such and 8 can be con- sidered to represent the points, the fluid catalysts, Filtrol and 3A, act like true fluids in that the viscosity is substantially independent of shearing rate, over the range studied. Four: Filtrol Five: Over the range studied, the arparent viscosities of trid Catalyst 3A ere independent of apparent density. The apparent viscosity of Filtrol is considerably higher than that of Catalyst 3A. The values of viscosity obtained by direct comparison to the calibreting fluid about 22 and 12 centipoises respectively. The values are 33 computed on the basis of turbulent flow are about 44 and 29 centipoises reseotively. The latter are considered by the author to be more nearly correct. Handbook cf chemistry. Handbook publishers inc., 1946. 1. Lange, N. A. 2. Parent, 3. Rynning, D. F. . D., Yagol L, Sandusky, Ohio, 1767p. and Steiner, C. S. Fluidiz- Ing processes, basic observations from laboratory equipment. Chemical engineering progress, vol. 43, no.8, p.429-436. Aug.1947. dered Flow catalysts. characteristics of commercial A thesis submitted to Oregon pow- State College, June 1947. 4 p.33. 4. Squires, L. and Dookendorff, R. L. Extending the useful rne of concentric cylinder visconieters. Industrial and engineering chemistry, analytical editIon, vol.8 p.295-297 Jan.1938. 35 SAMI'LE CALCU LATI ONS Critical Dimensions of Apparatus: Inside diameter of fluidizing chamber - 8.562 inches Distance from retaining plate to bottom of rotating cylinder - 4.00 inches Original Data from Run No. 22 Catalyst 3Á: - Initial weight of catalyst 9.55 Lbs. Loss to bags during ran stiinated bed height z 0.11 Lbs. = 9'75 Inches Actuating weight, M, = 120 Gma. Time to fall 8 ft. = 7.0 Seconds Calculation of Viscosity by Direct Comparison to the Glyoerol Solutions: Average weight of oatelyst during run 0.11 9.5 1b. Volume occupied by catalyst ??i(8.562J2(9.75) 1144) (12) - O.Z2b ft.3 Apparent density of catalyst - 0.325 9.7b - 4.00 : 575 Velocity, V, attLixied by : M yratio z QQ = 1.14 - inches flliu 1.14 ft/eec. - 120 - 29.2 lbs/ft3 Coverage of rotating cylinder :: - gi sec/ft. weight - -"J ratio = 105 Entering Figure 4 with gin sec/ft and 5.7e inches, the viscosity is es- cylinder coverage timated as 12.eì ccratipoiaes1 Calculation of Run on Basis of Turbulent Flow: Sanie Unit Shear Stress, S, 20.9 gins/inch of crl1nder covered S = Linear velocity of falling weight, L, is previous calculation L ssrte - 1.14 ft/sec = Density of ceta1yst, ____ = Friction Factor, 0.469 gnia/oc f' = - eL (20.9) (O.46C) (1.14)2 f' Fron Figure 9, Re' = (0.46)(1.l4) (0.0181 34 3 0.0181 2ì.3 eentijoises s V in Oil :un Avg. Wt. During LTo. :un-Lbs. l-6 7 8 9 10 11 12 13 14 15 16 1'7 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 Est. Bed Height Inches DATA FOR CATALYST 3A Basis o Direct Comparison Apparent Density3 Lbs/Ft 1reliminary Orienttion Runs 20.2 14. 9.4 9.0 8.9 8.85 8.75 8.73 8.67 8.63 8.55 8.46 8.28 6.84 9.73 9.64 9.59 9.50 9.41 9.35 9.30 9.21 i.12 9.05 9.03 9.03 9.0 8.95 11.5 11.5 8.25 11.25 8.0 11.0 8.5 10.5 11.0 11.0 10.0 10.0 --10.0 9.75 10.5 11.5 10.2 10.7 9.0 9.75 8.5 9.0 9.1 10.5 23.5 23.2 32.2 23.4 32.7 23.7 30.4 24.4 23.1 22.6 20.5 29.2 --28.7 29.2 26.9 24.4 27.3 25.8 30.4 27.8 31.9 30.1 29.7 25.o CY1imIer Coverage Inches Actuating Weight Grams 10. 7.5 100 100 --- 10E) 4.25 7.25 4.0 100 100 100 100 50 50 7.0 4.5 6.5 7.0 7.0 6.0 6.0 -6.0 5.75 6.5 7.5 6.2 6.'? 0 5.75 4.5 5.0 5.1 6.5 0 50 50 100 --120 120 100 100 100 100 120 120 120 120 120 120 Tie to M Fall 8 t Y Gmsec/Ft Secon.s 9.]. 8.3 13.4 6.9 8.15 6.7 7.0 11.3 15.1 15.2 15.3 15.3 15.3 --6.8 7.0 11.2 9.0 8.1 8.6 6.0 6.4 6.5 10.5 6.0 6.7 114 103.8 ---86.2 102 83.7 87.5 70.6 94.4 95.0 95.6 77.0 ---- 102 105 140 112.5 101.5 107.5 9'.0 96.0 97.5 157.5 90.0 1C0 Apparent VIscosity Ceritipoises 6.0 10.3 13.4 10.2 13.0 6.3 13.5 17.1 15.6 15.8 11.9 11.1 12.6 29.8 12.9 12.7 13.4 8.8 9.4 14.7 8.3 8.7 Avg. Run 33 Z4 35 36 317 38 39 40 it. Est. Bed Apparent Density3 Lbs/Ft Cylinder Coverage Inches Actuating Weight 7.0 6.0 8.75 5.2 6.0 4.0 4.75 5.b 6.0 10 8.0 8.1 24.3 22.0 20.1 26.9 23.9 29.1 2G.0 21.3 29.6 30.7 27.9 29.0 26.2 30.5 28.9 28.b 24.8 33.2 32.2 35.5 29.6 29.4 23.3 29.7 29.0 7.5 14.0 11.75 11.75 30.9 24.8 28.8 28.7 During Run-Lbs. Height Inches 8.90 8.80 8.52 8.25 7.98 7.77 11.0 12.0 12.75 9.2 10.0 8,0 7.J9 8. 6.175 9.5 10.0 9.6 10.o 10.0 11.0 9.4 9.9 4]. 9.8'? 42 43 44 45 46 9.82 9.7b 9.67 9.62 47 48 49 50 51 52 53 54 55 56 9.52 9.49 9.43 9.41 9.40 9.38 9.36 9.30 8.95 7.92 57 58 59 '7.83 9.5'l 60 sea 7.74 11.54 61 62 11.31 11.25 10.0 11,4 8S5 8.75 8.4 9.5 9,5 U.5 n- - .6 6,5 6.0 ?0 5.4 5.9 6.0 7.4 4.5 4.75 4.4 5.5 5.5 7.5 4.0 4.1 n- 3.5 10.0 7.75 7.75 Grains 120 120 100 100 100 100 100 150 150 130 130 130 130 130 10 130 130 130 130 130 130 130 150 150 ___ 150 200 200 200 Time to M Ratio Fall 8 Ft V' Seconds Gri3eo/Ft 6.5 7.3 8.3 7.4 8.6 7.5 8.2 7.9 6.3 9.1 7.1 7.5 6.75 7.3 5.9 6.2 6.8 5.6 5.9 12.4 6.2 5.7 7.8 6.0 5.3 se e 4.? 6.0 10.8 6.3 97.5 109.7 124.5 92.5 107.5 93.8 102.j 98.9 118 171 115.3 122 110 118.5 Apparent Viscosity Centipolses 7,0 11.2 12.3 15.7 18,5 19.2 14.0 13.0 42.5 12.7 17.5 94 14.4 9b.9 10]. 110.5 91.0 9b.9 202 101 92.6 126.8 112.5 99.4 n- 88.1 150 270 157.5 8.? 8.8 10.0 11,5 10.6 13.? 23.7 13.6 11.0 8.5 15.1 Avg. Run No. 63 64 65 66 67 lit. During Run-Lbs. 10.23 9.70 9.24 9.0 8.8 Est. Bed Height Inches 11.0 10.5 10.0 9.0 10.0 Apparent Density Lbs/Ft3 2'1.9 2?.? 2?.? 30.0 26.4 Cylinder Coverage Inches 7.0 6.5 6.0 5.0 6.0 Actuating Weight Grams 200 200 200 200 200 Time to M FaI]. 8 Ft Y Seconds Cmsec/Ft 5.6 5.6 Apparent Viscosity Centipoises 12.2 14.2 6.8 7.7 140 140 105 192.5 4.7 1).?.5 9.0 4.2 DATA POR PILTROL On Basis of Direct Corjaon Run kvg. Wt. ist. Bed During HeIght inches RuLbs. 88 69 70 71 92 73 74 '75 76 7? 78 79 80 81 82 83 84 65 86 87 68 69 90 91 92 93 94 U8 11.40 fl3 11.32 11.26 11.22 11.10 10.96 1O.?8 10.60 11.8 11.59 11.55 11.48 11.42 11.40 11.38 11.30 11.20 11.09 10.92 10.63 10.42 10.33 10.27 10.10 9.60 13.0 10.5 11.2$ 10.5 10.0 9.0 12.0 10.0 12.0 9.75 12.0 10.5 11.75 11.0 11.0 10.5 11.25 11.0 12.0 U.S 13.75 14.00 12.00 11.00 10.50 12.00 12.50 Apparent Density Lbs/Pt3 Cylinder Coverage Inches 2.9 9O 2.6 60.3 32.4 33.8 37.4 27.8 32.9 26.9 32.6 29.5 33.1 29.5 31.3 31.1 32.6 30.3 30.8 28.0 28.9 23.8 22.8 26.4 28.1 29.4 25.2 23.0 8.5 7.25 6.5 6.0 LO 8.0 5,0 6.0 5.75 8.0 8.5 7.75 7.0 7.0 8.5 7.25 7.0 8.0 75 9.75 10.0 8.0 7.0 8.5 8.0 8.5 Actuating Weight grains OO 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 to M Ratio Pa13. 8 Pt V Seconds UnSeo/Ft Time 7 ?eO 7.9 9.0 e. 7.0 9.4 7,8 9.5 8.4 8.9 8.0 9.3 8.3 7.9 7.1 '7.9 7.6 8.1 7.8 8.8 8.? 7.2 7.8 8.8 8.3 8.0 167.5 131.1 148.1 169 167 131.1 176 142.5 178 120 16? 150 174.5 156 148 133 148 142.5 152 142.5 165 163 135 146 127.5 156 150 Apparent Gentipoissa 13.8 164 19.9 36.5 39.3 26.4 28.4 25.0 29.6 15.1 24.0 25.4 29.8 25.0 21.1 17.2 19.8 18.8 18.]. 18.7 16.8 12.6 12.5 20.2 15.0 19.8 16.0 to Run 1 o. J Avg. Wt. Est. Bed Dtiring fleight Run-Lbs. Inohea Apparent Density3 LbsJFt_ 95 96 11.80 12.5 28.3 1L55 125 2'?.? 9'? 11.34 i5,5 25.2 1.5 22.2 26.4 25.9 24.0 31.b 20.9 98 99 loo 101 102 103 104 10513 9.67 9.50 9.20 ê..c'5 7.5 11.0 .11,0 11,5 8.5 10.75 Cylinder Goverage Inches 8.5 8.5 9.5 e_e 9.5 7.0 70 ?5 4,5 6,75 Actuating Weight _z,ams 100 100 100 ___ 100 100 100 100 100 100 Tinie to tio Fall 8 Ft SOOOfld8 GmSec/Ft Apparent Viscosity Cnt1po1aes 12.0 12.4 12.4 150 155 155 23.3 65.3 11.9 11.9 10.6 11.2 7.8 8.9 149 149 132.5 140 97.5 111 19.4 30.8 22.4 23.3 17.9 14.5 l.5 Roçresent unsuccessful attempts to fluidiz a third cita1yst o Avg. Wt. ist. Bed During Run-Lbs. Height Inches 139 140 141 142 10.9? 10.68 10.73 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 10.48 10.39 10.29 10.16 10.03 9.81 9.47 9.04 10,0 12.0 12.2 11,0 11.5 11.0 11.75 10,2 11.0 11.25 10.75 Run !22 159 180 161 182 163 164 165 188 167 168 1058 8.]. 10.83 10.60 10.37 10.1 9.86 10.84 10.64 10.48 10.09 9.81 9.75 9.4 9.16 8.96 8.84 9.95 9.85 1O. 10.5 13.0 13.0 9.25 12.5 10.0 11.0 10.9 13.0 12.2 10.5 11.75 11.50 11.50 10.0 12.0 11.5 11.25 Apparent Density Lbs/Ft3 Cylinder Coverage Inches Actuating Weight Grams 32.9 27.2 26.4 28.8 27.4 28.3 26.2 29.9 27.4 26.2 26.4 25.8 22.9 25.0 24.4 33.6 24.2 29.6 29.5 29.3 24.2 24.7 28.0 24.9 24.5 23.9 28.9 21.6 26.0 26.3 6.0 8,0 100 100 100 100 100 100 100 100 100 100 100 loo 100 93 93 93 93 93 93 93 93 93 113 100 8.2 7.0 7.5 7.0 7.75 6.2 7.0 7.25 6.75 6e5 6.5 9.0 9.0 5.25 8.5 6.0 7.0 6.9 9.0 8.25 6.5 7.75 7.5 7.5 6.0 8,0 7.5 7.25 100 100 120 120 120 120 Time to Fall 4 Ft V Seconds GmSec/Ft 5.15 5.6 5.64 5.5 5.4 5.5 5,54 4.88 5.30 5.30 5.30 4.90 4.80 8.4 8.0 o,15 6,0 5.3 5.6 5.85 6.8 6.35 4.68 5.0 5.7 5.75 4.5 4,83 4.8 5.35 Apxent Viscosity Contlpoises 129 140 141 137.5 135 28.8 20.9 20.6 24.8 137.5 138.5 122 132.5 132.5 132.5 122.5 120 149 24.8 21.6 21.7 22.4 21.2 1.40 120 140 123 130 136 158 147.5 137 125 142.5 144 135 145 144 160.5 21.]. 24. 20.1 19.0 21.1 18.0 27.2 19.4 23.0 21.2 24.4 24.4 23.3 23.8 16.4 24.5 25.2 28.2 17.0 18.0 25,5 Avg. Wt. Est. Bed No. During Run-Lbs. Reight Inches Apparent Density3 Lbs/Ft Cylinder Coverage Inches Actuating Weight Grams 169 170 171 172 9.75 9.5? 9.19 8.95 8.5 30.0 22.1 22.0 22.4 19.2 5.75 9.0 8.5 8.0 8.5 120 120 173 9.75 13.0 12.5 12.0 12.5 Run 120 120 120 Time to M Fall 4 Ft V Ratio Seconds GmSec/Ft 5.15 5.4 5.54 4.75 4.82 154 162 185 142.5 145 Apparent Viscosity Centipoies 23.0 26.? 19.0 18.3 RECALCULATION OF 3A DATA O Basis of Turbul3nt Flow s .ctuatir Run eight çkmø. 7 8 g lo u :1.2 15 14 15 le l'F 18 19 20 21 22 23 24 25 26 27 28 29 30 100 100 loo loo 100 ioo 100 50 50 50 50 50 100 100 120 120 130 100 100 100 120 120 120 120 Shear 8tr388 Cylinder Gms/Iioh Coverage Cylinder Inches Coverc 10 '7.5 --4.25 7.25 4.0 7.0 4.5 6.5 7.0 7.0 6.0 5.0 --8.0 5.75 6.5 7.5 6.2 6.7 5.0 5.7 4.5 5.0 10 13.35 --23.5 13.8 25.0 14.3 11.1 7.'? 17.15 7,1 8.34 ----20.0 20.9 15.4 13.3 16.1 14.9 24.0 20.9 26.7 L Linear Velocity of Wt. Ft/Sec 0.88 0.964 --1.16 0.981 1.19 1.14 0.530 0.526 0.522 0.65 0.524 --1.10 1.14 0.715 0.89 0.988 0.93 1.33 1.25 1.23 0.762 Re' r' to - Appareit Densit Lbs/Pt in Z From Curvo ;oises 24.8 2G.3 GmsJo. p 20.2 23.5 23.2 32.2 23.4 32.7 23.7 30.4 24.4 23.1 22.6 20.5 29.2 0.324 0.377 39.9 38.1 --33.8 38.1 33.6 28,9 45.5 70.0 89.7 72.3 60.0 --- 0.0115 0.0138 28.7 29.2 26.9 24.4 27.3 25.8 30.4 27.8 31.9 30.1 0.481 O.46? 0.431 0.392 0.436 0.414 0.486 0.446 0.512 31.1 34.3 69.8 42.8 37.7 41.6 27.8 0.0208 0.0181 0.00575 0.0116 0.0151 0.0128 0.0266 0.0224 0.0192 -- 0.515 O.5?8 0,825 0.381 0.488 0.392 0.371 0.363 0.32e --- j 30 34.4 Cetìti.- --- 0.0199 0.0139 0.0208 0.0223 0.0124 0.0058 0.00564 0.00534 0.00745 30.1 2G.5 30.0 19.5 217.8 35.8 34.7 35.5 28.7 --- 26.2 29.5 53.7 30.1 28.6 30.5 24.4 24.9 32.8 s At,tua- Run 31 32 33 34 35 3f) 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 56 ting YVeiht Cylinder ______ Inche9 120 120 120 120 120 100 100 100 100 100 150 150 130 130 130 130 130 130 130 130 130 130 130 130 130 150 150 150 Coverat 5.1 6.5 7.0 8.0 8.?5 5.2 6.0 4.0 4.75 5.5 6.0 5.8 6.5 6.0 7.0 54 5.9 5.0 7.4 4.5 4.75 4.4 5.5 5.5 7.5 4.0 4.1 --- She r Stress Gms/Inch Cylinder Covered 23.5 18.5 17.2 15.0 13.7 19.2 16.17 25 21 18.2 25 26.8 20 21.? 18.6 24.1 22.0 21.7 17.6 28.9 27.4 29.6 23.8 23.8 17.3 3'7.5 36.6 --- L Linear Velocity of Wt. FtJ3e, 1.33 1.19 1.23 1.10 0.965 1.08 0.931 1.07 0.976 1.015 1.27 O.t8 1.12? 1.06? 1.185 1.095 1.356 1.29 1.1?? 1.43 1.355 --1.29 1.405 1.02 1.332 1.51 --- (o Re' f' L Apparent Density Lbs/Tt3 29.7 25.6 24. 22.0 20.1 26.9 23.9 29.1 26.0 21.3 29.6 30.7 27.9 29.0 26.2 30.5 28.9 28.5 24.8 33.2 32.2 33.5 29.6 29.4 23.3 29.4 29.0 - Troni rve Gins/cc. 0.47? 0.411 0.39 0.352 0.323 0.431 0.384 0.467 0.417 0.342 0.475 0.493 0.448 0.485 0.421 0.490 0.464 0.458 0.398 0.533 0.517 e-0.475 0.472 0.374 0.476 0.465 27.8 31.? 29.2 35.2 45.5 38.1 5Q.1 48.? 52.9 31.6 32.6 70.3 35,2 41.0 31.4 41.0 25.8 28.5 31.9 26.6 28.8 -- 29.9 25.3 44.4 44.3 34.6 0.0267 0.0195 0.0219 0.0153 0.0099 0.0157 0.00975 0.0121 0.0096 0.0098 0.0195 0.0075 0.0164 0.0134 0.0193 0.0139 0.0269 0.0243 0.0188 0.030 0.0256 -e0.023 0.0305 0.0108 0.0131 0.0195 in Con tiSOS 23.8 25.1 21.9 2.3 31.5 29.? 38.? 41.2 4.4 38.2 30.9 57.9 30.8 37.4 25.9 38.6 21.8 24.3 25.2 25.4 27.2 ---. 26.? 21.8 35.3 48.5 36.0 s Run No. 59 60 61 62 63 64 65 66 87 Actuating Weight Shear Stress Oms. Cylinder Coverage Inches 150 200 200 200 200 200 200 200 200 3.5 10.0 7.75 7.75 7.0 8.5 8.0 5.0 6.0 Gins/Inch Cylinder Covered Linear Velocity of' Wt FtJSep 20 1.70 1.33 25.8 25.8 28.6 30.8 33.3 40.0 33.3 1.27 1.43 1.43 1.905 --1.7 42.9 r' L ---- Apparent Density Lbs/Ft3 Oms/co. 30.9 24.8 28.8 28.7 27.9 27.7 27.7 30.0 26.4 0.496 0.398 --0,461 0.448 0.445 0.445 --0.424 S - Re' A p = FrODi Conti- L Curve poises 29.9 28.4 0.0255 0.020 32.8 26.5 34.8 31.2 33.9 20.6 --27.2 0.0161 0.0195 0.0174 0.0434 36.5 32.8 36.6 19.6 --- 0.0262 27.5 RECALCULATION OF FILThOL DATA Basis ot Turbul,nt Flow s Stress Run Wt Gs. 68 6g 70 71 '72 73 474 75 '76 7'? 78 79 80 81 82 83 84 85 86 8? 88 89 90 91 92 93 200 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 Cylinder Coverage Inches 9.0 6.5 7.25 6.5 6.0 5.0 6.0 6.0 8.0 5.75 8.0 6.5 7.75 7.0 7.0 6.5 7.25 7.0 8.0 7.5 9.75 10.0 8.0 7.0 6.5 8.0 Appliect Grns/Inoh çoverge 222 23»]. 2O? 23e]. 25.0 30 1SO?5 2.0 18.75 26.1 18.75 23.1 19.35 21.4 21.1 23.1 20.7 21.4 18.75 20.0 15.4 15.0 18.75 21.4 23.1 18.75 L Linear Velocity of Wt. Ft/Sec l.l 1.14 1.013 0.89 0.90 1.14 0.851 1.052 0.842 1.25 0.90 1.0 0.86 0.964 1.01 1.13 1.01 1.052 0.988 1.052 0.91 0.92 1.11 1.025 1.175 0.964 ° Deneity Lbs/Ft 26.9 32.6 30.3 32.4 33.8 37.4 27.8 32.9 26.9 32.6 29.5 33.1 29.5 31.3 31.1 32.8 30.3 30.8 28.0 28.9 23.8 22.8 26.4 28.1 29.4 25.2 i' ' Densit Gms/Cm' S : ,"- pojp _______ 0.431 0.524 0.486 0.520 0.543 0.80 0.446 0.528 0.431 0.524 0.474 0.531 0.474 0.503 0.50 0.524 0.486 0.495 0.45 0.464 0.382 0.366 0.424 0.451 0.472 0.405 Viscosity Conti- 35.4 34.0 41.4 56.0 56.9 38.5 57.9 4e.? 61.2 51.9 48.9 43.5 55.3 45.9 41.9 34.6 41.6 39.1 42.? 39.0 48.7 48.4 35.9 45.1 35.4 49.9 0.0137 0.0174 0.0123 0.0081 0.0061 0.0154 0.0071 0.0126 0.00548 0.0204 0.0092 0.0118 0.00767 0.0105 0.0121 0.0169 0.0121 0.0134 0.0113 0.0132 O.U085 0.0083 0.0149 0.0108 0.0163 0.0089 37.5 34.3 40.0 57.1 50.3 44.4 53.5 44.1 56.1 32.1 46.4 45 53.1 46.1 41.7 35 40.6 38.8 39.4 37.0 41.0 40.6 31.5 42.8 34.0 43.9 C-' s Mees or Ru.n t !2.. y4 95 98 97 go 99 loo 101 102 103 104 :1:38 139 140 141 142 14.3 144 145 146 147 148 149 150 ibi 152 153 154 mo iCjO 100 100 i oo 100 i.00 100 lO( lOO 100 Coerege Stress ppi1e Gnw/Inoh Inobes Coyerae Cylinder 8.5 8.5 8.5 9.5 17.65 1].7 11.75 10.6 -- a L Linear Velociti of Wt. FtISeo 1.0 0.668 O.45 0.545 a 9.5 7.0 7,0 7.5 10.5 14.3 O.72 O.72 143 45 13.3 22.2 0.755 0.715 1.025 6,95 148 090 .Ç Re' f' Density S Densit; Gíns/Cm Lbs/It'-' _______ _____ ______ 23.0 28.3 27.7 25.2 ee 22.2 28.4 25.9 24.0 31.6 20.9 0.369 0.455 0.445 0.403 .. . .e O.53 0.424 0.416 0.385 0.508 0.336 ,Á- 47.8 58.2 53.5 62.2 ee 65.2 74.? 80.2 67.5 41.8 59.9 Represent unsuocesstui. attempts to fluidize a third catalyst. 100 6.0 16.? 0.776 32.9 0.529 52.4 100 8.0 12.5 27.2 0.714 0.436 5.3 8.2 100 12.2 O.'FlO 26.4 0.424 57.1 100 7.0 14.3 0.727 28.8 0.462 58.5 7. 100 13.3 27.4 0.74 0.44 55.2 100 7.0 14.3 0.727 28.3 O.44o 60.8 '1.75 100 l.9 0.72 26.2 0.421 58.? 6.2 100 18.15 0.82 29.9 0.480 50.1 100 7.0 14.3 0.?5b 27.4 0.44 57.1 100 7.25 13.8 0.755 25.2 0.421 5'7.4 100 6.75 14.8 0?55 26.4 0.424 61.1 100 8.5 15.4 0.818 25.8 0.415 55.7 100 8.5 lb.4 22.? 60.7 0.634 L.365 93 9.0 10.3 0.645 Eb.0 0.401 6b.6 93 9.0 10.3 0.686 24.4 0.392 59.1 5.25 93 17.7 0.776 33.6 0.54 54.5 Viscosity Conti- roisea_ 0.0093 3.7 O.O385 44.3 47.5 48.? 0.03605 0.0059 .s . O.O55 0.0051 0.0370 0.0058 0.0143 0.00715 0.00918 0.00738 0.00719 0.00730 0.00775 0.00692 0.0070 0.003 0.00753 0.0074 0.00693 0.00312 C.00712 0.00564 0.00653 0.00905 a 43.1 55.3 4z,.O 47.5 3.4 42.3 44.8 42.2 41.9 46.0 42.0 48.8 43.5 41.0 44.1 43.0 48.2 41.'? 42.8 44.5 40.1 46.3 s Mass of Run g 1b5 156 15'? 158 159 160 181 162 163 164 165 167 168 169 170 171 172 173 Wt Gms 93 93 93 93 93 93 93 100 100 100 120 120 120 120 120 120 120 120 120 Cylinder Coverage Incthes 8.5 6.0 7.0 6.9 9.0 8.25 6.5 7.75 7.5 7.5 6.0 8.0 7.5 7.25 5.75 9.0 8.5 8.0 8.5 Stress Applied Gm/Inoh ÇçeraKe 10.9 15.5 13.3 13.5 10.3 11.3 14.3 12.9 13.35 13.35 20. 15.0 16.0 16.8 20.9 13.3 14.1 15.0 14.1 L Linear Velocity of Wt. Ft/Seq 0.668 0.755 0.715 0.885 0.588 0.63 0.824 0.80 0.702 0.895 0.89 0.829 0.835 0.748 0.776 0.74 C.722 0.842 0.83 (o DensltL Den8it Lbs/Ft Grns/Cm° 24.2 29.6 29.5 29.3 24.2 24.7 28.0 24.9 24.5 23.9 26.9 21.6 26.0 26.3 30.0 22.1 22.0 22.4 19.2 0.389 0.475 0.474 0.470 0.389 0.397 0.450 0.40 0.393 0.384 0.431 C.34? 0.417 0.422 0.481 0.355 C.353 0.380 0.308 Re' f' - -/- _______ 63.1 57.2 55.0 61.2 76.8 71.7 46.9 50.4 68.9 72.1 58.5 63.0 55.1 70.0 72.0 88.2 76.5 58.8 66.5 0.00609 0.00803 0.0080 0.00683 0.00455 0.00515 0.0105 0.00867 0.00565 0.00525 0.00777 0.00625 0.0078 0.0055 0.00575 0.00532 0.00485 0.0089 0.00585 ,AA Viscosity Centi poises 42.8 44.7 42.4 47.1 50.3 48.5 35.3 37.0 45 50.8 49.3 46.0 44.5 56.5 49.4 54.9 44.0 45.3 AL1BRATIUN DATA Soin. Temp. of Tie to Fall 8 Ft seconds Actuting Viscosity Ceatiroises Weight Gais Depth of Glycerol olution inobes Cove rage or Rotsting Cylinder Inc h es y = Linear Velocity of ct.%t. ìatio it' V GSec Ft Ft/See C' Solution 72 72 '72 72 92 ?2 72 72 72 72 72 72 72 72 71.'? 7],'? 71.? 71.? 71.7 71.? j. - Spec. 19.6 19.6 19.6 19.6 19.6 l9.0 l'p/o 150 loO loo 8.9 11.6 10.1 7.8 :iso . o. C' - 1.1797 9.6 9.8 9.1 8.1 1170 19.6 19.6 19.6 19.6 19.6 29.9 29.9 29.9 29.9 29.9 29.9 29.9 29.9 Gray. 150 150 lÇì.G Solution 71.7 71.? o. )70 150 120 100 120 '1.0 )(:C 75 .-, opec. 100 150 200 100 200 150 250 150 6.6 7.8 9.0 6.6 20° r' 145 10.8 9.0 13.8 7.2 10.1 6.2 8.8 14.0 14.0 14.0 i3.0 13.0 13.0 11.0 11.0 11.0 9.5 9.5 9.5 8.0 8.0 = 1.1923 14.0 14.0 14.0 13.0 13.0 13.0 11.0 11.0 t.fr Gly ,erol = 10.0 10.0 101.0 9.0 9.0 9.0 7,0 7.0 ?,o 5.5 5.5 5.5 4.0 4.0 Wt. 10.0 j.o.o 10.0 9.0 9.0 9.0 7.0 7.0 69.44 0.834 180 0.816 184 0.880 193 0.988 17 0.900 167 0.690 145 0.792 126 1.027 148 1.142 149 1.212 124 1.026 117 0.389 113 1.212 99.0 1.068 93.6 Glycerol = 74.05 0.549 0.741 0.889 0.580 1.111 0.785 1.29 0.9]. 182 25 172 180 191 194 165 *0 Coverage M Soin. Temp. of Vi800sity Centipoises Actuating Weight Oms Depth of Glycerol Solution Inches Time to Fall 8 Ft Seconds of Rotating Cylinder Inches V Linear Velocity otAct.Wt Ft/Sec tb0 QrnSec Ft Solution No. 2 (Continued) 71.7 71.? 71.7 71.7 71.7 71.7 71.7 29.9 29.9 29.9 299 29.9 29.9 29.9 ibO 100 150 170 100 120 150 11.4 10.2 49.5 49.5 49.5 49.5 49.5 49.5 49.5 49.5 49.1 47.5 47.5 47.3 47.3 47.3 46.8 46.8 150 150 100 100 200 200 200 100 150 100 150 200 100 150 200 100 9.5 9.5 9.5 8.0 8.0 8.0 ?i r4 8.4 7.5 6.5 Solution No, 3 - Spec. Gray. 64.8 64.8 64.8 64.8 C4.8 64.8 64.8 64.8 65.0 66.1 oo.i 66.2 66.2 66.2 66.5 66.5 11.0 Ç C 1.2002 6,8 8 8,9 9.2 s.4 5.4 5.1 8.5 6.2 141.0 '1.2 11.0 11.0 11.0 5,3 4.2 6.2 4.5 3.7 5.1 14.0 14.0 14.0 14.0 14.0 13.0 13.0 L.0 95 9.5 9.5 8.0 7.0 b.5 b.5 b.:, 4.0 4.0 4.0 0.701 0.785 1.013 1.08 0.953 1.067 1.27 t.%:G1yeero1 10.0 10.0 10.0 10.0 10.0 10.0 9.0 9.0 9.0 7.0 7.0 7.0 5.5 5.5 4.0 O.6U 0.811 0.450 0,435 O"/4l 0?4i 0.785 0.471 0.645 0.556 0.755 0.953 0.845 0.890 1.08 0.785 l42. 127.5 148 157.5 105 112.5 118 77.0 245 245 222 230 269 269 255 212, 232. 180 198.5 210 155 168.5 185 129 ci, o M Soin. Temp. F Viscosity Centipoise Time to laU 4 Ft Depth of 1yoero1 Solution Coverage ot Rotating y11nder V : Linear Veloolty _SeQofld8 Jnches Jnohes It/Seo : Actuating Weight Gma V orot. Wt Rati Gse Lt Solution No. 3 (Cont1nuo) 66.5 66.5 46.8 46.8 Solution No. 4 69.2 69.2 69.2 69.2 69.2 69.2 69.0 69.0 62.0 69.0 69.0 62.0 69.0 69.0 69.0 69.0 69.0 69.0 89.0 69.0 69.0 69.0 9.65 9.&ç 9.6 9.65 9.85 9.65 9.'70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 150 200 3.8 3.1 - Spec. Gray. 100 100 150 153 200 200 200 150 150 100 100 100 100 150 150 120 120 100 100 120 120 20C 5.15 5.25 .95 4.00 3.32 .30 3.62 p.95 3.5 3.58 4.40 4.52 3.95 4.00 3.10 3.10 3.62 3.62 3.58 3.58 3.19 3.02 E.O 8.0 1.i49'7 1. 14 14 14 14 14 13 13 13 13 13 13 1]. 11 1]. U U 11 9.5 9.5 9.5 9.5 4.0 4.0 Nt.% 1.O5 1.29 G1yoeo1 10.0 10.0 10.0 10.0 10.0 10.0 9.0 9.0 9.0 9.0 9.0 9.0 7.0 7.0 7.0 7.0 7.0 7.0 5.5 5.5 5.5 5.5 142.5 155.0 58.51. O.77& 129 0.761 1.012 1.00 1.205 1.213 1.325 1.355 1.142 1.117 0.910 0.885 1.012 3.00 1.29 1.29 1.104 1.104 1.118 1.118 1.253 1.322 131.2 148 150 156 155 151 147.5 131.5 134.2 110 113 98.9 100 116.5 116.5 108.5 108.5 89.5 89.5 95.8 90.8 (JI M = Soin. F Viscosity Centiioises Actuating Woigìt Gni Time to Fall 4 Pt Seconds Depth ot Glycerol Solution Inob.ee Coverage of Rotating Cylinder Inohea V Linear Velocity otAct.Wt It/Seo M &tio V Gin$eo Solution No. 4 (Continued) 69.0 69.0 6S.0 69.0 69.0 69.0 69.0 o1ution No. 5 68.0 63.0 68.0 88.0 68.0 68.0 68.0 68.0 88.0 68.0 66.0 68.0 68.0 68.rO 68.0 68.0 68.0 150 150 --100 100 120 120 9.70 9.70 9.70 9.70 9.70 9.70 9.70 12.8 12.8 12.8 12.8 12.3 12.8 12.8 12.8 12.8 12.8 12.8 12.8 12.8 12.6 12.8 12.8 12.8 - 29 95 ---- --8.0 8.0 8.0 8.0 3.19 3.11 2.73 2.98 3p80. Gray. 100 100 150 150 200 200 200 200 150 10 100 100 170 110 150 150 100 .5 2.8 20 5.4 b.6 4.4 4.38 3.60 3.78 3.3 3.2 3.82 3.70 4.8 4.95 3.0 3.0 3.4 3.3 4.29 1.1603 14.0 14.0 14.0 14.0 14.0 14.0 13.0 13.0 13.0 13.0 13.0 13.0 11.0 11.0 11.0 11.0 11.0 5.5 5.5 --4.0 4.0 4.0 4.0 1.38 1.43 --1.253 1.287 1.485 1.342 wt.% Glycerol 10 10 10 10 10 10 9 9 9 9 9 9 7 7 7 7 7 108.8 105.0 79.9 '77.7 82.0 894 61.3 0.746 0.715 0.910 0.914 1.112 1.06 1.21 1.25 1.048 1.08 0.834 0.809 1.33o 1.28 1.178 1.211 0.934 135 140 165 164 180 189 165 160 143 139 120 124 127.5 132.3 127.5 124 10? M Soin, Temp. °F Viscosity Oentipoizes = Actuating Weight Ums Time to Fall 4 Ft Seconds Depth o Glycerol Solution Inobes Coverage V of flotating Linear Velocity afAot.Wt Ft/8eo Cylinder Inches_ : M Ratio V Gmea ________ Solution No, 5 (Continued) 880 88,0 68,0 68.0 u8.0 68.0 68.0 12,8 l28 12.8 12.0 12.8 12.8 12,3 loo 100 100 150 150 120 120 4,35 3.89 3.80 2.5 3.1 34 3.43 11,0 0.45 9.45 3.45 3,45 9,45 9.45 7 b45 5.45 .45 5.45 45 45 0,920 1,03 1.053 1.355 1,29 1.18 1.167 108,7 97 95 111 118 102 103 01 aiCALCULATION OF CALIBRATION DATA On Basis Of Turbulent Flow s Coverage Viscosity Centipoises Actuating Weight solution AO. Gins i - 19.6 19.6 19.6 19.6 19.6 19.6 19.6 19.6 19.6 19.6 19.6 oiut1on Nc. E 170 150 100 100 150 170 150 120 100 120 100 29.9 29.9 29.9 29.9 29.9 29.9 29.9 29.9 29.9 of ff = 1.1?.7 Gins/ce. 9.0 9.0 9.0 7.0 7.0 7.0 5.5 .5 5.5 4.0 4.0 - 1.19L3 Gins/ce. 100 9.0 9.0 9.0 200 150 250 150 100 100 150 170 100 7.0 7.0 7.0 5.5 5.5 5.5 4.0 L 3hoar Atress Gms/Inøh Cylinder overod Linear L Velocity Ft/Aee _______ Glycerol = 18.9 16.7 11.1 14.3 21.4 24.3 27.3 21.8 16.2 30.0 25.0 0.968 0.900 0.690 0.792 1.027 1.142 1.212 1.026 0.889 1.c12 1.068 wt.% Glycerol 11.1 22.2 16.7 35.7 21.4 14.3 18.2 27.3 30.9 25.0 Re' 0.580 1.111 0.785 1.29 O.10 u.?01 0.785 1.013 1.080 0.953 f' 3 _______ 69.44 O.OS4 0.0541 0,0414 0.0476 0.0617 0.0685 0.078 0.0616 16.4 17.b 19.8 19.35 17.2 15.8 0.054 O.O79 17.6 19.6 17.3 0.0641 1.6 74.05 0.0231 --- 27.7 0.0313 0.0514 0.0362 0.0280 0.0313 0.0403 0.043 0.0379 22.8 18.0 21.7 24.4 24.9 22.3 29.2 23.2 Coverage _,4 ViscosltI Centjpolses otuating Weight Gma L s of Shear Stress Rotating Cylinder Inches Gins/Inch Cylinder Covered Re' f' Linear Velocity Ft/Sec ," 1.087 1.27 0.0425 0.0506 22.15 19.5 0.0191 0.01145 0.01405 0.0191 0.0242 0.0166 0.0226 0.0277 0.0201 0.0270 0.0331 30.0 41.6 33.4 38.5 31.3 26.3 36.4 28.7 26.0 33.8 26.2 25.0 0.157 0.1605 0.1352 0.1322 0.1078 0.1048 0.120 11.0 10.52 11.1 11.62 11.6? 12.32 12.14 soittien Jo, 2 (Contintiod) 29.9 29.9 3.20 ibO Solution No. 3 49.5 49.5 49.1 47.5 4p1.5 4173 4r/.3 47.3 46.8 468 46.8 46.8 200 100 10 100 150 200 100 150 200 100 150 200 Solution No. 4 9.70 200 9.70 200 9.70 9.70 9.70 9.70 9.70 150 150 100 100 100 4.0 4.0 1.2002 Gma/co. 9.0 9.0 9.0 7.0 '70 7.0 5.5 5.5 5.5 4.0 4.0 4.0 - 1.1497 Gins/co. 9.0 9.0 9.0 9.0 9.0 9.0 7.0 30.0 3'7.5 Wt.% Glycerol 22.2 11]. 16.7 14.3 21.43 28.6 18.2 27.3 36.4 25.0 37.5 50.0 ??.O 0.785 0.471 0.645 0.556 0.755 0.953 0.645 0.89 1.08 0.785 1.052 1.29 O.O15'Th Wt.% Glycerol - 58.51 22.2 22.2 18.7 16.7 11.1 11.1 14.3 1.325 1.355 1.142 1.117 0.91 0.885 1.012 UI J» -, Viscosity Cantipoises Actuating Weight Gma Coverage of Rotating Cylinder Inches S Shear Stroas Gas/Inch Cylinder Covered L Linear Velocity FtíSep Re' f' S ,,u ______ Solution No. 4 (ContInued) 9.70 9.70 g.7o 9.,, 9.90 9.?O 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 9.70 100 150 150 120 120 loo 100 120 120 150 150 100 100 120 120 o1ution No. 5 - 12.8 12.8 12.8 12.8 12.8 12.8 12.8 12.8 12.8 200 200 150 150 100 100 170 170 150 7.0 7.0 '7.0 7.0 ?.O 5.5 5.5 5.5 5.5 5.5 5.5 4.0 4.0 4.0 4.0 - 1.1603 Gins/co. 9.0 9.0 9.0 90 9.0 9.0 7.0 7.0 7.0 17.5 21.4 21.4 1?.15 1T.15 18.2 18.2 21.8 21.8 27.3 1.00 2.29 .29 1.104 ].104 1.118 3.118 1.253 1.322 1.38 2'7.3 143 25.0 25.0 30.0 30.0 1.253 ].287 1.465 1.342 0.1185 0.153 0.153 0.131 0.131 0.1324 0.1324 0.1485 0.1566 0.1635 0.1694 0.1485 0,152 0.1735 0.159 12.42 11.2 11.2 12.22 12.22 12.6? 12.6? 12.05 10.85 12.45 11.60 13.84 13.12 12.15 14.45 0.1097 0.1132 0.095 0.0979 0.0755 0.0733 0.121 0.1165 0.1068 12.5 11.7 13.1 12.4 13.78 14.62 11.72 12.68 13.3 Wt.% Glycerol = 61.3 22.2 22.2 16.? 16.7 11.1 11.1 24.3 24.3 21.4 1.21 1.25 1.048 1.08 0.834 0.809 1.335 1.285 1.178 //tÁ Aotuatjn Viscosity CentIpo1se Wtght Gms Coverage of Rotating Cylinder Inohes S Shear Stress i/Inch L Re L f' ' Cr1inder Covered Linear Veloolty Ft/Sec _______ 21.4 14.3 14.3 18.35 18.35 27.5 27.5 22.0 22.0 30.0 30.0 37.5 37.5 25.0 25.0 1.211 3.934 0.928 1.03 1.083 1.355 1.29 1.18 1.16? 1.33 1.38 1.685 1.54 1.25 1h25 0.110 0.0846 0.0835 0.0934 0.0955 0.123 0.117 0.137 0.1058 0.1213 0.128 0.152 0.140 0.114 0.1145 E ___ , ______ Solution No. 5 (ContInued) 12.8 12,8 12,8 12.6 12.6 12.8 12,8 12.8 12.? 12,7 12,? 12? 12.? 12.7 12.7 150 loo loo loo 100 150 150 120 120 120 120 150 150 100 100 7.0 7.0 7.0 5.45 5.45 5.45 5.45 b.45 5.45 1.0 '1.0 1.0 1.0 4..0 1.0 12.6 14.1 14.55 14.9 14.25 12.9 14.25 13.3 l4.S2 13.56 11.7 13.8 13.6 13.7








© Copyright 2026