
Flisom: Flexible PV – from Lab to Fab
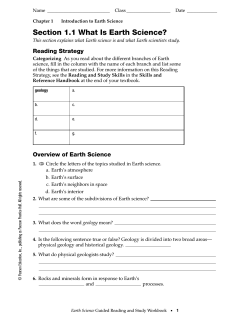
www.flisom.com Flisom: Flexible PV – from Lab to Fab 04/11/2014 1 © 2012 Flisom AG Agenda I. II. III. IV. Flisom’s History Why flexible CIGS Thin Film Flisom’s Technology From Lab to Fab 04/11/2014 U. Rühle 2 Flisom progress Established in 2005 ETH spin-off company 1st round investment-seed 2nd round investment 2005 2006 2007 2008 2009 2010 2011 Awards Venture / McKinsey “special award” ZKB Technopark Pioneer CTI Start-up World Economic Forum Tech Pioneer CASH & SECA: 2nd most promising company of CH Red Herring 100 (Europe) Cooperation and research partner: 3rd round investment 2012 2013 R&D Line: • Development of R2R equipment and technology • Ensuring that innovative developments are transferable to mass production • Prototype solar module demonstrators Funding to ramp up 15MW capacity flexible CIGS production plant in Zurich area 17.8% 18.7% 20.4% Efficiency records for CIGS on plastic 04/11/2014 U. Rühle 3 CIGS – ideal absorber material for thin film solar cells Highest efficiency amongst thin film solar cells Efficiency comparable to poly-Si wafer cells Excellent performance stability Energy payback time lower than Si wafer cells Excellent stability under space radiation Large area coating on different substrates Highest record efficiencies of solar cells (area: ~0.5 cm2) Substrate Glass Steel Aluminum Polymer Efficiency 20.8% * 17.7% * 16.2% 20.4* Institute ZSW EMPA EMPA EMPA Efficiencies of large area solar modules Average module efficiency: 11% - 14% Highest module efficiency: 15% - 16% * Independently certified measurement at ISE-FhG 04/11/2014 U. Rühle 4 Cost advantage of flexible solar cells Lowest production cost potential: • Roll-to-roll manufacturing • Lowest installed cost potential: • Lightweight: o Low transportation cost o Compact machine size o Simpler installation systems are possible o No spacious automation o Easier and faster installation o No robotics for handling o High speed processing • Low energy and material consumption UniSolar FlexCell Flexible: o Unique solutions are possible o Less risk of damage during installation Global Solar 04/11/2014 U. Rühle 5 Structure of Flisom’s CIGS Solar Cells Function ZnO:Al / i-ZnO CdS CIGS 1 µm Deposition Process Front Contact Sputtering Buffer Chemical Bath Absorber Vacuum Evaporation Back Contact Sputtering Substrate 50m – 2.5km Roll Cu(In,Ga)Se2 Mo Polyimide 04/11/2014 U. Rühle 6 Monolithically interconnected solar cells make module e- Front Contact CIGS Laser Laser Laser P3 scribe P2 scribe P1 scribe Back contact Polyimide substrate Number of interconnections determines voltage of module Voltage and current can be designed Automated and highly precise processing required 0.6V 0.6V 0.6V 0.6V 0.6V 0.6V 7 04/11/2014 U. Rühle 7 Non-integrated roll-to-roll manufacturing concept Back contact sputter deposition Laser scribing P1 FE Front contact sputter deposition CIGS co-evaporation Laser scribing P2&P3 Buffer layer deposition by checmical bath BE Contacts application Lamination Module cutting Junction box and connector application 04/11/2014 U. Rühle 8 Solar Module: Back-end Processing Front-end processing: Active layers & metal grid coatings on Substrate material Back-end processing: Contacts, Encapsulation foils, Lamination, Junction Box Front & back sheets and encapsulation material Water vapour barrier Junction box Bypass diodes Standard plug connector Busbar electrical energy collector Photovoltaic sheet (circuit) of monolithic interconnected CIGS cells Currently high material costs in back-end processing – more than 50% of total material cost Low cost moisture barrier front sheet is needed 04/11/2014 U. Rühle 9 Transfer from lab to fab deposition Laboratory stationary co-evaporation 10 Manufacturing and scale-up challenges • Roll-to-roll equipment for CIGS on metal or polymer not readily available • Deposition with evaporation on large width (beyond 1m) o Uniformity of coating is very critical o Substrate temperatures: 450°C – 600°C Deposition zone o Temperature uniformity of heaters • Composition control of Cu, In, Ga, Se/S, Na, K o Stability of deposition rates especially of evap. sources o Stable process for more than 6 days of operation (2500m) • Line yield 04/11/2014 U. Rühle 11 High efficiency flexible modules are possible Certified 16.0% efficiency: Record! 8 Monolithically interconnected cells, VOC = 678 mV per cell Coating by EMPA, Laser scribing by Flisom Challenges for transfer technology to large areas have been described Good scale-up will work without additional losses on efficiency >17% module efficiency expected with further optimisation ! 04/11/2014 U. Rühle 12 Thank you for your attention 04/11/2014 U. Rühle 13 Modules: Presence and Future Cell EMPA Cell area: 0.5 cm2 Submodule Gen3 Module Gen3 Submodule size: 0.88 x 1 m2 Submodule area: 3 x 0.88 m2 = 2.64 m2 Frontsheet area: 2.7 m2 (0,9 x 3.0 m2) Submodule Gen1 Submodule size: 12x24 cm Submodule area: 4 x 269.1 cm2 = 1076.4 cm2 Module Gen1 Frontsheet area: 1456 cm2 (28.0 x 52.0 cm2) 04/11/2014 U. Rühle 14 Very good location for Pilot Line found in Niederhasli • Used to be a production facility • Construction work and installation of facilities is required • Sufficient space even for further extension • Difficult search in Zürich area • Search was supported by Standortförderung des Kanton Zürich • Ideal location for pilot production could be identified and rented 04/11/2014 U. Rühle 15 Markets: BIPV & Solar Utilities Beachside Solar Technologies / UniSolar Building-Integrated Photovoltaics (BIPV) Panels encapsulated in flexible laminates attached to the roof in different ways Flisom AG Solar Utilities: Panels encapsulated in glass mp-tec / Solar Frontier 16 Markets: Mobile Systems Iowa Thin Film Technologies Temporary structures Relief operations Field operations Mobile Devices Vehicles: Charging Standby Cooling 17 20.4% Record Efficiency (2013) VOC = 736 mV PV conversion deep into layer Losses less than 10% 18 Progress: 20.4% efficiency Improvement in record efficiency of flexible solar cells 20.4% Post-deposition Na Lift-off process Spin-coated PI and NaCl Excellent potential to bring a paradigm shift as efficiency equals to Poly-Si wafer cells but with additional advantages 19 Si efficiency benchmarks: 25% Single Crystal wafer 20.4% multicrystalline wafer CIGS efficiency benchmarks: 20.9% glass substrate 20.4% flexible polymer Solar module production cost reduction together by different industries in the value chain and ramp-up Solar module production cost reduction to follow the trends Modified slide based on data from NREL: http://www.nrel.gov/ncpv/images/efficiency_chart.jpg 20 Differences in flexible substrate types Metal substrate Polymer substrate Rough surface, kinks Smooth surface Conducting surface Insulating surface Metal impurities No metal impurities Requires coatings for monolithic interconnections No coatings required for monolithic interconnections High temperature 550 - 600 °C Low temperature < 450 °C 21 21 Vehicles Vehicles: Increases efficiency Charges battery Powers ventilation when parked Benefits of Flisom solution ~ 2.5 m2 Blends with curves Large area Low cost For all cars Becomes standard product Payback within 3 years Problems with current solutions ~ 0.5 m2 Fragile and flat Small area Expensive Only for pricey cars Fashion accessory No investment payback 22 Mobile power Mobile power: Off-road battery chargers Mobile electronics Benefits of Flisom solution Lightweight, rollable, easy to carry Survives impacts High efficiency Small area provides charge Great for mobile applications Problems with existing solutions Heavy to carry Rigid or semi-rigid Low efficiency of flexible kits Battery chargers have large area Restricts usability Mobile phones: 30 min. in the sun 10 min. talk-time 23










© Copyright 2026