
Document 438676
May 13, 1952
H. HEIMANN
2,596,552
MACHINE FOR PRODUCING TUBES OR OTHER
HOLLOW CYLINDRICAL ARTICLES
Filed Oct. 24, 1944
3 Sheets-Sheet 1
E.
w
.
“
uQ
-
\“CmmH .-
-MMI lWm!i? 1%w»mmhm
mmmmm
mmmQ
mm,...H.
RHQ».
w“‘2%?gmm
INVENTOR
Heinrw? Hez'marzm
BY
‘
ATTORNEY
May 13, 1952
H. HEIMANN
2,596,552
MACHINE FOR PRODUCING ‘TUBES OR OTHER
'
HOLLOW CYLINDRICAL ARTICLES
Filed Oct. 24, 1944
S‘Sheets-Sheet 2
B)
E.
_
!NVENT_OR
Hemrwk Helm/an
“WW”
ATTORNEY
44- 19.5
May 13, 1952
H. HEIMANN
2,596,552
MACHINE FOR PRODUCING TUBES 0R OTHER
HOLLOW CYLINDRICAL ARTICLES
Filed Oct. 24, 1944
3 Shepts-Sheet 3
B
72< 73 65 66@
L
g;
I,’
k
4?
:2;
65~~
C
{35g
68
Q
/
I
mw
, 4
E
V
67 65
1:15.
84 86 82
r» ---- '~-‘._ ..... _._
-[ 85
80—-
$55‘
N)
_' 76
4B
HIk
\! lllpr
A
U
ATTORNEY
44~ 205
Patented May 13, 1952
2,596,552 ‘
UNITED STATES PATENT OFFICE
MACHINEIFOR PRODUCING TUBES OR‘
OTHER; HOLLOW CYLINDRICAL AR
TICLESJ
HeinrichHeimann, NmYorkgMY.
Application October-‘24, 1944} S‘eri'al‘No'. 560,174‘
8: Claims; (Cl; 29-~343i1~
1
.
2
The usual extrusion process for tubes, mostly
performed in horizontal presses. requires billets‘
provided with‘ a central axial‘ hole whichzis' made
.
wall thicknesses differing from beginning to‘ the
This invention relates to an extrusionv press-1
for producing seamless tubes or'other‘ hollow cy
lindrical articles from metal or any other cle
formable material.
end of the‘ extrusion canbe produced. Even- a
hol‘low- body with completely closed front and
rear ends may be produced by temporarily di-r
' minishing'the R. P. M. of the skinning die ac
either in advance, or‘by piercing insitu:
cording; to the condition that in the closed end
zones of the‘ article to be produced the exit ve
locity‘ of the" material in the» skinning die has to
beeq-ual' tov the entrance velocity i. e. to the rod
Furthermore such process requires equal“ re‘
sistance to deformation‘throughout the cross‘ sec-‘ 10 extrusion'velocity.
From the foregoing it’ should appear clearly
tions of the billets, and a precise alignment of
extrusion ram and‘mandrel with‘ billet‘ container.
that, asLlhinted/above; the‘rod- in the skinning die
has to-be?rmly secured against rotation with
and die. (See e. g. “Extrusion of“ Metals"- by
the latter. This ‘can be done-by a separate grip
Claude E. Pearson, 1944, p; 1115.)v
The main object of thepresentt invention is'a
new machine for extruding tubes‘ and'other'hol
low articles from solid‘ imperforate'bill’ets' which,
in further distinction from the known“ produc
tion, need not be" passed‘ through a" narrow gapv
between the Wall: of. the“ die‘ openi‘ngand‘a man‘ 20
pi-ngi head: firmly secured‘ against rotation or; if
the skinning‘ die is‘ arranged directly behind the
extrusion die, by‘ the rigidly ?xed extrusion die
itself) in which the rod‘ cannot rotate due'to' its
high ‘friction against the surface of the“ extrusion
drel.
In the new’ machine‘ an imperforate ‘billet; in
feeding and gripping device:
die, so that the extrusion press functionsv as a
‘
It. is o‘b‘vi‘ous'that‘ a certain slip of material in
the-skinning‘ die‘ cannot be avoided in spite of
such friction and thatytherefore, the R. P. M. of
the mannerusual for producing rods, is extruded,
in the form of a rod; and“ this‘ro'd‘, ‘directly be‘
hind the extrusion die‘, while being'liel’dagainst'" 25 theskinning di'e'ahave to‘be increased accordingly
to= produce the‘ required axial flow of material.
rotation, is gripped by a‘zseco'ndfnr. revolving‘; die
rotating around. the axisrof the? rod and'provi'd‘ed.
T'owcreatecthe described quicker axial ?ow of
with‘ means impelling and advancing‘ the "surface;
theme-tonal the skinning die can be formed in‘
many diiferenti ways. The simplest way is to use‘
layers of the rod‘ with an‘ axial‘ velocity greater:
than the velocity of the rod‘ at its pointofl‘en
arskinning ‘die-1 in‘. the! form of a revolving nut, the‘;
inner-1 screw threads‘ or‘riflings1 of which grip the.
trance into the rotating die.
‘
I
non-revolving; material‘. and: drive its surface
Thereby a ?ow of material‘, in accordance with;
layers'i-ina axialndirectioni with. a velocity depend
the law of continuity,“ ensues from the; core, of
ingrupon the pitch: of: the threads or riflings and.
the rod to its surface,,. in an amount‘makin'g' up
for the difference of volume. between. the. outer 357 the-number oi‘ revolutions but greater than. the
extrusion velocity. Such a die may exert on. the
layers of material entering, the revolving, die with
surface‘of the, red at relatively high friction in.
a relatively small axial velocity" and, the outer
peripheraldirection;
‘
layers leaving the revolving, die with a relatively
high axial velocity.
To reducellthe friction the rotary‘ skinning die
aetaupon the surface ofv the rod by‘ symmetri
By the so obtained quickened‘axiall‘advance'of
cally arranged planetary pressure rollers. These
the outer layers of the‘ red the latter is‘ trans
formed into a tube.
In the revolving‘die, thus, af“ski1ming"“a‘ction
on the rod is performed‘. This, die, accordingly;
will be called henceforth the‘ ski‘nni'ngdi'e: From
the degree of di?erence betweeni entrance ve
locity and exit velocity of’th'e material.in*> the
skinning die depends, as stated above. thevamount‘
of material ?owing from the‘core ofthe rod"to"its‘~
rollerscan be. arranged with their‘ axes. skewed
or oppositely inclined to the. axis of the rod in a.
manner similar to that. found in tuberolling mills
with non-planetary rollers. But these planetary
rollers. can also have their axes parallel to. the
axis‘ of" the rod‘ and, in this case, are providedv
with male‘ screw threads‘ for creating the axial.
new" of material by the‘ rolls rotating around
theiraxes; and‘ simultaneously‘ spinning around
the-axisnf'therod.
Further objects of‘ the invention Will be set!
forth-‘in ‘the-“following speci?cation with illustra
ing the operation‘ the inner diameterofthe‘ body
or article leaving thefdie canbe varied. accord;
ti'vedrawings: In these drawings'severa'l embodie'
ingly, with the result theta;hollowarticle‘witlr 58’ mentslof' apparatus forforming tubes or hollow
surface and, therefore, the‘ inner‘ diameter’ of"
the tube or hollow article tobe‘ produced:
By varying theR. P. M. oi‘the skinning; die'dur-v
7 2,596,552
3
4
' bodies according to the new method are shown
2 and 3 and described in greater detail further
below.
To shift the die set A in axial direction its
frame is provided with brackets 30, 3!, 32 and 33,
for rollers or wheels 353', 31', 32', 33', running on
rails 34 and 35 respectively, arranged in front of
by way. of example.
In the drawings:
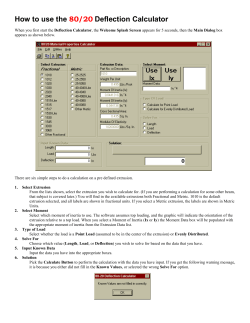
Figure 1 shows the extrusion press with axially
shiftable die sets in front of it, partly in side view,
partly in longitudinal section;
Figure 2 shows the same press in plan view,
the press head B.
In the outward or retracted
position of the- set A the not extrusible end or
“lost head” of the billet can be removed from the
the strain rods at the front end partly broken
away to show the underneath arranged drives
for the means locking the die set to the front head
of the press;
container C. During the extrusion the die set has
to be reliably locked to the front, head B. This
‘
Figure 3 shows a front view of the press ac
is done, f. i. (see Figures 2 and 3), by locking spin
cording to Figure 1;
Figure 4 shows in longitudinal section one em-‘
bodiment of the die set with ordinary’ rigidly 15
?xed stationary extrusion die and revolving skin
.
'B and provided with oblong head 38 and 39. The
spindles 35 and 37 go freely through oblong bores
ning die in front of the container for the mate
When the longitudinal axes of the spindle heads
rial;
‘
'
’
’
dles 3G and 31 turnable in bores of the front head
36', 31' of lugs 40 and 4| of the die set frame.
‘ 38' and 39 coincide with the longitudinal axes of
Figure 5 shows another embodiment of the die
the bores 36', 3'!’ said heads pass freely through
set in front of the container, in longitudinal sec 20 said bores, and the die set A can be retracted in
tion;
axial direction from the front head B of thevpress.
Figure 6 shows a further embodiment of the
If the spindles 36 and. 31 are turned around 90°
die set in front of the container, in longitudinal
the die set A is locked with the front head B of
the press by said spindle heads 38, 39.
section.
V
. A die set A in front of the front head B of the 25
If the front surfaces of the lugs 40 and 4| are
extrusion press (Figures 1 and 2) is arranged in
sloped, and the abutting surfaces of the heads
38 and. 39 are sloped correspondingly, then, by
the center of the press and can be shifted'in axial
turning the spindles 36 and 31, axial pressure, 1. e.
direction for reasons explained further below.
a wedge effect, is exerted which assures tight lock
On‘the rear side of the front head B of the
press is arranged a container C for the billet to 30 ing of the die 'set A with the front surface of the
presshead B._
I
'
'
1
be worked upon. In the rear head D of the press
The spindles 36, 31 can beturned through 90°
frame,'connectedi_ to the front head B by the well
known strain ‘rods‘E, is rigidly arranged the sta
by pinions ‘42 and 43 (Figure 2) keyed on‘the free
tionary'hydrau‘lic press cylinder F. , The die set
ends of these spindles and meshing with racks 44
A, as shown'in Figures 3 and 4, comprises an eX 35 and 45 connected with pistons in hydraulic’ con
trol cylinders 46 and 47, symmetrically arranged
trusion- die In rigidly ?xed in a die holder ring
on opposite sides of the press head B.
~ - '
1 l which itself is abutted against a ring-like bol
ster body‘, l2 which, with its front wall [3, bot-‘
The hydraulic cylinder F for extruding thev
tom [4 and side walls [5 and I6 (see Figures -1
billet is so arranged that the ram 25 in its rear
40 ward position has a distance from the container
and 2) forms a rigid frame.
In front of the extrusion die If! and inside the
bolster body I2 is arranged the skinning die I‘!
provided with internal screw threads I 8 of the
0 slightly longer than'the billet which is ap
proximately of the same length as the container,
so that in this position of the ram a billet can
be freely fed between the container and the ram
» from a furnace ona conveyor 48, shown only
diagrammatically in dotted lines in Figure 2. .
appropriate pitch depending- upon» the R. P. M.
of the skinning die.‘ The skinning die is, e. g.
screwed into the tube like rotary die holder IS in
The piston 49 in the hydraulic chamber 50 of
such a way that the reaction of the work piece
the‘ hydraulic cylinder F is a'diiferen'tial‘piston.
on such die, accelerating axially the surface lay
The differential shoulder 5| of the piston is'kept
ers of the metaLtends to tighten such screw con
nection. The die holder I9 is formed as a hollow 50 constantly under medium pressure by a ?uid en?
tering this cylinder through a connection 52 at
shaft mounted in the cylindrical bolster body I?
its front end. The rear end of the cylinder can
by means of ball bearings 20 and 2| adapted to
be'brought selectively'under low pressure, me
take up the axial thrust exterted on the skinning
diumrpressure, or high ‘pressure of a v?uid, .f. 1.
die holder IS in the direction of the arrow M by
oil, by’ connecting an inlet 53 with a low pres
the skinning process. The skinning die I‘! and
sure source, or an inlet 54 with a medium pres
its holder l9 are rotated by a pinion 22 keyed on
sure source or, an inlet 55 with a high pressure
the die holder I 9 and driven by a gear 23 on the
source. None of these pressure sources is shown.
shaft of a motor, for example an electric motor 24.
The controlling means of these connections,
Said shaft is mounted in a bearing, e. g. a ball 60
f. i. electrically controlled valves are of well
bearing 24a, in the front bore |3a of the die'set'
known type and, therefore, need not be described
frame A.
As can be seen from Figure 4 the press ram 25
extrudes the imperforate billet 26 by means of
the follower disk 2'! through the rigidly ?xed sta
tionary die In in the form of a rod-like body 28
which, by the rotary nut-like skinning die I‘! with
here.
When the rear surface
’
56 of thepiston is under
low pressure the force exerted by the‘ medium
pressure on the shoulder 5| overcomes the force
exerted'on'the surface 56 by the low pressure
so that the, piston 49 ismoved backward,-i. e.
to the right, into its end positionlformaking pos- »
the material, is then deformed into a hollow tube
sible feeding in a new billet. When the low pres
like body 28, whose wall thickness can be changed 70 sure on surface “is changed to medium pres
by changing the speed of the motor 24, or by
sure the force exerted on the larger surface 55
changing the ratio of the gearing 22, 23. The
overcomes the forceexerted on'shoulder 5!, the
die set A has to be securely locked against the
friction of the piston'. in ‘the cylinder andjthe1
press head B during the extrusion process. This
frictionof the billet on its'supportingsurface.
can be done by special means shown in-Figures
so ‘ that the billet is pushed into, the container ,0 2
screw threads l8 accelerating the outer layers of ‘
351.93%”;
and: against the.
eitheleeked die a.
When; the medium Press
the pistes; is. changed ta h.‘
force is exerted. on surface it to attained-1a.?
with the required; axial; r .09. y» through the.
6
frame through; whosebcrett the
or hollow product is extruded; is; abetted; against.
the rigid. housing. 8.2. of; the fixed die it be radial
thrust ball. bearings. 84 and. 845:, and. is; provided‘
witha pinion 8.6,. driven by’ means. of; a gear- at.
opening. ofzthe stationary- QXH‘HQQR. die. In. into
the. mouth ofthe rotary/skinning. die: IL
This arrangement. requires a. relativelx lens;
hydraulic. cylinder: F» but simpli?es. the
of; the. billet to the press- and. into‘ the Qemainer
C and makes for an easy assembly
dis.
Sal rollers and; at the same time they latter 110-
more,‘ the pressure, against which the rear side,
i. e. the right hand end, of the piston has to be
tatetarouud their axesbecausecr the friction of;
the rollers. on article: 2.90. Thereby: the. surface
layers: of. the extruded; article are impelled with.
mantling of container and press head. Further
sealed equals only, the; difference between high
pressure and medium pressure while attire-front
or left hand end the piston has, only to.v be, sealed.
against medium pressure. This‘ simpli?es the
sealing means- of‘; the differential piston in its
cylinder...
can. be. seen from. Eieure- I‘ the hxdramic
cylinder; F‘ is. locked with its; fcrward': end of
diminished diameter
themesshead. 1;)... For
supporting; the. cylin e1: atits at end. and? for
exactly aligning. it withthe axis: Qfthe pnessthere
is provided underneath, therear. end of the cylin
e. s- by: an. eleetrom-otor (not: shcwnh.
Itis abtiqus from the foregoing that: bit‘ revolw
his. the: frame 801 the rollers Hr and: 1:5. are driven:
in. a planetary manner aroundtthe extruded;
219.! pressed axiallx through the space/between;
1- an‘ axialx velocity greater: than the am xelqcitr
of. the.» extrudedgbadyadvancins; through‘
ticn
.
8} so that again‘. the
effect.
asdeserihedahora, takesnlaca- Them-chunks.
tween the“
die;
the.‘ surface‘ or‘ the.‘
2.0: extruded article isdminishediheraby'themollerm
and the: slipof; said articlerelatiue to thaskinning
dieisadinii. ' lied cerresnondinelxi
net
which.
Qfi‘Ei'snre;
are.- lzarall‘elr
6: the. rollers.
to the axis
14. of:
_ thepress; may harepl'aeed: by skewed: unthreaded
rollers which. act; in. the. manner well," known. in‘;
der a frame 51‘, with a roll 58; eccentrically keyed
the art of producing tubes and, thereforer need:
on a shaft 59 rotatably adjustable in bearings- ofv
notbe shown crdescribedin-detailjl
frame, 51. e. g. by a, lever (not shown) attachable
Whatl claiming.» ‘
to the square end 60 of the shaft. The eccentric 30
1. A machine for making hollow bodies from a
roll 58 can be locked in any position by set screws
solid
billet of metal or other plastically deform
GI and 62.
able material, comprising an extrusion press pro
As can be seen from Figure 4 the product, in the
vided with an extrusion die and a rotating die
form of the tube like body 29 leaving the skinning
arranged directly behind. the extrusion die, and
die because of the action of the screw threads
means for maintaining the rotating die axially
I8, has screw like threads or welts on its outer
?xed relatively to the extrusion die. said rotating
surface. If an even and smooth cylindrical outer
die having portions inclined to its center line and
surface is required the die set according to Figure
positioned to exert pressure on the surface of the
5 may be used.
rod and means for rotating the rotating
In this embodiment the extrusion die 6 l, rigidly 40 extruded
die
at
a
sufficient
speed to impart an axial velocity
locked with the front surface of the container
to
the
extruded
rod
exceeding the velocity of ex
C, is held in the holder 62, which is arranged in
trusion.
the rigid frame 63 aligned with container C. The
2. A machine as set forth in claim 1 wherein
skinning die 64, of the same construction as in
the
rotating die is in the form of a nut the threads
Figure 4, is screwed into the holder 65 rotatable
of which constitute the portions inclined to its
by means of wheels 66, 61 by an electric motor
center line.
(not shown) arranged in the die set frame.
3. A machine of the character described and
A radial ball bearing 68 and a thrust ball bear
as set forth in claim 1, the rotating die com
ing 69 ensure the exact concentricity of holder
65 and frame 63. In front of the rotary skinning 50 prising a power-driven rotary frame with thread
ed rollers arranged parallel to the center line of
die 64 is arranged a second ?xed die 10 whose
the
frame and engaging with their threads the
diameter equals, or is slightly smaller than, the
surface of the extruded rod under pressure and
smallest diameter of the screw threads of the
at an axial velocity surpassing the exit velocity
skinning die 64. This rigid ?xed die 10 is ar
of the rod from the extrusion die.
ranged in a die holder 1| aligned in the rigid
4. A machine as set forth in claim 1 wherein
cover plate 12 screwed to a flange '13 of the die
the extrusion press is provided with a movable
set housing 63.
frame which is separable from but locked to the
In this way the screw threads on the tubular
other parts of the press and wherein the extru
product leaving the skinning die 64 are levelled
sion die and the rotating die are ?xedly connected
or ironed out so that the surface of the tube
to each other on said frame.
produced is smooth, cylindrical and even. The
5. A machine for making hollow bodies from
arrangement of the ?xed die 10 in front of the
a solid billet of metal or other plastically deform
skinning die 64 has the further advantage that
able material, comprising an extrusion press pro
the extruded article or product is held against
vided
with an extrusion die; a rotating die ar—
rotation by said die 10 in addition to being held 65
ranged directly behind the extrusion die and in
by the die 6|.
tegrally connected to it in axial direction, said
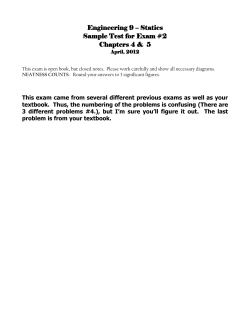
The arrangement of the die set according to
rotating die having portions inclined to its center
Figure 6 is similar to that of Figure 4, with the
line and acting with pressure on the surface of
difference that instead of the skinning die pro
‘ the extruded rod at an axial velocity surpassing
vided with internal threads or ri?ings are pro— 70 the extrusion velocity; a non-rotating unt-hread—
vided two or more rollers 14, 15 having on the
ed die arranged adjacent the exit of the rotating
surface threads 16 and 11 of appropriate pitch.
die and acting with uniform pressure around the
These rollers are rotatably mounted with their
surface of the hollow body leaving the rotating
axes ‘l8 and 19 in bearings of the rotatable
die.
frame 80.
75
6. A machine for making hollow bodies from a
2,596,552
7
solid billet of metal or other'plastically deform
able material, comprising an extrusion press pro
vided with a stationary‘ frame and an extrusion
die and rotating die, one arranged directly adja
cent the other» and- both integrally connected to
each other in axial direction, the rotating die
having portions ‘inclined to its center line and act
8
able material, comprising an extrusion press pro
vided with anextrusion die and an axially closely
adjacent'to it arranged rotating die, said extru~
sion press being further provided with a ram
driven by a differential piston, the side of said
piston for forward stroke being selectively con
nected by controlling valves to three hydraulic
conduits for low, ‘medium and high pressure, re
spectively, while the opposite side of said piston
rod at an axial velocity surpassing the velocity of
the rod leaving the extrusion die, a movable frame 10 is permanently connected to the conduit of me
dium pressure. '
for holding both the extrusion die and the rotat
ing die, said stationary frame being provided with '
_
HmICH HEIMA_NN.
spindles adapted to be turned at an angle of
ing with pressure on the surface of the extruded
approximately 90°, said spindles having oblong
heads corresponding to oblong holes in the mov 15
able frame so that in ‘one end position the oblong
heads of the spindles are aligned with the oblong
heads of the frame, while in the other end posi
tion they‘lock the’movable frame of the die to
the frame of the extrusion press.
20
I 7'. A machine as set forth in claim 6, the heads
of the locking spindles being provided with wedge
surfaces co-operating with corresponding wedge
REFERENCES CITED
?le of this patent:
UNITED STATES PATENTS
Number
surfaces on the frame of the extrusion press and
1,945,877
2,026,979
.
8. A machinefor making hollow bodies from a
solid billet of metal or other plastically deform
'
Number
‘137,578
'
‘
'
Name
Date ‘
Mannesmann _____ __ Apr. 26, 1887
Moshier ______ ______ Sept. 20, 1904
Summey .____a _____ __ Dec. 12, 1911
361,955
770,741‘ '
1,011,522’
being turned selectively into and out of align 25
ment with the oblong holes in the frame by hy
draulic cylinders.
7
The following references are of recordin the
~
Bonte ____________ __ Feb. 6, 1934
Jones __1 __________ __ Jan. 7, 1936
FOREIGN PATENTS
Country
Date
Great Britain ____r___i Jan. 22, 1920








© Copyright 2026