
Pre-Feasibility Report
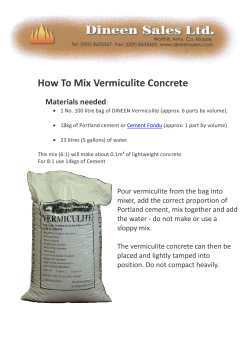
2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Pre-Feasibility Report 1.0 EXECUTIVE SUMMARY Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). 2000 KVA DG sets ( Size, 1000 / 500 / 250 / 125 KVA) will be installed for plant lighting purpose if CPP and grid power fail. SALIENT FEATURES OF THE PROJECT S.No. 1 Particulars Details Locations of the Plant Joga Village Tehsil Jaisalmer District Jaisalmer Khasra details is enclosed as annexure 1 Land Survey Nos. State Rajasthan Toposheet No. 2 Total Option -1 Area of plant & 400 ha colony Option -2 400 ha 3 Temperature 5 Mean Annual Rainfall 4 40I/11, 40I/12,40I/15 & 40I/16 Latitude N 27016’55”-- N 27018’17” Latitude N 27020’44”-- N 27021’36” Longitude E 70038’03”– E 70039’02” Longitude E 70038’28”– E 70039’58” Min: 2° C, Max : 48° C Relative Humidity 28 % to 56% 0-25 cm 1 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 6 Nearest National Highway NH-15 (55 km in SE Direction) 8 Nearest Airport Jodhpur 350 km 7 9 10 11 12 13 (i) Nearest Railway Station Jaisalmer 55 Km Ramgarh 13 km in North west direction Nearest city /Town Reserved / Protected Forest within Nil 10km radius (Boundary to boundary distance) Nearest Surface Water bodies Nearest Hill Ranges Water requirement & Source 14 Soil Type 16 Capital cost 15 2.0 Pre-Feasibility Report Indra Gandhi Canal (8km in North Direction) Nil 1700 KLD. Source: Indira Ground water Gandhi Canal Sandy soil Zone – III [as per IS 1893 (PartI): 2002] Seismic Zone Rs. 1600 crore INTRODUCTION OF THE PROJECT/ BACKGROUND INFORMATION Identification of project and project proponent Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). Project Proponent Shree Cement Limited (SCL) is an energy conscious and environment friendly sustainable business organization. SCL started its journey in the year 1979 and is today, among India's leading cement manufacturing companies. Having witnessed an exponential growth in the last three decades, our endeavor continues to expand our capacity in the cement and power sector. Currently, our cement production 2 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report capacity stands at 17.5 million MT comprising two cement plants located at Bangur Nagar, Beawar, eight cement plants at Bangur City, Ras, Dist. Pali and five Grinding Units at Khushkhera, Suratgarh, Jobner in Rajasthan Laksar in Uttrakhand and Aurangabad in Bihar. Shree is self - reliant in meeting its power requirements. The Thermal Power Plants capacity of the Company is 597 (including 81 MW Waste Heat Recovery Green Power Capacity which is the largest capacity of Green Power in the entire world cement industry excluding China). Cement manufacturing facilities The Company has its manufacturing operations at Beawar and Ras in Ajmer and Pali district in Rajasthan. It has split grinding units at four locations viz. Khushkhera, Suratgarh, Jobner in Rajasthan, Roorkee in Uttarakhand and Aurangabad in Bihar taking the total cement capacity of the Company to 17.5 MTPA. Power generation facilities Total Thermal Power Plants Capacity of the Company is 597 (including 81 MW Waste Heat Recovery Green Power Capacity which is the largest capacity of Green Power in the entire world cement industry excluding China). The power generated from these plants is primarily utilized for consumption in its own cement plants as well as to sell to the outside parties. Products The Company's pursues multi-brand portfolio strategy which consists of three brands viz Shree Ultra Jung Rodhak, Bangur Cement and RockstrongCement.The Company currently has the highest market share in Rajasthan, Delhi and Haryana and distinguished positions at the top in Punjab, West Uttar Pradesh and Uttarakhand. Corporate Sustainability At Shree Cement Limited (SCL) Sustainability is an integral part of our business and forms the core of our future growth strategy. We have always envisioned a growth which is inclusive and aims at Total Prosperity of all the stakeholders. We have inculcated sustainability as business culture and all our efforts attempt to focus 3 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report upon fostering innovation, ensuring prosperity, creating happiness and building trust in people. Sustainability leads us to the enhancement of corporate value through innovation and sound business practices. This approach has helped us to proactively address challenges to our growth. Integration of sustainability in our day to day business activities helps us in identifying, analyzing, implementing control measures and in mitigating the multiple risks that we, our industry, our country and our planet faces. Sustainable business practices endorse optimal utilization of resources which enhances stakeholders’ value. Service towards the community We believe that a company's prosperity is linked with that of its neighboring communities. We touch the lives of the communities that surround our operations either on our own or in partnership with government bodies and the community at large. Empowering communities and working towards making a meaningful difference to them is an approach that is deeply engrained in our business. The vision is to become a catalyst of positive change in society. Our approach towards development of the local community has been focused on the below five priority areas: Healthcare Education Infrastructure development Livelihood generation Women empowerment Recognitions First Indian Cement Company to join Cement Sustainability Initiative of WBCSD. First Indian Cement Company to be Member of World Economic Forum. First company in the World to use innovative techniques to utilize 100% petcoke in its operations. First Cement Company of the World to fetch Certified Emission Reductions (CER’s) on its Clean Development Mechanism project “Optimal Utilization of Clinker”. 4 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report First Indian cement company to issue Corporate Sustainability Report following the highest level “A+” for reporting triple bottom line performance New World Sustainability Champions by the World Economic Forum (WEF) CDP Climate Disclosure Leader for the year 2014 Government of India recognized in-house R&D centre. Awards 2014-15 H.M. Bangur, MD, Winner of Best CEO (Mid-sized Companies -Cement) by Business Today. 2014-15 Skoch Group Platinum Award for creating value for stakeholders. 2014-15 Fastest Growing Company Award 2014 hosted by Business Rankers Group 2014-15 State Level BhamashahaSamman 2014 by Government of Rajasthan 2013-14 International CSR Excellence Award 2014 for CSR engagement by The Crystal London 2013-14 Green Company Gold rating by CII-GBC, Hyderabad 2013-14 Best Sustainability Performance Award by World CSR Congress 2013-14 Dream company to work for " Award in the infrastructure sector by World HRD 2013-14 CII-ITC sustainability award Commendation Certificate for Significant Achievement 2013-14 NCCBM Award for Second Best Quality Excellence for the year 2012-13 2013-14 NCCBM Award for Second Best Quality Excellence for the year 2011-12 2013-14 Best HR strategy in Line with Business by World HRD congress 2012-13 International Green Hero by The Green Organization, London 2012-13 Golden Peacock Business Excellence Award for the year 2013 2012-13 State Level Productivity Excellence Award 2012- 13 Best Corporate Social Responsibility Practice Award by BSE 2012-13 Global HR Excellence award for organization with Innovative HR practices at World HRD congress 2012- 13 Global HR Excellence award for HR research of the year at World HRD congress 5 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report 2012-13 Mother Teresa Corporate Citizen Award by Loyola Institute of Business Administration, Chennai 2012-13 NirmataRajyaMitra Award by the Department of Taxation for the year 2011-12 2012-13 International Green Apple award 2012-13 DainikBhaskar Green Idol award 2012-13 Skoch Digital inclusion award 2012 2012-13 Financial Express – Emergent Venture India Green Business Leader (ii) Award, 2011-12 Brief description of nature of the project Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). 2000 KVA DG sets ( Size, 1000 / 500 / 250 / 125 KVA) will be installed for plant lighting purpose if CPP and grid power fail. As per EIA Notification dated 14th Sep, 2006 as amended on 1st December (iii) the project falls under Category “A”. 2009, Need for the project and its importance to the country and or region. With respect to the importance of the project to the nation, it can be well said that in a developing nation like India, cement is essential for infrastructure development. Thus, keeping in mind this requirement, mining of limestone is essential for the nation’s growth. To meet the demand and supply of cement at the national, regional and state level, Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). The Cement demand has grown at ~6% CAGR in the last four years (FY10‐14), the slowest pace in past two decades for four consecutive years. It is believed that the growth has bottomed out in FY14 with the demand growth being the lowest since FY02, even below the GDP growth. This is attributed to sluggish housing activity; steep cut in government’s spending on infrastructure and weak investment cycle. 6 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 320 10.1 260 9.7 230 8.7 5.8 140 110 99 108 114 9.8 8.4201 8.1 200 170 10.2 123 136 149 164 178 213 14.0 299 12.8 290 Pre-Feasibility Report 230 243 274 254 8.1 6.2 12.0 8.0 9.0 10.0 8.0 6.0 5.6 4.5 4.0 2.0 80 0.0 Cement consumption-LHS (m tonne) % Growth (RHS) It is expected the trend to reverse on the back of stable and decisive government at the centre. However, the growth momentum has picked up in current financial year and it is expected that growth momentum to pick up strongly in H2FY15/Q1FY16 on the back of revival in sentiment. Hence, we expect All‐India ce ment consumption to grow 8.0% and 9.0% in FY15 and FY16, respectively resulting into an improved capacity utilisation. Utilisation rates to improve to highest levels in FY16 since FY11 The sizable capacity additions in the last five years coupled with weak demand has resulted in a lower capacity utilisation of ~75% in FY14, the lowest levels since FY1990. The capacity utilisation levels started falling from FY11, wherein effective capacity grew by 19% against demand growth of ~6%. Effective capacity during FY10‐14 grew 9.6%, around ~1.6x the growth in demand. Though overcapacity and slow demand growth would continue to be a dampener in the near term, it is believed that, pressure would ease with improved demand and slowing pace of capacity addition. Consumption is expected to grow at a 2‐year CAGR (FY14‐16) of 7.5%, higher than 5.3% growth in effective capacity addition. This would result in improvement in Capacity Utilization in FY 16. 7 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd (iv) Pre-Feasibility Report Demand – Supply Gap North has seen a consistent demand growth due to relatively better housing and infrastructure demand. Demand is expected to grow around 8% in FY14, way ahead of all‐ India average of 4.5%. It is expected for the strong outlook for region’s demand, underpinned by big ticket infrastructure projects like dedicated freight corridor, metro rail projects, etc. Demand‐supply dynamics in Northern region In m tonnes FY07 FY08 FY09 FY10 FY11 FY12 FY13 FY14 FY15E FY16E Year end Name 32.2 45.9 46.8 52.6 65.5 67.2 71.6 75.7 80.5 83.4 plate capacity Capacity 3.1 13.7 0.9 5.8 13 1.7 4.4 4 4.9 2.9 addition Effective capacity for the 30.8 36.8 46.4 49.6 63.1 66.1 69.1 73.1 76.4 80.7 year Cement 32.1 36.5 41.2 47.1 50 54.5 58.2 62.8 66.8 72.7 production Region's 29.9 33.5 35.1 38.6 39.8 43.5 46.3 49.9 54.9 61.48 consumption % Growth 10.4 12.2 4.8 9.9 3.1 9.4 6.5 7.8 10 12 Net inter‐regional 2.2 2.9 6 8.4 10.2 11 11.9 12.9 13.2 14.3 outflow / (inflow) Surplus / -1.2 0.3 5.3 2.6 13.1 11.5 10.9 10.3 8.3 5.02 (Deficit) Capacity 104.2 99.2 88.7 94.8 79.2 82.5 84.2 85.9 87.4 90 utilization (%) 8 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Industry added 4m tonnes of capacity in the region during FY14. This included 2.3m tonnes of addition from Lafarge in Rajasthan, its only addition apart from Eastern region.Expected Capacity addtion is North India is mentioed below: (v) Imports vs. Indigenous production (vi) Imports are not feasible as there is no proximity to ports. (vii) Export Possibility It is expected that in the near future, export of cement does not seem to be viable. Domestic/Export Market Demand in target Market Cement market for the proposed unit would be mainly Rajasthan, Delhi and Gujarat. This market has been identified keeping in mind the economic transportation system distance and location of other supplying clusters and existing supply from others plants of SCL. 9 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report The Target market for SCL has been depicted in the chart below. JAISALMER CEMENT PLANT (vii) Employment Generation (Direct and Indirect) due to the project sourcing SCL follows the “son of the soil” policy, wherein the maximum possible staffing is from local area. Only where skills are not available locally will staff be hired from outside. Estimated manpower requirement Sn Department 1 Plant 1.1 Technical 1.1.1 Mechanical Manpower No. of persons General Shift Unit head (Overall) 1 - Manager 2 Technical head Engineer Foreman Crusher operator 10 1 1 8 - 4 6 3 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Crusher attendant - 3 Draftsman/ designer 2 - Compressor house operator 1 Additive crusher attendant Fitter Water supply operators Loader driver 1 Crane operator Manager Engineer Process Quality control 1 4 - 2 Manager 1 Helper 2 Engineer 2 Foreman Mechanic CCR operator - 1 11 - - 8 4 8 8 - 4 - Helper - 2 - Mills attendent 4 8 1 Engineer 4 4 2 Manager Manager - 1 Electrician Pyro attendent 1.1.5 6 2 2 Power distribution foreman 1.1.4 6 2 Foreman Instrumentation - 6 1 Dumper driver 1.1.3 6 8 Khalasi Electrical 3 8 Welder Turner 1.1.2 - 1 8 - 8 8 8 4 - Pre-Feasibility Report 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Chemist 2 Sampler 2 Analyst 1.1.6 Gauger Civil 1.1.7 Technical cell 1.1.8 Packing plant 1.2.1 1.2.2 Commercial Stores Purchase Manager Engineer 1.2.3 EDP 1.2.5 Accounts 1.2.4 1.2.6 Excise Secretaries - 4 - 1 Plumber - - Manager 4 1 2 Engineer Manager 1 Logistic 1 Supervisor 2 Operator - Loaders Administration 1 - 1 Carpenter Personnel and 4 1 Masons and 2 2 Tally checker 1.2 - - - - 3 6 Commercial head - 1 20 Officers 3 - Manager 2 Staff 10 Staff 4 Manager 1 Officer 2 Receptionist 1 Manager 1 Staff 3 Officer 1 Manager 2 Officer 1 Staff Staff 6 12 6 - Pre-Feasibility Report 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 1.2.7 Security Officer 1 1.2.8 Dispensary Doctor 2 1.2.9 1.2.10 1.2.11 1.3 Guards Staff LMV Driver Telephone exchange Guest house Staff Attendants Marketing Marketing head Manager -Logistic Officer Assistant Marketing field Total Grand Total 3.0 - 4 21 2 4 1 - - 5 Operator Pre-Feasibility Report 8 1 1 4 1 1 - 1 - 1 - 10 50 158 255 413 PROJECT DESCRIPTION (i) Type of Project including interlinked and independent projects if any Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). Interliked Project: 8.0 Million TPA Captive Limestone Mining (912.0 ha) near village Joga & Parewar Tehsil & District Jaisalmer (Rajasthan). 13 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd (ii) Pre-Feasibility Report Location (map showing general location, specific location, and project boundary & project site layout) with coordinates 14 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Key Plan 17 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report (iii) Details of alternative site consideration and basis of selecting the proposed site particularly the environmental considerations gone sound be highlighted. No alternate site has been considered for the proposed project. Following are the main criteria, considered largely as near-ideal conditions, for locating a cement plant of desired capacity: Availability of suitable limestone for the manufacture of cement. Availability of power, coal, gas & water. Scope for expansion. Availability of Transport & Communication. Nearness to market. The land required for mining, plant and township should not be a part of forest area. (iv) Size or magnitude of operation Shree Cement Ltd. is proposing 2 x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x 25 MW Captive Power Plant & 2 x 20 MW Waste Heat Recovery Power Generation near village Joga Tehsil & District Jaisalmer (Rajasthan). The process includes basic raw material requirement, sizing of equipment, utilities and services, infrastructure facilities and sources of waste generation, their quantity, treatment and safe disposal of the waste. (V)-1 Project description with process details The dry process essentially consists of the following unit operation steps: Crushing of limestone at the mine site. Preblending of crushed limestone by Stacker &Reclaimer. Grinding-cum- Drying of Raw Materials and Coal/Petcoke in VRM Homogenization of raw meal in a blending silo. Clinkerisation of the raw meal in a rotary kiln with preheater,calciner and Cooler. Finish Grinding, storage and packing of cement 18 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Various operations of dry process plant are detailed as follows: Crushing of Limestone at the Mine Site The ROM Limestone is fed to crusher Wobler where +90 mm part is fed into crusher, where it is crushed to -90 mm size. The -90 mm size from crusher Woblerconveyed for stacking & reclaiming (pre-blending). Preblending of crushed limestone by Stacker &Reclaimer The ROM limestone stacked through stacker and reclaimed by reclaimer. Grinding-cum- Drying of Raw Materials and Coal/Petcoke in VRM Reclaimed limestone with corrective materials (sand, clay, laterite etc.) fed in VRM for grinding. Hot air of pre-heater used for drying of raw-material. Coal/petcoke is highly abrasive, therefore, its crushing is done usually in a roll crusher. The same system is proposed to be used. Grinding of coal is done either in air swept ball mill or in vertical roller mill. Because of saving in energy and better drying capacity VRM is proposed for use. Use of alternate fuel (hazarous & non hazardous) will also be considered, Homogenization of raw meal in a blending silo. The ground raw meal is conveyed to blending-cum-storage silo(s) by mechanical conveyors. The variation in the quality of raw meal is reduced by using continuous blending silo. 19 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Clinkerisation of the raw meal in a rotary kiln with preheater, calciner and Cooler: In cyclone preheater system, an efficient heat transfer takes place to finally dispersed raw material particles by counter flow with hot gases and grinded raw meal.The preheater is multi stage cyclone system connected with gas ducts and meal chutes. The raw meal is fed into top stage gas duct. The material gets separated from gas in cyclones and then travels downwards and through meal chute is discharged into next lower stage gas duct. In this way, material comes into contact with high temperature gases and gets preheated and partially calcined and then enters the precalcinator. Firing takes place in the calciner and back end of kiln called burning zone. In the calciner, calcination takes place by firing of pulverized coal and then material is discharged to the kiln. The feed travels down as the kiln rotates. The chemical reaction completes when the material reaches the burning zone and cement clinker is formed. The clinker is discharged from kiln at around 1000 Deg. C temp. and is cooled in a high efficiency grate cooler.The cooled clinker is then transported to clinker storage silo by a set of Deep Bucket Conveyor (DBC). Finish Grinding, storage and packing of cement: Similarly of the raw material grinding system, the grinding of clinker into cement is based on the following technologies: Ball mill Roller press with ball mill. Vertical roller mill. In India, cement grinding is conventionally done by ball mill in close circuit using high efficiency separators. However, due to nearly 25-30 % saving in power, the use of roller press for pre-grinding followed by grinding in closed circuit ball mill (semi-finish grinding mode) has been used in most of the recently installed plants. The performance feedback on the installation of VRM for cement grinding is still awaited and yet to establish as a proven technology. Hence, based on the performance of VRM, it is proposed to install VRM / Ball mill with roller press or one VRM with one ball mill. 20 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report The ground cement is conveyed to cement silos for storage of different types of cement from where it is extracted and packed in HDPE bags by electronic rotary packing machines and dispatched to consumers by road and railway. Mechanized loading system for loading of packed bags on trucks and wagon is envisaged. Wagon Tippler and Railway siding Coal and pet coke will be received by road and railway. For unloading / handling of coal and pet coke fully mechanized system of wagon tippler and truck tippler will be installed at the site. Also cement and clinker will be dispatched by road and railway. Feasibility of new railway line from nearest railway line to site will be explore for transportation of raw materials. (V)-3 Process Description of Waste Heat Recovery Power Plant There is a good amount of waste heat available from the expelled gases of PreHeaters (PH) and Air Quenched Coolers (AQC).The main energy used in cement plant consists of heat energy and electrical energy and about 90% of the total energy is used as heat energy in clinker burning process. In the clinker burning process, a large amount of heat is consumed for burning limestone at more than 1450 degree C to form clinker. From the total heat consumed in the burning process, around 55% is for burning process and the rest 45% is discharged as sensible heat through the exhaust gases of Pre-Heater(PH), AQC, radiation & sensible heat carried out by clinker. However, around 10% of the heat, extracted from the PHs& AQCs, is used in drying the raw material and coal while grinding. The rest 35% is generally emitted to the atmosphere as waste heat. For reutilization of this wasted heat from the exhaust gases of the PH & AQC this Waste Heat Recovery System is used to generate the electrical power. A typical heat flow in cement plants with waste heat recovery system is shown below 21 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Considering the above we have decided to install one Waste Heat Recovery Boiler (WHRB) at kiln Pre-heater and one Waste Heat Recovery Boiler (WHRB) at AQC (Mid tap-off) in each Units. Steam generated by each unit make combined and fed to steam turbine for Electricity generation. In this scheme Waste Heat Recovery Boiler (WHRB) at Kiln Pre-heater will be installed. In normal condition the flue gas from the top of the Pre-heater directly goes to ESP / bag house. Now the flue gas from the top of the Pre-heater will go to the WHRB and after that it will enter to ESP / Bag house. Design Basis for WHRB (Each 20 MW Size) S.N. Boiler Unit Kiln String AQC 1 2 3 flue gas flow I/L temp sp. Heat Nm3/h deg C kcal/deg C/Nm3 400000 300 0.362 320000 600 0.32 6 Total heat available Cr Kcal/h 4 5 7 8 O/L temp heat available Power potential Power gen @ 23% conversion deg C Kcal/h MW Mw 22 150 21720000 7.50 87.2 20.0 80 53248000 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report V. Process Description of Power Generation Process (Air Cooled) In Proposed Captive thermal Power Plant, power will be generated by the utilization of thermal energy of steam in turbine that in turn rotates an alternator. The steam will be generated in the boiler by burning of various fuels. In Proposed Power Plant, Pet coke/Coal will be used as the fuel & it will burn in the boiler to generate steam. The generated steam will utilize to rotate the Steam Turbine, which in turn rotates an alternator. Coal/Petcoke will be transported by truck at over power plant site than trucks will be unloaded by truck tippler in the Coal/Petcoke bunker. The Coal/Petcoke will feed to the coal crusher to crush it to the required size through the vibro feeder that regulates the flow. The crushed coal/petcoke will fed the boiler bunkers through the conveyor belt. After received coal/petcoke in the boiler bunkers, the coal/petcoke will be fed to the boiler furnace through the rotary/drag chain feeders in the controlled quantities. The coal/petcoke will burn in the furnace & the resulted heat will be utilized to heat water & convert it into steam. The flue gases that will be generated on the burning of fuel will pass over the tubes of economizer & air pre-heater to utilize the heat carried by the flue gases going outside, otherwise heat will go waste. Now the flue gases pass through the ESP (Electro Static Precipitator) to chimney. On waterside, water will be received by PTP (Pre-treatment Plant) from the existing resources. Here water will treat to get the required quality than it will be treated with lime & Dolomite in the High Rate Solid Contact Clarifier. Then clarified water will be fed to the RO plant where its properties will fine tuned to the required quality for DM system. In DM plant the required properties of water will be obtained and this DM water will feed to the boiler for the purpose of making steam. The cooling tower will feed with the RO water for its replenishment. The generated steam in boiler at required parameters will be fed to the turbine through the control valve. In turbine the thermal energy of steam will utilize to rotate it. The turbine in turn rotates an alternator (electric generator). The generated electricity is evacuated from the alternator through the bus bar arrangement. 23 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Ash Generation & SO2 emission from 25 MW Boiler Parameters Pet Coke Ultima Proxima te te Import ed Coal 21.5 # 44 # # Ca CO3 CaO CO2 100 56 44 1.8 1 0.8 # S O2 SO2 C H2 85.1 2.7 N2 0.4 S 5.0 5.5 2 1.5 32 32 64 Moisture Ash 1.1 0.8 0.6 1.1 12 36 10 16 1 1 2 O2 1.9 # # CaO SO2 1/2 O2 CaSO4 5000 6500 56 64 16 136 80% 80% 0.9 1.0 0.3 2.1 Kg/Hr TPD 1100.0 26.4 GCV 8010.0 Boiler eff 80% Sulphur Cap 80% Feed rate ( Pet Coke ) Ash Generation due ash in pet coke Gypsum 87.1 India n Coal 8212.0 Kg/ hr TPD Kg/ hr Kg/ hr 11000 264 1762 2 13555 SO2 Generati on 123 3 5599 1914 CaO reqd 2310.0 55.4 1870 45 # # CaCO3 Reqd 5892.9 141.4 1375.0 33.0 4517.9 108.4 1870.0 44.9 6387.9 153.3 220.0 5.3 Unreacted lime 4518 108 # # Unburnt @ 15 % 1405 34 189 298 Total Ash 7916 190 5788 2212 5541 133 4052 1548 2375 57 1737 664 Fly Ash @ 70 % of total ash Bed Ash @ 30 % of total ash Stack Height for boiler H (Mtr) = 14 (Q) ^0.3 H= 71 Mtrs 24 as 80 % cap unreacte d lime stone CaSO4 gen Total CaSO4 and CaCO3 SO2 Emissio n 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 25 MW TECHNICAL DETAILS BOILER A 25 MW CPP 1 Type 2 Pressure kg/cm2. A 100 3 Temperature deg C 535 4 Flow (*) ( Kg/hr ) 5 Fuel Type Petcoke / Coal 6 Fuel quantity at MCR TPD 265 B AFBC / CFBC 120000 TURBINE & GENERATOR 1 Generator power Kw 25000 2 Generator voltage Kv 6.6 3 Steam Pressure kg/cm2. A 88 4 Steam Temperature deg C 535 5 Steam Flow (*) ( Kg/hr ) C 105000 AIR COOLED CONDENSER 1 Steam Pressure kg/cm2. A 2 Steam Temperature deg C 3 Steam Flow (*) ( Kg/hr ) D 0.15 54 85000 FUEL HANDLING SYSTEM 1 Storage Shed Capacity Tons 5000 2 Capacity TPH 100 3 Truck tippler capcity Tons 100 E 1 Pre-Feasibility Report LIME HANDLING SYSTEM Capacity F TPH 30 ASH HANDLING SYSTEM 1 Type Dense Phase system 2 Fly Ash Capacity TPH 10 3 Bed Ash Capacity TPH 5 4 Fly Silo capacity M3 125 5 Bed Ash silo Capacity M3 50 6 7 ESP Field Chimney Height Nos Mtr 3 72 Meter 25 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Equipment Details- Cement Plant Equipment Selection A list of equipment and storages capacities are given below. In selecting a particular type of equipment or storage for the project, among others, the following issues have been considered: Equipment costs Energy consumption Raw material characteristics Sizes in which the equipment is available Lead times for particular types of equipment Operating experience with various types of equipment Ease of operation of equipment Product to be manufactured Site conditions Local skills available Environmental issues PLANT AND EQUIPMENT SIZING FOR EACH 2.6 MTPA CLINKER UNIT 1) Crusher 2) Capacity – 2 x 1400 TPH & 450 TPH (secondary Crusher) Stacker &Reclaimer Lime stone Stacker – 1650 TPH Lime stone Reclaimer – 1400 TPH Coal and Gypsum stacker – 150 TPH, each 3) Coal Reclaimer – 150 TPH 4) Capacity - 550 TPH 5) Capacity - 400 TPH Raw Mill (VRM) Cement Mill (VRM/ Ball Mill with Roller Press/ VRM + BM) Coal & Pet coke Mill Capacity – 50 TPH 26 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 6) 7) Pre-Feasibility Report Kiln & Cooler with 6 stage pre heater 7800 TPD clinker Packer 4x16 spouts Major Storages Limestone Stock pile Iron ore hopper Clinker stockpile/Tank Coal storage Gypsum storage Cément Silo Fly Ash : : : : : : : 240000 T 3000 T 75000 T 200000 T 20000 T 4 * 7500 T 2*5000 T (vi) Raw material required along with estimated quantity, likely source, marketing area of final products, mode of transport of row material and finished product. Raw material requirement for Clinkerization S. No. Name of Raw Material Lime 1. Stone Quantity (Million TPA) 1st Phase 2nd Phase 3.9 (Clinke r unit) 0.1 ( CPP) 3.9 (Clinker unit) 0.1 ( CPP) Pet Coke 0.26/ 2. /Coal 0.39 Laterite or 0.13 3. Lead Zinc Slag 0.26 / 0.39 0.13 Total Source Captive Limestone mines 8.0 Mode of Transportation Adjacent to the plant, through conveyor belts Indian and imported 0.52 / Pet coke and coal/ Road / Rail 0.78 Lignite Laterite from Bhilwara, Lead zinc slag from 0.26 Road / Rail Chhitorgarh (Raj) and other nearby sources 27 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 4. Clay 0.13 0.13 0.26 Boa and other Road / Rail nearby sources 5. Bauxite 0.078 0.078 0.156 Local market and Road / Rail other nearby sources 6. Gypsum 0.15 0.15 7. Fly ash 1.05 1.05 (vii) Pre-Feasibility Report Bikaner / Nagaur (Raj)/ Synthetic Gypsum / chemical Road / Rail gypsum/ imported gypsumand other nearby sources STPS, Suratgarh/KTPS Kota / Chabra and other Road power plants and other nearby sources Resources optimization/ recycling and reuse envisaged in the project, if any, should be briefly outlined. Fly ash generated from CPP will be utilized in cement manufacturing. No solid waste generation from the cement plant. However, material collected by the dust collectors (Bag Filters) will automatically be recycled in the process. RO reject will be utilized for dust suppression and ash quenching. manure for green belt development, STP treated water will be used for plantation and sludge will be utilized as There will no discharge outside the project premises. 28 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report (viii) Availability of water its source, energy /power requirement and source should be given. Water The estimated requirement of water for industrial activities and domestic activity would be around 1700 m3/day. Good quality potable water is available in the proposed site. The Ground water is proposed to be used. Water Consumption Details (KLD) (1stPhase) Unit Peak Demand (m3/day) Waste water generation (m3/day) Cement Plant 400 Nil CPP + WHRS 300 60 400 200 1100 260 Drinking, Utility & Plantation in plant & colony Total Remarks No waste water is expected to be generated from Cement Plant as dry process will be used for cement manufacturing. Effluent water will be used in Ash quenching after proper treatment. Domestic waste water will be treated in STP and will be recycled for Green Belt development and cement plant process within the plant premises. Water Consumption Details (KLD) (2nd Phase) Unit Peak Demand (m3/day) Waste water generation (m3/day) Cement Plant 200 Nil CPP + WHRS 200 40 200 100 Drinking, Utility & Plantation Total 600 Remarks No waste water is expected to be generated from Cement Plant as dry process will be used for cement manufacturing. Effluent water will be used in Ash quenching after proper treatment. Domestic waste water will be treated in STP and will be recycled for Green Belt development and cement plant process within the plant premises. 140 29 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Power Demand (44.5 MW) Total power requirement in 1stphace would be 28.0 MW (Source: 25 MW CPP & 20 MW GPP) 1. 7800 TPD x 50 KWH --------------------------- =16.25 MW 24 Hrs x 1000 Demand for Clinkerization 2. Demand for Cement Production 3. Power load at Colony Total Power Demand 11300 TPD x 24 KWH ----------------------------- = 11.30 MW 24 Hrs x 1000 : : 0.25 MW : 16.25+11.30+0.25= 27.8 MW Total power requirement in 2ndphace would be 16.5 MW (Source: 25 MW CPP & 20 MW GPP) 1. Demand for Clinkerization 2. Power load at Colony Total Power Demand 7800 TPD x 60 KWH --------------------------- =16.25 MW 24 Hrs x 1000 : : 0.25 MW 16.25+0.25= 16.50 MW (ix) Quantity of waste to be generated (liquid and solid) and scheme for their management/disposal No waste water discharge outside the plant. No industrial waste shall be generated in operation phase. Used oil & grease will be generated from plant machinery/Gear boxes and DG sets will be sold to the CPCB authorized recycler. 4.0 Site Analysis (i) Connectivity Nearest National Highway is NH-15 which is 55 kms from site in SE direction. It thus has excellent road connectivity. 30 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Approximate road distance from city/towns i.e. Ramgarh is 13 km in NW direction The nearest railway station is the Jaisalmer, approximately 55 kms from the site. The nearest airport is at Jodhpur (350 kms) The site is well connected with communication facilities like telephone, fax, wireless and telex and as such, no constraints are envisaged in this aspect. (ii) Land from Land use and land ownership Two sites are proposed for the installation of the project near to limestone mines. Based on the allocation of land, project site will be finalized. About 90 % of the land is government and 10 % private land. In option 1st & 2nd total area of plant & colony will be 400 ha. It is relatively plain and not much of development work is needed. Almost entire land is covered by sand. (iii) Topography The Lease area is part of Thar Desert characterized by flat topography with undulating plains. The area is almost plain terrain having highest contour of 190mRL in south west part of Lease area while lowest contour value is 170 mRL in North east part of lease. The area has gentle slope south east to Northwest direction. (iii) Existing land use pattern (agriculture, non-agriculture, forest, water bodies (including area under CRZ)), shortest distances from the periphery of the project to periphery of the forests, national park, wild life sanctuary, eco sensitive areas, water bodies (distance from the HFL of the river), CRZ. In case of notified industrial area, a copy of the Gazette notification should be given. 31 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Environmental Settings of the Area S.No. 1 Particulars Elevation above sea level A. Temperature Details 180m above mSL Min: 2° C, Max : 48° C C. 20-25 cm B. 2 3 4 5 6 7 Mean Annual Rainfall Nearest National Highway Nearest Railway Station Nearest Airport Nearest major city with 100000 population within 10km radius Nearest Town / City 11 Nearest Tourist Place within 10km radius Archaeological Important Place within 10km radius Ecological Sensitive Areas (Wild Life Santuaries) within 10km radius Reserved / Protected Forest within 10km radius (Boundary to boundary distance) Nearest Surface Water bodies 12 Nearest Hill Ranges 14 Seismic Zone 8 9 10 13 (v) Relative Humidity Soil Type 28 % to 56% NH-15 (55 km in SE Direction) Jaisalmer 55 Km Jodhpur 350 Km Nil Ramgarh at a distance of 13 km. in North West direction -Nil Nil Nil Indra Gandhi Canal 8 Km. in North Direction) Sandy Soil Nil Zone – III [as per IS 1893 (Part-I): 2002] Existing Infrastructure As the project is new, so the proposed site is a vacant land presently no industrial infrastructure exists. 32 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report (vi) Soil Classification The district has mainly the sandy soil. (vii) Climatic data from secondary sources The area has generally moderate climate. The temperature variation is from 2 oC to 48oC. The average annual rainfall in the area is about 20-25 cm. The relative 5. (i) Humidity in the area is about 28% to 56%. Planning Brief Planning Concept (type of industries, facilities, transportation etc.) Town and country Planning/Development authority classification. Proposed industry is cement industry (Red Category). Transportation of rawmaterial and final product will be done via existing road and rail network and (ii) cement concrete road will be developed within the proposed project area. Population Projection Temporary influx of people will be there as the managerial and supervisory staff will generally be outsider. A projection may be made by a governmental organization, or by those unaffiliated with a government. (iii) Land use planning Two sites are proposed for the installation of the project near to limestone mines. Based on the allocation of land, project site will be finalized. About 90 % of the land is government and 10 % private land. In option 1st & 2nd total area of plant & colony will be 400 ha. 33 % of total plant and colony area will be covered by green belt. (iv) Assessment of infrastructure demand (Physical & Social) SCL will assess the demand of infrastructure (Physical & Social) in nearby area of the proposed site and will be developed in under corporate social responsibilities programs. (v) Amenities/Facilities 33 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Shree Cement Limited will develop the Amenities/Facilities in nearby area of the proposed project site as per requirement of local people of the nearby area under 6) corporate social responsibilities programs. (i) Industrial Area (processing area) Proposed Infrastructure Two sites are proposed for the installation of the project near to limestone mines. Based on the allocation of land, project site will be finalized. About 90 % of the land is government and 10 % private land. In option 1st & 2nd total area of plant & colony will be 400 ha. 33 % of total plant (ii) and colony area will be covered by green belt. Residential Area (Non processing area) Colony for staff will be constructed. The total area of plant and colony will be 400 ha. (iii) Green Belt Greenbelt will be developed in 33% of the total area of the proposed plant and (iv) colony. Social Infrastructure Proposed project will result in growth of the surrounding areas by increased direct and indirect employment opportunities in the region including ancillary development and supporting infrastructure. The installation of proposed plant will lead to the development of certain local ancillary facilities and consequent employment opportunities. Further the proposed cement project will also lead to the development of market, trade centers, activities etc. In addition to the above, SCL has a track record of engaging the local communities (v) and extending several social services to the nearby villages. Connectivity Nearest National Highway is NH-15 which is 55 kms from site in SE direction. It thus has excellent road connectivity. 34 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Approximate road distance from city/towns i.e. Ramgarh is 13 km in NW direction The nearest railway station is the Jaisalmer, approximately 55 kms from the site. The nearest airport is at Jodhpur (350 kms) The site is well connected with communication facilities like telephone, fax, wireless and telex and as such, no constraints are envisaged in this aspect. (vi) Drinking Water This is proposed to be sourced from ground water which will be treated in RO unit. (vii) Sewerage system The domestic effluent generated will be treated in Sewage Treatment Plant (300 KLPD). Process flow diagram of STP plant 35 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Quality of STP Treated water Parameters pH BOD COD TSS O&G Quality of Raw Sewage 6.0 to 8.0 300 ppm 400 ppm 300 ppm 50 ppm Process description of STP plant Quality of Treated Sewage 6.5 to 7.8 10 ppm 50 ppm 10 ppm 10 ppm Bar screen chamber followed by collection cum equalization tank followed by Fluidized Aerobic Bed Reactors (2 Nos.) will be provided with coarse air bubble diffusion system followed by Tube Settler Tank in the STP. The clear supernatant after disinfecting by chlorination will be passed through dual filter and activated Carbon filter before will be collected in the treated water tank. The sludge generated from the FAB will be passed through sludge digester and dried and the filtrate will be collected and sent back to the equalization tank and the dried cakes will be used as manure. The treated water will be used for plantation activities. (viii) Industrial Waste management No industrial waste water will be generated from cement plant. However waste water generated from RO unit shall be reused for dust suppression and plantation. (ix) Solid waste management No solid waste generation from the cement plant. However, material collected by the dust collectors (Bag Filters) will automatically be recycled in the process. Fly ash generated from CPP will be utilized in cement manufacturing. (x) Power requirement and source The estimated power requirement for the plant and colony will be 44.5MW, for which a captive thermal power plant of 2 x 25 MW and 2 x 20 MW waste heat recovery power plant are proposed to be set up. Till installation of the proposed 7.0 captive thermal power plant, the required power will be received from grid. (i) Policy to be adopted (Central/State)in respect of the project affected Rehabilitation and Resettlement (R & R) Plan persons including home oustees, land oustees and landless laborer (brief outline to be given) Not Applicable 36 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report 8.0 ProjectSchedule and Cost Estimates (i) Likely date of start of construction and likely date of completion (time schedule for the project to be given) The proposed project would be commissioned in two phases. In first phase 2.6 MTPA Clinker, 3.0 MTPA Cement, 20 MW WHRS, 25 MW CPP and 4.16 MTPA Limestone mining would be completed. 18 months would be required to complete (ii) the first phase. Rest would be commissioned in 2nd phase. Estimated project cost along with analysis in terms of economic viability of the project The total investment for the proposed project works out to approximately Rs 1600 Crores. The estimated Investment Cost for the project has been based on the requirement of fixed and non-fixed assets.The details of total investment are S. N. shown in the table below: Description 1 Land (Plant & Colony) 3 Buildings & infrastructures 2 4 5 6 7 8 9 Total Total cost 1st Phase (Rs. In Lacs) Total cost 2nd Phase (Rs. In Lacs) 800 0 Site Development 1000 Furniture & office equipment etc. 500 350 3000 1000 Plant and Machineries 70000 31500 Waste Heat Recovery System (2x20 MW) 6000 5500 Captive Power Plant (2x25 MW) Residential Colony Railway siding & Wagon tippler and Stacker Reclaimer Contingency (5%) 7500 7000 10000 0 8000 0 106800 45580 112140 47859 5340 Grand total Total Project Cost 230 37 159999 (1600 crore) 2279 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 9.0 Pre-Feasibility Report Analysis of proposal The state of Andhra will get revenues in terms of taxes, local people will get opportunity in terms of indirect employment, business opportunity like transport of Cement to the market, fly ash transport, in short nearby people will get opportunity to improve their livelihood. 10.0 ENVIRONMENTAL MANAGEMENT PLAN 10.1 Air Pollution Control Particulate emission from various stacks and material transfer points is the main pollutant from the cement plants. Adequate preventive measures to keep the pollution level of particulate emission to less than 50 mg/Nm3 are provided. Measures taken for control of fugitive emission include: Water spray system in the Limestone crushing section Water sprinkling system in the Limestone preblending (reclaiming) Bag filters at all material transfer points Concreting roads and vacuum sweeping Covered unloading hoppers Silo for clinker, cement and fly ash storage Covered shed for storage of gypsum Open storage with water sprinkling for pet coke / coal storage Open storage for laterite / iron ore. Pollution Control Measures for 1st Phase Stack Emission (Stack Emission: 50 mg/Nm3) S.No 1 2 3 Source Pollution Control Equipment Raw Mill & Kiln Bag House Clinker Cooler ESP Coal Mill Bag House Stack Ht. (m) Stack Dia (m) Temp. °C 150 5.0 240 1350000 60 4.3 275 763000 60 38 1.6 120 Total Air Vol. m3/Hr 160000 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 4 Cement Mill 5 Boiler (25 MW) Bag House 40 ESP 72 2.8 2.3 120 160 Pre-Feasibility Report 875000 270000 Bag Filters/ ESP for Control of Emissionin Cement Unit (Design PM < 50 mg/Nm3) S.No. Location A 1 2 3 4 5 B 6 7 8 C 9 10 D 11 12 13 E Crusher for primary crusher circuit for secondary crusher circuit At transfer tower 1 (From LS Crusher to stacker) At transfer tower 2 (From LS Crusher to stacker) At transfer tower 3 (From LS Crusher to stacker) Stacker reclaimer transfer tower (after LS reclaimer) transfer tower (after coal reclaimer) transfer tower (Near Coal Mill) LIME STONE HOPPER At feed hopper top At feed hopper bottom Wagon tippler At Wagon Tippler transfer tower 1(towards Coal/gypsum Crusher) transfer tower 2(towards Coal/gypsum Crusher) COAL - GYPSUM CIRCUIT Vent / Stack Flow Temp at bag filter 3 (m /Hr) inlet (deg C) Collection Area (m2) Level (m) 827 11.7 58000 50 113 10 7500 50 84 11.7 6000 50 113 10 7500 50 113 10 7500 50 113 6 7500 50 113 8 7500 50 113 6 227 40 170 12 340 113 8 113 8 39 7500 50 15000 50 25000 50 10000 7500 7500 50 50 50 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 14 15 F 16 17 18 Bulk Receiving unit Transfer Tower (BRU to Coal/gypsum Crusher) Raw Mill at Raw Mill building top for raw meal transport RABH (Bag House) G 19 20 21 H 22 I CF Silo silo top bag filter for silo extraction for kiln feed bin PreHeater bag filter PH top Cooler & Clinker Silo 23 Cooler ESP 24 25 26 27 28 29 30 31 32 33 34 35 clinker tank top Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Towards cement Mill Hopper) 2 x 340 Ground Level 113 170 35 227 15 32468 150 227 113 227 65 11.2 37 170 138 13632 49 50 113 113 113 2x 25000 50 10000 100 7500 15000 113 Ground Level 113 113 113 15000 7500 15000 10000 113 10 40 100 100 100 100 35000 7500 100 763000 7500 12000 12000 12000 12000 12000 113 100 100 deg. C With WHRS & 275 deg. C without WHRS 100 12000 113 50 140 Deg. C compound 1350000 opration& 240 Deg. C direct opration 12000 113 Pre-Feasibility Report 7500 7500 100 100 100 100 100 100 100 100 100 100 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 36 37 38 39 40 J 41 42 43 K 44 45 46 L 47 48 49 M 50 51 52 53 N 54 55 O 56 57 58 59 at transfer tower bulk wagon loading (Clinker) at transfer tower bulk wagon loading (Clinker) at transfer tower bulk wagon loading (Clinker) at clinker loading hopper top at clinker rail loading hopper top Coal Mill Raw Coal hopper coal mill bag filter (Bag House) Fine coal bin Fly ash Handling Above fly ash silo Fly ash collecting bin Silo feeding Bucket elevator Cement Mill Hopper Belt conveyor & hopper venting Belt conveyor & hopper venting Hopper Extraction Cement Mill BE, BC & bin BE, BC & bin For Air slides Cement mill bag house Cement Silo Feeding & Extraction PPC silo top PPC Silo bin Packing Plant For packer air slide For packer For accessories of packing plant For bulk loading storage bin 113 10 7500 100 113 10 7500 100 113 10 7500 100 10000 100 170 170 227 2655 8 10000 40 15000 Pre-Feasibility Report 100 50 63 160000 120 170 84 43.9 16.5 12500 6000 70-90 70-90 227 34 15000 70-90 227 10 15000 70-90 170 36 CEMENT MILL CIRCUIT 62 6.85 170 34 227 284 113 15 42 20 16000 10000 4000 12000 15000 20000 7500 42 875000 2 x 113 84 43.5 17.15 2 x 7500 6000 4 x 540 41.5 84 25 113 14 4 x 284 41.5 41 7500 4X 40000 4X 20000 5000 50 70-90 70-90 70-90 70-90 70-90 120 70-90 70-90 70-90 70-90 70-90 70-90 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Bag Filters / ESP for Control of Emission in CPP (Design PM < 50 mg/Nm3) S.No 1 2 3 4 5 6 Location of Bag Filter Coal transfer tower & Grizzle hopper Lime stone grizzle hopper Lime Stone Crusher House Coal Crusher House Between transfer tower and bunker Between transfer tower and bunker Qty (Nos) 1 No. of Bags Total Collection Area(M2) 42 180 289 55.44 238 381.5 110 1 1 1 1 145.2 208 1 Design Temp ( 0C ) 50 50 50 50 275 121 50 160 50 Pollution Control Measures for 2nd Phase Stack Emission (Stack Emission: 50 mg/Nm3) S.No Source 1 2 Pollution Control Equipment Raw Mill & Kiln Bag House Clinker Cooler ESP Coal Mill 3 4 Boiler 25 MW Bag House Stack Ht. (m) Stack Dia (m) Temp. °C 150 5.0 240 1350000 60 4.3 275 763000 60 ESP 70 1.6 2.3 120 160 Total Air Vol. m3/Hr 160000 225000 Bag Filters / ESP for Control of Emission in Cement Unit (Design PM < 50 mg/Nm3) S.No. Location A 1 2 3 4 Crusher for primary crusher circuit for secondary crusher circuit At transfer tower 1 (From LS Crusher to stacker) At transfer tower 2 Vent / Stack Flow Temp at bag filter (m3/Hr) inlet (deg C) Collection Area (m2) Level (m) 827 11.7 58000 50 113 10 7500 50 84 113 11.7 42 10 6000 7500 50 50 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 5 B 6 7 8 C 9 10 D 11 12 13 E 14 15 F 16 17 18 G 19 20 21 H (From LS Crusher to stacker) At transfer tower 3 (From LS Crusher to stacker) Stacker reclaimer transfer tower (after LS reclaimer) transfer tower (after coal reclaimer) transfer tower (Near Coal Mill) LIME STONE HOPPER At feed hopper top At feed hopper bottom Wagon tippler At Wagon Tippler transfer tower 1(towards Coal/gypsum Crusher) transfer tower 2(towards Coal/gypsum Crusher) COAL - GYPSUM CIRCUIT Bulk Receiving unit Transfer Tower (BRU to Coal/gypsum Crusher) Raw Mill at Raw Mill building top for raw meal transport RABH (Bag House) CF Silo silo top bag filter for silo extraction for kiln feed bin PreHeater 113 10 7500 50 113 6 7500 50 113 8 7500 50 113 6 227 40 170 12 340 113 8 113 8 2 x 340 Ground Level 113 170 35 227 15 32468 150 227 113 227 65 11.2 37 43 7500 50 15000 50 25000 50 10000 7500 50 50 7500 50 2x 25000 50 10000 100 7500 15000 Pre-Feasibility Report 50 100 140 Deg. C compound 1350000 opration& 240 Deg. C direct opration 15000 7500 15000 100 100 100 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd 22 I bag filter PH top Cooler & Clinker Silo 23 Cooler ESP 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 J 41 42 43 clinker tank top Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Below Clinker tank) Belt Conveyor (Towards cement Mill Hopper) at transfer tower bulk wagon loading (Clinker) at transfer tower bulk wagon loading (Clinker) at transfer tower bulk wagon loading (Clinker) at clinker loading hopper top at clinker rail loading hopper top Coal Mill Raw Coal hopper coal mill bag filter (Bag House) Fine coal bin 170 138 10000 13632 49 763000 50 113 113 113 35000 100 deg. C With WHRS & 275 deg. C without WHRS 100 7500 100 7500 12000 113 113 Ground Level 113 113 113 12000 12000 12000 12000 12000 113 12000 113 100 7500 7500 100 100 100 100 100 100 100 100 100 113 10 113 10 7500 100 113 10 7500 100 113 10 7500 100 10000 100 170 8 10000 227 40 15000 170 36 170 2655 63 44 Pre-Feasibility Report 160000 10000 100 100 50 120 50 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Bag Filters / ESP for Control of Emission in CPP (Design PM < 50 mg/Nm3) S.No 1 2 3 4 5 6 Location of Bag Filter Coal transfer tower & Grizzle hopper Lime stone grizzle hopper Lime Stone Crusher House Coal Crusher House Between transfer tower and bunker Between transfer tower and bunker Qty (Nos) 1 No. of Bags Total Collection Area(M2) 42 180 289 55.44 238 381.5 110 1 1 1 1 208 1 121 145.2 275 160 Design Temp ( 0C ) 50 50 50 50 50 50 10.2 Solid Waste Management No solid waste will be generated in cement manufacturing process. Dust collected from air pollution control equipment will be 100% recycled in the cement manufacturing. Ash and bed ash generated from CPP will be utilized in cement unit. STP sludge will be used as manure for green belt development 10.3 Waste Water Management No waste water will be generated from Cement Plant as dry process technology will be used for cement manufacturing. Initially there will be only discharge from office toilets and canteen which will be disposed off in soak pits via septic tank. After completion of project work STP shall be installed and treated water will be used for plantation. RO reject water will be used for ash quenching and dust suppression. 10.4 Noise Pollution Control The high noise generating machineries are Raw mill, Coal mill, Cooler fans and Compressors etc. The noise level in the nearby area of these machineries will be around 95 to 110 dB (A). The persons working in the work zone area use ear plugs. To maintain the overall noise level less than 85 dB (A) in the plant area and less than 70 dB (A) at the plant boundary the following measures are taken:Following management plan will be implemented: Proper maintenance and lubrication of plant machineries. 45 2x 2.6 Million TPA Clinker, 3.0 Million TPA Cement, 2 x25 MW Captive Power Plant & 2 x20 MW Waste Heat Recovery PowerGeneration near village Joga Tehsil & District Jaisalmer (Rajasthan) by M/s Shree Cement Ltd Pre-Feasibility Report Plantation all around plant premises. Installation of compressors in closed building. PPEs will be provided to workers. Regular monitoring will be carried out and corrective measures will be taken. 10.5 Hazardous Waste Management Used oil will be generated as hazardous waste from the machineries which will be sold to CPCB authorized dealer. 10.6 Green Belt Development 33% of total plant + colony land would be used for plantation of native species. 10.7 Socio Economics Measures Shree Cement is committed to contribute in the development of basic needs of the local area like education, Health & family welfare, women empowerment, Natural resource management, water conservation, roads etc. For socio-economic development of the nearby village, we have “Shree Rural Development society” to survey the basic infrastructure needs of the villagers like education, medical, drinking water for human beings and animal, roads, plantation and rain water harvesting etc and accordingly financial assistance will be provided by the company to the local authority. 11.0 CONCLUSION Proposed project will result in growth of the surrounding areas by increased direct and indirect employment opportunities in the region including ancillary development and supporting infrastructure. Special emphasis on Financial and Social benefits will be given to the local people including tribal population, if any, in the area. Development of social amenities will be in the form of medical facilities, education to underprivileged and creation of self-help groups. No adverse effect on environment is envisaged as proper mitigation measure will be taken up for the same. 46







© Copyright 2026