
Untitled
-1y'
iw:
t-
I
Manualfor
QualityManagement
Production of High Quality
CassavaFlour
Nanam Tay Dziedzoave
Adebayo Busura Abass
Wisdom K.A. Amoa-Awua
Mawuli Sablah
Editors
GabrielO. Adegoke
Leon Brimer
tw\
Rcs"ar&toN"uish Afrua
InternationalInstitute of TropicalAgriculture
Qwlity MonogementManuol for Muction
of High Quality Cassva Flour
Authors
Nanam TaYDziedzoave
, - G D i p ( M a n a g e m e n t )M, ' S c ' P h D '
B . S c .P, - G D i p ( F d .S c & N u t r . ) .P
Developmentand TrainingUnit'
Head,CassavaProdr-rcts
Food ResearchInstitute,
Councilfor Scientificand IndustrialResearch,
Box M. 20, Accra,Ghana.
Adebayo BusuraAbass
B . S c .M
, . S c . ,P h . D .
Proiects,
Coordinator,SmallScaleCassavaProcessing
(llTA)
InternationalInstituteof TropicalAgriculture
c/o Lambourn Ltd. CarolYnHouse,
26 DingwalR
l o a d ,C r o y d o nC R 9 3 E E ,U K '
Wisdom K. Amoa-Awua,
B . S c . ,M A P P S c .P, h . D .
Head,Food MicrobiologYDivision,
Food ResearchInstitLlte,
for Scientificand IndustrialResearch,
Cor,rncil
B o x M . 2 0 , A c c r a ,G h a n a
Mawuli Sablah
B.Sc',PGDip(Pub|icHea|thManagement)&M.Phi|.FoodScience
Services,
BusinessManager'Technical
Food safety/Qualitysystems,PublicHealth,Nutrition& child Survival
IrrtegrateclProductivityandDeve|opmentcentre(|NPRoDEC)
zth St. Hse.No. 2 AirPortRes Area
P . O B o x M B 6 8 9 , M i n i s t r i e sA. c c r a ,G h a n a
Editors
G a b r i e lO . A d e g o k e
, . Biol.
P h . D . ( l b .F) ,l . M . L . S(.N i 9 . ) C
(
U
.
l
(
.
)
,
M
.
N
.
l
.
F
S
. T( N i 9 . )
M.l. Biol.
Food Mrcrobiology& Food Safety,
Professor,
Departmentof FoodTechnologY,
r ,i g e r i a
U n i v e r s i t oy f l b a d a n ,l b a d a r -N
Leon Brimer
M . S c . ,P h . D .a r r dD S c .( P h a r m )
ChemicalFood Safety,
AssociateProfessor,
University(KVD,
RoyalVeterinaryarrd Agricultr-rral
Rrdebanev9
e ,i
D K ' 1 8 7 0F r e d e r i k s b e rCg, D e n m a r k .
i )tNii,it l,l(ir(iqcrn.tn MoDoal l(i Pro.tuctiott
of High Quotity
Cossovo Florx
ii
TABLE OF CONTENTS
LISTOF TABLES
LISTOF FIGURES
FOREWORD
ACKNOWLEDGEMENT
EXECUTIVE
SUMMARY
TERMS,
ABBREVIATIONS,
& DEFINITIONS
INTRODUCTION
V
V
Vl
VIII
IX
X
I
PARTl:
1.1
1.2
].3
1.4
1.5
BACKGROUNDTNFORMATTON
ON HtcH eUALtTy
CASSAVAFLOUR AND QUALITY SYSTEMS
5
CASSAVA
AND CASSAVA
PROCESSING
6
DESCRIPTION
AND PRODUCTION
OF HIGHQUALITYCASSAVA
FLOUR 7
I N T E N D EU
DS E
]O
METHODOF DISTRIBUTION
2
SETTING
UP A CASSAVA
PROCESSING
PLANT
13
1.5.'lSiteselection
13
1.5.2Building/
Structure
13
1.5.3Equipment
andplantlayout
t3
1.6 QUALITYMANAGEMENT
1.6.1Evolution
of qualitymanagement
1'6.2HazardlQuality
analysis
critical
controlpoint(HACCP/eACCP)
systenr
1.6.3HACCP/QACCp
team
rc
rc
i7
18
PARTll:
HAZARD ANALysts cRITtcAL coNTRoL porNT sysrEM
FOR THE PRODUCTIONOF HIGH QUALITY CASSAVAFLOUR Ig
'HE
2.1 THESEVENPRINCIPLES
OF
HACCP/QACCP
SYSTEM
20
Principle
1: ldentification
of potential
hazards
Z0
Principle
2: Establishing
critical
controlpoints(CCp)for HeCF
20
Prirrciple
3: Establishing
crirical
limirs
23
Principle
4: Monitoring
systenr
24
Princtple
5: Corrective
action
24
Prir-rciple
6: Establish
procedure
for verification
of effectiveness
of tlre
HACCP/QACCp
sysrem
29
Prirrciple
7: Documentation
and recordkeeping
29
2.2 IMPLEMENTATION
OF HACCP/QACCP
29
Quoltty Manoqentent MoDuol fot production
of High euolity
Cossavo Flour
PART lll: PRINCIPLES OF GOOD MANUFACTURING PRACTICE FOR
HIGH QUALITY CASSAVA FLOUR PRODUCTION
3.1
FORHIGH QUALITYCASSAVA
PRACTICES
GOOD MANUFACTURING
B Y S M A L L ' A N DM E D I U M ' S C A LPER O C E S S O R S
F L O U RP R O D U C T I O N
3Z
33
3.1.1 Freshcassavaproduction farm
JJ
3 . 1 . 2D e s i g no f p r o c e s s i nfga c i l i t i e s
33
34
3 . 1 . 3C o n t r o lo f o P e r a t i o n s
3 . 1 . 4M a r n t e n a n caen d s a n i t a t i o r t
34
3 . 1 . 5P e r s o n ahl y g i e n e
3 . 1 . 6T r a n s p o r t a t i o n
35
35
r wareness
and consumea
3 . 1 . 7P r o d u c ti n f o r m a t i o n
3s
3 . 1 . 8T r a i n t n g
36
P R O C E D U R EA
SN D I N _ P L A N TS A N I T A R Y
3.2 DISINFECTING
M A N A G E M E N TP R O G R A M
3 . 2 . 1C l e a n i n ga i d s
3 . 2 . 2K n i v e sp, a n so r b o w l so n P a g e
3 . 2 . 3C a s s a v g
a r a t i n gn r a c h i n e s
3 . 2 . 4M e c h a n i c adl e w a t e r i n gm a c h i n e so f p r e s s e s
platforn-rs
and mechanicaldryers
3.2.5 Sr-rrr'drying
3 . 2 . 6M t l l i n gn t a c h t n e s
3 . 2 . 7S i f t e r sa n d s c r e e n s
, i n d o w sa n d r o o f s
3 . 2 . 8W a l l s ,f l o o r s w
t rogramme
t - ta n a g e m e nP
3 . 2 . 9 D o n ' t so f S a n i t a t i oM
3.3 WATERSUPPLYAND WATERQUALITY MANAGEMENT
management
3 . 3 . 1W a t e rs u P P l Y
3 . 3 , 2W a t e rq u a l i t Ym a n a g e m e n t
36
36
36
36
37
37
37
37
38
3B
38
39
3 . 4 M A N A G E M E N TA N D C O N T R O L O F R O D E N T SI,N S E C T S
( F R U I TF L I E SC, O C K R O A C H E SB, E E SH
, O U S E F L I E SE T C ) ,
SN
, D D O M E S T I CA N I M A L S
B I R D SR
, E P T I L EA
40
3 . 4 . 1R o d e n t s
40
frr-ritflies,cocktoaches,lrourseflies,etc.
3.4.2 lrrsects.
3 4 . 3 B i r d s r. e p t i l e sa n d d o l . n e s t iacn i m a l s
41
IMPACT
3.5 ENVIRONMENTAL
CONCLUSION
)frr/rt ,x1rir(ridrreirl l lo Jt,ri l,)i Pro.latct;otl ol High QLtolity Cossovo Flotl
4i
41
43
REFERENCES
44
APPENDICES
A P P E N D IlX
:
U N I TO P E R A T T OR
NE
SC C O M M E N D E
FD
O RH t G H
45
QUALITYCASSAVA
FLOURPRODUCTION
ANALYTICAL
METHODS
AND PROCEDURES
FoR
D E T E R M I N I NQGU A L I T Y
D U R I N GP R O D U C T I O N
OF HIGHQUALITYCASSAVA
FLOUR
A P P E N D IIX
I I : S A M P L EO
SF R E C O M M E N D ERDE P O RFTO R M SF o R
MANAGING
A N D K E E P I NR
GE C O R DFSR O MT H E
HACCP/QACCP
IM PLEMENTATION
PROCESS
A P P E N D IlX
V : S U P E R V I S OR E
SS
' PONStBtLtTtES
APPENDIX
V: PICRATE
SCORINGCOLOURCHART
+f
APPENDIX
II:
5l
59
66
6B
LISTOF TABLES
Table1. Recornmended
inclusiorr
levelsof HQCFin differentcassava-based
proclucts
1 1
Table2. QualityClraracteristics
and requirements
of lleCF for foodr-rses
t5
Table3. Limitsof contanrinants
andmicrobial
standards
for highquality
cassava
flour
z1
Table4. Hazardcontrolplanand corrective
measLtres
Table5. Waterqualitystandards
40
LISTOF FIGURES
Figure1. FlowDiagram
for highqualitycassava
flourproduction
Figure
2. Typrcal
FloorPlanfor a highqurality
cassava
flourprodLrction
plant.
Figure
3. criticalcontrolpointsin highqualitycassava
flourprodr-rction
(),ialtl/ lvktt)o(jrnr it t\ltIt,tl
ltt Pro.luctiotr
15
22
of High euolity
Cossovo Flou
FOREWORD
Therehas been an increasinginterestin the safetyand qualityof cassavaproducts,
includingcyanogenicpotentialand aflatoxincontamination.In severalAfrican
countriescassava
is grown and consumedas a staplefood. Significant
advances
havebeen made in processingthe cassavaroot into productsfor urban consumers
as well as industrialend-users;and African governmentsare beginning to
recognizethe potentialof cassavaas a food securitycrop,an industrialcommodity
and a raw material for the productionof various exportableand import
substitutionproducts. Over the years, new cassavavarieties,food habits and
industrialapplications
have evolvedleadingto preferences
that in turn influence
consumeracceptability,
market value and market opportunities. Safetyand
Quality are centralto the challengesposed by thesedevelopmentsand much has
been done in this respectthroughthe effortsof variousnationaland international
researchand regulatoryinstitutions,
notably,the International
Instituteof Tropical
Agriculture(llTA in Nigeria,The FoodResearch
Institutein Gharra,the National
Standards
Bodiesof Ghana,Nigeria,Madagascar,
Tanzania
and Zambiaamongst
others.
Safetyarrd quality assuranceof food productsare paramountaspectsof food
production and processingpossibletlrrough implementationof adequately
definedmanagementsystems,
whichaddresshealthhazardsat all the stepsalong
the food chain. lt is thereforetimely and relevantto the developmentand
promotiorlof the cassava
irrdustryirr Africathat thisqualitymanagementnranual
has been developed.High QuralityCassavaFlour(HQCD, is currentlythe most
promising indr-rstrial
cassavaproduct after cassavastarclrand chips, and tl-rr-rs
rightly constitutesthe focus of the manual. The book presentstechrrical
informationon the prodr-rction
and qualitymanagementof HQCF in a systematic
way that makes interestingreading. lt is sufficiently
detailedin content,yet
presentedin a stylesimpleenoughto facilitate
easyunderstanding.
Tlre highlight
of the book is the presentation
of the Quality/Hazard
Ar-ralysis
CriticalControl
Oudlty Moio,jL'iw)i
Nktilut
li)! Pro.tuction
ot High Quality
Cassovo Flour
Point Systemfor HQCF productionin a systematictabularformat that enhances
easeof application
of the systemby any entrepreneur
who is committedto quality
management.
Eventhough primarilyintendedfor entrepreneursinvolvedin cassavaprocessrng,
the conceptsand guidelinesoutlined.providevaluablereferencefor studentsof
Food ScienceBiochemistryand Agriculture,researchscientists,
qualityadvocates,
extensionworkersand other relevantdevelopmentworkers,who would find very
usefulapplicationsfor theseconceptsin their respectivefieldsof operation. This
manualwill be found usefulby regulatoryagenciesin cassava
processing
countries
for settingeffectiveand achievablequality and safetystandardsfor high quality
cassavaflour.
I expect that the knowledgeprovidedherein would sensitizeall stakeholders
within the cassavaindustry - namely, entrepreneurs,end-users,researchers,
fr-rndingagenciesand financialinstitutions,
policy makers,non-governmental
organizations,
governmentagencies,marketingcompanies,farmers,ano most
- to pursLre
especially
processors
qualitywith all the diligencethat is requireclto
increaseconsumeracceptability
and market value;and the positiveresultsfrom
the applicationof the conceptsto stimulatepolicymakers,in Africancountries
especially,
to developpoliciesthat can furtherenhancemarketopportunities
for
cassava
SMEs.
Dr.ClaudeJSMosha
- CodexAlimentarir:s
Chairperson
Commission
Head,Agricultureand FoodSection
Codex ContactPointOfficer
TanzaniaBureauof Standards
QLnltfy MoIq.tit(!it
M.tDtktl fat Pro.l.tctiot,
ol High euolity
Casrovo FIo
ACKNOWLEDGEMENT
The authorsare very gratefulto the CommonFundfor Commodities
(CFC)for
fundingthe publishing
of this manual;the UK Department
For International
programof the Natural
Development(DFID);and the Crop Post-Harvest
Resources
International,
for the fundingprovidedto facilitate
the collection
of the
datathatwentintothe preparation
of thismanual.Manythanksalsogo to the
FoodResearch
Institute,
Ghana,the International
Institute
for Tropical
Agriculture
(llrA, andthe Integrated
Productivity
Development
cenrer(NpRoDEO,Ghana,
for releasing
theirstaffto assist
irrthe production
of thismanual.lt is hopedthat
thisqualitymanualwill guidethe operations
of small-medium-scale
enterprises
(SMEs)involved
in the production
of lrighqualitycassava
flourfor the domestic
and international
markets.
L)raIty llat)..j('r)ent
iil.|rL^tl ltt Productiot)
of High Qudtity
Cossovd Flour
vill
EXECUTIVE SUMMARY
The high qualitycassavaflour (HQCD industryhas iust startedto evolvein Africa
of smallthe profitability
of the growingindustry,
and elsewhere.The sustainability
(SMEs)thatare activein the industryand the goodenterprises
and medium-scale
healthof consumerscan best be guaranteedthrough the adoptionof proper
involvedin the
enterprises
qualityand fooclsafetyprocedures.Cassavaprocessing
productionof HQCF nrust thereforebe comnrittedto the qualityand food safety
of the HQCF.They must also have the right technology,appropriateprocessing
machinery,standardtesting instrumentsand the necessarytechnicalexpertise.
This quality manual was thereforedevelopedto guide small-to medium-scale
of HazardAnalysisCritical
in the designand implementation
cassavaprocessors
(GMP) plans
Control Point (HACCP)systernand Good ManufacturingPractices
the HQCF productionmethods,and explains
for HQCF production.lt describes
in practicalterms the conceptof HACCP/QACCPqualitysystemand procedure
for applicationto HQCF production.The proceduresdescribedin this manual
should help cassavaprocessingenterprisesto implement the HACCP/QACCP
system from the point of root delivery through every processingoperationto
physical
flour ensuringthat the microbiological,
marketingof high qualitycassava
and chemicalstandardsof the productare met. lt is expectedthat the use of this
assist
manualwill facilitatethe developmentof the cassavaprocessingsub-sector,
of end users
rn making HQCF meet the qualityand safetylimitsof all categories
and make HQCF compete favorablywith imported products.lt will also aid
quality
countriesto set achievable
regulatoryagenciesin differentcassava-growing
obiectivesfor HQCF.
Quoltty Monogenient
Monual for Production
of High Quolity
Cos
TERMS, ABBREVIATIONSAND DEFINITIONS
For the purposesof this quality manual,the followingexpressionsor words are
definedaccordingto the codex alimentarius
commissionrecommendedcode of
practiceCAC/RCPlB for generalhygienerequirementsfor food:
Cleaning
The removalof soil,food residues,
dirt, dust,greaseor other
objectionablematter.
Cyanogenicpotential(CNP) of cassava(roots,leaves,stem)
or of any cassavaproduct is the quantity of hydrogen
CNP
ryanide it can possiblereleaseduring processing,storage,
marketingor afterconsumption.
Container
Any enclosurefor food, includingbut not limitedto metal,
plastic,or polypropylenesacsand polyethylene.
Contaminant
Any biological,chemicalor physicalagent,foreignmatteror
other substances
not intentionally
added to HQCF which
may conlpromisesafety.
Contamination
The introductionor occurrenceof a contaminantin food
environment.
Food Hygiene
All conditionsand measuresnecessaryto ensurethe safety
and suitability
of food (HQCR at all sragesof the food chain.
Hazard
A b i o l o g i c a l( e . 9 . p a t h o g e n s ,t o x i n s ) , c h e m i c a l ( e . g .
pesticides,
heavy metals)or physical(e.g.metal fragments,
stones)agent in a food materialor a condition of food
(HQCD with potentialto causean adversehealtheffect.
HACCP
HazardAnalysisand CriticalControl Point:A system,which
identifies,evaluatesand controls hazards. which are
significantfor food safety.
()trtity
Mo.oqcnent
Monuot fat Prcduction
of High
Qudlity
Cassava Flour
QACCP
QualityAnalysisand CriticalControl Point:A system,which
identifies,
evaluatesand controlshazardsas well as potential
qualitydefectswhich are significantfor food qualityand
safety.
Food Handler
Any personwho directlyhandlesfood, food equipmentand
utensilsor food contactssurfacesand is thereforeexpected
to corrrplywith food hygienerequirements.
Food Safety
Assurance that food (HQCD will not cause harm to
consumer when it is prepared or eaten accordingto its
intendeduse.
Food Suitability
Assurancethat food is acceptablefor human consumption
accordingto its intendeduse.
Control (verb)
To take all necessaryaction to ensure and maintain
in the HACCP/QACCP
with criteriaestablished
compliance
pran.
Control (noun)
The state wherein correct proceduresare being followed
and criteriaare being met.
that can be used to preventor
Control Measure(s) Arry action(s)and activity(ies)
defector reduceit to
eliminatea food safetyhazard/quality
level.
an acceotable
Corrective Action
Any actionto be takenwhen the resultsof monitoringat the
criticalcontrolpoint (CCP),indicates
lossof control.
CCP
Criticalcontrol point is a step at which contfol can be
appliedand is essential
to preventor eliminatea food safety
hazard/qualitydefector reduceit to an acceptablelevel.
CriticalLimit
A
criterion whrch
separates acceptability from
unacceptability.
Xf
Quolty MaDogement Monuol fat Production
of High Q.tality
Cossovo Flo
Deviation
Failureto meet a criticallimit.
Flow Diagram
A systematicrepresentationof the sequenceof steps or
operationsused in the productionof a particularfood item.
Step
A point or procedure,unit operationor stage in the food
chain from raw materialto finishedproduct.
HACCP/QACCP
Plan
A document preparedin accordancewith the principlesof
HACCP/QACCP to ensure control of hazards/quality
defects.which are significantfor food safetyand quality in
the segmentof the food chain under consideration.
HazardAnalysis
The processof collectingand evaluatinginformationon
hazardlqualitydefects and conditions leading to their
occurrenceto decide which are significantfor food safety
and thereforeshould be addressedin the HACCP/eACCP
Dtan.
Monitor
The art of conductinga plannedsequenceof observationor
measurementof control parametersto assesswhether a
CCP is under controlor not.
Validation
Obtaining evidences that the
HACCP/QACCPplan are effecrive.
Verification
The applicationof methods, procedures,tests and other
e v a l u a t i o n si n a d d i t i o n t o m o n i t o r i n g t o d e t e r m i n e
elements of
compliancewith rhe HACCP/eACCp plan.
Qualtty Man(lgenent
Monuol for production
ol High
euotity
Cassovo
Flour
xtl
the
INTRODUCTION
The purpose of eating food is to supply nutrientsto the body for the performanceof
severalbody functions.Foodprovidesboth energyand the materialsneededto build and
maintain all body cells and is composed of carbohydrates,proteins,fats and their
derivatives.In additionto these,there is a group of inorganicmineralcomponentsand a
diversegroup of organicsubstances
presentin comparatively
smallproportionsand these
includevitamins,enzymes,emulsifiers,
acids,oxidants,antioxidants.
pigments,and flavors.
Food also containswater which is a very importantcomponentactingas a solventand
lubricant,as a medium for transportingnutrientsand waste,and as a medium for
temperatureregulation. Carbohydratesprovide the major sourceof fuel for the body.
Lipids(mostlyfatsand oils)are a key energysourcefor the body and the major form for
energystoragein the body. Proteinsare the main structuralbuildingblocksof the body
and constitutea maior part of bone and muscle;they are also importantcomponentsof
blood, cell membrane,and the immune system. The main function of vitaminsis to
enablemany chenricalreactionsin the body to occur.Someof thesereactionshelp release
the energy trapped in carbohydrates,
lipids,and proteins.Mineralsare criticalplayersin
the functioningof the nervoussystem,metabolicprocesses,
water balance,and structural
systems.
Consumersconsiderfood productsthat containadequateamountsof thesefood
componentsto be of good quality Thereforelt should be the desire of everv food
manufacturerto producefood productswhich are of good quality.
Since we live in a competitive world, a food manufacturer or entrepreneur must
aim to produce a product which consumers will prefer to that of the competitors
and the way to achieve this is to adhere to processingprocedures that will ensure
h i g h e s tq u a l i t y . C o n s u m e r s a l s o l i k e t o k n o w o r h a v e a n i d e a a s t o w h a t t h e y a r e
alwaysbuying,so it is importantthat a food manufacturerconsistently
produces
food of a certainquality,and there must not be differencesin the food product
that the consumers buy from the manufactureron different days. Food
manufacturers
thereforedevelopa qualityassuranceor a systematic
approachto
food processingthat regularlyand consistentlyproduce a food product of a
certainquality.Of even more basicimportanceis the safetyof the food which is
purclrased
and eatenbv the consumers.
over the years,differentsystemsor approacheshave been developedby food
manufactures
to ensurethat they producesafefoodsand this combinedwith the
Quorty MoDogemeDt Manual fot Production
of High Quolity
Cossovd t
desireto producefoodsof high qualitywill to a largeextentdetermrne
the success
of the food producerin a competitiveenvlronment.Governments
havea duty to
protectthe healthof their citizens,thereforethey set up regulatory
agencieswhich
developand enforcestandardsfor variousfood productsto guarantee
the safety
and qualityof foodsproducedand soldon the markets.
In most parts of Africa, processedfoods are produced both
in the formal and
informal sectorsof the economy.Many well establishedfood
factoriesproduce
processedfoods using modern methodsof food technology.
Howevera bulk of
the foods may be produced by traditionalprocessorswho
use simpler or less
sophisticated
technologiesand equipment. Very often the activitiesof the
food
factoriesare supervisedby the regulatoryagenciesbut production
by traditional
food processorsmay not come under the strictsupervision
of theseagencies.ln
recent tlmes a lot of the productsproduced by the traditionalprocessors
have
been up-scaledand up-gradedby small-and Medium-scale
(sMEs)
Enterprises
who usemechanized
and semi-mechanized
operations
to producethe indigenous
foods formerly producedalmostentirelyby the traditionalprocessors.
Also new
productssuchas conveniencefoodsare being developed
but are producedby the
sMEs. lt is importantthat qualitysystemsare developedand imptemented
by the
sMEs and traditionalprocessors
to ensuresafetyand qualityof their food products
in the samemanneras the modernfood factories.lmplementation
of suchquality
systemsby tlre sMEs and traditionarprocessors
wiil improvethe competitiveness
of their productsand in the long term give them accessto foreign
mafKets.
Cassavaplays a vital role in the food securityof the rural economres
of subSaharanAfrican countriesbecauseof its resilienceto several
biotic and abiotic
stresses
such as diseases,
flood,drought,and low soil fertility.Besidesit servesas
the basisfor development
of smallindustries
providingiobsand wealthin the rural
communities.Cassavaperforms differentroles for differentpeople
in Africa. lt
servesas a famine reseryecrop, a rural food staple,a convenience
food for urban
dwellers,an industrialraw material,a cash crop, and a foreign
exchangeearner.
Governmentsof some cassava-growing
nationsare making efforts to promote
competitiveproductionand processingof cassavainto industrial
raw materialsfor
rmport substitutionand foreign exchange earning. To achieve
this, efforts in
increasingcassavaproductionare being made simultaneously
with increasing
value addition,market diversification
and trade in high-valueand shelf-stable
cassavaproductssuch as high quality cassavaflour (HeCD,
cassavastarchand
dried cassava
chios.
Quoltty Monogement
Monuol for production
of High
euolity
Cossavd Flour
Highqualitycassava
flour hasbeen found to be suitablefor severalapplications
at
householdlevel,for making a varietyof pastriesand conveniencefoods at urban
centersand as an acceotableraw materialfor the manufactureof industrialitems
suchas textile,plywood,paper,packagedfoods,etc. The processingof cassava
rootsinto HQCF as a primaryindustrialraw materialhasthe potentialto jump-start
rural industrialization,
increasemarket value of cassava,and improve farmers'
earnings
and their livelihoods.
Commercialproductionof HQCF is relativelynew in Africaand the technologyis
processors.
stillbeingusedmainlyby small-and medium-scale
Most of the smallscaleprocessorshave difficultiesin productionduring the rainy season,meeting
the quantity,quality and regularityof supply requiredby the industrialusers
becausethe technology has not been perfected yet. In addition, small-scale
processors
have found it difficult to meet the safety standardsset for cassava
productsby the nationaland international
regulatory
regardingmicrobial
agencies
loadand cyanogen.This limitstheir accessto nationalas well as international
or
exportmarkets.The absenceof qualitymanagementsystemsconstitutes
additional
impedimentto resolvingthesequalityand safetychallenges.
However,mycotoxin
is not expectedto be of significanthazardif the HQCF is producedefficiently.
The InternationalInstituteof TropicalAgriculture(llTA and the Food Research
Institute(FRl)have in the past been involvedin investigating
the determinantsof
qualityfor HQCF by testing the technologywith many nationalfood and
agriculturalinstitutions,farmersand end-usersin many parts of Africa,such as
Nigeria,Ghana, Madagascar,Tanzaniaand Zambia. The results of these
investigations
have helped in the set up of the quality and safetyprograms
explainedin this manual.
Thismanuallaysthe foundationfor entrepreneLrrs
to implementqualitysystems;
and spells out hygienic practicesfor the preparation,processing,packaging,
storage,transportationand distributionof HQCF in order to protectthe healthof
high
consumers
and enhancethe competitivemarketedge of SMEs processing
production
qualitycassavaflour.This manualcontainsillustrations
of the HQCF
methods, and the procedure for application of HACCP/QACCP to HQCF
productionthrough the integrationof HACCP/QACCPsystemwith other quality
programsto offer a logicalapproachto the controlof microbiological,
chemical
with HQCF processing
and physicalhazardsas well as qualitydefectsassociated
from the point of root deliverythrough every unit operationof the process.
Quorty M(iliogente1t
MoDUol fot Production
of High
Qudlity
Cassovo Flour
since HACCP/QACCPsystemis prantspecific,the proposedquarity
management
systemmust be appropriatelymodifiedto suit the specificoperations
of eachSME
that apply the concept. A gap analysis,taking into account
the prevailing
conditionsthat havethe capacityof renderingthe implementation
of the proposed
conceptand guidelinesineffectiveshouldbe undertaken.
The guidelinesshourdherp in ensuringGMp during the production
of HeCF as
well as promotethe safetyand qualityof HeCF through
the imptementation
of
food safetysystenrssuch as HACCP/eACCp at the SME level.
lt rs expectedthat
this will lead to productionof microbiologically
safe HeCF of consistentquality,
improvementin the image of cassavaand ensuring its perfect
Integrationinto
industry,particularlythe food sector.
Qualty Monogentent
Manual t'at production
of High
eudtity
Corsavo Flour
PART I
BACKGROUNDINFORMATIONON HIGH QUALITY
CASSAVAFLOUR AND QUALITY MANAGEMENT SYSTEMS
2006
5
Qualty MoDogenent
MonLnl fot Production
of High
Qudlity
Cossavo FI
1.I CASSAVA AND CASSAVA PROCESSING
cassavahas becomean increasingly
importantcrop in many tropicaland semitropicalcountriesespecially
in Africa. This is becauseit is a high yieldingdurable
plantwhich is ableto grow undera varietyof climaticand soilconditions
including
low fertilityand high acidity. Cassavais droughrtolerantand is able to grow on
poor and marginalsoilson whichothercropsare unableto survive.lt is relatively
easyto produce.Once the crop is established,
it has no criticalperiod when lack
of rain will causecrop failure. lt is high yielding,giving high returnof food per
unit of energy input. lts harvestingis flexiblebecauseit can be staggeredfor up
to three years.lt is thereforesometimesreferredto as an excellentfaminereserve
crop.
Cassavaroots have high starchcontent,about 600/0,and it is thereforea cheap
and excellentsource of dietary carbohydrate.Although, the roots are rich in
calcium,thiamine,riboflavinand niacin,they nevertheless
containlow levelsof
proteinwhich can only be improvedby incorporatinghigh proteincontaining
crops such as cowpeas,and soybeansin cassavadiets as a means of protein
fortification.Fortunately,
cassavaleavescontainabout 70loprotein,are alsorich in
minerals,vitamins and all essentialamino acids except methionine and
phenylalanine.The cassavaleaves are therefore used as protein sourcesfor
cassavarootsdiets in many partsof Africa.
Cassavaroots have a short storagelife ancl begin to deteriorateonly 2 to 3 days
after uprooting. Unfortunatelyapart from leavingthe mature roots of cassava
unharvested
in the ground till theyare needed,thereare no commercial
methods
for storageof cassavaroots for long periodsof time. Storageof cassavaroots
undergroundties up usefulland, the roots over-mature,and they Decomemore
fibrous and even woody. Processingstill appears to be the best methocl of
preservingthe highly perishablecassavaroots and for removrng cyanogenrc
(linamarinand lotaustralin)
glucosides
which imparttoxicityto the roots. Cassava
processing
methodsinvolvingdifferentcombinations
of drying,grating,soakirrg,
boiling and fermentationof whole or fragmentedroots reducethe total cyanide
content of cassavaproducts. Cassavaroots contain endogenous enzyme
linamarase,which in contact with cyanogenicalucosides,breaks down the
glucosides
into formswhich are readilyremovedfrom the meal. In undamaged
roots,the linamarase
enzyme and cyanogenicglucosides
are kept apart in the
intactcells.Whilstthe linamarase
enzymeis in the cellmembrane,the ryanogenic
glucosides
are found in tlre vacuolesof the cells. During processing
operations,
()t\1ltty MaDoeentnt
MoDuoi frt production
ol High
euolity
Cossovd Flour
enzymemake
the linamarase
particularly
grating,the cassavatissuesare disrurpted,
contact with the ryanogenic Alucosidesand breaks them down into acetone
apartfrom beingsolublein
The acetoneryanohydrins,
and glucose.
ryanohydrins
water,further decomposeinto hydrogencyanideand acetone. Both are soluble
in water while the hydrogen cyanideis also volatile. These compoundsare
thereforeremovedfrom the cassavameal during dewatering,drying,heating,etc.
to producevery safefood, feed and industrialraw materialssuchas HQCF,starch,
that occursdependson the adequacy
chips,gari,etc. The extent of detoxification
of the processingoperations.Properprocessingleadsto productionof safefood
the marketopportunitiesfor farmers,
productsand raw materialsand this increases
produce
and
can provideopportunitiesfor selfmore
cassava,
motivatesthem to
reliancein supplyof food,feed and industrialraw material.
I.2 DESCRIPTION AND PRODUCTTON OF HIGH QUALITY CASSAVA
FLOUR
cassavaflourshave been producedand used for food preparationin
Traditionally
most Africancountrieswhere cassavais cultivated.Variationsexistin the methods
used for the productionof traditionalcassavaflour but in every instancethe
wherehigh
productundergoes
an extentof fermentation.In communities
cassava
(CND
(CNP)
100mg/kg HCN.o) are
cassavavarieties
cyanogenicpotential
roots are soakedin
peeled
or
unpeeled
cultivatedand processedinto flour, the
for a number of days to ferment,softenand
water (submergedfermentation)
detoxify before they are partiallydewatered,dried and milled into flour. In
communitieswhere low CNP cassavavarieties(CNP < 100m9/kgHCN"o) are
used,cassavaflour is simplymade by slicingor chippingthe peeledrootsand
drying them in the sun. In the productionof the traditionalflours hlcrkopo in
Easternand SourthernAfrica.lofun,fufu and kokonte in West Africa),fernrentation
The finalflour is
of the productcontinuesduring the often prolongedsun-drying.
prepared at the domestic level, as a soft pudding by cooking. This destroys
of public health concernin the flour
amountsof micro-organisms
substantial
in the flour, the
presence
of micro-organisms
the
beforeconsumption.However,
make
flourduringfermentation
low pH and the acidityimpartedto the traditional
suchas bread,
end-users
to whichindustrial
for mostprocesses
the flourunsuitable
put
the
flour.High
pastry,
can
manufacturers
and textile
noodles,biscuits,wafers,
qualitycassava
flour(HQCD whichhasbeen producedwithoutallowingextensive
fermentationto occur is more preferred.
Quorty MonaqeDEnt Monuol fot Productiotr
of High Quolity
Cassovo
HQCF is not expected to be contaminatedwith mycotoxin if it is produced
efficiently
as explainedin thismanual.Thisis becauseextensive
mouldgrowthcan
not occur if the productis dried within the specifiedperiodto moisturecontentof
less than 100/oand stored properly. However some mycotoxin detected in
fermentedcassavachips(kokonte)includesStergmatocyatin,
patulin,ryclopiazonic
acid,penicillic
acidand tenuazonic
acid(Wareing,2001).
HQCF is defined as fine flour produced from wholesomefreshlyharvestedand
rapidlyprocessedcassavaroots.The flow chartfor the productionof HeCF, based
on the method developedby llrA (onabolu et ol., 1998)and tesredin Nigeria,
Ghana,Madagascar,
Tanzania
and Zambiais shownin Fig.1. The full description
of the unit operationsis presentedin Appendix l. Rootsare peeled,washedand
grated, followed by adequate dewatering and immediate drying prior to
milling/grinding
and sieving.Thismethodcan be usedfor processing
high or low
CNP cassavavarieties.only white,creamyor orange fleshcassavaroots or parts
of it should be used.The tasteand odor of HQCF should be characteristic
of the
product.lt shouldbe white or creamin color,odorless,blandor sweetin taste.and
free from adulterants.
insectinfestation,
sand,peel fragments,dust,and any other
imourities.
Quohty MonogentDt
Monuol fot Production
of High
euotity
Costavo
Flour
Freshlyharuestedcassavaroots
t
Peeling
t
Washing
I
i
Lnrpprng
t
tewatering/Pressing
II
l
I
I
€
+
Granulating/sifting
+
+
Drying
Milling
+
Flour
HighQualityCassava
Figurel.
Flow diagram for high quality cassavaflour production
HQCF can also be producedfrom freshlyharvestedcassavarootsof low ryanide
varieties(CNP<100m9/kgHCN"') by peelingfollowedby washing,chipping,
drying,milling,and sieving.This methodmust not be usedto make HQCF from
(CNP>100m9/kg
HCN"q)if the flouris meantfor manufacture
high CNP varieties
Chippingof high CNP
of human food productsor for directhumanconsumption.
"inadequate
immediate
drying
constitutes
cassava varieties followed by
Quoltty Monogentent Manuol fot Production
ol High Q.,olity
Cossovo Fl.
processing"in which insufficientremovalof cyanogensmay occur.Such flour is
not fit for human consumptionbut may be used for non-foodpurposessuchas
manufactureof plywood,textile,paper,etc. Such cassavaflour must be labeled
"not
for food"; and its use in the industrycontrolledin order not to give rise to
healthrisksfor the employeesdue to releaseof HCN in the work environment.
Processing
of cassava
into high qualitycassava
flour is importantin extendingthe
shelf life of cassavaand reducingcontentof the ryanogenicAlucosides
to safe
limits.Although,due to the natureof the technologyadoptedand the machinery
used, SMEs involvedin the processingof HQCF face difficultchallengesin
aclrievingthe requiredqualityand safetyof cassavaflour. However,effortsmust
be made to produce HQCF under hygienic sanitary conditions free from
significant
publichealthhazards.High qualityand safercassava
flour will ensure
consumerconfidencein the oroduct.
It is importantfor operatorsor intendinginvestorsin small-and medium-scale
cassavaprocessingenterprises
to satisfythe nationalqualitystandardsor food laws
set by the StandardsBureauof the countryas well as the regionalar-rdglobaltrade
standards,most of which are based on lso 9000 and the stanclarcls
set bv the
CodexAlimentarius
Commissionof the UnitedNations.
1.3 INTENDED USE OF HQCF
The unfermentedHQCF is useful in the convenienceor fast food industryfor
making a variety of pastriesat 1000/ouse or as a compositeof wheat flour
particularlyfor bread baking (200/oconrpositewith wheat).lt is very acceptableas
raw materialin the food and beverageindustryfor the manufactureof biscuits,
noodles,baby foods,alcoholicdrinks,etc;and as bindingor thickeningagentin
souDsand stews.
High qualitycassava
flour is alsoan acceptable
raw materialin variousindustries:
.
manufacture
of gum,
o extenderfor plywoodglues,
o manufactureof paperboardadhesives,
. glucosesyrup and alcoholproduction,
. sizingin textilemanufacture.
The most important,in termsof potentialsustainable
growth marketis its use for
the manufactureof high-gradefoods (baby food, biscuit,noodles,mearsausages,
bread.etc).
QLtolity MoDogemeDt MoDuot lat Prcduction
of High
euolity
Cossava
Flour
10
Table1.Recommended inclusion levels of HQCF in different cassavabased products
Groupofend-users Product/end-use
Inclusionlevels
in composite
with wheatflour
BreadBakers
(Optimum)
BreadincludingFrenchbread(Baguette) 200/o
Foodfactories
Biscuits
10-500/o
Wafers
I00/o
Noodles
100/o
Cakes
100 o/o
Chinchin
o/o
25-1OO
Meat/fishpie
1 0 - 1 0 0o / o
Buns,Fishrolls
1 O - 1 2 .o5/ o
Puff-puffetc
1O-25o/o
Home Caterers
Restaurants
Stiffporridge(Cassava-Maize
Semo/Ugali) 10-180/o
basein composite
with nativestarch
Others:asadhesive
Industrial
Non food Paper
Factories
Matches(starchresidueis preferred)
O-960/o
500/o
Textile
2O-5Oo/o
Extenderin PlywoodManufacture
30 - 1000/o
Abass
et al.,2000.
ef ol.,1998;Graffham
However, HQCF is expected to meet some minimum requirementsby the
of
consistency
industrybefore it is adopted.Theseincludeprice competitiveness,
qr,rantities.
quality
quality,and all year round availability
in the required
Specific
criteriafor HQCF have been set by the industryflables 2 & 3). The inabilityof
processors
to meet the minimum qualityset by industrialusersof
small-scale
HQCF can be resolvedby adoptinga suitablequalitymanagementsystem.
1 1
Quohty Motngen)ent
MonLnl lor Prcduction
ol High Quolity
Cossovo n
1.4
METHOD OF DISTRIBUTIONOF HQCF
The method of distributionwill depend on the type of end-userbeing targeted,
Outlined below are the variouscategoriesof end-usersand the recomnrended
modesof distribution.
Domestic end-users, home bakers and other low level users
Linkagesmust be established
with identifiable
bakingflour retailoutletsor shops
and supermarkets
for supplyof HQCF.I kg,2 kg, 5 kg and 10 kg packages
may
be usedfor saleof HQCF alongsideother formsof flour suchas maizeor wheat
flour.The arrangementshouldensurethat the retailoutletsmake reasonablebut
attractiveprofitsfrom tlre HQCF sales.
commercial bakeries, industrial and other lorge scare end-users
Consciousbusinesscontactsmust be made with largescaleend-users.Orders for
supply of HQCF must be honored by prompt deliveryto the end-userswith a
reasonable
surchargefor transportation.
The end-usersmay arrangeto collectthe
consignmentfrom the HQCF processingplants.To createa unique trade identity
for HQCF,a maximum weightof 40kg per bag shourdbe adoptedfor deliveryto
large-scale
end-userssuch as biscuitand noodle factoriesthat use other types of
(e.9.
flour
wheat,maize,etc.)in their products. This will help to avoid mistakinq
wheat flour for HQCF in the storeor at the processing-floor.
Commerciol wheat or moize ftour mills
Flourmillsshouldarrangeto collectgrits/granules
or driedclripsfrom the cassava
processing
plants(in unit packages
of theirchoice).lt is not importantto mill the
grits/granules
or dried chipsat the small-or medium-scale
HeCF plantsbefore
deliveryto the commercialflour millssincethe flour millswill blend with other
grainsbeforemillingto a compositeflour.
Expofrers ond importers
Exporters/lmporters
must arrangethe collectionof HeCF in unit packagesof their
choicefrom the processingplant. where deliveryby the processingplant is more
desirableby the exporteror importer,the locationof delivery(door-to-dooror
door-to-por0,a reasonable
surchargefor transportation
and other relatedcostsare
to be agreedupon.
Quahy Manogenle!il
Monuol fat Production
ol High
euolity
Cosravo
Flour
12
I.5 SETTING UP A CASSAVA PROCESSING PLANT
1.5.1 Site selection
An enterprise
engagedin the productionof HQCF shouldideallybe locatedin a
cassavagrowing area or very near it. This is to ensuretimelyor regulardelivery
of sufficientquantityof fresh cassavato the processingplant and avoid spoilage
during transportationsince cassavais very perishable,and to reduce to the
minimum possible,the high transportation
cost resultingfrom its bulkiness.
Specifically,
the siteshouldbe selectedwith the followingconsiderations
in mind:
. all year round availability
of requiredquantities
of cassava
roots,
. eas! and low cost of transportation
of fresh rootsto the plant.
. easyaccessto cleanwater,
o availability
of labor,and
. accessto electricity,
if electrically
poweredmachineryis to be used.
It is recommendedthat a HQCF business
enterprise,
which is to be locatedin an
urban areafor proximityto the targetedmarketsshouldnot engagein processing
of freshcassavaroots but be involvedin drying,milling,and packagingof already
dewateredcassava.Processing
plantsto producesuch dewateredcassavashould
be locatedcloserto sourcesof cassavaroots.
1.5.2 Building/ Structure
The building/structure
providedfor processingshould be spaciousenough to
allowfor free movementof staffand materials.lt shouldalsobe high enoughand
with adequatewindowsor openingsprovidedto ensuremaximumventilation.A
height of about 12 ft (3.53 m) is recommended.lt is also recommendedthat
mosquitonettingbe fixed on windowsand trap doorsto keep out fliesanclotlrer
insects.
1.5.3 Equipment and plant layout
This is site or plantspecific.However,the nraior equipmentused in HecF
processing
plantsincludemechanical
graters,
press(nranual
dewatering
machines/
screw/types,
mechanicaltypes based on hydrar-rlic
systems)or centrifuges,sun
dryingplatformsor mechanical
dryers(cabinet,rotary,fluidizedbed, flash,etc.),
grindingor rnillingmaclrines(plate,attrition,pin. or hammer),and flour sifters.
otl-rersare water supply system (water well/bore hole, storagetanks) piping,
weighing,
filling,baggingand storagesysten'ls.
1 3
I
()ulltLy Manar).ntcnt /tlot1rol fat Pro.luctiotr
of tiigh eudtity
Corsovo Flotil
The layout, i.e. equipment and facilitiesarrangements,
should be such that
operationalprocessesfrom the reception of fresh cassavaroots to peeling,
washing,grating or chipping,de-watering,drying of de-wateredcake,milling of
dry grits into flour, packagingand storagecan flow smoothly.Interruptionsin the
sequence of flow of raw material (roots) and intermediateproducts during
processing
shouldbe very minimal.
Duringequipmentselection
and installation,
adequateconsideration
and orovision
must be given to easeof machine,floor and plantcleaning.Ample spaceshould
be availablefor movementof workersand for preventionof microbialor physical
cross-contamination
of on-lineor final products,and preventionof personaliniury.
Heat exchangers
shouldbe locatedoutsidethe plantwall but within the factory
fence.The peeling sectionof the plant should preferablybe separatedfrom the
other unit operations,possiblyunder a differentroof. Reasonable
distanceshould
(peeling,
be allowed between the wet
grating, dewatering,pressing)and dry
(drying,milling,sifting,packaging
etc)sections.
Consideration
shouldalsobe given
to disposalof wastes(peels,water,and liquor)and to preventinflux of insectsand
rodents.Adequatesupplyof cleanwater,drainagesystemand facilities
for cleaning
and hand washingshouldbe providedinsideand outsideof the processing
plant.
Toiletsshould be far away from the processing,drying and storageareas. A
recommendedfloor plan of machinerylayoutand operational
workflowis shown
in Fioure2.
)rlllttt ilonogetieit,\lt1ntFl
tit Production
of High Quotity
Cossdvo FIour
14
t-tI
'Zr i . =^
ol4
Fn:
i
> , ^ ' Y o J
Q X ! =
I
I
l
v
I
Ii
H"
v
)
C
u
-
(
L
J
c
> :
L
5
;
E E E E ='
E i : a Ee
Y ; I '
r E
F *
> U
-
f
-
F
^
-
g
^
V
L
e
-
--
c
L
ii
n i EF + P =
E o q,g ='- € ; : s E ' 3 e
X
i
a
RE 5€ 5 re:
Il a
-
t >
t :
i . o
t:
t =
ltn
t I F
l ;
t >
-
t ^
H'
fieee€9 t
Eit€e-de 3,
.=
.:
Cr .!l
:l
= E h
L
G
=
A
\J
F
-
i
:
V
R
:
r
r
>
L
:
E
d I
= Ht
_
f
u
3.=
o-
.+
E
ii ,.,qq ao u o
r
r
v
o
a
a
o
o_
o.)
C
=
CJ
v
9
-Y
c
: i i€E ; EEE ;f p i
L L L1 9 6 0 ;
ll bT*TT
C
-
>
liEbbbb Fr E; =-
1f
C
f
tJ-)
'C=
o
l
6 U g E U I p
. E e . .
_J-o!sFb5_p.E
] i 9 E fErP ; EF € *
s)
F
y l Ju c
L
I E
=
u
-
ro g);
.E =
A
X
LE' E A
-F?o, E
E o,g! p h F
9
F
;
!-x - I
F
a ;s
m F r r c
'.=J
.
O
F * T E
C
II
l
=
E
"aP
I
l
E
a
*
G
l
6
^
o
v
0.,1 m
G
L.,i
a
a
ri
a
ii
' =ll
a)
EG
qtr
e
G
.olL
o.9
; g
E :
E E
;o.
!
o :
o :
!
r1
-
9 )- - l .
| ; ;
l
>
L . _ . . -
-
t
c
E 5
OJ
'. -9 6 G
-,
t ! >
o_
.;n
^i
I
l
qJ
=
r
i!
15
l
Querty Monoqenidtt
M<nLtol lor Production
of High Quolity
Cossavd
1.6 QUALITY MANAGEMENT
Quality is the fitnessof a product for use by consumers.The nutritional,sensory,
safety,convenience,
aesthetic
and healthvaluesof HQCF must be maintainedfor
as well as individualusers.
all customers industrial
1.6.1 Evolution of quality management
The managementof qualityhas gone through distinctphases- from being a
purely inspection-based
control system through assuranceto total quality
management.The observedinefficiencies
at each phaseled to the evolvementof
the next phase. The identifiablephasesof the evolutionprocessare:
. QualityInspection
. QualityControl
. QualiV Assurance
. TotalQualityManagement
Under qualityinspection,inspectionof goods and services-tomake sure that
placeat the end of the
what'sbeing producedis meetingall expectations-takes
of a
operationsor process.Under such a system,one or more characteristics
product are examined, measured or tested and compared with specified
requirementsto assessits conformity. Products which do not conform to
specification
may be scrapped,reworkedor sold as lower qualityitems.
The limitationof this systemis that it failsto addressroot causesbecauseit is an
after-the-fact
screeningprocesswitlr virtuallyno preventioncontent. In quality
inspection
afterit lrasoccurred.
the problenrrs addressed
This limitationled to the enrergence
of the secondphaseof qualityn-ranagement
wlrich is qualitycontrol.Under a systemof qualitycontrol,producttestingand
docunrentationcontrol became ways to ensure gfeater processcontrol and
increasedconformrty.Typicalcharacteristics
of such systemswere performance
data collectioir,feedbackto earlierstagesin the processarrd sellinspection.
carnewith a shiftfrom productqualityto systemquality.Here
QtralitvassLtTance
what is beirrgdone and the systenr
an organization
setsup a systemfor controllirrg
part of this
rs ar-rCited
to ensureit is adequateboth in desigrrand use. A n-rajor
slriftis the useof both secondpartyand third partyauditsto assess
the efficierrcy
jor
characteristics
of the system. Tl-renra
are the use of quality manuals,
procedures,work instructions,
quality planrrirrg,
aucjitsetc. llre funclamerrtal
qualitycontrol is
rruhile
differerrce
is that qualityassuranceis preventior-i-based
irrspection-based.
1lfinrf.' I lirxni.rni !r MoDirii t)r Pro.l.tction
of High Q.tolity
Cossovo Flour
1 6
In addition
Totalqualitymanagementis the highestlevelof qualitymanagement.
quality
of quality
it
involves
the
application
of
assurance,
to all aspects
Totalqualitymanagement
managementprinciplesto all aspectsof the business.
be appliedirr everybranchand at
of qualitymanagemerrt
requiresthat principles
going througha total
orgarrizatiort
everylevelin an organization.Typicalof an
q u a l i t y p r o c e s s t h e r e w o u l d b e a c l e a r u n a m b i g u o t - l vs i s i o n , r e d u c e d
excellentsupplysystem
barriers,more time spenton trairring,
interdepartmental
quality
is not just productqualitybut
that
and realization
and customerrelations,
includingsales,finance,personneland
alsothe qualityof the whole organization.
(Zhang,
1997).
functions
othernon-manufacturing
1.6.2 Hazard/Quality analysis critical control point (HACCP/QACCP)
system
The Hazardanalysis
criticalcontrolpoint (HACCP)systemis concernedand deals
primarilywith controllingand ensuringthe safetyof food products.lt is a scierrtific
for their
approachto identifyinghazardsand providingmeasures
and systenratic
control to guaranteefood safety.lt involvesmonitoring and controllingof
materials,and processeswhicl'rcould lead to a compfonrisein the safetyof the
and
final food products. However,from the standpointsof food nranufacturers
consumers,the quality of food is as important as the safety.Despitethat food
quality systemsare often complicatedand expensiveto inrplement,food
that
implementthem as a matterof priorityto produceprodutcts
manufacturers
meet the minimum qualitystandardsand in corrpliancewitlr the food and drug
are to be consumed.Quality
regulationsof the countrieswhere the prodr-rcts
by relyingon simple
Analysis
and CriticalControlPoint(QACCP)'"vascleveloped
to addressboth tlre qualityas well as the safetyof
br-rtwell plannedteclrniques
food products during processing.The HACCP/QACCPsystem therefore falls
r-rnder
as weil and can be appliedduring productionof HQCF.
QualityAssurance
t
I
j
1,
The application
of QACCP systemto HQCF productionthus ensurescontrolof
flour
proceduresto produrce
high qualitycassava
inpr,rtmaterialsand processirrg
This control may, very well
that meets the predefinedquality characteristics.
ensLrre
chernical
safety
cultivarto indirectly
includefor example,controlof cassava
prodr-lct.
tl'rroughlow cyarridecontentof the fir-ral
'e
]l
IS
ry
ls,
ol
of tl-reqiralitysystems,it is often inlportantto inrplenrent
To eirsureeffectrveness
qr-rality
piogramsirr HQCF pioductiorrbeforeHACCP/QACCP.
sonreprefeqursite
(GMP) and
Practice
progranrsare Good Manr,rfacturing
Iwo of sucl-rprereqirisite
is
1 7
I
generalprinciplesof FoodHygieneor Good Hygienepractice(GHp).Eventhough
HACCP/QACCPcan be simplifiedto a levelwhere it can be easilyimplemented
by SMEsusingtechniques
suchas measurement
of pH with pH paper,timingof
operations,
physicalobservationand inspections,
etc,it often stillinvolvesextensive
docurnrentation
and laboratoryanalysisof sampresfor verification.
HACCP-like systen
To simplify the system further for ease of implementationby sMEs, the
HACCP/QACCP systenrsfor producing high quality cassavaflour may be
implementedwithoutthe 6th and zth principres
of HACCp,i.e.with no rigorous
record-keepingnor verificationschemes.However,emphasisshouldbe placedon
identifyinghazardsand their criticalcontrolpoints,establishing
criticallimitsfor
preventivemeasuresand a monitoringprocedurre
(Forsytheand Hayes,1g9t).
1.6.3 HACCP/QACCP team
EverySME involvedin the producrionof HeCF should have a HACCP/eACCP
team in placeto carryout the HACCP/QACCP
implementation
and monitoringas
well as taking correctiveactionswlren necessary.The team should have the
appropnateknowledgeof HQCF productionand expertise.lt should normallv
consistof:o An externaltechnicaland independent
advisoron HACCp/eACCP
r operationsor ProductionManag"r--l
At leastoneslrouldhaveFood
- Sciencel
r QualityAssurance
Microbiology
Manager
or Food
,
Chentistry/
Biochemistry
background.
I An Agronomist
)
o
r
o
Engineer,Equipnrenior MachineryTechnician
Marketing/Distribution
Manager
junior
Supporting
Staff
This multidisciplinary
team shouldbe given strongsupportby top management
and should have very firm commitmentto the applicationand funding of the
HACCP/QACCPapplication. The teanr should meet regularly(possiblyonce
every month) to reviewperformanceof the qualitymandateand maintainthe
consciousness
of the entireworkforceto qr-rality
and safety.
Quolty Monaqetn.-nt Manuol far Production
of High
euolity
Cassqvo Flour
18
PARTII
)
l
S
I
r
P
l5
le
ly
HAZARD/QUALITY ANALYSISCRITICAL
CONTROL POINT SYSTEMFOR THE PRODUCTION
OF HIGH QUALITY CASSAVAFLOUR (HQCF)
rd.
ent
the
nce
the
20,06
19
(lnilty
M.t1.tqcfitat
Mottkll fot Pro.l.lctiotr
of Higl, Q.tdlity
Coss(
2.I THE SEVEN PRINCIPLES OF THE HACCP/QACCP SYSTEM
The HACCP/QACCPsystemfor productionof HQCF dealswith identificarion
of
hazardsor unit operationsthat if not properly handled can cause food borne
diseasesor qualitydefects,and taking actionsto preventand controlthe hazaros
to guaranteequality and safety. The hazard/qualityanalysisand criticalcontrol
pollt systemshould be applied to all stagesof HeCF chain; raw materials,
harvesting,processing,
storageand distribution.As a hazardprevention-oriented
measure,the system is cost effective,reduces product loss due to spolage,
promotesthe quality and safetyof foods thereby enhancingconfidencein food
businessand trade. The seven guiding principlesof this systemto which the
HQCF productionprocesses
are subjectedincludethe followinq:
Principle l: ldentification of potential hazards/quality defects
All undesiredmicroorganisms,
toxins and quality defectsassociated
with HeCF
must be identified; for example HQCF should be free from unacceDtable
biological/pathogenic,
chemicalor physicalcontaminants.
Fertilizers
and oesticides
that may have been used in the cassavaproductionshouldnot leaveresiduesand
heavymetalsin the HQCF at qualities
whichmay constitute
healthhazards/quality
defects(seeTable3). High qualitycassavaflour should be free from pathogenic
microorganismsand should not contain microorganismsor their products
(nrycotoxin)
in amountshazardousto human health.lt shouldalso not contatn
naturalplant toxins (e.g.,cyanogens)above the limitsallowed.Proliferation
of
spoilage microorganismscan occur on fresh roots not processedsoon after
harvesting.Similarly,
if the processing
is delayed,unwantedmicroorganisms
may
irrvade the cassavaroots and on-line products cause fermentation,pH dr-op,
increasein acidity,bad color and repulsiveodor. lt is importantto identifythe
potentialhazards/quality
defectsassociatedwith the HeCF at all stagesof the
productionand iderrtifypreventivemeasuresto control them. The shelf,lifeof
HQCF dependson the moisturecontentof the final productafter drying.The
higherthe moisturecontentsof HeCF or of its intermediate
products_ chipsano
grits,the shorterthe shelflife.Chipsarrdgritsmust be driedto a moisturecontent
of 100/o
or lessand if not milled immediately,
shouldbe storedin cleanairtiqht
bagsto avoidmoisturere-absorption,
growthof mouldsor weevilinfestation.
Principle 2:
Establishingcritical control points (ccp) for HecF
Every small- or medium-scaleHeCF enterprisemust strive to iclentifyeacn
processingstep or procedure,from harvestingof cassavaroots to distributionof
HQCF,which wherr properlymanageCor controlledcan l-ielpin eliminatinqor
Qualty MoDogenrcnt l,loDjol kt productiot,
of High euolity
Cossova Ftour
Z0
minimizingthe occurrence
of the identifiedhazard/quality
defect.SinceCCPsmay
vary from one enterpriseto the other dependingon the processingtechnology
adopted,the raw materials,types of machinesin use,and the environment,etc.,
the associated
CCPsneed to be idenrifiedby the HACCP/eACCp team of every
processingenterprise.
Understandingthe operationalproceduresfor HQCF productionas presentedin
AppendixI will be necessary
in identifyingcriticalpoints(CCPs)that have major
effectson qualityattributes,the necessaryqualitycontrolvariablesduring HeCF
productionand in settingup appropriate
preventive
measures
againstoccurrence
of safetyand qualitydefects.
Previousinvestigations
by llTA,FRI,and CFC-proiects
in somesub-Saharan
Africarr
countries,includingGhana, Madagascar,Nigeria,Tanzania,and Zambia have
helped in identifyinssome of the vital CCPs for the productionof HeCF. The
resultshave been used to developthe HACCP/QACCPplan shown irr Figure3.
In the figure. CCPswere identifiedat the pointswhere contaminationfrom raw
materials,
handsof processors,
and equipmentmay occurduringprocessing
from
raw materialsupplyto packagingand storageof finalproduct.Somecontrolplans
and correctivemeasuresfor theseCCPsare thereforesuggestedin Table4. The
correctivemeasuresare to be institutedwhere the occurrenceof more than the
acceptablelevel of hazard/qualitydefect (suchas in Table3) is envisaged.SMEs
involvedin HQCF productionbusiness
can thereforeuse Figure3 arrdTable4 as
guidesto establish
CCPs;designgood controlplans,and set up propercorrective
measuresfor their HQCF productionschemes.
21
r)'ainv Al',jatpnriit
M,iltool t'ot Prod.tction
of High Quality
Cossovo Flol
< CCP
Peeling
( M u s t s t a r tw i t h i n 1 2 h r s o f h a r v e s t i n g )
Cassavapeels
+
< CCP
Waste water
Chipping method
F o ro n l y l o w C N P v a r i e t r e s
lCNP<100m9/k9
H C H , ),
(Could be rerycled)
(Forany variety)
Slicing/chipping .1
Grating
< CCP
Any variety,
irrespectiveof CNP level
De-watering
< CCP
W i t h i n I 0 n r i n u t eo
sr r,rntil
m o i s t u r ec o n t e n t i s4 5 - 5 0 0 / o
Liquor
( P r o p ed
r e t o x i c a t i opnr i o r
d i s p o s a rl ,n a x . 1 0p p m )
+
Drying
( l n t h es u no r w i t h s o l a r .
< CCP
c a b i n e ot r f l a s hd r y e r s o
;r
Lrntrl ntolstLJrecontent ,: 1 00/b
|
€assavagranules/grits
I
Milling/Siftin9
Packagirrg
+
+
Storage
< CCP
< CCP
Transportirrg/Marketirrg
Figure3. Critical control points in high quatity cassavaflour production
22
Principle 3:
Establishingcritical limits
Criticallimitsare targetlevelsand tolerances
which shouldbe met to ensurethat
the CCPs are under control to produce HeCF that meets the
expectedquality.
The raw materialsand online-products
have some criticallimitsttratwill ensure
HQCF produced meets the defined quality.For example,fresh
cassavaroots are
expectedto be white or orangefleshwith starchcontentof about 75 800/o(DM
basis),moistureof about 65-7o0/o.
Dewateredor pressedcake should have pH of
5.8 - 6.0 and a moisturecontentof 45-500/o
or lessbeforedryrngin the sun or
rn mechanical
dryers. Table2 showsthe qualityrequirements
of most end_users
for HQCF while Table 3 shows the regulatorylimits for important
chemical,
biologicaland physicalhazardsin cassava
flour (not only HeCD as set by many
countries.
Table2. Physical and chemical quality characteristicsand requirements
of
HQCF for food uses
Characteristics
levels
(a)
(b)
Moisturecontent(MC)
StarchContent
\C/
Totalash on dry matter basis,maxinrum
Acid insolubleash,nraximun-rby nrass
Totaltitrate-able
acidity(as lactic)
(d)
(e)
(|)
!1O o/o
65-70o/o
3alo
0.'150/o
< 0.25o/o
(i)
Crude fiber on dry nratterbasis,nraxinrun.r
PastingTemperaturre
Cook PasteViscosity,
mtntmLtnr
Totalcyanogens(CNP)
pH
(k)
Particlesize
(g)
(h)
(i)
20/o
< 740C
740 BU
S 10mg/kg HCN"q
> 5.9
_
250t 500 p
Or at least9oo/oby nrassshall
p a s st l r r o r r g h0 . 6 n r r r sr i e v e
A b a s se t a l . ,1 9 9 8 :G r a f h a n re t a l . .2 O O O
23
QLkilttyA,lotdUentiD! Mat)t)ai ht prod.rctiot,
of Higl, euolity
Cossovo Fh
Table3. Limit for chemical,biorogicarand physicarhazardsin cassavafrour
(a)
(b)
Chemical (heavy metats)
Lead
Arsenic
(c)
Copper
(d)
Mercury
Tin
(e)
(f)
(g)
Maximum levels (mg/kg)
0.1
0.1
5.0
0.01
15
Zinc
s0
tron
22
Maximum microbial counts kfutg)
Biological (microorganisms)
(h)
Totalplatecount
r)
Coliforms
(r)
(k)
o
(m)
(n)
(o)
(p)
104
Escherichiocoli
n2
Nil
Solntonella spp
Y e a sa
t nd mould
103
Nil
Stophylococcrlispp
Vibrio choleroe
Mycotoxin contents
Nil
Nil
Maximum levels (pglkg)
Totalaflatoxins
AflatoxinB1 (not expectedto be a problenrin HeCF)
Other contaminants (physical)
Metal ffagments,wood or leaf pieces,sandsor stones
10
5
Nil
T a n z a n i aB u r e a uo f S t a n d a r d s2, 0 0 5 ; S a r r n e
i t a l . .2 0 0 5
Principle 4: Monitoring system
In everycassava
processing
enterprise,
theremust be a hazarcl/quality
controlplanto
ensurethatthe criticallinritsor setstandards
of HeCF are n.tet.periodicmeasurerrrents
or obseruations
of the CCPduringeaclrproductionmust be done.
Principle 5: Corrective action
When tl-rei-esultsof the periodicnreasurements
or obseryations
show that any
particular
CCP is deviatrrrg
from its specified
criticallirnits,an appfopriate
corrective
actionnrustbe effectedimn-rediately.
Thisrl.:y involvechangeof raw nraterial,
pfocess
or nrachineto keep tl"reCCP under control in orcler to avoiclarry associated
hazards/qtlality
defects. Productsmaciewlren a CCP was out of controlmust be
renroved,
rlarkedunfitand docunrented.
Table4 showsa reconrntended
hazard/qurality
controlplanfor cletectirrg
lcssof controi
at the CCPsand the corrective
measLrres
thatshor-rld
be usedby the HACCpieACCp
tearn.Jhe reconrmended
corrective
actionsare basedon fielclexperience
of FRIand
llTA rn tire application
of the HeCF proclr_icfion
technology
and CCpssuggested
irr
Table3.
)A
I
a
o
l
c
U
';
i6
vf c3c _o .q eo : -
q
C
O
C
Y :
!
EtE
=8F;
?
E
r;.E
Fs:,
iEE:=
: € 5 ' - e : b E l :FEi ;sE;E:
;iyi:Et=t
o - .
> I9ti >€-o
U
C
c
;
r
OL
U
O
6
;
Y
o
d
o - .
o
d 5 6
^E
=X:
- : 9 /
! 9 o'lf: U:6d
X Ei q'9EX;3
: d j ! r u ! : 6 : + *
; i v) =1 9 - ; 6 * \ ! =
,Y
-
O
O
L
;
a
H 9 3
o 5 o
o 6 0
= 3 P
i : R
U : ;
:
Pq=EFiteeE
; E b
-
E
Io
cc
i
o
c
fo
d r n c 3
< = = = g
.-;
; - ! 9 o c >
C
* 9
o A v
-
rc oo
f
r
q > 3 : U
I
c
U D
f
;
! -
>
c
c +
4g E d ; . - i :
ou ; :,g
9 E o o j y
_ 15 - " E E9 ;
c o ; t r o i
I
I
91 L
> = o
)_
E
3
rl
3
.cE
o
g
l : I a
!
oi- >
v
o
rl
9
0
i
f
d o
u < e
!
'e
L
> :
o
: i o
!
o
u
i
l
o
.
:
E X
-tr
a\!
U
o
U A
C
6
rl
t)
0
5
-o
; v
o o
E
3
I
ta
q,
c -
> :
o
.>
c
O
*
o -
a
aE:
.i x;
>.9;
.:
E
,9
>o a = LE- ! E
c
th
iil
G
q)
- E I * E :
E
o
c
3
0)
i i , a F a - @
:
r> a" :E! -i t[ : t
.z
to
r'1ts
o
o
o -: o
t = :
@
3 y d i
N O
- a
r i o c
tny
live
:e5s
ted
L^
Uq
s
0.
o
o_- 9 c
!
_ > "
!
U U
!
:
4
C
4
'
-
F
^
_ ;
;
=
O
U
E
-
.z
C
*
E
o
3--
;
6 a
>
N
G
I
+
q,)
_o
*
n3s
-
u o !
= s E
o
o
i c
o o
€ c c
o l O
g E 9
6 : z . !
:
;
_q
-
o
u = 6 ;
d a - l J
u l l
o o
!
z -.
a ! s
+ 9 :
=
^-
g !
u
U i !
9 F l
c _
a
o
=
;
eE=
!
uiiuZ
C
c
6 ,:
- a y o ;
L !
rtrol
-CP
and
d rt.t
= 3 - E " E id
= >
!
a
o
1
> X
. : F - a
o
l
L
o
I
c
9
o " - i
- o
c t
o
tr
, = ; *
*
I
o
o
I
: 9 b .
E !
-
in6-q
- . -
: r F i
o
Cl o
>.!
, t 9 n
= > o o
;i; tr:
u ; Y Y
a
!
o
u
3 E U
3 Iu a
o
; - 96 e
6
d - <
J
! !
(;<
a
= = U
o
q
,EEe
"u E
c
|iU
25
()!ttltty 14onotlctr.nt M(]t)lol fot Production
ol High Qoolity
Cassovo
.9
> i
-
F X
: i *oGf i d i
!
Y o
E
A ^
L
E&
!
-
E-
;::;;€:rt:3s::
o
E r !
j S E :
! l o r c c '
I
:5Ja:5;5;IflJ33
u
7 z Y
> -v > :
o
9'! ;
-
@ C : ; ;
=
c
: FE OYT E - u! C: ;O €o &a =
Fp-.E
Y i a '
e i3' b: = a - :
6 F
= _
a
i
= - =
j
a q r c . e
:.i>r
a o & U
o
-
2
i
< *
<
o
> Y
>
5 € E E * H i i :-
z - ;
t s o 6 ;
t r :
=
-
i
= oo-i
c
bi qB
L :
= i
o : *
- - . : o " ; c @
- 6
* - 9
: d + - c
Y ; + ! Y : A +
F i ; ;
i * n l
t r o e i
+ : s i
e Y - , = ^ 9 : +
o
o
X r
< !
a
u
a 0
o
-
> 6 -
i , - ;
6 l - d
o
E
0
q
'c
o
X r
< €
i Y o
=
F.Y
L ;
-
J n
- 9 0
-
.9y
=
c
z
z : ? z i
S
n i
I
o
c
6
o ! ;
o
6 - 3 :
Y
c
o
=
o
o
.=
:
^ g :
: c ;
6)
q
C
f
i
o
1 -
@ o o
€ Z o !
o
L
6 c
-
d
E
E
s
a
c
9 a
o c c
o r !
u o o
: 3
Y
9
!
a
-3
t =
c
;
.9
- c
i €
E &
o _
9 E
- Q Y A
l o U s
t
h
>.=
o
=
o
p
> i q ;
E r i ! o-3
-
!
=
- 7
> U.' U
. o!
a
-
E P
9 ! 3 E !
u
! _ o
o
2 9
t
_ - -E ;
-
\/c
c,
o -
=
'-;
o
Y
c
- y o
- - -
@
? ;
-c - a
a
". -;
>q 9a
Fo.g
=!r<
oli >
a
a
i
J
:
!
-': -
3 :
:
:
- q -
.
uoE
!
-
-
=
=
f
t
1 rt a : ; : : : ;
; : Y ^ o - = -'
:
=
-
o
a
:
ri.rtii!/ trtrl).tqr1ii(1t! l/1ot|tklt hr Prodatctiorr of High euotity
!
- ! ; , : A = a i - p
a
E
J
-
x- ^\"--"+,3u
c
1
o
?
:
!
F39:;>taii
^
:
a
c
o
;;
+
= r o Q }- ; O
Y - 5
-3!'
- : Q
o E o
- F
9 Y u
=
-
-
o
;
=
L
I ! E :g ; g c! i
I
a
E'6!2
: : Y
F- E.+
! - 3 :
J ! i
i
- \ :
- !
rc L!
u
-
6
C
!
" ' E
s g
F
.:
j
E .
; . , 6 7 ?
o
E
a o
O
F
'
o
il
E i i 6y ! "
- =
o > 9 o
6
C :
a
o.r<
o
- P 9
i
3 T
o
.2 O
g_9 g
Carsovo Floarr
26
; g
o o
;!s5;
c
.E
E
c t r a l ;
n
I a:s 6
'tr
o
q : € E 9 o
l
o
Y
6
x
6
o
:
!
i
s<
c
Q
9
5 ! :
> . 9
o t
!
O
!
"
O Y - ^ . + 2 = ; =
tr::;:{c
Q - .'l
E
*.E=-;Ei€s-'€'
5a[-E&bfU-o69!
=
_ Y
o
!
l l c 6
1 l € c
O
= . 9
a >
Y X : X X r c
o x F i Y =
d F ; d : o
o 6 6
a
u
=
Y
q
G
9 6
-
o-!
E
Y c
-.;
=
; :
o
E P E c
:c !: >1 o- r : . e^ l- <c ^9o
E
=
=
>'6 agEb
> H
- !
= - l - l
::
D
E t r t r d X
o
C
tgg>€
g
o
d o
;'a i;%
I
Pg 3 g : >
9 ! P
3 b OHC 9
o
J C
P
o i . ^ :
9a
P' *
d
c ! !
r c !
o
o
c
; X
=
oJ>
d
i Y ; ^ o =
>.c
.=
c
c
q
l
o
-d ;Z f i r E
> : ^ e : > .
6 6:-! d!
i - ^ . " - '
: a 3 6 a
. - :
> r !
. i if , E ? d E ;
c
6 t U c ;
-
'
9
6
c
=
3
o
I
-
c
t
c
E+F+
=E
>;:
;
ai
;
=
E
3
^
! !
>
E
c
E; U- b
!
F - :
E
.=
.
P p = !
_
; -9.U 9.
t !
< . 9 ! e !
o
EE
N
-
; 9 -
:
a ;
,
;
6
6
- N
-
!
--a E;=
I s 9*i 5
! 6 ! u - o
;
- r : g i ^
E
=
o
zirtize .i::5:;;
- : : 3 u
!
-
C
-
-o
== ^t
: - - 1
E ; : '
a o !'.i
:i EY
"u E
e
6
6 '
j
r u
X J = c ! X
do+;-
=
-
-1=
J
U !
f
C
d- 6;ri
J-'-
a;A
-
i = E v i
. x
r
c
a
il
^
-
2 = -3 - : o
r
n o
y o : o o
U !
Y ;
r c
"c :
v F :
o x ^
U ' ;
Y '
- : ; i ; ' i ; ;
&;c,i;:na
|
!
I|
- : o
?, :; ! o^ ;, io i
Il
Ll
rc -6 . : ^ 6
, . v 9 - ; €! * 6 ;= ; 6g
f
:;e
3iE -
: e
c o - ! < - : E
- ) L t
q-
-
!
i^ o!
e J q o - P l o -
" Q . . a : Y - = 7 .
l - sE "- :eiE
E i E EI - -- tF
- 6l € ;
-€
lr
I
=
a
o
?-7
I
!
= ;
€ ? s' =i ; e ; b Z z i n=gt ? ' i : ;
i ?
i i;
a i a 9 + e l ; .a
Vi - - E : l i - - 1 i ; : E l t i l
= o i ' : ; ; i i - < o Y 1 q : i r
-eEo"U
---.-.^
9 O
-
o= :u
; ! g : - :E3 ?E ' r { s! +qt T
- , I
>
_
o
(_,
c
6
o E
;
:
.- e : o
!r
c
o
o
<
F o
trt: ''
a
.z
h-
"
J . ; i t r X
= " " Y O
E
9
c .
-. o 6
= . t :
> ;
6 u
a ; ; :
, o * ^ q
0 9
c f
o,jiii,;o
l-lY6
E
l
o
- - a:39
o ! o ;
c
o
c
A >.AO
c o
o o t r
o ! ;
o
O
-
G
:
]s:E€:*
o E
J'
a
. ^ a a
()Lrllttt'Monolr't1t(Dt tulatilrtl fot Pro.luctiorr
of High Quolity
Cossovo t
o
o
o
'
c -
I
'c
o
-.E
I
I
-
f
o :
> v
!
!
o
o O
o",
E
P
x<
O
A v '
o a o
o
c
d
C
U
O
o
d
a*
d D
dp
@ Q
G O
!
E
P
o d o -
R
r y- P
,F
c
c
C
! o
a o
o o
a i
E
E
a
o
; g
< oo_
- o
c -
o
- 9
: = x "
a
9riZ h -l'Z
3
o
; c .
c t 9
T
6
i
);
O
E
+
- !
E 9
,98
c
!
C
U
s
c !
B Eb
o
E
.9
E
E g T
c Y ;
3
i
>
E d--E
-ii
!
o t r o
o
-i!
a + Z *
o c
9E il r
y 9gln s{
> : '
c
O O
3
!
=
-5)
-
!
O : t
o
L
z =
- e g E ;
a
E
o
i
q
c
o
=
F !
-
o
6 E o
o
c
9 d ] o -
9 3 d ; 9
E
= -
!
d o
@ o
:E'
Eq*
.ofr>
E : ! ; ' - = . E s P a
EY E ; ; F E ! ? I di s gI-U ii.E I
C
,9Ee
uJ E
9 ^ 5 E
5iPFE
E
I
- 3 , ^! . E ' 9 H , & ;
s !
i
- Y
I
: O A -
o
o
e
O O ; ' C
l Y . ! a
9 X = Y t A Y € 3 * HI
:t6!-9.}.iE
P ,
o
! !
L
a
= a
- o
U o
c
5 : Y 3
e ; 3 g
=Ed
o
c.9
' 5
o
Y !
I
O
Qualty MartttqcnteDt NloaLnl iot prod.tction
of Higl, euolity
o
L
@
@
€
a
-
_9
! !
O
o
!
!
:
4 i l o 7 9 >
a - i E d E t
= € b
O
o ; :
_
r
- d
o
T P P
e
c
n
c
: H R
< a d
6
6
.9
- -
&:
- 3 r c
E
E ! ?
: = y . !
a o
q
L
=
L
b
=
_
c
o
C U
; i
2 \ Z E ; € iiIE s S s
o y o
oB
=
+* >
q ; :
a 9F 0
- _ . , x
a!.-E€EEc;F:T
Pt r Er 'xp _- c go I- YI E ' !F ys ' q! 3
>E 3.:3'
o , .
. = 6
eU
- = = h
6 > r 5
!
@
:
;
c
;
r9,:
d o
u t
!!
E;
h 9.eE
:1.-..:pi
' i=j ) -! , E
I = h Y Y o o
- > a :
- @
= Y :
I o ! = ! t r . = E r
i.>
v !
o{
6 !
Casrovo Flotrr
2g
Establish procedure for verification of effectiveness of the
HACCP/QACCP sYstem
Verificationmay include validationof establishedcriticallimits,review of the
HACCP/QACCP system and deviations.These should be done at a specific
frequency that will give assurancethat the HACCP/QACCP plan and
online
of raw material,
is working.Periodicsamplingand analysis
implementation
materials and f inal products should be carried out to verify that the
HACCP/QACCPsystemis working properly.For this purpose,cassavaprocessing
enterDrisesshould have a laboratoryor make arrangementswith reliable
for analysisof the samples.In caseof the latter,an efficientsystemof
laboratories
storage and transportationof samples should be set up to ensure the
Principle 6:
The HACCP/QACCP
of the samplesdo not changebeforeanalysis.
characteristics
includethe CNP'
generally
team will preparethe listof teststo carryout but will
oH and moisturecontentsof the roots and newly produced HQCF. lt will also
includetestingfor microbialload, mycotoxin,and moistureof HQCF in storage'
for carryingout most of thesetestsare outlinedin Appendixll'
Procedures
Documentation and record keeping
Principle 7:
followedfor the implementationof the HACCP/QACCPsystem
All the Drocedures
and testsmust be recorded,and
should be documented;resultsof observations
manner. Samplerecordforms are
all the recordskept up-to-datein an accessible
attachedin ApPendixlll.
2.2 IMPLEMENTATION OF HACCP/QACCP
of the
The managementmust be committedto financingthe implementation
HACCp plan.Fundsshouldbe allocatedto tlre trainingand educationof staffon
imolementationof the HACCP plan; to appreciatewho is responsiblefor what,
for
including taking decisions on corrective actions. The responsibilities
monitoringof the plan as well as
supervision,
HACCP/QACCPimplementation,
recorclkeepingand documentationmust be clearlyknown by all the factorystaff.
for the monitoringof CCPsand
Theremust be simpleand clearwork instructions
recordingsheetsmust be designedfor the use of staff.
2.2.1 Gap analysis
of the qualitymanagementsystemIn an
As a first step in the implementation
existingcassavaprocessingenterprise,a 9ap analysishas to be performedby a
(GHP)or
personin Good HygienePractice
or a suitablyknowledgeable
consltltant
29
Quohty MonagenteDt MotlLtol fot Production
of High Quolity
Cdssdvo
Good Manufacturingpractice(GMp) such a study
wiil assessthe needs of the
plant which will have to be met beforeit
can satisfythe basicrequrrements
of the
Quality Management system. By preparing a check rist
basec on the basic
guidelinesof GHp or GMp and rhoroughry
examiningthe physicarfacirity,
operationsof the plant and the existingquality
managementsystemif any, the
gaps which exist betweenthe prantand what
it is envisagedto be with respectto
GMP and applicationof eACCp can be identified.
Renovations,
modifications,
and other ad;ustmentsin design and operations
which are assessedto be
necessaryshould be documented and presented
to the managementof the
processingplant' The managementwill have
to carryout thesemodifications
after
which the plant will be ready for implementatron
of eACCp.
2.2.2 lmplementation process
The firststep in the implementationprocessis
that the plant Managerwiil meet
the managementteam to introducethe HACCp/eACCP
conceptand explain
the benefitsof the systemas weil as its demands
on management.Thereafter,
managementshoulddraw up a time tablefor implementation
of the systemas
follows:
o
o
o
o
'
QLtolty Matnqen)ent
Meeting with gerreralstaffto introducethe concept
etc.,
Formationof the HACCP/QACCpimplementation
team,
one-day workshopto train and educatesupervisors
on tne
HACCP/eACCp conceptand their rolesin
makinq
implementation
of the programpossible,
o one-day workshopto train and educate
staffon tne
HACCP/eACCp conceprand their rolesin
makino
implementation
of the programpossible,
o preparationof all forms requiredfor record
keepingano
assembryof rogistics
(fires,firingcabinets,computer
sysremsetc.,)
for documentation,
o Applicationof the conceptbegins,
Managementwourd meet ail staffto introduce
the concept,its benefits
and demandson staffand announcea time
tabrefor its imptementation
as well as the composition
of the HACCP/eACCp ilmplementation
team.
Regularor quarterrytrainingand education
of differentcategoriesof
staffon personarhygieneand good manufacturing
practice(GMp).
Llanltot lat production
of High euotity
Corsova Flo.tr
3O
2.2.3 Management of the HACCP/QACCP system
Supervision
The Chairman of the HACCP/QACCPteam shall be resDonsiblefor rhe
implementationof the system. The supervisorsbeing recommendedto be
responsible
for the variours
control,monitoringand corrective
actionsare listedin
Appendix lV.
o The ProductionManagershallbe responsible
for most of the control
actionsexceptwhere otherwisespecified.
. The QualityControlSupervisor
shallbe responsible
for most of the
monitoringactionsexceptwlrereotherwisespecified.
. The QualityControlSupervisor
shallalsobe responsible
for the collation
records.
of all
. The QualityControlManagershallbe responsible
for the documentation
of all records.
. The PlantManagerslrallbe responsible
for overseeing
the overall
inlplementation
of the systemactingthrouglrthe Chairmanof the
HACCP/QACCPimplementation
team.
Audit
An auditshouldbe carriedout once or twiceyearlyto ensureall activities
intendedto be carriedout under the HACCPare being appliedcorrectly,and
that the resultsof monitorinq,verificationand correctiveactionsare being well
recordedand kept properly. The auciitcrswill preparea report for the
management.
Management review
The HACCPteam shouldieviewthe entirequalitymanagementsystemonce or
twiceyearlybasedon the monitoring,verification.
correctiveactions,complaints
and audit reports.The reviewwill considerthe recommendations
of the auditors'
reportand developmentin qualitymanagementand institutecorrective
actions
and modificationsto the qualitysystem,if necessary.
3 1
()uarty Monogement
Monuol fat Prc.tuction
of High
euality
Cdssovo
PARTIII
PRINCIPLESOF
GOOD MANUFACTURING PRACTICES
FOR
HIGH QUALITY CASSAVAFTOUR PRODUCTTON
2006
()uoltty Monogcnieut
Monuol for production
of High
eudlity
Cassovo Flour
32
FOR HIGH QUALITY
3.I GOOD MANUFACTURINGPRACTTCE
cAssAVAFLoURPRoDUcT|oNBYSMALL-ANDMED|UMSCALEPROCESSORS
3.1.1 Fresh cassava production farm
Cassavafarms should be locatedin environmentsfree from hazards.Plantpest
and diseasecontrol measures.biologicalpest control measures,the application
should be undertakenwith chemical,biologicalor physicalagentsunder the
supervisionof agriculturalexpertswith thorough understandingof the hazards
involvedincluding the possibilityof toxic residuesbeing retained by the crop'
such as non hazardous
Farmersshould be trained in good agriculturalpractices,
farm hygieneand how to store
pestcontrolmeasures,the applicationof fertilizers,
hazardouschemicals.Weeds must be controlledand destroyedon fieldsand soil
must be well conditionedto allow maximum yield. Diseasesmust also be
controlledand managed effectively.Where possible,recordson chemicaland
fertilizerapplicationregimesas well as farm hygienerecordsshould be kept for
reference.
3.1.2Design of processing facilities
High qualiry cassavaflour processingplants should not be sited close to
of high industrialpollution.The land shouldslopewell and should
environments
have proper drainagesystem.Constructionor design of facilitiesshould permit
cleaningand functioningof equipmentas
maintenance,
adequatearrangement,
well as keepingout pests. The internaldesign should be ideal for GHP and
protectionagainstcross contaminationduring operation'Structuresshould be
solidand built with durable materials,which are easy to maintain,clean and
Walls,floors
Designshouldminimizedust from flour during production.
disinfect.
shouldbe smooth,imperviousand easyto sweepand wash.Ceilingsand roofing
shouldbe well finishedto minimize build-up of dirt, condensationand the
Windowsshouldhave tnsectproof net screensthat are easy
sheddingof particles.
to minimizedust and allowhydroryanicgas
to cleanand allowproperventilation
(HCN)to be removed.
Foodcontactsurfacesshould be easyto clean,disinfectand maintainand should
be non-toxic to high quality cassavaflour. Cyanogens react with iron, so
equipmentmadewith this metalshouldbe usedwith caution.lt is recommended
thatsurfacesofequipmentwhichwil|havecontactwithcassavashou|dbemade
All equipmentusedfor peeling,washing,grating'desteelmaterials.
withstainless
3 3
QLtottty Monogenlent
Mortuol for Production
of High
Quality
Cassovo
Flour
watering,drying and millingshouldbe designedto
achievethe desiredquality
specifications
for HQCF.There should be monitoring devicesavailable
to check
productsduring production.Facilities
shouldbe availablefor cleaning,handling
wasteand ensuringpersonalhygiene. Personnelshould
have protectiveclothing,
nose and mouth guardsas well as hairnets.There
should be adequatenatural
ventilation,
good lightingand storagefacilities,
which is ideallysegregatedand
preventaccessto and harborageof pests.
lf biggerproductions
are takingplaceunderroof,chemicalwork hygienemust
be
ensuredif high_cyanide
cultivars
are used.
3.1.3 Control of operations
A l l s M E s p r o c e s s i n gh i g h q u a r i t y c a s s a v af r o u r
shourd imprementan
HACCP/HQCCPprogram to guaranteethe safety
and qualityof their products.
Monitoringproceduresto check againstchemical,
microbiological
and physical
contamination
of productshourdbe set up. packagingmateriars
for HQCF shourd
provideadequateprotectionfrom damage,
contaminatron,
accommoclate
proper
labelingand must not reactchemica[ywith the product.
rt must be impermeabre
to water and air.
Records of processing,production,and distribution
if kept will enhance the
credibilityof the food safetyand quality systems.Personnel
nrust have requisite
skillsand trainingin food hygieneprinciples
and practices
and be able to judge
potential risks, take appropriate preventive
and corrective actions. prooucts
revealedto be hazardousto healthslrouldbe recalled
from marketsand not sold
f o r h u m a nc o n s u m o t i o n .
3.1.4 Maintenance and sanitation
Equipmentshouldbe well maintainedto facilitate
sanitatron
procedures,
funcron
as intendedand preventcontamination.
In particular,
metaldepositsfrom attrition
mill resurtingfrom poor adjustmentof the miil prates,jewerry(earrings,
rings,
bands, etd, and contaminantssuch as greases,lubricating
oil ancl cleaning
chenricalresidues
shouldbe avoidedin HeCF. physical
and chemicalcleaningas
well as disinfectionshould be carried out but cleanrng
chemicalsshould be
handled carefullyand properly kept from the online-products,
final product and
HQCF store. Grossdebris,loosensoiland dust should
be removedand rinsedoff
before disinfecting.Holes, drains and other accessroutes
of pests should be
sealed,wastesdisposedof promptlyand any pestspresent
in the plantshouldbe
eradicated'Responsiblepersonnel must monitor
and check effectivenessof
QLtolty Motlo.Jentent MotlLril fot production
of High
euotity
Cossdva
Ftour
34
cleaningand sanitationsystems;keep recordsof cleaningregimesand conduct
regularauditingof premisesfor sanitation
and hygiene.
3.1.5 Personal hygiene
always.
Staffshouldmaintaina high degreeof personalhygieneand cleanliness
Personnelwho are iniured or sick should not handle online-productsand final
productand shouldbe made to undergomedicalexamination.
Healthconditions
which must be reportedto managementincludediarrhea,vomiting,fever,skin
lesions,
from ear,eye or nose.Cutsand woundsshouldbe
iaundiceand discharge
coveredwith waterproofdressings.
In addition,personnelmust wash handsunder the followingcircumstances:
o At the startof processing
activities
r At the end of every unit operationand before commencinganotherunit
r
o
oDeratron
lmmediatelyafterusingthe wash room
After handlingunpeeledcassavaor any materialwhich could lead to the
of online-products
and HQCF.
contamination
I
Personnel
must be preventedfrom smoking,spitting,chewinggum, sneezingor
coughing near unprotectedfood materials.Wearing of personaleffectssuch as
Visitorsmust
lewelry.watches,pins,bracelets.bands etc. slrouldbe discouraged.
wear protectiveclothingand adhereto all personalhygienerequirements.
3.1.6 Transportation
Duringtransportation
of HQCF,breakageor punctureof sacksand contamination
packaging
and productsshouldbe avoided.Vehiclesmust be cleanedand
of the
disinfectedwhere necessary.ldeal temperaturesand humidity should be
maintainedand dust and water must be avoidedfrom coming into contactwith
dried productsand packagedHQCF.
semi-finished
3.1.7 Product information and consumer awareness
(FIFO)principleof stocking.Mark product containersfor
Practicefirst-in-first-out
All HQCF intendedfor the consumermarket
Lot identificationand trace-ability.
must bear adequateinformationfor the safe and correct handling,storage,
preparationand use of the product.All must be labelledwith date and year of
Droduction.
3 5
Quahty Monogenlent
Manuol ht Production
of High Quolity
Cdssdvd f
3.1.8Training
Personnel
shouldbe trainedto makethemawareof theirroresand responsibirities
in protecting
highqualitycassava
flourfromcontamination
or deterioration.
Those
handling
cleaning
chemicals
andotherpotentially
hazardous
chemicals
shouldalso
be trairred
on safehandling
procedures.
Training
focusshouldinclude:
r Natureof highqualitycassava
flour
r Mannerof handring
and packaging
highquarity
cassava
frour
o Conditionof storage
r Expected
lengthof storagebeforeit exprres
I Furtherpreparation
beforeconsumption
etc.
r Hygienicconductand basicfoodhygrene.
r Maintenance
and sanitation
of structures
and buirdings
r Cleaning
andsanitation
procedures
for workingtoorsandequipment.
Thetrainingprograms
shourdbe reviewed
regurarry
to meetindividuar
personne|s
levelof knowledge
and understanding.
3.2
D I S I N F E C T I N GP R O C E D U R E SA N D I N - P L A N T S A N I T A R Y
MANAGEMENT PROGRAM
3.2.1 Cleaningaids
stiff brooms,softbrooms,softbrushes,
hardstiffbrushes,
mop buckets,
vacuum
cleaners
with accessories,
net sponges,
mechanicar
scrubbers,
mops,squeegees,
sweepingbrushes,
longhandledbrushes,
waterhoses,
dusters,
etc.
cleaningchemicals
may includedetergents
in the form of soaps,disinfectants.
quaternary
ammoniumcompounds,
etc.
1.2.2 Knives, pans or bowls
' wash knives,pans,bowrswith soap buffedinto
spongeand with
water.
' scrubinternar
and externar
sections
of bowrsand panswith sponge
and soapin water
' Rinseoff soapwithcopious
quantityof waterafterscrubbing
andailow
waterto drainoff the bowls,pansand knives.Dry aftera few minutes.
' Cleaningshourdbe donebeforeand afterevery
operation.
Precaution:
Caustic
sodashouldnot be useclto washaluminum
surfaces
3.2.3 Cassavagrating machines
e Disassemble
gratingcompartments
at the closeof dailyoperation
and
cleanoff all gratedcassava
residues
usingbrushes
and warer.
Qtioltt)/Mono(lenent Monuol lat production
ol High euolity
Cdssovd Flour
36
I
.
.
Washoff residuesof cassava
from outletchute,hopper,and rinseoff
residues
by spraying
waterfromwaterhose.
Leaveto dry aftercleaningbeforereassembling.
Avoidentryof waterinto
motoror engineof machine.
1.2.4 Mechanicaldewateringmachinesor presses
. Scrubthe bottom,sideand upperplatesof dewatering
machines
using
brushwith waterand soapto removedrainedliquorfrom cassava,
stuck
starchand othercassava
residue.
Spraythesewith hot waterto rinseoff
greasysoapywater(containing
residue)
from surfaces.
1.2.5 Sun-dryingplatformsand mechanicaldryers
o Removeblackpolyethylene
sheets
andwashin largevolumeof waterafter
everydryingoperation
and dry by hangingon dryinglines.
. Fold dry polyethylene
drying sheetsand keep for subsequent
drying
ooerations
. Usebroomsor brushesto brushoff dustfromdryingplatforms
before
re-laying
dryingsheetsfor dryingoperations.
. Applydisinfectants
to woodenframesurfaces
to killgerms.
o Where practicable
the entire premisefor drying should have hard
cementedfloorsthat will minimizedust. Use net scTeens
ro cover
productsspreadon dryingsheets.
o Mechanicaldryersshouldbe cleanedbeforeand after every drying
operation.
. Wipe food contactsurfaces
suchas dryingtraysand body of the dryers
with dampsponge.Cleanand dry the wipedareaswith cleanand dry
spongeor cloth.
3.2.6 Milling machines
Mostmillingmachines
designs
pin or hammer.
areattrition,
. Open millingchambers
to cleanmillingplatesand compartments
using
softbrushesand dry clothaftereverymillirrgoperation.
. Cleanhoppers
of millsby dustingoff all residues
of HQCF.
3.2.7 Siftersand screens
. Removesrevebaskets
of siftersand agitatein copiousquantities
of water
to removeall flour.Do not use hard brushesin the cleaningof screens
sincethis could resultin the damageof screenand increase
of screen
aperture.
Useverysoftbrushes
only.
. Ensuretotaldrynessof siftersand screens
beforeuse
37
Quahtv MonogenleDr Monuol t'ot Production
of High Quolity
Cassovo FIol
t.2.8
o
'
Walls, floors, windows and roofs
Broomsand brushesmust be usedto scruband cleanwallsand floor,and
dirt hosed away down drains. High-pressurejets must be used for
relativelyinaccessible
spots coveredwith tenacioussoil which cannot be
dealtwith by a brush.This type of cleaningshouldbe done often for wet
processingareasof cassavasuch as the peeling,grating,and de-watering
or press\ngareas.Smooth t\oors may be dried us\ng rubber
squeegees.
Rubberstripsof squeegeesmust be pressedin close
contactwith floor by
pressureon the handleand pushedalongfloor.
Wallsand floorsmust be
mechanicailyscrubbedwith detergentsorutionrinsecr
and dried.
Forwarehouseand storageroom froorshowever,vacuum
creaningof floor
must be done to remove dust or spiiled dried materiars.
Appropriate
vacuumcleanlngattachments
(or other alternative
means)must be used
to cleanroof girdersand collectdust.Roofgirdersnrust
be cleanedbefore
floors.order of cleaningmust be prannedso that dirt
rs washeddown
onto a surfaceto be cleanedand not one that has arready
been creaned.
The floor shourdbe the rastto be creaned.scrubbing
and mopping of
floors,cleaningof windowand windowscreensmust
be done usinqclean
wateror vacuumcleaning.
3.2.9
o
Don'ts of Sanitation Management programme
Do not cleanany machine(chippers,grater,press,mechanicar
dryer,miil,
sifter or screen)when it is in operation,unressif required
as part of
cleaningprocecure
o Preventwater from enteringelectricalparts
of machines.
'
Do not cleanmachinesuntil the electricalswitchesare
in off position.
Rememberto apply greaseor the appropriatelubricants
tmmediatelvafter
greasyareasare cleaned.
3.3
WATER SUPPLY AND WATER QUALITY MANAGEMENT
3.3.1 Water supply management
The following water suppry sourcesare recommended
in decreasingorder of
preferencefor processing:
o Potablepipe-bornewater
o Water from a bore hole
o Water from a dug-out well,and
o Harvestedrain water
()ttolny MoDo(lenrctt Monuol
lor production
ol High euolity
Cassavo Flo.il.
3 g
Potablepipe-bornewatershouldbe the firstchoiceof waterfor processing
cassava
into HQCF. ln the absenceof pipe-bornewater,water from a bore-holeshould
be the next choice.
Waterfrom a running riversourcemay be used in the absenceof all the above
optionsbut must be handledwith greatcautionand subiectedto very rigorous
treatmentbefore use. With the exceptionof pipe-bornewater, water from all
otlrersourcesshouldpreferablybe sublectedto chlorination
and filtrationbefore
use especiallyif there is suspicionof some forms of contamination.Other
(if affordable)
recommendedtreatments
include:
o
.
Deodorization
by passagethrougha carboncolumn
Sterilization
by passagethrougha U-V sterilizer
Waterfrom a runningriversourceshouldbe subiected
to all the abovetreatments
before use. When it becomes necessaryto treat the water before use expert
advicemust be sor-rght
beforethe recommendedtreatnrentsare carriedout.
Adequatesystemsshouldbe installed
to ensurethatwatersuppliedfor processing
is cleanand safe. A regularinspection(preferably
weekly)of the water supply
systemshouldbe carriedout to ensurewateravailability
in quantities
requiredfor
all processing,
cleaning,
washingand sanitation
activities
scheduledfor eachweek.
3.3.2 Water quality management
Water quality is determined by assessingthe mrcrobiological,chemical and
physicalcharacteristics.
Biologicalcharacteristics
refer to the number and typesof
microorganisms
present.Chemicalcharacteristics
includepH, alkalinity,
hardness,
nitrates,nitrites,ammonia, phosphates,dissolvedoxygen. biochemicaloxygen
demand,conductivityand density. Physicalcharacteristics
irrcludethe odol color,
presenceof particulatematterand taste.
For the purposesof processing
cassava
into HQCF,the biological
qualityof water
is very important. The parametersof utmost importanceand which shor-rldbe
assessedinclude presenceof pathogens,coliforms,total plate count, yeast and
mould counts. lrr addition,selectedparameterslike odor, pH, conductivity
and
densityfrom the physicaland chemicalattributes
give
could
usefulindications
of
the physicalpresence
of pollutantsin the waterand shouldbe assessed.
Selected
water quality specifications
that should guide the quality control managerin
ensuringthat the qualityof water providedfor processingis acceptableand safe
39
Quolty M(ilngenent
Motluol fot Production
of High Quolity
Cossava FI
are providedin Table5. Samplesof water should be taken at sourceat deliverv
poir-rts
and assessed:
.
Dailyfor the physicaland chemicalattributes,
and
'
Weekly (or upon strong suspicionof contaminationor pollution) for
microbiological
attributes.
Table 5: Water Quality Standards
WHO GuidelineValues(Max.Limits)
Parameter
Appearanceand Taste
Shouldbe acceptable
Colour
Turbidity
TotalDissolvedSolids
pH
TotalHardness
lron (Fe)
Sodium
Potasium
Calcium
Magnesium
M a n g a n e s e( M n )
Chloride(Cl)
Fluoride(F)
N i t r i t e( N O 2 )
Nitrate(N03)
A m m o n i a( N H 3 )
Sulphate(SO4)
Totalcoliformbacteria
l
E.colior thermotolerantcoliformbacteria
15TCU
5 NTU
1000mg/l
6.5- 8.5
500 mg/l
0.3 mg/l
200 mg/l
30 mg/l
200 mg/l
150mg/l
0.5 (P)mg/l
250 mgll
1.5mg/l
(acute),
(chronic)
3
0.2
mg/l
50 (acute)
mg/l
1.5mg/l
250 mg/l
0 coliforms/l00m1
0 coliforms/l00m1
FAO (2006); WHO (2006) TCU=Truecolour units; NTu=Neplrelometricturbidity unrt
3.4 MANAGEMENT AND CONTROL OF RODENTS,INSECTSGRUIT
FLIES, COCKROACHES,BEES, HOUSE FLIES ETC.), BIRDS,
REPTILES,
AND DOMESTICANIMALS
3.4.1 Rodents
A member of staff must be responsiblefor monitoringthe processingplant for
rodentsand the assignmentshould includebaiting and recommendations
on
()ooltry Monogenent
Monrnl
far Production
of High
euolity
Cdssova Flour
40
repalrsthat are necessary
to keep out rodents.Accessto food by rodentsmust be
completelyavoided.Smallcracksmay allowrodentsto enter.Therefore,cracksand
holesonce observedmust be sealedor filledappropriately.
Containersfor storing
food must be rodent proof. Traps with baits must be placed along rodent
pathways.Anticoagulantrodenticidesmay be used to kill rodents.
3.4.2 Insects (fruit flies, cockroaches, house flies, etc.)
Regularsprayingof environmentwith insecticides
and the use of screennetting
must be ensuredto eliminateinsects.Insecticides
must not be usedon production
floor during production and must not be sprayed directly over food contact
surfacesand equipment surfacesin direct contactwith food. Dark cabinetsand
drawersmust be regularlycheckedfor eggs of cockroaches,
thoroughlycleaned
and sprayedwith insecticides.
It has been found that bees are attractedto cassavagrits and chips during sun
drying.Thereforespecialconsideration
needsto be given to preventingbeesfrom
contaminatingthe materialsduring sun drying on open platformsor on concrete
surfaces.
Beehivecloseto drying areasshouldbe identifiedand carefullvremoved.
3.4.3 Birds, reptiles and domestic animals
Thesemust be continuouslymonitoredand eliminatedby appropnatemeansto
avoid productcontamination
especially
during drying of pulverizedcake in the
oDen.
3.5
ENVIRONMENTAL IMPACT
Althoughno hazardouschemicalis used during HeCF production,
the peelsof
freshcassavaand effluentfrom washingand pressingoperations;noiseand sooth
from cassavagraters,chippers,electricitygenerators,mechanicaldryers,millsand
siftersconstitutenuisanceto the processingenvironment.In addition,some types
of sifters,screenersand milling machines,particularlythose without or with
ineffectiveryclone separatorscauseair pollutiondue to escapeof cassavaflour
during processing.
of all these,the accumulationof effluentand peels normallycontainingthe
cyanogens- linamarin, ryanohydrins and hydrogen cyanide, removed from
cassavarootsduring processingis the most seriousin termsof its negativeimpact
on the environment,the health of the processorsand rural people,particularly
women and children. Run-offfrom cassavaprocessingplantsif not adequately
41
Quoltry Monogenent
Monuot fot production
of High
euolity
Cossavo Flour
treatedcan causepollutionand damagesto the ecosystems
along its path,nearby
streams,rtversand undergroundwater.The cumulativeeffectof thesemay include
accumulation
of ryanogensin communitydrinkingwaterand lossof aquaticlives,
which may furtherexposethe communityto ryanidetoxicitythroughdrinkingof
undergroundwateror eatingof fish and other foodsfrom nearbyrrvers.
It is importantfor all cassava
processors
to deviceadequatemeasures
to minimize
or eliminatethe dangersposed by the pollutantsand toxins releasedduring
p r o c e s s i n go f c a s s a v a .A d e q u a t e m o n i t o r i n g s c h e m e s u c h a s r e g u l a r
environmental
impactassessment
by qualifiedpersonnelor institution
in addition
to regularhospitalsurveillance
reportsshouldbe implementedto ensurethat the
put in placeare working.
measures
Qualtty MarogenteDt Mdtuol
lat Production
of High
euolity
Cossovo
Flour
42
CONCLUSION
This manualhas providedsufficientinformationand adequateguidelines
that lay
the foundationfor entrepreneurs
to implementqualitysystemsand adhereto
hygienicpracticesfor the productionof High Quality CassavaFlour (HQCD. A
detailedgenericquality managementsystemfor HQCF productionhas been
outlinedwhichrequiresjustminimaladaptation
to makeit applicable
to any HQCF
productionenterprise.lt is expectedthat the applicationof the principlesoutlined
would enable processorsmeet recommended standardsfor HQCF, thereby
improving their accessto domesticas well as export markets. lt must be
emphasizedhowever that the successful
implementation
of the conceptsand
principles
detailedhere would dependto a largeextenton the commitmentand
disciplineof the QualityManagementTeam;and would as well requirea lot of
hard work and attentionto detailson the part of plantsupervisors
responsible
for
effectingcontrolmeasures,monitoringand correctiveactions.The cooperationof
frontlinestaffis alsoa key successfactorin the implementationof the system.The
need for constanteducation to improve staff'sur-rderstanding
of the rationale
behind the institutionof the quality system,its benefitsand why it must be
supported,cannotbe overemphasized.
The adagethat'whateveris wortlrdoing
is worth doingwell'must be the guidingprinciplein the pursuitof quality;and the
understandingthat when qualityis improved,market value increases
and the
chances for higher profitabilityincreasesfarmers' earnings and livelihood is
improved,shouldbe the drivingforcebehindthe endeavourto implementa good
qualitysystem. when, finally,success
is achievedin the implementation
of the
quality system,through possibleincreasesin demand for HQCF and higher
demand for fresh roots,thereby improving the food security,cashearningsanci
livelihoods
of resourcepoor cassava
farmers,this manualwould then be seento
havecontributedin puttinghumanitya littlecloserto good health,longevityand
prosperity.
43
QLnlxy Monogenient MoDuol fot Production
of High Quolity
Cossovo Flol
REFERENCES
Abass,A. 8., A. Onaboluand M. Bokanga.199g.lmpactof the High euality Cassava
Flour
Technologyin Nigeria. In: Root Crops in the 21st Century Proceedingof the Zth
InternationalConferenceof the InternationalSocietyfor Root and Root Crops - African
Branch(ISTRC-AB).Cotonou,BeninRepublic.(AkorodaMO and Ngeve.lM, eds.)735-741
Bainbridge.2., K. Tomlins,K. Wellings and A. Westby (eds) (1996). Methods for
Assessing
Quality Characteristics
of Non-GrainStarchStaples.Chatham,UK: Natural
Resources
lnstitute.
Dubois,M., Gilles,K. A., Hamilton,J. K., Rebers,P.A and F Smith. 1956. Colorimetric
nrethodfor determinationof sugarsand relatedsr-rbstances.
Analvticalchemistrv 2g:
350
FAO2006. Drinking water quality guidelinesfor parametersof concern in agricultural
drarnagewarer. hrtp://www.fao.orgl/docrep/005/y4263ely4263eog.htm
Forsythe,s. J., and Hayes,p R., Food Hygiene,microbiologyand HACCp 199g.Aspen
Publication,
Aspen Publishers,
Inc.Gaithersburg,
Maryland.pp2g1..
Grace,M.R. 1977.CassavaProcessing,FAO, Rome.
Graffhanr,A. J., N.I Dziedzoave,and G.S.Ayernor.
2000. Finaltechnicalreport of the
CPHP proiectentitled"Expandedmarketsfor cassavastarchesand flours in Ghana".
Reportof the NaturalResources
Institute(R6504).
McCready,RM., Guggolz,J.,Silveria,
V. and H. S. Owens. lg50.Determination
of suqars
and amylosein vegetables.
AnalyticalChemistry22: 1156_1j58
Onabolu, A; A. Abass & M. Bokanga. 1998. New Food Productsfrom Cassava.llTA.
l b a d a n ,N i g e r i a .
Sanni, L. O., Maziya-Dixon,8., Akanya, J., Okoro, C.1.,Alaya, y, Egwuonwu, C.V,
Okechukwu, R., Ezedinma,C., Akoroda, M., Lenrchi,J., Okoro, E., Tarwali,G.,
Mkumbira,J., Patino,M., ssemakula,G., and Dixon, A. 2005. standardsfor cassava
productsand guidelinesfor export.llTA lbadan,Nigeria.
TanzaniaBureauof Standards,
2005. AFDC 21 (661)p. DraftStandardfor EdibleCassava
FlourSoecification.
Tiny van Boekel.2006. Food ProductDesign:Technologyas leadingprinciple.
http/wutrukv. n t4olge!
wareing. PW. westby, A., Gibbs. A., Ailotey, L. T, and Hatm. M. 2001. Corrsumer
preferences
and fungal and mycotoxincontaminationof dried cassavaDfoductsfrom
Ghana. lntenotionol Journol of Food Scr'enceand Technology36, l-10.WHO, 2006.
WHO WaterDrinkingGuidelines.
http://w3.whosea.orgltechinfo/water.htm
WHO, 2006. Guidelinesfor DrinkingWater euality.
http://www.who.int/water
sanitationhealth/dwq/@
Zhang Zhlhai, 1992 Developinga TeM euality ManagementMethod Model.
http://irs.ub.rug.nl/ppn1166190926
: http://som.eldoc.ub.rug.nl/reports/19951999/ theneN 1997/ 97A4BI
Quohty MotJageneDt Monuol far production
of High
euotity
Cossova
Flour
44
APPENDICES
APPENDIXl: UNIT OPERATIONSRECCOMMENDEDFOR HIGH CIUALITY
CASSAVAFLOUR PRODUCTION
Step 1:
Harvesting Fresh Cassava
Where sun or solardrying is used,avoid harvestingor processing
of cassavato HQCF at periods when it is likely to rain or the
atmosphereis extremelyhumid. lf mechanicaldryersare in use,
HQCF can be processed
anytime,rainyor sunshine.
Ensurethe varietyto be harvestedis good for HQCF productior-r.
Selectwell matured 9-12 months) cassavaroots by testingfor
maturityor through informationfrom the source,selleror plantirrg
records.Avoid over-agedand diseasedroots as they could be
woody or rotten inside. Woody or rotten roots (e.9., brown
streakedroots) have low starchand/or dry matter contentsand
adverselyaffectquality(microbial,
functional,
and aestlretic)
and
yield of HQCF.
Harvestby uprootingrootsin a mannerthat minimizesbruisesor
(lossof starch
breakagesin order to prevent rapid deterioratior-r
through microbialand enzymaticactivities,
and discoloratior-r
through vascularstreakir-rg)
of the roots,which could affectquality
of HQCF.
Harvestedcassavashouldbe transportedquicklyto the processing
site and processed(within B - 12 hrs after harvesDto avoid
deterioration.
lf processing
is likelyto be delayedby a few hours
(a conditionthat shouldbe avoided),leaveshortstalkson the roots
during harvestand keep unpeeledroots under cool shadeor
covered.Do not leaveroots in the sun.
lf HQCF is for food uses and the availabletechrrologyis the
chipping teclrnology,low CNP cassavaMUST be processed.
Eitlrerhigh or low CNP cassava
could be processed
to HQCF for
food usesif grating technologyis used.For non-fooduses,there
is no dangerassociated
with the choiceof variety;any available
vanety wor-rldbe appropriatefor use with eitl-rerof the two
technoloqies.
45
Q,talty \4tr\tgfli)t.!
/"4ot1oolk
Production
of High Quolity
Cossova Fta
Step 2:
Peeling
.
Removewoody stalkson the roots.Use wide and broad-bladedknivesfor
p e e l i n g . T h e r e a r e v a r i a t i o n si n t h e m e t h o d o f m a n u a l p e e l i n g
(longitudinallyand transversely)depending on the variety, root size,
seasonof the year and traditionalpractice.Mechanicalpeelerscoulclbe
used. There are few designsbeing developedin Nigeria that could
become commerciallyavailablesoon, but steam peeling may not be
suitable.whatever method is used,thereshouldbe no Deelfraqmentafter
the peelingprocess.
.
Transferpeeled cassavaroots into washing tank, drums or pans ano
rmmersepeeledrootsunderwaterfor immediatewashing.Do not expose
peeled roots to the air as this may causediscolorationafter prolorrged
eDosure.
Step 3:
.
a
Washing
Use potable water from credible source or treat water from
questionablesouTcebefore use.Wash roots thoroughlyby hand
rubbingthe rootsin washingwateror by vigorousagitatiorr
and
stirring.Rewashpeeledroots in successions
of cleanwater until
complete absenceof dirt, sarrd, sticky mud. faecal matter. or
offensiveodor.
Inspect washed roots for any rotten or colored portion and
remove.
Drain off all wastewash water from cassavarootsafterwashinq.
Step 4a: Grating or Rasping
a
G r a t e c a s s a v ai m m e d i a t e l y a f t e r w a s h i n g u s i n g a c l e a n
mechanizedcassava
grater.
Placecleancontainers
at the outletclruteof tl-regraterto receive
and hold gratedcassava
mash/pr,rlp
duringand aftergrating.
Startpetrolldieselengir-re
or electricmotor of tl-tegrater,allowit to
achieveoperatingspeedbeforepouringcleancassavarootsinto
the hopperand operatetlre graterto gratethe cassava
rootsinto
nraslr.
Ihe gfated cassava rnaslr should be packecl into clean
polypropylenesacks of tir-rywoven screen apertLtresfor cJe,
w.rtering.
Sacksof cassava
ntashshouldneverbe placedon bare
Il i{f 1lr'ffr_,./1r.,r)t/'/tit)tnti ttr Production
of High eoality
Cossovo Flou,
46
floor or any dirty surface.They should be held on specially
preparedwooden platformsoff the ground or in tiled troughs
providedwith a drain.Workersshouldfirstwash their handsor
wear glovesbeforepackingthe cassavamash into sacks.
Wash cassavagraterthoroughlywith cleanwateraftergrating.
Step4b:
n
Slicing/Chipping
Slicing/Chipping
as an alternative
to gratingif a low CNP cass.rva
varietyis to be processed.
Washedcassava
rootscould be chipped
in a manualor motorizedchippingmachine.
Afterclrippingand if
a pressis available,
cassavachips could be put in a sack and
pressedto removesome waterprior to drying.Chippingshould
not be practicedwith high CNP or bittercassava
varieties
if the
flour is for human food.The qualityattributes
of HQCF may vary
dependingon the sizeof chips,dryingtime and method.
Step 5:
De-watering by Mechanical Press
Many designsof mechanical
dewateringmachinesare available.
Singleor
double screw presses,
sometinrescombinedwith hydraulicsystem,are
mostlyused for de-wateringcassava
at the snrall-scale
level.Centrifuges
are usedon a larqe-scale.
Turn the screwof the cassavaDressanti-clockwise
witlr tlre aid of
tlrehorizontalpressbar to raisethe pressplateto a suitablelreight.
Placethe polypropylene
sackof gratedcassava
mash(30-4Okg)
flat or-rthe cassavapressplatfornr.Foldthe mouth of the sackon
top or underthe sackof cassava
mashor simplytretl-resack.Two
to five sacksof cassava
ntaslrmay be loadedat oncedeperrding
on the capacityof the press(i.e.heigl-rt,
maximumpressure
of tlre
lrydraulicsystenr)and tlre physicalstrengthof the operatorin case
of screw/cornbined
press.Wooderrracksnray be
screw-hydraulic
placedin betweensacksto inrprovedewateringefficierrcy.
Apply load pressureby clockwise
screwingof the plateonto the
sacksurrtilthe maxinrumDressLtre
levelis attainedand the sacs
are lrard.Load pressurereducesas liquordrainsout of the sacks,
the sacksbeconresofterwhen testedwith finger.
Repeat ihe clockwisetLtfning of screw press or operate the
hydraulrcpressureregularlyto maintainload pressureuntil nrash
is well dewatered.
47
()tk:lttt Mona,lctlj.nt Manital ht Produ.tiotr
of High QLtolity Cassova Fh
Removede-wateredcassavapresscake (checkby finger-feelfor
the hardnessof presscake as an indicationof a well de-watereo
press cake before removal). The moisture content of well
a
Step 6:
a
a
Step 7:
dewatered cassava cake ranges between 450/o-5Oo/o;
often
attainedafter 10-40 minutes.
Emptycassava
cakeinto cleanpansor bowlsfor disintegration.
Cake Breaking/ Disintegration
Pressed-cake
should be disintegrated
into wet granulesor grits
using a mechanicalgrater.Hand siftingcould be done with a
speciallywoven palm frond or wire mesh of 2mm x 2mm or
2.5mm x 2.5mm apertLtresize. Lumps of non-gratedcassava
couldbe removedwhen hand siftingis done;leavingthe finalwet
granulesto be of uniform size.This improvesdrying urriformity.
Use cleancontainers
to hold the wet qranules.
Drying
a
Sun or solardrying:Wet granulesor cassava
chipsshoulclbe sun
dried by spreadingthinlyon polyethylene
sheetsor drying mats
$ kg/m2) over raisedplatform.
Stir drying grits or chipsregularlyto exposeall grits or chipsto
absolutesun drying.
Drying should be under constantmonitoringto preventpests,
domesticanimals,birds and insects,such as honey bees,from
contaminatingproduct. Where possible,nettirrg nresh systenr
slrouldbe usedto covermaterialbeingdriecl.Under high sun ray
intensity,it takes 6-8 hours to dry grits or clrips completely
provided the recomnrendedloading rate (5 kg/rn2) is aclopted
and regularstirringwas done.
Mechanical(Electrical
or diesel-fired)
cabinetdryersare used for
dryirrgbetween60-65oC ar a loadingdensityof t0 kg/m2 by
spreadingthe pressedcake or wet grits thinly or-rtrays in the
drying chanrbers.
Flashand flr-ridized
bed dryerscouldalsobe usedfor dryirrggrits.
/\4arry desigr-rsof flash dryers are commercially available
rnternationally,
in Brazil,Ghana,Nigeria,etc. Flasl-r
dryersdry at
operatingtemperatureof 100" 250oC or more. At suclrhigh
temperatures,the hot-air-productcontact time to aclrieve
i .i..rrrn Alir)rucor(. ,i ,\1art,ii td Pro.tatctiot, of Higl,
euolity
Cossovo Floatt
48
*W
complete drying without destroyingthe functionalityof the
granulescould be as shortas 7 seconds.Dryingcapacityof flash
dryer depends on many factorsbut could be as high aslO
tones/hour.
Packdry grits or chips after cooling into cleancontainersor sacs
for millinginto flour.
Step 8:
a
a
a
a
Step 9:
Milling/Sifting
Pourdried cassava
gritsor chipsinto hopperof the mill.
Placea receptacleat the outlet of the machirreto receivethe
milledflor-rr.
Startthe motor/engrrre
and manuallyfeed the millingchanrber
with productfrom the hopper.Stop machineaftermillirrg
A harmermill cor-rld
be usedwith a sieveof appropriate
aperture
size to produce HQCF of requiredparticlesize of 250-500p,.
Siftingof flour will be necessary
if a plateor attritionmill is useo.
Sift the flour with a sifter.Avoid overloadingsifter.
Receivethe sifted flour with a clean containerand stoo the
machinewhen siftingis complete.
Packaging/ Labeling
PackageHQCF in suitable,
clean,insect,light and nroistureproof
materialsthat safegr-rard
the hygienic,nutritional,physicaland
organolepticqualitiesof the product.The packagingmaterial
shourldnot impart any toxic substanceor undesirable
odour or
flavorto the oroduct.
HQCF could be packedirr polypropylene
sacks(25,50 kg) lined
with thin polythenebagsfor bulk sales,or in smallerbags(paper,
polythene)
as unit packages
for the retailnrarket.Arrangetl'reunit
(srnall
packages
bags) into secondarypackagesof cardboard
boxes.
49
Labeleachcontainerprovidingthe followinginformation:
. The common name and/orbrand name
o Name of the manufacturer
or pacKer
.
Batchor code number
r
r
o
.
Net massin metricunits
Date of ntanufacture
County of origin
Expirydate
Attach to each containera stickerwitlr the inscription'store in cool dry
olace'.
SteplO:
Storage/Marketing
.
Use cleanvehiclesto transportpackagedHeCF for clistribertion
or storage.
.
store HQCF in bulk or-rpalletsin well ventilatedstoragewarehouses,
free
from pest.The storageconditionsmust meet the requiremerrts
of GMp.
RetailpackagedproductsmLrstbe storedon shelvesduringsrorage.
()!.tilv Ma]oqeDn:Dt L4ailoi lat Prodttctiott
of High euoljty
Cossovo Flo.il-
50
APPENDIXll: ANALYTICAL METHODS AND PROCEDURES FOR
DETERMINING QUALITY DURING PRODUCTION OF
HIGH QUALITY CASSAVA FLOUR
Most of the chemicalnrethodsoutlinedin tlris sectionare those proposedby
Bainbridgeet al (1996),GraceU977),Dubois,et al (1956)and McCreadyet al
(1950).The rnethodswere modifiedwhereappropriate.
To get reliableresultswith
suchas pH
for qualityanalyses
the rnethods,it is recommendedthat instruments
weighingscalesetc.,shouldbe inspected,
meters,moisturemeters,thermometers,
necessary
calibratedregularlyto ensurethey are
where
properlymaintainedand
in good workingcondition.
Quality Checks
The recommendedqualityanalysesconsistsof a group of selectedtests,which
of the raw
togetherprovidethe best possiblegeneralinsightinto the usefulness
(cassava
products.
recommerrded
The
roots. water. etc.) and final
materials
acidity,waterquality,contentof
ash,viscosity,
includethosefor cellulose,
analyses
cassava
Fora SME involvedin higlrqr-ralrty
stability.
ryanogensand microbiological
flour processingsome of these analysesshould be contractedto repLttable
A few simpleroutinetestsshould howeverbe done in-plarrtwhile
laboratories.
productionis still in progress.On the basisof the resultsof thesetests,quality
should be designatedin the form of a grade and the qualityof final products
beforeproductsare
standards
shouldfallwithinexpectedcompanyor regLrlatory
for nrarketingand consumption.
clearedas beirrgof good qurality
Sampling plans
rot,
suppliedshouldbe exanrinedfor bruises,
About 60/oof samplesof raw cassava
checksshouldbe random br-rtdecisiort
decay,maturityetc.Samplesizesfor qr-rality
of qualitydefectslrouldbe basedon
upon obseruation
of acceptance
of reiectior-r
testsconductedon randonrsanrplesfrom bottorn,middle arrd top portionsof
fron-rdailyprodurctions.
compositesanrples
Maturity test for fresh roots
rootsis affectedby tlretinre
arrdquarrtityof starchpfesentin cassava
Tlre r-naturity
of harvestingin ternrs of lerrgtharrd pericd or seasonof tl-reyear. Selectinga
nratirrity
test.lf
a subiective
two constitutes
medir-lmsizeroot and srrappingit ir-rto
regardedas nratureand
the root snapswith nrediunrforce,tlre root is gerrerally
dry. Surchrootsare consideredto
tlre fleslrwill appearfirm, whrte,and relatively
5
1
| lntitr
MtrtixJt
tix Di iltnltltl
i(t
ProdLtction
ol High
Quaity
Cossovo
Flour
have the maximum starchcontent.lf considerableforce is requiredto snap the
root, it is consideredto be woody and thus the root is said to have passedits
prime.The fleshof immatureroots is usuallyslightlyyellow,with a translucent
waterycore and has low starchcontent.
pH
Weigh exactly109 of flour sampleinto a 250m1beaker.Add 2Oml of distilled
waterand mix well.Furtheraliquotsof watermay be requiredin order to obtain
slurry.Washthe pH electrodewith distilledwaterand placein sample.Allow a few
moments for reading to stabilize.RecordpH value and wash the pH electrode
back into samplewith distilledwater(Bainbridge
et al.,1996.
Titratable Acidity
Fortitratableacidity,transferthe samplefor pH measurementinto a 250m1conical
flask.Wash out the beaker into flask with an excessof distilledwater.Add 4-5
dropsof phenolphthalein
indicator.
Fill25ml burettewith 0.'tM sodiumhydroxide
(NaOH).Titratewith the NaOH untilthe indicator turnspink.Record
the titer
iust
volume of NaOH added. Calculationof o/otitratableacidity(0/oTTA)
as lacticacid
is obtainedby nrultiplying
rhe rirervolumeby 0.09. (Bainbridge
et al.. 1996).
Moisture
Tlre method of Bainbridgeet al. (99O is proposeclfor moisturedetermination.
Place2g of sarnpleof flour in pre-weighed
moisturedisheswlth lid. Dry the flour
sampleat 105oCfor 4hrs with lidsslightlyopen apart.Replace
lidsand place-dried
samplesin desiccators
for 30min. to cool. Weigh dishescontainingthe dried
samples.
The 0/omoistureis calculate
bv the formula.
o/omoisture
1 0 0( w 2 - w l )
w2-w3
where:
w t : d i s hw e i g h t
w2 = dish weight+ sampleweightbeforedrying
w3 = dish weight+ sampleweightafterdrying
ParticleSize
Weigha 1OOg-cassava
floursampleintoa pre-weiglred
sieveof about250 micronapertLlre
sieveand sievesampletlroroughly
untila constant
weightof resiclue
is
Oltaln, l/latt qen.nl :\4onLnl fot production
of High euatity
Cossovo Flo.il
52
obtained.The percentageof flour passingthrough the apertureis obtainedfrom;
l00-weight of sampleresidueon sieve.
For a flour of good qualityover 950/oof it should passthrough the mesh screen.
Fiber (insoluble cellulose) and Foreign matter
Two to three grams Q g - 3 g) of flour should be boiledwith 1o0mlof 0.40/o
hydrochloricacid for one hour in a fume cupboard.Filterthe liquid through
a
weighedcruciblefittedwith filterpaperor througha Jenaglassfilter.After washing
with hot water,dry the crucibleat a temperatureof 105oC- 110oCuntil a constant
weight is obtained.The percentageof fiber and impuritiesare calculated
as one
hundred times the gain in weight of crucibledividedby the weight of the test
portion.
A rough estimateof fiber is carriedout by "crunch"of the flour.That is the sound
given when a sample,packedtightryin a small bag is pinchedbetweenfingers.
"Crunch"
is strong in pure flours but above certainfiber contentit is lost.This is
determinedbasedon practicalexperiencewith time. (Grace.197h.
Cleanliness
Add five millilitersof distilledwater to 1g of clriedhigh qualitycassavaflour.Stire
the mixture and then add 5ml of 0.7M NaoH solution.Examinethe uniform
gelatinizedmixture for impurities.The degreeof whitenessand clearness
depends
on the quantityof pigmentand dirt presentin the flour.(Grace,197h.
Appearance
compare brightnessor whitenessof flour with a "standard"which is of prime
grade and identifiedas firstclassquality.lf this is not available,
comparewhiteness
to that of barium sulphate and determine the relative whitenessvisurallv.
Experiencein this method is gainedover time. (Grace.j97h.
Taste and Smell
High qualitycassava
flour shouldbe blandin tastewithoutindication
of acidityor
off-flavor.The smell should be typicallythat of freshlypeeled cassava.(Grace.
1977).
Total soluble sugars (McCreadyet al. 1950,Duboisetc al. 1956)
weigh 50 or 100 mg of sample(ground to pass60-80 mesh sieves)into the 50
ml centrifugetube.wet samplewith 1.0ml 800/oethanol(to prepare800/oethanol,
dilute1680m1950/o
ethanolto 2 liters).Add 20ml distilledwater.Mix. Add 10 ml
5 3
Qtlality Monogement ManLnt lat production
ol High euolity
Cossova Flour
hot 800/oethanol and mix thoroughly.Centrifuge at 4000-5000 rpm for 5
minutes.Carefullydecantsupernatant
into a 100m1volumetricflask.Add 10mlhot
800/oethanolto the residue. Mix thoroughlyand centrifugefor 5 minutesand
into the same flask.Reoeatthe extractionwith hot ethanol.
decantsuDernatant
Add distilledwaterto the combinedextractuD to the 100m1mark.
Determinesugarby the phenol-sulphuric
acid methodas follows: Pipette1.0ml
of sugarextractinto a testtube. Diluteto 2.0 ml with distilledwater.Add 1.0ml
50/ophenol. Mix thoroughly.Add rapidly 5.0 ml concentratedsulphuricacid
directlyto the liquid surfaceand not to the sidesof the tube in order to obtain
good mixing. Allow tubes to stand for lOminutes.Shake or vortex to mix
thoroughly.
Therrplacefor 10-20minutesin a waterbath at 25-30 oC (optional).
Absorbance:
Readabsorbance
at 490 nm.
Blanks:Prepareblanksby substitr-rting
distilledwaterfor the sugarextractsolution.
glucose.Dissolve10mg
StandardCurve:Make a standardcurveusing0-100prg
g l u c o s ei n l 0 0 m l d i s t i l l ew
d a t e r .T h i sc o n t a i n 1
s 0 0 p r/gm l . P i p e t t 0
e.20,0.40,0.60,
0.80,and 1.00m1
of standardglucosesolutioninto testtube and proceedas with
(above).
sugardetermination
Starch content (McCreadyet al. 1950,Duboiset al. 1956)
Transferresiduefronr sugaranalysis
Use residuefrom sugaranalysis.
to a 100 ml
perchloric
volunretricflaskwith 18 ml of 700/o
acid or 15.5ml of 600/operclrloric
acid. [(Toprepare 520/oPerchloricacid - Add 27Oml of 720/operchloricacid to
100m1water, store in glass-stoppered
Divide the acid into three
containers.)
to be ableto rinsethe tube well.Rirrsethe tube furtherwith 9.0 nrl water.
Dortiorrs
Let it stand for 1-2 hours.Diluteto extractto 100m1with distilledwater. Filter
rhroughsinteredglassfurrrrelor glasswool or equivalent.
Pipette0.2 rnl of extract
into a test tube and dilute to 2.0 ml witlr distilled.Deveiopcolour as in tlre
deterininatior-r
of sugarby the phenol-sulphr-rric
acid method
Calculation: The ar-nount
of sugaris determinedby referenceto the starrdard
cLuve,nrhiletakingthe dilutionfactorand weightof sarnpleinto consideration.
ExpresssLrgars
directlyas amolllrtof glucose.
To convertto starcl-r,
rlr-rltiplyvaluesof glucoseby 0.9
orbSugar
=
Abs x ]/slope
100 x weiglrtof sanrple
, ' ilt
llr' , rft r,,- rt \'ltt:i ttl ltr Pro.luction
of High Quolity
Cossovo Flotu
54
Calculation of Sugar I Starch Contents
S u g a r = C g x V x 1 0 - 6 x1 0 2
Weightof sample
Where:
Cg=Absorbance-a
M
a
M
A
V
=
=
=
:
Intercept
Slopeof standardcurve
Absorbance
Volr.tmeof extract=
Totalvolume
Volumeof aliquoti.e. (dilutionfactor)
o - u ,
S u g a r = A / m x V x 1 0 - 6x 1 O 2
Weightof sample
=Axl/nrx100x10-6x102
Weightof sanrple
rl
c
0
e
:r.
:l
ct
te
rd
Axi/mx1O-2
Weightof sample
o/o
A x l/m
100x weightof sample
S t a r c h : A x 1 / m x 5 0 0 x1 0 - 6 x1 0 2 X 0 . 9
Weightof sample
:
A x'llm x5 x10-2 x
Weiglrtof sample
Starch- 0.05xAx1/m x 0.9
Weightof sarlple
0.9
olo
5 5
()u.lty LlaDoq{nt(rt
,\10,ttktt t.t Praduction
of Higl, euolity
Cossa
Krochmal ond Kilbride's method of storch determination
This method of determinationof starchcontent of fresh roots may be used by
processorswho neither have precisionequipment nor highly skilled
small-scale
technicalpersonnel. Root samplesshould be taken from four differentcassava
plantsfrom the samefarm. During the peak season,cassavarootshay be kept in
polyethylenebags and stored in a deep freezer.For analysis,slice frozen root
samplesand blenda weighedquantity(e.9.1009)with 500 ml of waterfor 5min.
Wash the pulp on a 180pm-sievewith additional500 ml of water.Discardthe
fibrousmaterialretainedon the sieve.Allow the extractto settle.removethe water
and pour the washedmaterialinto aluminiumpansand dry at about B5oC for 6
-12 hours until a constantweight is attained.Weight the extractand calculatethe
percentageof starchfrom the weight and moistureof initialsample(Grace,1977).
Cyanogenic potential (CNP) analysis
a.
Qualitotive test (Quignard's test)
Preparesodium picrate papers by dipping strips into one- percent picric acid
solution and then dry. Dip them into 100/osodium carbonate solution and
thereafter,dry them again. Preservethese stripsof paper in a bottle with tight
stopper. Chop finely, a small amount of the roots to be tested and put the
chopped roots into test tube. Inserta pieceof moist sodium picratepaper,taking
care that it does not come into contactwith the root pulp. Add a few drops of
chloroformand stopperthe tube tightly.The sodium picratepapergraduallyturns
orange if the root materialreleaseshydrogenryanide.Comparethe colourof the
picratestrip with that of a presetcoiourscaleof 1-9 (SeeAppendix 7). The test is
a delicateone, and the rapidityof the color change dependson the quantityof
free hydrogenryanide present.(Grace,197h.
b.
Quontitativedeterminationblkalinetitrotionmethod)
Weigh 10 to 20 g of blendedor crushedroot materialinto a distillationflask,add
about 200 ml of water and allow it to standtwo to four hours,in order to set free
all the bound cyanogens,mean while keeping the flask connected with an
apparatusfor distillationwhich alreadyhas been filled with the alkalinereceiver
solution.Distillwith steamand collect150-200 ml of the distillate
in a solutionof
0.5 g of sodium hydroxidein 20 ml of water.To 100m1of distillate(it is preferable
to diluteto a volumeof 250 ml and titratean aliquotof 100 ml) add B ml of 5 0/o
Quohty Monogement Monuol lot Prcduction
of High
Quolity
Cossavo
Flour
56
potassium
iodidesolution
andtitratewith0.02Nsilvernitrate(1mlof 0.02Nsilver
nitratecorresponds
to 1.08mg of hydrocyanic
acid)usinga microburette.
Theend
point is indicatedby a faint but permanentturbidity,which may be easily
(Grace,1977).
recognized,
especially
againsta blackbackground.
HCN (mg/kg)= 1000x 1.08
W
where: W: weight(g)of cassava
rootsused
MicrobiologicalAnalysis
Preporation of sample/Seria I dilution
Weigh 10 gramsof HQCF into a sterilestomacher
bag and add 90 ml sterile
diluent containing0.10/opeptone.0.80/oNaCl, with pH adjusted to 7.2.
Homogenize
the dilutedsamplein a stomacher
for 30 seconds
at normalspeed.
Fromthis 1 in 10dilution,preparea furtherdecimaldilutionby pipetting1 ml of
the dilutedsampleinto9 ml of sterile
diluentin a testtubeas the 10-2dilution.
Preparefurtherdecimaldilutionsby alwayspipetting1 ml of the lowestdilution
samplesinto9 ml of sterilediluentto obtainrc-3, rc-4,10-5,etc,dilutions.
Aerobic plote count herobic mesophiles)
Pipette1 ml of appropriate
decimaldilutionin duplicateinto sterilepetridishes.
(sterileliquefiedmedium)PlateCountAgar at
Pour 12 to 15 ml of autoclaved
about45 oC intoeachplate,rotatingto mix thecontents
of eachplatethoroughly
duringpouring. Leavethe platesto solidifyand incubatein an invertedposition
(upside
down)in an incubator
at 30 oC for 2 to 5 days.Countallcolonies
on the
highestdilutionplatescontaining
25 to 300 colonies
suitable
and express
results
as colonyformingunitsper gram(CFU/9).
Yeast and moulds count
Yeastsand mouldsmay be enumerated
on any of the followingmedia;Malt
ExtractAgar containing100 mg chloramphenicaol
and 50 mg chlortetrarycline
per liter (MEA),PotatoDextroseAgar (PDA or Oxytetraryclin-Glucose-Yeast
(OGYEA).Theantibiotics
Extract-Agar
shouldbe addedafterthe mediahasbeen
autoclaved.
Pipette1 ml of appropriate
decimaldilutionin duplicate
intosterilePetridishes.
(MEA,
Pour12to 15ml sterileliquefiedmedium
PDAor OGYEA at about45 oC
57
Quolty Manogement
Monuol fot Prcduction
ol High
Quolity
Costavo
Ftour
into eachplate,rotateto mix the contentsof eachplatethoroughlyduring pouring.
Leavethe platesto solidifyand incubateuprightat 25 oC or 30 oC for 5 to 7 days.
Count all colonieson the suitablehighestdilutionplatescontaining25 to 300
coloniesand expressresultsas colony forming units per gram (CFU/9).
Quoltty Monogement Manual far Prcduction
of High
Quolity
Cossavo Flour
APPENDIx lll: SAMPLESOF RECOMMENDEDREPORTFORMSFOR
MANAGING AND KEEPINGRECORDSFROM THE
HACCP/CIACCPIMPLEMENTATIONPROCESS
FORM l:
MONITORING OF RESULTS
DATE:......
BATCHNO
RECORDED
BY:
ccP
Freshroots
o
EXAMINATION PARAMETERS
Cassavamaturityat harvest
a
Varietyof cassava
a
Dateof harvest
o
Time of harvest
a
Dateof delivery
a
Timeof delivery
a
Appearance:
Degreeof discoloration
or vascular
streaking
pH of roots
Washing
VisualExamination
r
dirt in water
o
Particulate
matterin water
.
Sandin water
.
Colourof water
.
Odour of water
.
pH of water
.
Conductivityof
water
.
Densityof water
.
Sandparticles
on washedroots
o
Mud on washedroots
Type of cassava(sweetor bitter)
levelof CNP
Qualitative
Dewatering
Drying
a
Feelof moisturelevelin pressedcake
a
Dirt on dewatering
equipment
o
Dirt on sacks
r
Ambienttemperature
r
lnternaltemperature
of solardryer
o
Internaltemperature
of mechanical
dryer
.
Loadingdensityof sun dryer
Quoltty Monoqenent
59
Monuol for Prcduction
of High Quolity
Cassovo
FI.
a
Loadingdensityof solardryer
o
Loadingdensityof Mechanical
dryer
a
Dryingtime for sun dryer
a
Dryingtime for solardryer
a
Dryingtime for mechanical
dryer
a
Moisturecontentof finalproduct
a
Animaldroppingson dryingsurfaces
a
Animaldroppingson dryingmaterials
a
Duston dryingsurfaces
a
Duston dryingmaterials
a
Typesand averagenumberof pestsobservedin
dryrngarea
Typesand averagenumberof birdsobservedin
dryingarea.
Typesand averagenumberof domesticanimals
observedin drying area
Typesanda veragenumber of reptilesobserved
in dryingarea.
Microbialloadof environmenVair
Healthstatusof processor
Packaging o
and Storage
N u m b e r o f p a c k a g e si m p r o p e r l y s e a l e d ( i e
leaking)
.
Number of insectsor insectparts observedin
eachpackagedunit
.
Number of packagedunitswith insectsor insect
partswithin.
Quolily Monogement Monuol for prcduction
of High
euotity
Cossdvo Hour
60
FORM 2:
LIST OF CORRECTIVEACTIONS
CRITICAL LIMIT EXCEEDED
61
Quohty Monogement
ACTION TAKEN
Monual fot Prcduction
ol High Qudlity
Cdssovo
Flou,
I
VERIFICATION RESULTS
LABORATORY:
APPROVEDBY:
REFERENCEMATERIAL
ANALYSIS
FRESHCASSAVA
.
Moisturecontent
.
StarchContent
.
CNP of freshcassava
Pathogens
Coliforms
TotalPlateCount
Extraneous
Matter
o
PRESSED
CAKE
Moisturecontentof
pressedcake
r
CNP of pressedcake
DEWATERING
EQUIPMENT
TotalPlatecount(cfu/g)
& SACKS
Yeast& Mould (cfu/g)
Coliforms(cfu/g)
E. colikfu/g)
(cfu/g)
Salmonella
Shigella(cfu/g)
Moisturecontent
(although,
lvlycotoxin
unlikelyin HQCF)
CNP of finalproducts
PACKAGEDPRODUCTS
Weightof selected
samplesof packages
in
store
Microbialloads.
QLtolty MoDogement Monuol fat Prcduction
ol High
euolity
Cassovd Flour
62
FORM 4:
TRAINING
EMPLOYEE:
N a m e.
Periodof employment
TRAINING TOPIC
COMMENTS
DATE8 SIGNATURE
OF PLANTOWNER
Understanding
of HACCPand
hazardsassociated
with HQCF
production.
HQCF Production,
handling,
packaging
and storage.
Hygienicconductand basic
food hygiene.
Maintenance
and sanitation
of
buildingsand structures
Cleaningprocedures
for
equipmentand environmentof
plants.
food processing
63
Quolity Monogement
Manuol for Production
of High Quolity
Cossovo Flour
FORM 5:
MANAGEMENT REVIEW
Dateof review:
Background
material
Lastmanagementreviewreport:
Lastexternalaudit report:
Monitoringreports:
Verificationreports:
Correctiveactionreports:
Customercomplaints:
Others:
Main conclusions
Corrective
actionsand improvements
instituted
and personsresponsible:
Dateand signatureof plantowner
Correctiveactioneffecteo:
Dateand signatureof plantowner:
Quoltty Monogement Monud for Prcduction
of High
Quality
Cotsovo
Flour
64
*.s
FORM 6:
TISTOF CURRENT
DOCUMENTS
DATE OF
DATEOF
ISSUE
LATEST
65
/ neseoxsrBtlrTtEs DISTRIBUTION
]
Quohty MoDoqenent
Monuo/ for prcdl tction
ol High euotity
Cossovo Ftour
APPENDIXIV: SUPERV|SORS,RESPONStBtLtTtES
Handling Control Actions
Action needed to be 6ken
Action Plan
.
l
Control
)erecrton
ot rootsot appropriate
varietyand CNp
Action 1
lmn-lediate
Processing
Control
W;ter Treatment
and supply
Actiorr2
i-__-1]r1"'
contro--frrrrcier-t cewaterrng
or grJredn.a;h
f
]
nction
,. "
J:
i
]
I
I
]
Controt
I
[t-t"tl:."'!::F
4
] Actron
ri
ii
Control
A.r;^^ s
c
Action
]
]
QA/QC Supervisor
[nCequate ,emovif oisanA ancl,,-'rt_,0
from ioot! aurrng
r
-
Productron
supervisor
i
*
1-r*"*,., **,u*
t proou.rcnsr--pe'soi
wistmg,
vvd>r ilrrg, u
d-tnGin
t y r i l g d n l cibhrectio"
or porvpropyr"*r-c
usedfor dewaterirrg
cleaning
anddislnfection
of clewJtering
equrpnrent
serecrns
onVrow
on\,
row-cr.rp
cNp
variCI;s
va,
reri;s
of cassa";
cassav;ioiioi
I cnrpprng
nrethod
I
-|___
superuisor
] pfoductro;1
-t;*a*;
sup-ervrsor
sup-e,v,so,
t,;*a*;
1
]
|
-
foaOing
Jr urvcri
dryers
- of
I '""-"'v:+jr^
I
f:
--r:.-=t^--]
Production
Production
supervisor_]
supervisor
i
-fF.dr.t,o,.',
[ ?:;;^r,-^"or cryers
j-ettrng tenrperirure
superuisor i
-t
anaclisrrrfearcn
.f cltrtq su,raies
a,rcicr,y"r;. p;odn6i--;slpe*isof
--" l
Fl*nmg
-1
provrskrn
br co-ve,scr""-,
1
f"iG;;n
,.--.rivi,.,s
p,.* ,;",W
i
I systems
I
,
isysrems
-
-o-nrior f.r'-'n
" "r pau",'.vGn-as,
I t -seatr.'g
l
Actiorr6
i
f r u L r u L r i ( Jt 5
t Ltpetvt5ol- ]
f*".-,*,;p.*n",
or c-a'?Lroi-uo*-pac[iget
feroo,,.r,oniupe^^"- ]
] o;a"inn it pe,visoi ]
sup"*r,
I rroauctron
I
r;qi
i Giins oriortb,vporvpropftne
srterooms
a.c processrng
iiea.
ij.rmgarron?
oi unr packages
crirring
itor-ge
.l--rt,"cxnn
i
i_
f OnzrX sL,pe-iso,
Handlirrg Morritorir.rgActions
MonitorGg
Action Plan
";-.
I Acfion ,tee?ea to Oeiaf<en
I
J eeisoiineiResponsible
r v r o r tt o tt t 9
( l t e ( t ; n q a r r Cr e t o rd i , t r Jo l v a l r e l y
a r r I, n t J t t rrrt y o l
Actton 1
cassavarecerverJ.
P
^ ,r 1I ,r '(, -t r, 'i ^' t,|. . , , , , . - ,, . i I rr u
5 L l I l e tv t s o T
-H a n r e s t-i n g
d d t e a n d t i r r r eo i , , r s r . r v as rr p , r l l t , c l
-p:n o t f t ' e q l t
ro0is
Itroct.rir;or
i s,rpervrso
ca5sava
t_.iA'Lr,
piesenieo, arrseniJoicrricoroirrion
Ci v.rscLitir
(Lri ,el
tSOl
t t r e a K r r g o n c a s s a v as l r l _ i p l i e d .
Min,toiing
n:uo1 2
(lr.rtI;
i'1ar:attett'rtt L.Itt ttt it
i J r i l f d t l . , ' t r , t t e n t . l i l e t s l l ] ( 1 .l d e ( d l n ) , r l l c r a n c - J
odor of
,
\\idtef.
Pro<luctiort of High e.tolity
Cossovo Flour
66
I
QA/QC 5up.t-;u'tn,
]
Sandparticles
or mud on washedroots
Monitoring
Fingerfeel of moisturelevelin pressedcake
Action3
Dirt on dewatering
equipnrenl
Dirt on sacksusedfor dewatering
Monitoring
Action 4
Monitoring
Action5
Sweetness
or otherwiseof cassava
varietv
QA/QC Supervisor
assessn'rent
of CNP level
Qualitative
QA/QC Supervisor
AmbientTemperature
for sun,drying
QA/QC Supervisor
tnternal.- ni pe-ra
tu-reo f sotar a ryer
aA/OC Supe*nt
__-f
OA^am
toryOc SLrp
I oryirrstinieioi iour aryrns
-oving t'nie for nrechantcal
mechanrc.t
d'yrs
dryin[
[Oryr;r*afor
I
Anrx; DioppirrgsanclCrrsrorr dryirrgsr-rrfaces
ls
f-an,rnat AropprrgsanC-Cniion c VLng matena
QAlclC Supervisor
i Presence
or absence
of pests,birds,domesticanrmals.
QA/QC Superuisor
reptilesetc.,tn dryrngarea.
Morritorirrg \dholeness
arrdintegrityof packages
,
aA/aC Supervisor
-- I
Preserrre
or absenceof weevilsrn ltackagecl
prodLrcti
QA/QC Supervisor
Artion 6
PTesence
or absenceof weevilsin and around
i
I
OA/OC Supervisor
storeroom
HandlinoCorrectiveActions
Correaive
Action needeoto be taken
Persr;nnel
Responsible
Action Plan
Coirectr',ie Relectiorr
of r-inwanted
variet!'or over-aqedrrtots
Actior I
Redirectiorr
of root5sulrplrerl
nrorethan B hours.iftei
l r a r v e s t i r r qf.o r p r o d L i c t i o no f o t h e r f e rr . . r c . n t ecda s : , a v a
Coi'ecwe
Artiorr.
Production
Manage,-
I
-
Protluctior.r
[4anager
I
iliocirlcts.
ati;rrgna wateiror'w.rshiig
C i r a i r , , , st 'o, ,uqr ( o
Ll rv.lrel
Alertirrgprociuction
staffto r-c.
w.rshpeel"cl,oots
Correctrve
Actiorr3
Giieiirve
A c t i r - r n4
Instrrrctions
process
to r'€peat
cle,vatering
P r o d L r c t r c ,M
n. : l a q e r r
Re cleanjnqof clewaterrrrg
e q r - i i p t n r e natn c l s a c k s
QA/QC A4an.rqer
tnstructioriitcr
reireiii,rgltriqirtNp ll.sauao,,.J,,otiv PLoCuctioL.r
14ar.iaer
i r - r t e r c l e dl o r t l r r p L r r r r ltjo b e . ] r a t e d i n s t e . t c j .
67
()tniht,
lJ.t
ttt(ilx
)i Ll,ttttdl
lit
Productiot,
of High
Qudlity
Cossovo
Flou
i
Corrective
Action 5
Re-dryingof products
(u rEUrcLL
prouuctsror non_lood
apprtcahons.
Preventionof pests,birdsand other animals.
for animalfeed or other non-foodapplication.
Instructions
for damaged@
Action 6
ProductionManager
ProductionManiger
QA/QC Manager
P..lr.r.tr" /t4*.r"t
ProductionManager
for non-foodapplications.
r r5uuLuurls ror re_sfttng and re_drying of
defective
Production
Manager
products in mechanical dryer.
vr | | rsLt tdt ilLdIy
(lneo
defectiveproductsfor immediatesupplyto non_food
end-users.
APPENDIXV: P|CRATESCORTNG
COLOURCHART
Quo|ty Monogement
MonLnl lor prcduction
of High
euolity
Carsovo
Ftour
PlantManager



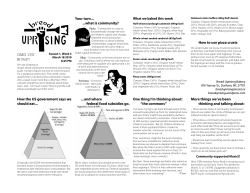


© Copyright 2026