
Physio Chemical Characteristics of Three Types of Cane Syrup
PHYSIO CHEMICAL CHARACTERISTICS OF THREE TYPES OF CANE SYRUP By Hashim Tag EL-Deen Hashim Abass B.Sc. Honours (Educ.) AL-Zaim AL-Azhari University ٢٠٠٢ Supervisor Dr. Hassan Ali Mudawi A Thesis Submitted to the University of Khartoum in Partial Fulfillment for the Requirement of Master of Science (Agric) Department of Food Science and Technology Faculty of Agriculture, University of Khartoum May-٢٠٠٦ ١ DEDICATION I dedicated this research to my father soul, Also, dedicated to my mother who gave me strength Hashim ٢ ACKNOWLEDGEMENTS I am grateful to Allah, my special praise and thanks for giving me the health, strength and patience to conduct this research. I would like to express my gratitude and sincere appreciation to my supervisor Dr. Hassan Ali Mudawi.for his excellent supervision, encouragement, and guidance throughout this work. Specially thank and respects are extended to En. Mahmmoud Mansor Osman, the researcher in industrial and consultancy research centre for his great aid and encouragement. Extra thank extended also to En. Abd-ELrahim Adam and staff of specialiaty products department of Kenana sugar factory for their helps. A lot of owed to laboratory technical staff of Shambat, El-Guneid factory, and Desertification Research Institute for their helps. Finally, great thank and obligation to every one contributed to this work and not mentioned. ٣ ABSTRACT Comprehensive physio-chemical analyses were carried out for sugar cane syrup in an attempt to assess quality of locally edible cane syrup and to compare between Tate and Lyle syrup qualities. Within the study analysis were conducted on four locally cane syrups, which are Kenana amber and treacle syrup, Saeed golden syrup, and AL- Modhesh golden syrup, in addition to the British golden syrup (Tate and Lyle) which is used as a reference. The analysis included determination of total soluble solids (TSS), total sugars, reducing sugars, sucrose, gravity purity, ash, minerals, pH, acidity, moisture, nitrogen and protein content. Similarly physical properties were measured mainly: viscosity, color, and refractive index. The results obtained revealed that the average percentage of total soluble solids (TSS) of Tate and Lyle was ٨١٪, Kenana amber ٨٢٪, Kenana treacle ٨١٪, Saeed ٨١٪,and AL-Modhesh ٧٩٪. Reducing sugars were ٤٨٫٣٪ for Tate and Lyle, Kenana amber, ٤٧٫٣٪, Kenana treacle, Saeed ٤٦٫٣٪ and ٤٥٫٥٪ for AL-Modhesh. Sucrose was ٣١٫٨٪, ٣٢٫٤٪, ٣٣٫٦٪, ٣٤٫٢٪, ٣٧٪ for Tate and Lyle, Kenana amber, Kenana treacle, Saeed, and AL-Modhesh respectively. Three local samples results of sugars content were similar to the Tate and Lyle ٤ syrup and Sudanese Standards Metrology Organization (SSMO), while sugars content of AL-Modhesh syrup was different. Moisture content was between ١٨-٢١٪ for all the samples, which is similar to the reference and SSMO. AL-Modhesh syrup was more acidic than other local syrups which were identical with the reference and the standard. Gravity purity was ٣٩٫٢٪ for Tate and Lyle and ٣٩٫٦٪ for Kenana amber, while it was ٤٢٪ for Kenana treacle and Saeed, ٤٦٫٨٪ for AL-Modhesh. Ash content was ١٫٤٪ for Tate and Lyle, while it was ١٫٢٪ for Kenana amber and Saeed, ١٫٥٪ for Kenana treacle, and ١٫٠٥ for AL-Modhesh. All samples of syrup were poor of nitrogen and protein content. Minerals were determined by atomic absorption spectrometer and it was found that, Tate and Lyle and AL-Modhesh has a higher percentage of sodium than other minerals, while Kenana sample amber and treacle) and Saeed has scored the highest percentage of calcium. All tested samples contained enough amounts of sodium, calcium, and magnesium, and these are the most important minerals from nutritional point of view. It was noticed that all samples contained less phosphate while they showed the same amounts of cobalt, iron, manganese, copper, chrome, nicle, lead and zinc. The viscosity was calculated at ٣٠ْc and found to be ٤٫٢٠, ٤٫٠٨, ٤٫١١, ٤٫١٥, ٤٫٠٢ centistokes for Tate and Lyle, Kenana amber, Kenana treacle, Saeed, and AL-Modhesh respectively. The colour of the syrups was measured colour metrically and was found to be ٢٠٠٠ ICUMSA for Tate and Lyle, and ٢٤٠٠, ٩١٧٩, ٢٢١٢, ١٨٩٣, ICUMSA ٥ for Kenana amber, Kenana treacle, Saeed, and AL-Modhesh respectively. The colour of all local syrups matched with SSMO standard except AL-Modhesh syrup. Refractive index was ١٫٥٠٠٠ for Tate and Lyle and Saeed, ١٫٤٩٣٠ for AL-Modhesh, ١٫٤٩٦٠ for Kenana amber and ١٫٤٩٩٠ for the treacle. ٦ ﺑﺴﻢ اﷲ اﻟﺮﺣﻤﻦ اﻟﺮﺣﻴﻢ ﺧﻼﺻﺔ اﻷﻃﺮوﺣﺔ ﺃﺠﺭﻴﺕ ﺘﺤﺎﻟﻴل ﻓﻴﺯﻴﺎﺌﻴﺔ ﻭﻜﻴﻤﻴﺎﺌﻴﺔ ﻋﻠﻰ ﻋﺴل ﻗﺼﺏ ﺍﻟﺴﻜﺭ ﻓﻲ ﻤﺤﺎﻭﻟﺔ ﻟﻠﺘﻌﺭﻑ ﻋﻠﻰ ﺠﻭﺩﺓ ﺍﻟﻌﺴل ﺍﻟﻐﺫﺍﺌﻲ ﻭﺍﻟﻤﺼﻨﻊ ﻤﺤﻠﻴﹰﺎ ﻭﻤﻘﺎﺭﻨﺘﻪ ﺒﺎﻟﻤﻭﺍﺼﻔﺎﺕ ﺍﻟﺴﻭﺩﺍﻨﻴﺔ ﻭﻤﻭﺍﺼﻔﺎﺕ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﺍﻟﻤﺴﺘﺨﺩﻡ ﻜﻤﺭﺠﻊ .ﺘﻡ ﺘﺤﻠﻴل ﺃﺭﺒﻌﺔ ﻋﻴﻨﺎﺕ ﻤﻥ ﺍﻟﻌﺴل ﺍﻟﻤﺼﻨﻊ ﻤﺤﻠﻴ ﹰﺎ ﻭﻫﻲ ﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ،ﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ،ﻋﺴل ﻤﺼﻨﻊ ﺴﻌﻴﺩ ،ﻋﺴل ﻤﺼﻨﻊ ﺍﻟﻤﺩﻫﺵ ﺒﺎﻹﻀﺎﻓﺔ ﺇﻟﻰ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ. ﺘﻀﻤﻨﺕ ﺍﻟﺘﺤﺎﻟﻴل ﺘﻘﺩﻴﺭ ﺍﻟﻤﻭﺍﺩ ﺍﻟﺼﻠﺒﺔ ﺍﻟﺫﺍﺌﺒﺔ ﺍﻟﻜﻠﻴﺔ ،ﺍﻟﺴﻜﺭﻴﺎﺕ ﺍﻟﻜﻠﻴﺔ ،ﺍﻟﺴﻜﺭﻴﺎﺕ ﺍﻟﻤﺨﺘﺯﻟﺔ ﻭﺍﻟﻤﺤﻭﻟﺔ ،ﺍﻟﺴﻜﺭﻭﺯ ،ﺍﻟﻨﻘﺎﻭﺓ ﺍﻟﻨﻭﻋﻴﺔ ،ﺍﻟﺭﻤﺎﺩ ،ﺍﻟﻤﻌﺎﺩﻥ ،ﺍﻟﺤﻤﻭﻀﺔ ،ﺍﻟﺭﻁﻭﺒﺔ، ﻭﻤﺤﺘﻭﻯ ﺍﻟﻨﻴﺘﺭﻭﺠﻴﻥ ﻭﺍﻟﺒﺭﻭﺘﻴﻥ ﻭﻜﺫﻟﻙ ﻗﺩﺭﺕ ﺍﻟﺨﻭﺍﺹ ﺍﻟﻁﺒﻴﻌﻴﺔ ﻤﺜل ﺍﻟﻠﺯﻭﺠﺔ ،ﺍﻟﻠﻭﻥ، ﻤﻌﺎﻤل ﺍﻹﻨﻜﺴﺎﺭ. ﺃﺸﺎﺭﺕ ﺍﻟﻨﺘﺎﺌﺞ ﺇﻟﻰ ﺃﻥ ﻨﺴﺒﺔ ﺍﻟﻤﻭﺍﺩ ﺍﻟﺼﻠﺒﺔ ﺍﻟﺫﺍﺌﺒﺔ ﺍﻟﻜﻠﻴﺔ ﺒﻠﻐﺕ %٨١ﻓﻲ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﺒﻴﻨﻤﺎ ﺒﻠﻐﺕ %٨٢ﻓﻲ ﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ﻭ %٨١ﻟﻌﺴل ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ﻭﻋﺴل ﺴﻌﻴﺩ ﻭ %٧٩ﻟﻌﺴل ﺍﻟﻤﺩﻫﺵ .ﺍﻟﺴﻜﺭﻴﺎﺕ ﺍﻟﻤﺨﺘﺯﻟﺔ ﺒﻠﻐﺕ %٤٨,٣ﻟﻠﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﻭﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ﻭ %٤٧,٣ﻟﻌﺴل ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ﻭ %٤٦,٣ﻟﻌﺴل ﺴﻌﻴﺩ ﻭ %٤٥,٥ ٧ ﻟﻌﺴل ﺍﻟﻤﺩﻫﺵ .ﺒﻠﻐﺕ ﻨﺴﺒﺔ ﺍﻟﺴﻜﺭﻭﺯ %٣٧، %٣٤,٢ ، %٣٣,٦ ، %٣٢,٤ ، %٣١,٨ ﻓﻲ ﻜل ﻤﻥ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ،ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ،ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ،ﺴﻌﻴﺩ ﻭﺍﻟﻤﺩﻫﺵ ﻋﻠﻰ ﺍﻟﺘﻭﺍﻟﻲ. ﻭﻗﺩ ﺃﺘﻀﺢ ﻤﻥ ﺍﻟﺩﺭﺍﺴﺔ ﺃﻥ ﻤﺤﺘﻭﻯ ﺍﻟﺴﻜﺭﻴﺎﺕ ﻓﻲ ﺜﻼﺜﺔ ﻋﻴﻨﺎﺕ ﻤﻥ ﺍﻟﻌﺴل ﺍﻟﻤﺤﻠﻲ ﻤﺸﺎﺒﻪ ﻟﻤﺤﺘﻭﻯ ﺍﻟﺴﻜﺭﻴﺎﺕ ﻓﻲ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﻭﺍﻟﻤﻭﺍﺼﻔﺎﺕ ﺍﻟﺴﻭﺩﺍﻨﻴﺔ ﺒﻴﻨﻤﺎ ﻤﺤﺘﻭﻯ ﺍﻟﺴﻜﺭﻴﺎﺕ ﻟﻌﺴل ﺍﻟﻤﺩﻫﺵ ﻜﺎﻥ ﻤﺨﺘﻠﻔﹰﺎ. ﻤﺤﺘﻭﻯ ﺍﻟﺭﻁﻭﺒﺔ ﻟﻜل ﺍﻟﻌﻴﻨﺎﺕ ﺘﺭﺍﻭﺡ ﺒﻴﻥ %٢١ - %١٨ﻭﻫﻭ ﺍﻟﻤﺩﻯ ﺍﻟﻤﺸﺎﺒﻪ ﻟﻠﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﻭﺍﻟﻤﻭﺍﺼﻔﺔ ﺍﻟﺴﻭﺩﺍﻨﻴﺔ .ﻋﺴل ﺍﻟﻤﺩﻫﺵ ﻜﺎﻥ ﺃﻜﺜﺭ ﺤﻤﻭﻀﺔ ﻤﻥ ﻜل ﻋﻴﻨﺎﺕ ﺍﻟﻌﺴل ﺍﻟﻤﺤﻠﻲ ﻭﺍﻟﺘﻲ ﺘﹸﻁﺎﺒﻕ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﻭﺍﻟﻤﻭﺍﺼﻔﺔ ﺍﻟﺴﻭﺩﺍﻨﻴﺔ ﻓﻲ ﺩﺭﺠﺔ ﺍﻟﺤﻤﻭﻀﺔ. ﺒﻠﻐﺕ ﻨﺴﺒﺔ ﺍﻟﻨﻘﺎﻭﺓ ﺍﻟﻨﻭﻋﻴﺔ ﻓﻲ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ،%٣٩,٢ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ،%٣٩,٦ ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ﻭﺴﻌﻴﺩ %٤٢,٣ﻭﺍﻟﻤﺩﻫﺵ . %٤٦,٨ﻤﺤﺘﻭﻯ ﺍﻟﺭﻤﺎﺩ %١,٤ﻟﻠﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﺒﻴﻨﻤﺎ ﺒﻠﻎ %١,٢ﻓﻲ ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ﻭﺴﻌﻴﺩ %١,٥ ،ﻓﻲ ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ%١,٠٥ ، ﻓﻲ ﺍﻟﻤﺩﻫﺵ ،ﻭﻗﺩ ﺘﻼﺤﻅ ﻓﻘﺭ ﻜل ﻋﻴﻨﺎﺕ ﺍﻟﻌﺴل ﻤﻥ ﺍﻟﻤﺤﺘﻭﻯ ﺍﻟﻨﻴﺘﺭﻭﺠﻴﻨﻲ ﻭﺒﺎﻟﺘﺎﻟﻲ ﺍﻟﺒﺭﻭﺘﻴﻥ .ﻗﺩﺭﺕ ﺍﻟﻤﻌﺎﺩﻥ ﺒﺠﻬﺎﺯ ﺍﻹﻤﺘﺼﺎﺹ ﺍﻟﺫﺭﻱ ﻭﻗﺩ ﻭﺠﺩ ﺃﻥ ﺍﻟﺼﻭﺩﻴﻭﻡ ﻴﻤﺜل ﺃﻋﻠﻰ ﻨﺴﺒﺔ ﻓﻲ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﻭﻋﺴل ﺍﻟﻤﺩﻫﺵ ,ﺒﻴﻨﻤﺎ ﻴﻤﺜل ﺍﻟﻜﺎﻟﺴﻴﻭﻡ ﺃﻋﻠﻰ ﻨﺴﺒﺔ ﻓﻲ ﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ﻭﺍﻷﺴﻭﺩ ﻭﻋﺴل ﺴﻌﻴﺩ .ﻜل ﺍﻟﻌﻴﻨﺎﺕ ﺒﻬﺎ ﻨﺴﺒﺔ ﺠﻴﺩﺓ ﻤﻥ ﺍﻟﺼﻭﺩﻴﻭﻡ ﻭﺍﻟﻜﺎﻟﺴﻴﻭﻡ ﻭﺍﻟﻤﻐﻨﺴﻴﻭﻡ ﻭﻫﻲ ﺍﻟﻌﻨﺎﺼﺭ ﺍﻟﻬﺎﻤﺔ ﻏﺫﺍﺌﻴﹰﺎ .ﻭﻗﺩ ﺘﻼﺤﻅ ﻓﻘﺭ ﻜل ﺍﻟﻌﻴﻨﺎﺕ ﻤﻥ ﺍﻟﻔﻭﺴﻔﺎﺕ ﺒﻴﻨﻤﺎ ٨ ﻜﺎﻨﺕ ﻤﺘﺴﺎﻭﻴﺔ ﻓﻲ ﻨﺴﺏ ﺍﻟﻜﻭﺒﺎﻟﺕ ،ﺍﻟﺤﺩﻴﺩ ،ﺍﻟﻤﻨﺠﻨﻴﺯ ،ﺍﻟﻨﺤﺎﺱ ،ﺍﻟﻜﺭﻭﻡ ،ﺍﻟﻨﻴﻜل ،ﺍﻟﺭﺼﺎﺹ ﻭﺍﻟﺨﺎﺭﺼﻴﻥ. ﻗﺩﺭﺕ ﺍﻟﻠﺯﻭﺠﺔ ﻋﻨﺩ ٣٠ﺩﺭﺠﺔ ﻤﺌﻭﻴﺔ ﻭﻗﺩ ﺒﻠﻐﺕ ، ٤,١٥ ، ٤,١١ ، ٤,٠٨ ، ٤,٢٠ ٤,٠٢ﺴﻨﺘﻲ ﺍﺴﺘﻭﻙ ﻓﻲ ﺍﻟﻌﺴل ﺍﻟﺫﻫﺒﻲ ﺍﻹﻨﺠﻠﻴﺯﻱ ،ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ،ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ،ﺴﻌﻴﺩ، ﺍﻟﻤﺩﻫﺵ ﻋﻠﻰ ﺍﻟﺘﻭﺍﻟﻲ .ﺘﻡ ﻗﻴﺎﺱ ﺍﻟﻠﻭﻥ ﺒﺠﻬﺎﺯ ﻗﻴﺎﺱ ﺍﻟﻠﻭﻥ ﻭﻗﺩ ﺒﻠﻎ ٢٠٠٠ﺍﻴﻜﻭﻤﺴﺎ ﻓﻲ ﺍﻟﻌﺴل ﺍﻹﻨﺠﻠﻴﺯﻱ ﺒﻴﻨﻤﺎ ﺒﻠﻎ ١٨٩٣ ، ٢٢١٢ ، ٩١٧٩ ، ٢٤٠٠ﺍﻴﻜﻭﻤﺴﺎ ﻓﻲ ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ،ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ ،ﺴﻌﻴﺩ ،ﺍﻟﻤﺩﻫﺵ ﻋﻠﻰ ﺍﻟﺘﻭﺍﻟﻲ .ﻜل ﻋﻴﻨﺎﺕ ﺍﻟﻌﺴل ﺍﻟﻤﺤﻠﻲ ﻤﻁﺎﺒﻘﺔ ﻓﻲ ﺍﻟﻠﻭﻥ ﻟﻠﻤﻭﺍﺼﻔﺎﺕ ﺍﻟﺴﻭﺩﺍﻨﻴﺔ ﻤﺎ ﻋﺩﺍ ﻋﺴل ﺍﻟﻤﺩﻫﺵ. ﻤﻌﺎﻤل ﺍﻹﻨﻜﺴﺎﺭ ﺒﻠﻎ ١,٥٠٠٠ﻓﻲ ﻜل ﻤﻥ ﺍﻟﻌﺴل ﺍﻹﻨﺤﻠﻴﺯﻱ ﻭﻋﺴل ﺴﻌﻴﺩ ،ﺒﻴﻨﻤﺎ ﺒﻠﻎ ١,٤٩٣٠ﻓﻲ ﻋﺴل ﺍﻟﻤﺩﻫﺵ ﻭ ١,٤٩٦٠ﻓﻲ ﻜﻨﺎﻨﺔ ﺍﻟﺫﻫﺒﻲ ﻭ ١,٤٩٩٠ﻓﻲ ﻋﺴل ﻜﻨﺎﻨﺔ ﺍﻷﺴﻭﺩ. ٩ LIST OF CONTENTS Page Dedication………………………………………………………… i Acknowledgements……………………………………………….. ii Abstract………………………………………………………….. iii Arabic Abstract………………………………………………….. vi List of Contents………………………………………………... ix List of Figures ……………………………………………….... xiii List of Tables ……………………………………………….. xv Chapter One: Introduction…………………………………….. ١ ١٫١. Cane sugar …………………………………………………. ١ ١٫٢. Production of cane sugar in Sudan…………………………. ٢ ١٫٣. Liquid sugar and blends……………………………………. ٢ ١٫٣٫١. Sucrose liquid sugar ……………………………………. ٣ ١٫٣٫٢. Invert liquid sugar………………………………………. ٣ ١٫٤. Definition of edible cane syrups ………………………….. ٣ ١٫٥. Objectives of the study …………………………………….. ٤ ١٠ Chapter Tow: Literature Review………………………………. ٥ ٢,١ General……………………………………………………… ٥ ٢,٢ The raw cane sugar production…………………………..... ٦ ٢,٣. Composition of edible cane syrups………………………… ١٣ ٢,٤. Production of cane syrups in local factories ………………. ١٣ ٢,٤,١. Kenana sugar company………………………………….. ١٣ ٢,٤,٢. Saeed food factory……………………………………….. ٢,٤,٣. ١٥ Al- Modhesh factory…………………………………… ١٥ ٢,٥. The types of edible syrups…………………………........... ١٥ ٢,٥,١. Blends…………………………………………………… ١٥ ٢,٥,٢. Louisiana cane syrup…………………………………… ١٦ ٢,٥,٣. Sulphited syrups………………………………………… ١٦ ٢,٥,٤. Edible Molasses………………………………………… ١٧ ٢,٥,٥. Sucrose and invert sugar……………………………….. ١٧ ٢,٥,٦. Simple syrup…………………………………………… ١٨ ٢,٥,٧. Maple syrup……………………………………………. ١٨ ١١ ٢,٦ Some physical properties……………………………….. ٢,٦,١ ١٩ Freezing Points of Sugar Solutions…………………….. ١٩ ٢,٦,٢. Boiling point of invert sugar solutions………………… ١٩ ٢,٦,٣. Viscosity of invert sugar solutions ……………………. ٢٠ ٢,٦,٤. Color development in invert sugar solutions…………… ٢٣ ٢,٦,٥. Color development in sucrose solutions……………….. ٢٣ ٢,٧ Some chemical properties………………………………. ٣٠ ٢,٧,١ Chemistry of inversion…………………………………. ٣٠ ٢,٧,٢ Acid inversion of sucrose………………………………. ٣١ ٢,٧,٣ Rate of Inversion……………………………………….. ٣٤ ٢,٧,٣,١. Effect of acid concentration………………………….. ٣٤ ٢,٧,٣,٢. Effect of temperature ………………………………… ٣٤ ٢,٧,٣,٣. Effect of time…………………………………………. ٣٥ ١٢ ٢,٨. Methods of preparing small volumes of invert syrups……. ٣٩ ٢,٨,١. Rapid, small batch, using tartaric acid………………… ٣٩ ٢,٨,٢. Slow, Large batch, using tartaric acid…………………. ٣٩ ٢,٨,٣. Large batches, using hydrochloric acid………………… ٤٠ ٢,٨,٤. Preparation of ٥٠٪ inverts syrup using tartaric acid…… ٤٠ ٢,٩. Methods for the clarification of the syrup………………… ٤٢ ٢,٩,١. Turbidity of the syrup………………………………….. ٤٢ ٢,٩,٢. Sulphitation of the syrup………………………………. ٤٢ ٢,٩,٣. Clarification of the syrup………………………………. ٤٣ ٢,٩,٤. The removal of suspended impurities by syrup clarification...٤٤ ٢,١٠. Cane syrup storage……………………………………… ٥١ ٢,١٠,١. Preservation of the syrup during shut-down…………. ٥٢ Chapter Three: Materials and Methods……………………… ٥٤ ٣٫١. Materials………………………………………………… ٥٤ ٣٫٢. Methods of Analysis……………………………………. ٥٤ ٣٫٢٫١. Total Soluble Solids (T.S.S) (BRIX)…………………. ٥٥ ٣٫٢٫٢ Moisture Content……………………………………… ٥٥ ١٣ ٣٫٢٫٣. Determination of pH Value………………………….. ٥٦ ٣٫٢٫٤. Refractive Index……………………………………… ٥٦ ٣٫٢٫٥. Acidity………………………………………………. ٥٦ ٣٫٢٫٦. Gravity Purity………………………………………… ٥٧ ٣٫٢٫٧. Total Sugars………………………………………….. ٥٧ ٣٫٢٫٨. Reducing Sugars…………………………………….. ٥٨ ٣٫٢٫٩. Sucrose………………………………………………… ٥٩ ٣٫٢٫١٠. Ash content…………………………………………… ٥٩ ٣٫٢٫١٠٫١. Carbonated ash……………………………………. ٥٩ ٣٫٢٫١٠٫٢. Sulphated ash……………………………………… ٦٠ ٣٫٢٫١١. Minerals determination……………………………… ٦١ ٣٫٢٫١٢. Nitrogen content……………………………………. ٦٢ ٣٫٢٫١٣. Viscosity……………………………………………. ٦٣ ٣٫٢٫١٤. Colour………………………………………………. ٦٣ Chapter Four: Results and Discussion…………………….. ٦٥ ٤٫١. Total soluble solids and sugars content............................ ٦٥ ٤٫٢. Refractive index, pH, Acidity and Moisture…………… ٦٩ ٤٫٣. Gravity purity, colour, nitrogen content and protein …… ٧٢ ٤٫٤. Ash content and viscosity……………………………… ٧٥ ٤٫٥. Minerals determination………………………………… ٧٨ Chapter Five: Conclusion and Recommendations……….. ٨٠ REFERENCES…………………………………………… ٨٣ APPENDICES…………………………………………… ٩١ . ١٤ LIST OF FIGURES Fig no Title Page ١. Chemical structure of sucrose Molecule…………………… ٥ ٢. Production of raw sugar………………………………. ٨ ٣. The three Massecuite systems used in raw Sugar production………………………………………. ٤. Skip flow chart for the production of ١٥ ١١ ١٢ refined white sugar…………………………………… ٥. Approximate freezing points of syrups (by method of isotonic solutions)…………………………………. ٦. ٢١ Approximate boiling points of syrups (by method of isotonic solutions)…………………………………. ٧. ٢٢ Viscosity of ٩٠٪ invert syrup at different concentrations (corrected refractive dry solids)……………………… ٨. ٢٥ Effect of concentration on viscosity for varying proportions of invert syrups at ٢٠ْc……………….. ٢٦ ٩. Color development in ٩٣٪invert syrup of varying PH values approaching neutrality…………….. ٢٧ ١٠. Effect of prolonged heating on color development in invert syrups containing high percentage of invert sugars…… ١١. ٢٨ Color development in sucrose liquid sugar at elevated temperatures………………………….. ١٢. ٢٩ Effect of acid concentration of liquid sugar by hydrochloric acid (TEMP٩٠ْc)……………………… ١٣. ٣٦ Effect of acid concentration of inversion of liquid sugar by tartaric acid (TEMP١٠٠ْc)……………. ١٤. ٣٧ Effect of temperature on inversion of liquid sugar by hydrochloric acid………………………………. ٣٨ LIST OF TABLES Table no Title Page ١. Inverting power of acids……………………………. ٣٣ ٢. Colour and Turbidity Removal with Various ١٦ Phosphatation Treatments on Raw Syrup……… ٤٧ ٣. Average Reduction of some Impurities in Raw Syrup with continuous Clarification……. ٤٨ ٤. Average Reduction in some Impurities of Raw sugar with Continuous Clarification of Raw Sugar……. ٤٩ ٥. Total soluble solids and sugar contents of syrups…….. ٦٧ ٦. Refractive index, PH, acidity and moisture of syrups…. ٧٠ ٧. Actual purity, colour, nitrogen content, and protein of syrups………………………………………….. ٧٣ ٨. Ash content and viscosity of syrups…………………….٧٦ ٩. Minerals of syrups (Mg/L)…………………………….. ٧٩ ١٧ CHAPTER ONE ١٨ INTRODUCTION Sugar cane (saccharum officinarum) is a tropical gramineous crop that grows well under hot dry conditions when sufficient water is available. The main growing sugar cane countries are India, Brazil, Cuba and Mexico. Sugar cane is a tall perennial grass; the plants are ١٥٠-٦٠٠cm in height, ٢٫٥٧cm in diameter. They show no tape roots, but adventitious root system which originates from the lower nodes of the stem. The stem is solid and composed of a series of joint ٥-٢٥cm long. The length, diameter, shape and colour of the joints are very greatly different and these are used for classifying the plants. It grows well in tropical and sub-tropical areas (Ali, ١٩٩٨ and Ahmed, ١٩٩٩). ١٫٤. CANE SUGAR The manufacturing of cane sugar consists of two different sets of operations. In the first of these, the sugar is extracted from the sugar cane stalks, partially purified, and then followed by crystallization to raw sugar. The second step consists in purifying the raw and ultimate crystallization to fully refined sugar. Some plants are equipped to manufacture sugar, starting with the sugar cane and ending with refined cane sugar. In other situations the raw sugar is extracted in plants located in caneproducing areas and the raw so produced are then shipped, ١٩ usually in bulk, to refining plants located in population centres where they are fully refined. (Harry and Junk, ١٩٨٠). ١٫٢. PRODUCTION OF CANE SUGAR IN SUDAN In the Sudan, sugar cane was first planted and produced on commercial scale in early sixties with the commissioning of ElGuneid factory in ١٩٦٢ followed by New Halfa in ١٩٦٥ as reported by El-Hassan (١٩٨٤). With increase in domestic demand for sugar in the early seventies the government commenced the planning for a large expansion in sugar production, that included public sector projects at Sennar ١٩٧٦, Assalya ١٩٧٩ and Kenana ١٩٧٩, which is one of the largest factories in the world,. (Adam, ١٩٩٢). As well, edible cane syrups are produced by private and small factory, such as, Saeed food factory in the industrial areaKhartoum North and Al-Modhesh factory in Khartoum industrial area. The mentioned cane syrup factories are practicing different processes to produce cane syrup. As well they have different production capacities. ١٫٣. LIQUID SUGAR AND BLENDS Liquid sugar as originally proposed and new commonly accepted is simply a solution of sugar in water. The sugar can be sucrose or invert or mixture of the two. The more recently developed liquid sweetener blends are water solutions of ٢٠ sucrose and\ or invert sugar with dextrose and\ or various corn syrups. (Hoynak and Bollenback, ١٩٦٦). More important types of liquid sugars are: ١٫٣٫١. Sucrose liquid sugar In many food products the ash level in sucrose liquid sugars is of no importance to the quality of the finished product. Other ingredients used may contain much more ash and, as a consequence, the ash in the sugar becomes insignificant. ١٫٣٫٢. Invert liquid sugar Liquid sugar in varying percentages of inversion has become widely accepted because the higher density of the solutions makes them less susceptible to yeast and mould growth. In addition, the higher densities permit the storage of more sugar in any given tank size as compared with straight liquid sugar. Moreover, in many situations, the freight cost per unit volume is lower for the higher density syrups. Fifty percent invert liquid sugar having a concentration of ٧٧٪ contains only ٢٣٪ water as compared with ٣٣٫٥٪ water in sucrose liquid. (Joslyn, ١٩٦١) ١٫٤. DEFINITION OF EDIBLE CANE SYRUPS Edible syrups are viscous sweet liquids containing uncrystallisable sucrose, reducing sugars, dextrins, organic acids, nitrogenous matter and inorganic constituents. Golden syrup, which contains the highest portion of sucrose and invert sugar, is prepared from residues obtained during the production of ٢١ refined sugar. After removing the crystallisable sugar, the residue is boiled with dilute sulphuric acid. After neutralizing with chalk, the syrup is filtered through charcoal and concentrated under reduced pressure. (Person, ١٩٧٦). ١٫٥. OBJECTIVES OF THE STUDY The objective of this research is to asess the production of cane syrup in the Sudan in general, to evaluate the quality of the produced syrup with special reference to the nutritional value. Moreover, draw attention to the significance of this work to improve and up-grade the quality of the indigenous cane syrups to reach the international standard level. ٢٢ ٢٣ CHAPTER TWO LITERATURE REVIEW ٢,١ General It is manifested that sugar cane and sugar beet are the main sources of commercial sugar. It is a sweet disaccharide widely distributed in higher plants. On hydrolysis, one molecule of sucrose yield a molecule of D-glucose and a molecule of Dfructose. (Metcalf et al.١٩٧٠) C 12H O 1 1 + H 2O → C 6 H 22 Sucrose O 6 + C 6H 12 glucose O6 12 fructose The structure of sucrose is given by the following formula as shown by (Knecht, ١٩٩٠) (Fig.١). ٢٤ H٢COH H HOCH٢ H O H OH H H OH H O H OH OH H٢COH O OH α- H D- Glucopyranosyl - β -D Fructofuranoside Fig.١. chemical structure of sucrose Molecule In contrast to other mono-and- disaccharide’s is a non reducing sugars .The reducing groups, formyl or carbonyl of the mono saccharide constituents are consumed in the linkage between the two sugar units of glycoside formation. X-ray studies and work with enzymes, which were done by Cann and Stumpt (١٩٧٢), showed that the configuration in the fructose is β while that in the glucose is α. Sucrose is dextrorotary, glucose (dextrose) is also dextrorotary, while fructose (laevulose) is levorotatory when sucrose is broken down into two components of mono saccharides, and the resulting solution is levorotatory. This inversion from dextro- to levulo has given the name invert sugar (Neil, and Charles.١٩٩٠). ٢٥ Free glucose and fructose are also present in cane juice, raw sugar, molasses and treacle (black syrup). The presence of invert sugar in raw sugar interferes with polarimetric accurate determination of sucrose. Pure sucrose polarizes + ١٠٠ْ, however, raw sugar values range between +٩٦ and +٩٨, ٨ (Lal Mathur, ١٩٩٠). ٢,٣ THE RAW CANE SUGAR PRODUCTION The raw cane sugar production process at the factory is shown in Fig. (٢) and may be divided into the following unit operations and chemical conversions: - The cane is first washed to remove mud and debris, then it is chopped and shredded by shredder as preparations for extracting the juice. - Pressing the crushed cane through series of mills each of which consists of three-roll mills that extends heavy pressure, squeezes the juice. - Hot water and diluted juice are added to help macerating the cane and aid in the extraction. - about ٩٣٪ of juice could be extracted from the cane. - The remainder of the cane bagasse is either burned for fuel or used to manufacture paper and hard board. - The juice is limed to remove both the insoluble and soluble impurities and change the pH. ٢٦ - Phosphoric acid might be added to the juice that contain a small amount of phosphates to clarify well. - The juice is heated to between ١٠٣ and ١٠٥ْc and - Lime is again added until a pH of ٦-٥ to ٧,١ is attained (MC. Adamand and Tait, ١٩٩٦). - The settled mud with small particles of bagasse can be filtered through a vacuum filter. The filter cake obtained by vacuum filteration represents ٣,٠ to ٤,٠ % of cane, and contains sugar not extracted during filtration as a loss of sugar production process. (Lal Mathur, ١٩٨١) Fig.٢. Production of raw sugar CANE BAGASSE JUICE EXTRACTION FILTER JUICE FILTERATION IMBIBITION WATER MIXED JUICE MUDS LIME PURIFICATION HEAT CLARIFIED JUICE FILTER CAKE HEAT EVAPORATION ٢٧ EVAPORATION WATER SYRUP HEAT The filtrated and clarified juice of high lime content, contains about ٨٥٪ water. It is heated in vacuum evaporator to remove approximately two-third of water. Antonio and Carlos (٢٠٠١) reported that the product of the evaporation stage is sugar syrup of ٧٨٪ to ٨٦٪ purity, ٦٠ to ٦٥٪ Brix and ٥,٣ to ٤,٥٪ invert sugars. The sucrose concentration of syrup is adequate to allow its crystallization at the next stage of the process. - The first step of crystallization process involves increasing supersaturating of the syrup to between ١,٢٥ and ١,٤٠, by ٢٨ boiling in vacuum pans in order to effect the spontaneous production of sugar crystals. - Sugar crystals then grow in size of massecuite crystals. (Bostok, ١٩٩٧). - The massecuite is sent to the cooling crystallizers to allow sugar recovery. - Remaining sucrose is transferred from the mother liquor to the crystal. - In a three massecuite system (A.B.C) (Fig.٣) the Amassecuite and B-massecuite are directed to commercial sugar, while C-massecuite is used as seeds for the production of A-and B-massecuite. - Molasses referred to as final molasses and is separated from the crystalline sugar by centrifugation. Losses at the crystallization stage of raw sugar production occur due to poor recovery of sucrose from the final molasses. A long time lapse between cutting and bringing of the cane results in an increase in both polysaccharide and oligosaccharide contents, thus increasing the viscosity of the molasses and decreasing diffusion of sucrose from the mother liquor to the crystal. (Jeanne.C.١٩٧٦). White sugar is produced by direct processing of sugar cane (Fig.٤) with higher sucrose content and is less coloured than raw ٢٩ sugar, and can be used directly for both domestic and industrial consumption. White sugar is processed using either carbonation or sulphitation techniques. Fig .٣. The three Massecuite systems used in raw sugar production. Vacuum MCB MCA ٣٠ MCC Fig.٤. SKIP FLOW CHART FOR THE PRODUCTION OF REFINED WHITE SUGAR CONCENTRATED LIQUOR A A A A A-SKIP A- SUGAR ٣١ A- SUGAR ٢,٣. COMPOSITION OF EDIBLE CANE SYRUPS (Person,١٩٧٠) reported about the composition of the following products- golden syrups; total solids ٨٣٪ , total sugars ٧٩-٨٣٪, sucrose ٣١-٣٣٪, reducing sugars as invert sugar, ٤٧٥٠٪, sulphated ash ١,٧٪: Treacle, total solids ٨٣٪, total sugars ٧٢-٨٠٪, sucrose ٢٣-٣٣٪, reducing sugars as invert sugar ٣٧٥٠٪, sulphated ash ٤,٠٪. ٣٢ Amin, et al. (١٩٩٩) reported that a good quality treacle must have the following figures for the suggested five calculated parameters: sucrose / reducing sugars ratio (١,٥-٢), total sugar% / total soluble solid % not less than ٩٥, sucrose% / total sugar % (٦٠-٦٥), reducing sugars% / total sugar (٣٠-٣٥), and reducing sugar / ash ratio ١٦٪. ٢,٤. PRODUCTION OF CANE SYRUPS IN LOCAL FACTORIES Cane syrup can be produced by local factories such as, ELGuneid factory, New Halfa factory, Sennar factory, Assalya factory, Kenana Sugar Company, Saeed food factory and AlModhesh factory. These factories are using the same procedures for cane syrup production, but differ in the capacity, recipes and types of cane syrup. ٢,٤,١. Kenana sugar company Kenana Sugar Company produces two types of edible syrups: Amber (golden) syrup produced by taking silver cane sugar liquor or A, B runoff silver, inverted and concentrated to form syrup. Treacle syrup produced by taking a runoff of refinery sugar, inverted and concentrated to form syrup. The Manufacturing steps are as follows:- Dilution of liquor or run-off to ٦٥Bْx. ٣٣ - Heating of liquor or run-off to ٨٥cْ. - Inversion of liquor or runoff by addition of HCL (food grade) to melt in inversion tank to get pol (-١٠ to -١٥). - Quantity of HCL depend on liquor or run-off pH, Quantity of HCL ( ≈ ٢,٧ kg / Ton syrup) Quantity of NaOH ( ≈ ١,١ kg / Ton syrup). - Neutralization of inverted sugar by addition of caustic soda (food grade) to get pH ٦. - Addition of liquor or run-off to the inverted sugar to get pol ١٨, inversion ٥٨, and pH ٦. - Inversion was calculated by the following formula: inversion = BX – POL = X BX ¯ ٠,٠١٣ Assume that inversion of final product required = Y = ٥٨ X–Y=Z inversion of fresh liquor = ٠,٥ ٥٨ – ٠,٥ = ٥٧,٥ Added quantity = 57.5 z =H% ٣٤ Added quantity = S H =N Where: S = quantity of melt before inversion. - Concentration of final syrup in evaporator under vacuum to reach ٨٠,٥ BْX. ٢,٥,٢. Saeed food factory Saeed food factory produce golden syrup by using the formula: Each ١٠٠ kg of syrup contained ٦٠٪ sugar, ١٢٪ glucose, ٢٨٪ water, carbonate ١٣٥ gm and ٨٠ml HCL acid. It applies the same procedure of cane syrup production, but with small quantities and one type of cane syrup which is “golden”. ٢,٥,٣. Al- Modhesh factory This factory produces edible syrup by using the following recipe: Each ١٠٠ kg syrup contained ٥٠٪ sugars, ٢٠٪ glucose, ٣٠٪ water, ١٢٠ gm carbonate and ٧٠ml HCL acid, in addition, small amount of natural flavors and preservative material. ٢,٥. THE TYPES OF EDIBLE SYRUPS ٢,٥,١. Blends Most edible cane syrups in the market are blends of various types. Many are blended with maple syrup for flavoring, others contain added invert sugar and corn syrup. Refinery syrup are partly inverted char-filtered material, the most widely ٣٥ known of which is Tate and Lyles “golden syrup” (Kooreman, ١٩٧١) ٢,٥,٢. Louisiana cane syrup These syrups are concentrated cane juice with no sugar removed. The simplest process has direct fired “open kettle” evaporators, but steam heat is common in larger plants, threeroller milling yields a juice from which syrup of superior flavor is obtained. Heat is the only clarifying agent, with constant skimming and brushing during evaporation to remove impurities. Kool, (١٩٧٢) reported that a second method uses a small amounts of lime, heat to boiling and settle. Brushing and skimming during evaporation remove further impurities. This product is darker and inferior in flavor to that of the simple boil ـand ـskim method. Both syrups are about ٣٥ْBe (٧٣ – ٧٥) Brix. ٢,٥,٣. Sulphited syrups The larger syrup plants grinding ٢٠٠ ton or more per day employ sulphitation. Six – roller mills with little imbibitions are preferred. The strained juice is saturated with SO٢ , and then lime is added to about ٦,٠ pH. Boiling and setting follow, and the clear juice is decanted, evaporated either in open kettles or multiple effect to about ٥٠ BX, and again allowed to settle, after ٣٦ which evaporation is continued in open evaporators to ٧٠ – ٧٢ Brix. Fancy grades are stored in large tanks for further settling before canning. Much of this sulphited syrup is sold in bulk for blending with corn syrup or Molasses. A still fancier modification known as “cuite” is evaporated to heavy viscous confection for table use only. (Timbie and Keeny, ١٩٧٧) ٢,٥,٤. Edible Molasses Many Louisiana Sugar houses which make cane syrup on large scale by the sulphitation process produce directconsumption sugar by sulphitation from part of either cane crop and sell the molasses from this sugar. This Molasses is about ٨٠ Brix, ٤٥-٥٠ apparent purity, clear, and light brown in color. It is known to the trade as boil- back molasses, and generally sold in bulk for blending. (LaL mathur, ١٩٧٦). The old- fashioned New Orleans molasses, which is no, longer on the market, was made by the open kettles, allowed to stand in cooling tanks, and then purged in centrifugals. The molasses was quite dark but had characteristic flavor which was highly prized for many purposes. (Dahlberg and penczek.١٩٤٤) ٢,٥,٥. Sucrose and invert sugar By far the largest volume of syrup for human consumption consists of the “liquid sugars” of the refinery trade. These range from water – white sucrose of ٦٧ Brix to white, yellow and light ٣٧ brown solution (٧٦ – ٧٧) Brix of sucrose and invert sugar in varying percentages. (Culp, ١٩٨٠). Inverted sugar syrup is sucrose – based syrup treated with the enzyme invertase, and/or an acid which splits each sucrose molecule into one glucose and one fructose molecule, giving more rounded sweetness and preventing crystallization. Inversion can be partial as in products like golden syrup or complete (١٠٠٪ conversion to glucose and fructose) depending on the functional properties required. It is marketed under various names, including golden syrup (Tate and Lyle). (Marov, ١٩٦٧). ٢,٥,٦. Simple syrup This is a mixture of sugar and water, that’s brought to boil and simmered for about five minutes, so that the sugar dissolves and the mixture becomes syrup. When it cools, it is used to make mixed drinks, liqueurs, baked goods, sorbets, sauces, and many other things. The thickness of the syrup depends upon the ratio of sugar to water used. Many simple syrup recipes call for equal parts sugar and water. For thinner syrup, combine two parts water with one part sugar. (Charles, ١٩٦٠) ٢,٥,٧. Maple syrup Maple syrup is made from the boiled sap of sugar maple trees. The taste and color are depending on the temperature at which the sap was boiled, and how long the sap was cooked. ٣٨ Grade (A) maple syrup is the most popular grade for every day use as a topping or pancakes, desserts, and other foods. It is usually made throughout most of the short syrup production season. Grade (B) syrup is generally made toward the end of the season; Grade (B) is much darker and has a stronger flavor, which makes it more suitable for flavoring and cooking purposes. It is thought that this late season syrup contains more minerals. Grade (C) syrup is no longer an official syrup grade. (Gillett, ١٩٧٠). ٢٫٦. SOME PHYSICAL PROPERTIES ٢,٦,١ Freezing Points of Sugar Solutions The approximate freezing points for solutions of sucrose, invert sugar, dextrose, and levulose (fructose) are shown in Fig.٥. The ٥٠٪ invert syrup consists of ٥٠٪ invert and ٥٠٪ sucrose in the concentrations. The ١٠٠٪ invert syrup consists of an equimolecular concentration of dextrose and fructose. The solubility of dextrose (glucose) at the temperatures indicated is lower than fructose, sucrose, or invert syrup, thus the reason for the shape of the solubility curve. The smaller graph in the figure illustrates the composition of the sugar at its eutectic point. This graph will be helpful in the selection of suitable sugar mixtures in the frozen food production. Of course any other soluble nonsugar substance in the solution may materially alter the freezing point of the mixture. (Swindells, et al.١٩٥٨) ٢,٦,٢. Boiling point of invert sugar solutions ٣٩ Boiling point data are given in terms of the temperature of the solution or in terms of the boiling point elevation. The boiling point of a solution of invert sugar will depend upon the total concentration of the solids, the ratio of sucrose to invert sugar, and to the pressure, Figure.٦. Illustrates the variation of boiling points among invert syrup, sucrose, and dextrose or levulose. (Nicol, ١٩٦٨). ٢,٦,٣. Viscosity of invert sugar solutions Three factors affect the viscosity of invert sugar solutions . These are temperature, concentration of total solids, and the percentage of invert sugar. The effects of both temperature and concentration of total solids on ٩٠٪ invert sugar solutions of differing concentrations of invert sugar. The expression in Fig.٧. “corr.RDS” refers to Refractive Dry Substance with a correction for difference between sucrose and invert sugar readings. The effect of the degree of inversion on viscosity is illustrated in Fig.٨. Fore example, at ٧٢٪ solids (corrected RDS) the viscosity in centipoises is: sucrose ٨٥٠, ٥٠٪ invert ٥٠٠, ٩٠٪ invert ٣٣٥, and ١٠٠٪ invert ٣١٠. (Norrish, ١٩٦٧). ٤٠ Fig.٥.APPROXIMATE FREEZING POINTS METHOD OF ISOTONIC SOLUTIONS) ٤١ OF SYRUPS (BY Fig.٦.APPROXIMATE BOILING POINTS OF SYRUPS (BY METHOD OF ISOTONIC SOLUTIONS) ٢,٦,٤. Color development in invert sugar solutions ٤٢ Invert sugar solutions have less color stability than sucrose solutions of the same concentration when stored under the same conditions. This is due to chemically active reducing sugar in the invert sugar solution. The pH of the solution is highly important in lowering the rate of color formation. This relationship is depicted in Fig.٩. In addition, the temperature of the solution and the length of time it is heated markedly affects the color development in invert syrups. Fig.١٠. Illustrates the rate of color formation as a function of time. (Mynott, et al.١٩٧٥). ٢,٦,٥. Color development in sucrose solutions McGinnis, (١٩٧١) described the two factors that make up the concept of color which may be optically determined in sucrose solutions. The first was the absorption of radiant energy in the presence of colorants. The second was the scattering of radiant energy due to any turbidity in the solution. Color development in sucrose solution is dependent upon several factors. Among these are the temperatures of the solution, time of storage, pH, presence of traces of reducing sugars, and colored non – sugars. Gillett, (١٩٥٣), reported extensively on color development in sucrose syrups during and after refining. At ٢٠ْc the rate of color development is extremely slow but at higher temperatures, over a period of time, color begins to appear in the solution. Fig.١١. Illustrates the results of a study in which ٣٠،٣٠٠ liters (٨٠٠٠ gal) of ٦٦٫٥ْ Brix sucrose ٤٣ solution were held several days. The initial temperature of ٧٢ْc (١٦٢ْf) decreased to ٣٧ْc (٩٨٫٦ْ f) in the days. During this storage period the pH of the solution remained essentially constant. A lower rate of color development as the temperature became progressively lower was noticed. The factor of pH is apparently related to the presence of colorants which are pH sensitive, a common phenomenon of many naturally occurring organic substances. The presence of very low concentrations of reducing sugar, and possibly of traces of amino acids, can accelerate color development in sucrose solution. ٤٤ Fig.٧. VISCOSITY OF ٩٠٪ INVERT SYRUPS AT DIFFERENT CONCENTRATIONS (CORRECTED REFRACTIVE DRY SOLIDS) ٤٥ Fig.٨. EFFECT OF CONCENTRATION ON VISCOSITY FOR VARYING PROPORTIONS OF INVERT SYRUPS AT ٢٠ْc. ٤٦ Fig.٩.TYPICAL CURVE SHOWING COLOR DEVELOPMENT IN ٩٣٪ INVERT SYRUP OF VARYING PH VALUES APPROACHING NEUTRALITY. ٤٧ ٤٨ ٤٩ Fig.١٠.TYPICAL CURVE SHOWING EFFECT OF PROLONGED HEATING ON COLOR DEVELOPMENT IN INVERT SYRUPS CONTAINING HIGH PERCENTAGE OF INVERT SUGARS. ٥٠ Fig.١١.COLOR DEVELOPMENT IN SUCROSE LIQUID SUGAR AT ELEVATED TEMPERATURES. From Gillett (١٩٧٠) ٢٫٧. SOME CHEMICAL PROPERTIES ٥١ ٢٫٧٫١. chemistry of inversion Sucrose is α -D glucopyranosyl– β -D fructofuranoside. It is a disaccharide with one molecule of α -D- glucose in the pyranose or ٦-membered ring and is condensed with one molecule of β -D- fructose in the furanose or ٥- member ring form. It is quite stable both in the dry form and in solution but is subject to hydrolysis in acid solution or when acted upon by the enzyme invertase. Upon hydrolysis glucopyranose) and β -D α -D glucose ( α -D- fructose ( β –D fructopyranose) are formed. This reaction is also termed inversion because of the net change in optical rotation (α )D . (Hashkell, ١٩٧٣). Reed (١٩٦٦) states this change may be represented as follows:Sucrose + water (α )D = +٦٦٫٥ْ D (+) – glucose + D (-) – fructose (α )D = + ٥٢٫٥ْ (α )D = - ٩٢ْ (α )D = - ٢٠ْ α -D- glucose is generally referred to as dextrose in its food applications. β -D- fructose is also known as levulose but more commonly as fructose. The inversion reaction may be empirically represented by the following equation:- ٥٢ ١٠٠ C 12 H ٥٫٢٦ 22 ٥٢٫٦٣ O 1 1 + H 2O → C 6 H Sucrose water 12 O ٥٢٫٦٣ 6 + C 6H 12 O dextrose fructose Invert sugar Thus there is a gain of approximately ٥٪ in solids, depending upon the degree of inversion, which is of economic importance to the food processor. This reaction is frequently used in food preparation in order to alter the properties of sucrose. For example, equal amounts of sucrose and dextrose – fructose in solution offer near maximum solubility of the sugar. This is especially important in those products of high sugar solids. Moroz et al (١٩٧٣) reported that there are three methods that are used to produce invert syrups. The oldest procedure is probably the use of invertase which is still used to some extent. Acid inversion, using hydrochloric acid, is widely used in both batch and continuous systems. The third method is to use an ion-exchange resin. ٢,٧,٢. Acid inversion of sucrose The sucrose inverting capacity of acids will vary according to their degree of ionization or a dissociation ٥٣ 6 constant, Table.١, has been prepared in which HCL has been assigned an arbitrary value of ١٠٠. Commercially, HCL is usually used because of its high inverting power. When the hydrolysis of sucrose is brought to the desired degree of inversion, the acid is neutralized with a suitable alkaline material such as sodium or calcium hydroxide. (Flavell, ١٩٦٥). Large batches of invert are made in tanks which may be heated. The sucrose solution is prepared to a concentration of ٦٠ْ to ٧٠ْ Brix. It is heated to about ٧٠ْc and acidified to a pH of a bout ٢,٠. Adequate mixing of the acid is essential. It is held for two to four hours, depending upon the desired extent of hydrolysis. At the end of the inversion, the solution is neutralized to about pH ٤,٥ and cooled in order to prevent color development. (Flavell, ١٩٦٦). ٥٤ Table ١. Inverting power of acids. Acid Inverting power HCL ١٠٠,٠ H٢SO٤ ٥٣,٦ H٣PO٤ ٦,٢١ Tartaric ٣,٠٠ Citric ١,٧٢ Lactic ١,٠٧ ٥٥ ٢,٧,٣. Rate of Inversion The rate of inversion of sucrose by acidic catalysts has been extensively studied by many investigators. The information in the following paragraphs will provide some data on the influence of acid concentration, temperature, and time. ٢,٧,٣,١. Effect of acid concentration The effect of acid concentration on the rate of inversion of sucrose is shown in Fig.١٢. For hydrochloric acid and in Fig.١٣. For tartaric acid. The percentage shown on each of the curves denotes acid content on sugar solids basis. A comparison of the curves between the two figures shows the greater hydrolyzing value of HCL as compared with tartaric acid. (Jackson and Silsbee, ١٩٢٤). ٢,٧,٣,٢. Effect of temperature The effect of temperature on the rate of inversion of sucrose is shown in Fig.١٤. Note: In commercial practice, temperature between ٨٠ْ and ٩٠ْc and ٠,٠٠٨٧٥٪ HCL are used. This provides for a rapid rate of ٥٦ hydrolysis but it is not too fast for proper control of the process. (Junk, et al, ١٩٤٧). ٢,٧,٣,٣. Effect of time Bonney and Thomas (١٩٧٣), state, Tests showed that ٤٦ hours were required to produce ٥٠٪ invert syrup by partial inversion of the sucrose syrup at room temperature and ٣,٣min. At ٩٠ْc. The great difference in time needed to produce the required amount of inversion is also emphasized in Fig.١٢ and ١٤. ٥٧ Fig.١٢.TYPICAL CURVES SHOWING EFFECT OF ACID CONCENTRATION OF LIQUID SUGAR BY HYDROCHLORIC ACID (TEMP ٩٠ْc) ٥٨ ٥٩ Fig.١٣.TYPICAL CURVES SHOWING EFFECT OF ACID CONCENTRATION OF INVERSION OF LIQUID SUGAR BY TARTARIC ACID (TEMP ١٠٠ْC). ٦٠ Fig.١٤.TYPICAL CURVES SHOWING EFFECT OF TEMPERATURE ON INVERSION OF LIQUID SUGAR BY HYDROCHLORIC ACID. ٦١ ٢,٨. METHODS OF PREPARING SMALL VOLUMES OF INVERT SYRUPS In some situations it may be desirable to prepare small batches of invert syrups in a food plant rather than obtaining them from outside sucrose. The following information should be helpful in such instances. ٢,٨,١. Rapid, small batch, using tartaric acid Ten gm (٢٢,٠٥ Ib) of granulated sugar and ١٠ gm (٠,٣٥ oz) of tartaric acid are to be added to ٤,٢١ (١,١ gal) water and heated, while stirring, to ١٠٠ْc. Temperature is maintained for ٣٠ min. In order to neutralize the added acid, with rapid stirring, ١١,٣٤ gm (٠,٤٠ oz) of sodium bicarbonate which has been dissolved in small quantity of water are to be adedd. Use hot, or cool, as desired. The quantity produced should be ١٠,٤٥ liters (٢,٧٦ gal) containing ٧٤,١٥٪ solids. In this procedure, and the one that follows, the sucrose inversion is about ٩٠٪ complete. (Eitenmiller, et al, ١٩٧٤) ٢,٨,٢. Slow, Large batch, using tartaric acid When preparing larger batches of invert syrup the following procedure may be used by multiplying the specified ٦٢ quantities of ingredients by the number of hundred weight of sugar that is used. Hundred kg (٢٢٠,٥١b) of granulated sugar were dissolved in ٤١,٦١(١١,٠ gal) water. Heat to ١٠٠ْc with constant stirring and thoroughly mix ١٠٠ gm (٣,٥٣ oz) of tartaric acid dissolved in a small quantity of water. Turn off heat and allow to cool gradually to ٣٨ْc (١٠٠ْf) in an insulated container or in a location essentially free of cooling air circulation. The desired inversion and cooling is usually obtained with ١٦ hours. Slowly mix in with constant stirring ١١٢,٥ gm (٣,٩٧ oz) of sodium bicarbonate which has been dissolved in a small quantity of water. The quantity of invert syrup produced is about ١٠٣,٣١ (٢٧,٣ gal) containing ٧٤,١٥٪ solids, (Van der linden, ١٩٧٩). ٢,٨,٣. Large batches, using hydrochloric acid Ramanaushkas, (١٩٧٣) reported that, to invert ٢٠٠ liters (٥٢,٨ gal) of ٦٦,٥ْ Brix syrup, add ١١٥ ml (٣,٩ floz) USP hydrochloric acid, sp gr ١,١٩ HCL approximately ٣٧٪. Heat to ٧٠ْc (١٥٨ْf) and hold at this temperature for ١,٥ hours. Cool and ٦٣ slowly mix in ١١١ gm (٣,٩ oz) of sodium bicarbonate which has been dissolved in a small quantity of water with constant stirring. This method produces ١٩٧,٦ liters (٥٢,٢ gal) of invert syrup containing about ٦٩,٨٪ solid. ٢,٨,٤. Preparation of ٥٠٪ inverts syrup using tartaric acid Hundred kg (٢٢٠,٥ lb) of granulated sugar were dissolved in ٣٣,٣١ (٨,٨ gal) water. Heat to ١٠٠ْc with constant stirring and, while maintaining temperature, thoroughly mix ١٠٠ gm (٣,٥٣ oz) of tartaric acid dissolved in a small quantity of water. Turn off the heat and allow the solution to cool gradually to ٣٨ْc (١٠٠ْ f) in an insulated container or in a location essentially free of cooling air circulation. The desired inversion is usually obtained in ١٦ hours. Slowly add, with constant stirring, ١١٢,٥gm (٣,٩٧ oz) of sodium bicarbonate dissolved in a small quantity of water. Finally, add ١٠٠ kg (٢٢٠,٥ lb) granulated sugar, ٣٧,٥١ (٩,٩ gal) of hot water, and stir until completely dissolved. This procedure makes approximately ١٩٨,٠ liters (٥٢,٣ gal) of ٥٠٪ invert syrup containing ٧٥,٤٪ solids. (Chen and ٦٤ Meade, ١٩٧٧). Meade, (١٩٦٣) states, in the event either density of syrup is desired use ٣٣,٣ liters (٨,٨ gal) of hot water instead of ٣٧,٥ liter (٩,٩ gal) in the last step. This will make approximately ١٩٣,٨ liters (٥١,٢ gal) of invert syrup containing ٧٦,٧٪ solids. However, since this solution is approximately saturated at ٣٨ْc (١٠٠ْf), the dissolving of the granulated sugar in the last step may be time consuming. An additional amount of water may be necessary to compensate for possible loss of water by evaporation during inversion. This would also apply to evaporation losses in preparing the other solution. ٢,٩. METHODS FOR THE CLARIFICATION OF THE SYRUP ٢,٩,١. Turbidity of the syrup The syrup as it leaves the evaporator assumes again some turbidity due to suspended or floating particles which were soluble in thin juice and insoluble in syrup, and dark coloration as a consequence of the over heating and caramelization of some of its constituents at the higher temperature. Most of the impurities deposit on the heating tubes of the evaporator, but a good part remains in the syrup, making it turbid. This syrup is ٦٥ unfit to be worked up for white sugar manufacture. Therefore, the first requirement for a syrup intended to yield white sugar is that it should be clear and free from suspended particles which might form a nucleus for the crystals or might crystallize with the sugar giving it a dark tinge. (Deitz, et al, ١٩٥٢). ٢,٩,٢. Sulphitation of the syrup In the normal practice, the sulphitation and carbonation syrups are bleached by the action of sulphur dioxide, and no efforts are made to remove the floating particles. The sulphur dioxide reduces the ferric salts in the syrup to ferrous salts; which are colorless and do not crystallize together with the sugar in an acid syrup. The syrup sulphitation is done in modern practice in a continuous manner either in quarez installation or in sulphitation vessels to a distinct acidity of pH ٥,٤-٥,٦. The sulphited syrup is then pumped to storage tank, from where it is used to boil massecuite. It has been observed that during storage a part of the suspended particles settle down but much remain in the syrup which is decanted off. The impurities settled at the bottom must be removed at regular intervals and the tanks thoroughly cleaned and washed. (Carruthers, et al, ١٩٦٥). ٢,٩,٣. Clarification of the syrup To deprive of its floating particles as in the case of defecated syrup to manufacture white sugar, different methods ٦٦ are used in practice. One important method is that the syrup be treated with ٢ to ٢,٥٪ milk of lime at ١٥ْ Beaume and neutralized with sulphur dioxide and heated to the boiling point. The copious precipitate formed is filtered through cloth in filter presses or over animal charcoal. The clear filtrate is then cooled to about ٦٠ْc and sulphited to pH ٥٫٤-٥٫٨ and boiled to massecuite. The dose of lime should be sufficient as otherwise the same dose not filter well. While sulphuring the syrup it is prudent to keep the temperature of the sulphited syrup low, near about ٥٥-٦٠ْc, as absorption of gas improve at a lower temperature. The cooling may be done by heat exchangers, through which cold water flows and carries off the surplus heat. Practical: The degree of sulphuring is regulated by the operator in the following ways: (a) By visual appearance of the sulphited syrup which should appear like honey colour. (b) By comparing with prepared sample test tube at definite pH and density. The sample tube should be prepared in the laboratory and be changed every alternate day. (c) By Hellige’s comparator using C.P.R. indicator. Precautions ١. The temperature of the acid syrup should never goes above ٣٧ْc: preferably, it should be maintained between ٥٠-٦٠ْc; ٦٧ so that there may be very little risk of “inversion” losses, and the absorption of the gas improves. ٢. To determine daily the glucose ratio of the unsulphited syrup and the first massecuite, provided there has not been any return of molasses between these two stages. If the glucose ratio is found to have risen, this indicates that the syrup has been too acidic and steps should be taken to remedy this possible error. ٣. The syrup storage tanks in which the impurities have settled down should be cleaned and washed regularly which would otherwise foul the heating tubes of the pan.(Arabie and Moskowitz,١٩٧١). ٢,٩,٤. The removal of suspended impurities by syrup clarification The impurities that increase syrup viscosity and hinder subsequent massecuite curing are the high molecular weight polysaccharides and the wide range of insoluble impurities which account for the turbidity of the syrup. Removal of some of these materials was considered possible using a phosphate defection process and initial results obtained using different reagents showed some promise, as can be seen in the results in table ٢. Removal of the calcium phosphate precipitate was difficult, as had been experienced by other workers attempting syrup clarification (Saranin, ١٩٧٢). The problem was finally ٦٨ resolved using a new flotation /clarification technique in association with a specific flocculent (Bennett, ١٩٧٥). The next step was to perfect continue operation of such a treatment on a plant scale. Using an old Jacobs’s clarifier, the feasibility of continuous operation was confirmed in a Venezuelan factory, but unfortunately, many new problems were identified. Considerable further work was therefore carried out on the plant layout and clarifier design. A second attempt in South Africa with the new layout and purpose-designed clarifier produced more consistent results. Further improvements in ١٩٧٤ and ١٩٧٥ resulted in an installation that gave consistently good clarification. Table.٣. shows the average removal of some of important impurities present in raw syrup. The flocculation / flotation technique and clarifier design are now the subject of granted patents (International society. J, ١٩٧٧), and the process has been named the “TALODURA Process”. The process involves the addition of lime and phosphoric acid, or sodium phosphate, in a reaction- aeration vessel. TALODURA flocculent is then added, and clarification takes place in a circular clarifier which incorporates a special retention flocculation chamber. The entire process is completed in ٢٠ min. ٦٩ As expected, the raw sugar boiled from clarified syrup showed a substantial improvement in quality. This shown in table.٤. Table.٢. Colour and Turbidity Removal with Various Phosphatation Treatments on Raw Syrup Sample treatment Turbidity Removal of Colour (@٩٠٠ nm Turbidity (@٥٦٠nm colour (%) in m .au . ) (%) in After ٧٠ Removal of ٠٫٤٥ µ m filtration Untreated ١٫٠٧٠ - ٢٫٧٦٠ - ٢١٠ ٨٠ ٢٫٤٥٠ ١١ ١٤٠ ٨٧ ٢٫٣٥٠ ١٥ ٩٠ ٩٢ ٢٫٣٥٠ ١٥ + sodium phosphate ≡ ٣٠٠ ppm p 2o5 +Phosphoric acid ≡ ٣٠٠ppm p 2o5 +NaOH to neutral + phosphoric acid ≡ ٣٠٠ppm p 2o5 + ca (OH )2 to neutral Table.٣. Average Reduction of some Impurities in Raw Syrup with continuous Clarification Impurity Removal From Syrup Average Quantity Removed (% of that Originally Present) During Clarification ٧١ Turbidity ( m .au . At ٤٢٠ nm ٦٣٫٥ ٠٫٤٥ µ m filtration) ١١٫٥ Colour ( m .au . At ٤٢٠ nm ٠٫٤٥ µ m filtration) Starch ١٠٫٢ Gum ١٤٫٩ NOTE: An average increase in syrup purity of ٠٫٣٨٪ was obtained across the clarification process. Table.٤. Average Reduction in some Impurities of Raw sugar with Continuous Clarification of Raw Sugar ٧٢ Raw sugar Analysis Change Due to syrup clarification (%) Pol Increased ٠٫١٧ Turbidity ( m .au . at ٤٢٠ nm Decreased ٣٢٫٣ ٠٫٤٥ µ m filtration) Colour( m .au . at ٤٢٠nm Decreased ٢٧٫٥ ٠٫٤٥ µ m filtration) Ash (sulphated) Decreased ٣٦٫٠ Filterability Increased ٢٢٫٠ However, the largest improvement in sugar quality occurs when mill white sugar clarified syrup prepared using juice sulphitation. Smith,( ١٩٧٦) reported that it is expected that the increasing interest in the production of both plantation white ٧٣ sugar and raw sugar of high quality will focus attention on raw syrup quality in the factory. Having identified undesirable impurities of raw syrup, steps can be taken in the factory to reduce the levels of these impurities in the pan feed syrup. In the case of process generated colorants, preventative measures such as inhibition of colour formation by juice sulphitation are likely to prove increasingly attractive. Levels of other impurities such as insoluble gums which, although present in relatively small quantities, affect sugar quality significantly and factory recovery can be reduced at reasonable cost by clarification of the raw syrup. The removal of such impurities has proved attractive to factories producing plantation white sugar. Improvements in recovery indicated from the viscosity reducing effect of syrup clarification is also likely to generate interest in the industry. Raw syrup impurities, such as insoluble matter, gums and process-generated colorants, have a detrimental effect on factory sugar quality and boiling house recovery. Anew process involving the clarification of raw syrup to remove some of these impurities is described together with the process improvements achieved from full scale operation. These improvements are most marked when a mill-white sugar is being made. (Anon, ١٩٦٢). ٢,١٠. CANE SYRUP STORAGE ٧٤ Syrup has been kept in storage in appreciable volumes for up to ٣ months and experimentally in small volumes up to ٨ months. In general syrup keeps well for about ٤ to ٦ weeks. After that time some foaming may be observed and a drop in pH from ٦٫٥, which is the pH of fresh syrup, to around ٤٫٠. This takes place in a few days. Then foaming disappears and a slow inversion of sucrose occurs as a result of the low pH. The rate of sucrose loss is approximately ٠٫٥٪ per week at an average ambient temperature of ٢٧ْc. During the short period of foaming (٥ to ٧ days) a drop in the content of reducing sugars has been determined. Afterwards the content of total sugars remains constant. Looking at diluted samples of syrup under a microscope during the foaming period, the presence of some type of osmophylic yeast that grows in the form of chains has been detected. All this leads us to speculate that the cause of foaming, with loss of reducing sugars and a drop in pH, are result of the activity of this micro-organism that probably converts sugar into acids and that ceases to multiply at the lower pH where inversion of sucrose occurs. The possibility that the destruction of reducing sugars and foaming of the syrup, which is due to carbon dioxide formation, are caused by a purely chemical reaction, such as Maillard reaction, has also been considered.( McGinnis, ١٩٧١). Another important feature of stored syrup is the formation of sludge in the bottom of the tanks. This sludge consists of the ٧٥ suspended matter present in the original syrup and very fine crystals of calcium sulphate that slowly precipitate during the period of storage. The best way to deal with sludge when the processing mill is still grinding cane is to mix it with the limed juice going to clarification. If cane crushing has stopped the sludge must be processed with the rest of the syrup at a reduced rate of operation. (McGinnis, ١٩٧٣). ٢,١٠,١. Preservation of the syrup during shut-down Some times, it becomes necessary to store syrup for several hours or even days; this is possible with the use of some preservatives. Ordinarily, if the Brix of the syrup is high (٦٠ْc Brix) and the pH between ٦٫٠ and ٦٫٨, then syrup can be kept under tropical conditions for a bout ٣٦ hours or even more without any preservative. But when the syrup is highly acidic and the Brix low (٥٠-٥٥ْ brix) it should be evaporated to higher densities (٧٠-٨٠ْ brix). Alternatively, during shut-down the use of preservatives, such as formaldehyde is generally recommended. Spencer (١٩٤٥), preserved ٣٠ْ Beaume syrup during a period of seven days by the addition of ٦ ml of ٤٠ per cent formaldehyde solution per cubic food (١:٥٠٠٠). Precautions ١. The temperature of the syrup should be lowered down as much as possible. ٧٦ ٢. The syrup need not be sulphured at all or is slightly sulphured (pH ٦٫٥-٦٫٨). ٣. Profuse use of preservatives. ٤. The concentration of the syrup be increased to high brix (٦٠٧٠ْ brix). ٥. Cleanliness of the storage tanks is necessary at regular intervals of time to check growth of micro-organisms. ٧٧ CHAPTER THREE MATERIALS AND METHODS ٧٨ ٣٫١. Materials Samples of cane syrup were collected during the seasons ٢٠٠٤/٢٠٠٥ at Kenana sugar factory, Saeed food factory and AL-Modhesh food factory. ٣٫٢. Methods of Analysis Laboratory analyses according to ICUMSA were carried out to determine chemical and physical characteristics. The analysis included:a. Total Soluble Solids (Brix) using table Refractometer. b. Moisture Content. c. PH determination. d. Refractive Index. e. Acidity as “citric acid”. f. Gravity Purity. g. Total Sugars. h. Reducing Sugars. i. Sucrose. j. Ash content. k. Minerals. l. Nitrogen content. m. Viscosity. n. Colour. ٣٫٢٫١. Total Soluble Solids (T.S.S) (BRIX) The Brix was determined according to the method of ICUMSA (١٩٩٤) (the International Commission of Uniform ٧٩ Methods for Sugar Analysis) using refractometer ranged between ٤٠-٩٠. A portion of sample was placed in the refractometer. The reading was recorded as Brix directly. ٣٫٢٫٢ Moisture Content Moisture Content was determined according to the method of ICUMSA (١٩٧٤). An empty dish with lid opened was heated for ٣٠ minutes in an oven at ١٠٥ْc. Then removed from the oven, the lid was replaced and placed in a desicator at room temperature then weighed (M 1 ) Twenty grams of the sample were placed in the dish and weighed with the lid on it (M 2 ). Then returned to the oven, with the opened state for exactly three hours. The lid was replaced and removed to the desicator and weighed at room temperature (M 3 ) . Calculation Moisture percent = 100(M 2 − M 1) M 2 −M 3 Where M1= Mass of dish (g). M2= Mass of dish + sample before drying (g). M3= Mass of dish + sample after drying (g). ٣٫٢٫٣. Determination of pH Value ٨٠ A pH- meter type ٣٣٨ was used. It was standardized with a buffer solution, potassium hydrogen oxalate pH ٤٫٠٠ at ٢٠ْc, distilled water pH ٧٫٠٠ and disodium tetraborate pH ٩٫٠٠ at ٢٠ْc. A sample solution of ٥٠g/١٠٠g distilled water was used. The result was expressed as pH to the nearest ٠٫٠١ degree. ٣٫٢٫٤. Refractive Index Using table refractometer HILGER. M 46.315 . A portion 56304 of sample was placed in table refractometer. The reading was recorded as refractive index directly. ٣٫٢٫٥. Acidity Two grams of sodium hydroxide pellets (NaOH) were dissolved in ٥٠٠ml distilled water for preparation of ٠٫١ N NaOH solution. Ten grams of sample were weighed in beaker and diluted by ١٠٠ml distilled water. ١٠ml of sample after dilution was taken in ١٠٠ml volumetric flask, ٣ drops of phenolphthalein indicator were added and the titration was followed till the pink colour appeared. Calculation Acidity as “Citric acid” was Calculated from the formula:- Titration × 0.07 ×10 ×100 W eight of Sample Where ٠٫٠٧ = citric acid factor. ٨١ ١٠ = sample volume (ml). ٣٫٢٫٦. Gravity Purity Gravity purity was calculated from the formula:Sucrose × 100 Brix ٣٫٢٫٧. Total Sugars Total sugars were determined by the Lane and Eynon method (ICUMSA; ١٩٧٠). Empty beaker was weighed and ١٫٥gram of sample were put in it. ٠٫٥ gram lead acetate and ٠٫٥ gram potassium oxalate were added, and then the volume was completed to ٢٥٠ ml by distilled water. The sample was transferred to the burette. In a beaker, ٥ gram of Fehling’s solution (A) and ٥ gram of Fehling’s solution (B) were weighed. ٣ drops of Methylene blue indicator were added. ١٥ ml of the burette were added, then the beaker was put in water bath (٧ْc) and the colour was noticed. The colour was changed to red. ١٢٫٥ ml of Fehling’s solutions (A) and (B) were used. ٣ drops of Methylene blue and ١٥ml of sample were added, then heated for ٣ minutes and more of sample was added till the red colour appeared. Calculation The total sugar was calculated from the formula:250 × mg of reducing sugar ×100 weight of sample ×100 ٢٥٠ = stock solution ٨٢ Mg reducing sugars obtained from standard table (ICUMSA, ١٩٧٠) according to the volume of titration. ٣٫٢٫٨. Reducing Sugars ٥٠ml of sample was taken from stock solution which was prepared to total sugar and put in conical flask. ٦٫٥ml of concentrated hydrochloric acid were added, and then transferred to water bath ٧٢ْc for ٥ miniutes; the sample was cooled for ٥ minutes. Neutralized with drops of sodium hydroxide ٤٠٪ till the colour was changed to pink; the volume was completed to ١٠٠ml with distilled water. In the beaker, ٥ grams of Fehlling’s solution (A) and (B) were weighed. ٣ drops of Methylene blue indicator were added. ١٥ml of the sample in the burette were added, then the beaker was put in water bath (٧ْc) and the colour was noticed, when the colour was changed to red, ١٢٫٥ml of Fehling’s solution (A) and (B) were added in another beaker. ٣ drops of Methylene blue and ١٥ml of sample were added, then heated for ٣ minutes and more of sample was added till the red colour appeared. Calculation The reducing sugar calculated from the formula:- 250 × mg T ×100 weight of sample ×100 Where Mg T = obtained from standard table (ICUMSA, ١٩٧٠) according to the volume of titration. ٢٥٠ = stock solution. ٨٣ ٣٫٢٫٩. Sucrose After total invert sugars and reducing sugars were determined, the sucrose was calculated from the formula:Sucrose = Total invert sugars – Reducing sugars ٣٫٢٫١٠. Ash content ٣٫٢٫١٠٫١. Carbonated ash Reagents Ammonium nitrate solution containing ammonia: ١٠gm ammonium nitrate were dissolved in ١٠ml of ammonium hydroxide (٢٥g /١٠٠ml) and made up to ١٠٠ml with distilled water. Ammonium carbonate solution: ١٠gm of ammonium carbonate were dissolved in water and made up to ١٠٠ml. Procedure Five grams of sample were heated carefully in a ١٠٠ml. Platinum dish in a furnace at ٦٠٠ْc until the mass carbonized. It was left to cool down, and just moistened with hot water. Then ground in a mortar. The mass was then filtered through ash less filter paper. The residue plus filter paper were returned to the platinum dish, dried, carbonized, evaporated to dryness and incinerated in furnace at ٤٥٠ْc. The ash was moistened with ammonia containing nitrate solution, dried on a water-bath and heated again in muffle furnace at ٤٥٠ْc. The residue was then moistened with ammonia carbonate solution. After drying on water-bath, it ٨٤ was heated at ٤٥٠ْc.The last step was repeated twice, till a constant weight was attained. The remainder was weighed and expressed as percentage carbonated ash. Calculation Carbonated = 100 × (w 3 − w 1) w 2 −w 1 Where w 1 = weight of empty dish. w2 = weight of dish + the sample before ashing w 3 = weight of the dish + ash. ٣٫٢٫١٠٫٢. Sulphated ash Reagents Concentrated sulphuric acid ١٫٨٤ g/cm 3 Concentrated hydrochloric acid ١٫١٨ g/cm 3 Procedure A dish was cleaned with boiling hydrochloric acid solution. It was rinsed thoroughly with water, and then heated in the furnace at ٥٥٠ْc; the dish was weighed to ± ٠٫٢ mg after it was left to cool down. Ten grams of sample were weighed in platinum. Two ml of sulphuric acid were added, and then the dish was heated in a Bunzen burner until the mass carbonized. The dish with carbonized mass was heated in furnace at ٥٥٠ْc for ٢ hours. It was left to cool and ٢ml of sulphuric acid were added again. ٨٥ The dish was evaporated and weighed to ± ٠٫٢ mg (ICUMSA, ١٩٩٤). Calculation Sulphated ash % = ١oo × M2 −M 0 M1 − M 0 Where M 0 = weight of empty dish. M 1 = weight of dish + sample before ashing. M 2 = weight of dish + ash. ٣٫٢٫١١. Minerals determination The minerals were determined by the method of (PerkinElmer, ١٩٩٤). Using (A.A.S) (Atomic Absorption spectrometer. Model: ٣١١٠.) Procedure ٢ grams of the sample were taken in crucible, then sample was ashed to white colour in the furnace ٥٥٠-٦٠٠ْc, ٢-٣ drops of concentrated hydrochloric acid were added to the sample which was ashed. The crucible was transferred with some distilled water to ١٠٠ml volumetric flask with funnel. The crucible washed to avoid losses. The volume was completed to ١٠٠ml. Then the solution was filtered by ash less filter paper to separate the silica. The paper was ashed in weighed crucible at ٥٥٠ْc-٦٠٠ْc.The silica weight was founded. The clear solution (filtered) was kept in clean container and was ٨٦ transferred to atomic absorption spectrometer. The readings were recorded as value of mineral directly. ٣٫٢٫١٢. Nitrogen content The nitrogen content was determined by micro – kjeldahl method as described by Whalley (١٩٦٤). In semi-micro digestion flask, ٠٫٢ gram of the sample, one gram of a catalyst (potassium sulphate + cupric acid) and ٣٫٥ ml of sulphuric acid were mixed together. The mixture was digested for two hours. The solution was then transferred to the distillation unit. Ten ml of ٤٠٪ NaOH solution were added to the solution, the mixture was heated and the nitrogen was collected in flask containing, ١٠ ml ٢٪ boric acid and few drops of mixed indicator Methyl red, the solution was then titrated against HCL ٠٫٠٢N. The following formula was used to determine nitrogen percentage (g/١٠٠). Nitrogen% = V× N × ١٤× ١٠٠ W × ١٠٠٠ Where V = volume of hydrochloric acid (٠٫٠٢N) used for titration. N = normality of Hcl (٠٫٠٢N). W = weight of original sample (g). The nitrogen percentage was then multiplied by the factor ٦٫٢٥ to determine the percentage of protein in the sample. ٣٫٢٫١٣. Viscosity ٨٧ The viscosity is generally given in centipoises (cps) or centistock ( cm 2 / s ), or as a relative viscosity. The kinematic viscosity of diluted syrup (٥٠ْ Bx), was determined according to the AOAC method (١٩٨٤) using a U–shaped viscometer and measured at ٣٠ْc using a water- bath. Calculation ١. kinematic viscosity (centistock) = Flow time of sample at ٣٠ْc× ١٫٠٠٣٨ Flow time of water at ٣٠ْc Where ١٫٠٠٣٨ = viscosity of water at ٢٠ ْc ٢. Relative viscosity = T − To To Where T = flow time of the sample. To = flow time of distilled water at the same temperature. ٣٫٢٫١٤. Colour Colour measurement was done according to ICUMSA (١٩٩٤), Method No.Gs٢/٣-٩ using automatic digital sucroscan ٣١٢٢/٠٦٠٥ (MAARC LABS.PVT.LTD), capable of light transmission measurements at wavelength of ٤٢٠nm. The absorbency of the samples was measured after the membrane filteration (using kieselguhr (acid washed) and at neutral pH of ٧٫٠). The solution ca.٥ْ brix was prepared by dissolving ٧gm of syrup in water to a total volume of ١٠٠ cm 3 . ٨٨ The filter pad was prepared in the Buchner flask, ٤gm kieselguhrs were used, and the ca.٥٠ cm 3 of the prepared sample was filtered under vaccum and the first cloudy runnings were discarded. The filtrate was collected in a clean dry flask, and transferred to ١٠٠ cm 3 beaker and covered with a watch glass. Using hydrochloric acid, the pH was adjusted to ٧٫٠ ± ٠٫٢. The refractometer brix was measured and the measured temperature was recorded. The optical density was measured in ٥ mm cell at ٤٢٠ nm against water as reference. Calculation Attenuation Index (α ∗ c )420 = oD × 10 bc Where OD = an absorbance. B = cell length in mm. C = concentration of solids in g per cm 3 . ٨٩ ٩٠ CHAPTER FOUR RESULTS AND DISCUSSION ٤٫١. Total soluble solids and sugars content Table (٥) shows results of T.S.S and sugars content of Tate and Lyle syrup as reference and syrup samples which are produced by local factories. The Total soluble solids were the highest in amber syrup which is produced by Kenana Sugar Company, where it was produced by taking silver cane sugar liquor or A, B run-off silver, inverted and concentrated to form syrup. But the T.S.S was the lowest in Al-Modhesh golden syrup, where it is produced by dissolving the white sugar, inverted and concentrated to form syrup. Other types of syrup which are treacle from Kenana Sugar Company and golden syrup from Saeed food factory were found to be similar with the reference (Tate and Lyle). Comparable results for total soluble solids were demonstrated by Person(١٩٧٠) who reported that total soluble solids is ٨٣٪ for golden syrup and treacle while the Sudanese Standards and Metrology Organization (SSMO), stated that, the total soluble solids for golden syrup is between ٨٢-٨٤, while for treacle between ٨٠-٨٢. ICUMSA (١٩٨٢) reported that total soluble solids are ٨٢٫٥-٨٣٫٥ for golden syrup and ٨١-٨٢٫٥ for treacle. Oliver (١٩٧١) stated that, T.S.S of golden syrup is about ٨٣٪. The golden syrup of Al-Modhesh food factory was the lowest, if compared with the standard and ٩١ reference, that applies the type of concentration of syrup, which is carried out by open Kettles, which lead to incomplete concentration. Total sugars were the highest in Al-Modhesh syrup sample comparing with the reference (Tate and Lyle), Kenana syrups samples and Saeed syrup samples matched the reference, in which the raw sugar is used in syrup manufacturing. Person (١٩٧٠), reported that total sugars of golden syrup lie ٧٩-٨٣٪, while the treacle found in the range between ٧٢-٨٠٪. The total sugars of golden syrup were between ٧٧-٨٢٪ ICUMSA (١٩٨٢), while the treacle was between ٧٥-٨١٪. (SSMO), reported that, total sugars of golden syrup was between ٧٤-٧٨٪, while the treacle was between ٧٣-٧٨٪. Samples total sugars values for local factories were almost identical with reference and ICUMSA standards, but differ with (SSMO). Reducing sugars scored the highest value for Kenana syrup samples, compared to reference (Tate and Lyle), and were found to be the lowest for Saeed and AL-Modhesh, in which the rate of inversion depends completely on time and temperature, where, in AL-Modhesh factory the inversion was practiced on ٧٠-٧٥ْc. (Junk, et al, ١٩٤٧) reported that, in commercial practice, temperature of inversion must be between ٨٠-٩٠ْc. In Saeed food factory ٤٠ hours are used for inversion. Bonney and Thom’s (١٩٧٣) stated that, tests ٩٢ Table.٥. Total soluble solids and sugar contents of syrups ANALYSIS Tate and Kenana Kenana Saeed AL- Lyle (amber) (treacle) Brix % ٨١ ٨٢ ٨١ ٨١ ٧٩ Total sugars ٨٠٫١٣ ٨٠٫٨٣ ٨١ ٨٠٫٦ ٨٢٫٦ ٤٨٫٣٣ ٤٨٫٣٥ ٤٧٫٣٥ ٤٦٫٣٨ ٤٥٫٥٥ ٣١٫٨ ٣٢٫٤٨ ٣٣٫٦٥ ٣٤٫٢٢ ٣٧٫٠٥ Modhesh % Reducing sugars % Sucrose % ٩٣ showed that ٤٦ hours were required to produce ٥٠٪ invert syrup by partial inversion of the sucrose. Comparable results for reducing sugars were demonstrated by Person (١٩٧٠) who reported that reducing sugars of golden syrup were between ٤٧٥٠٪, and that of treacle were between ٣٧-٥٠٪. ICUMSA (١٩٨٢) stated that, reducing sugars of golden syrup were between ٤٨٥٠٪ and that of treacle were between ٣٥-٤٨٪. Sudanese Standards and Metrology Organization (SSMO), reported that the reducing sugars of golden syrup were between ٥٨-٦٠٪, and that of treacle were between ٥٥-٥٨٪. Results of reducing sugars were in agreement with that reported by ICUMSA (١٩٨٢), but differ with (SSMO) which reported high degree for reducing sugars. The sucrose % was the highest in Saeed and ALModhesh syrup samples, and the lowest in the reference sample (Tate and Lyle). Kenana amber and treacle were within the standards range. The increase of sucrose % degree in Saeed and AL-Modhesh samples were attributed to the rate of inversion and utilization of during raw sugar syrup manufacturing, as well as, in AL-Modhesh factory, ٢٠٪ glucose was used in the syrup formula, that add more of total sugars for this sample. Comparable results for sucrose were demonstrated by Person (١٩٧٠) who reported that sucrose in golden syrup was between ٣١-٣٣٪, and treacle was between ٢٣-٣٣٪. ICUMSA (١٩٨٢) stated that, the sucrose percent must be ٣٢-٣٣٪ in golden syrup, ٩٤ and ٢٣-٣٤٪ in the treacle. Sudanese Standards and Metrology Organization (SSMO), reported that about ١٦-١٨٪ sucrose in golden syrup, and ١٨-٢٠٪ sucrose in the treacle. Ruslts of sucrose shown were identical with most of references, but differ greatly with results obtained by (SSMO). ٤٫٢. Refractive index, pH, Acidity and Moisture Table (٦) shows results of Refractive index, pH, acidity and moisture % of Tate and Lyle reference sample and syrups of local factories. Refractive index was the highest for Saeed syrup sample which complied with the reference; AL-Modhesh syrup sample scored the lowest value, which has high percentage of total sugars than other samples. Kenana amber and treacle samples showed similar results. Oliver (١٩٧١), reported, that the refractive index of golden syrup is ١٫٤٩٧٠ at ٢٠ْc. The pH of Kenana treacle syrup was the highest sample, where it was the lowest in AL-Modhesh syrup sample, Kenana amber and Saeed syrup samples matched with the reference (Tate and Lyle). Sudanese Standards and Metrology Organization (SSMO), reported, that pH of golden syrup is between ٥٫٦-٥٫٨, and for treacle lies between ٥٫٨-٦٫٥. The golden syrup samples were almost identical with the reference, except AL-Modhesh syrup sample, while the treacle sample was found in the range of Sudanese Standards and Metrology Organization in inversion percentage. Mynott, et al, (١٩٧٥), stated, that the pH of the invert ٩٥ Table.٦. Refractive index, pH, acidity and moisture of syrups ANALYSIS Tate and Kenana Kenana Lyle (amber) (treacle) ١٫٥٠٠٠ ١٫٤٩٦٠ ١٫٤٩٩٠ ١٫٥٠٠٠ ١٫٤٩٣٠ pH ٥٫٥ ٥٫٥ ٥٫٩ ٥٫٥ ٤٫٧ Acidity % ١٫٤ ١٫٤ ١٫٤ ٢٫١ ٢٫٨ Moisture % ١٩ ١٨ ١٩ ١٩ ٢١ Refractive Saeed ALModhesh index ٩٦ sugar solution is highly important in lowering the rate of color formation, and the parameter of pH is apparently related to the presence of colorants which are pH sensitive. The acid which is used in practicing inversion makes varying pH values to be used as an indicator for inversion. Acidity was the highest in AL-Modhesh and Saeed syrup samples respectively, while the Kenana syrup samples (amber and treacle) were confirmed well with the reference (Tate and Lyle). The variations in results are due to amount of acid used for inversion, and alkali which is used for neutralization of acid. In Kenana factory, the quantities of HCL acid and caustic soda are calculated ٢٫٧kg, ١٫١kg / Ton syrup respectively by quality control department, while in AL-Modhesh and Saeed factories they use ٩٠ml, ٨٠ml HCL for every ١٠٠kg syrup. In ALModhesh factory a preservative material was added which increase the acidity ratio. Moisture % was the highest in AL-Modhesh syrup sample, and was the lowest in Kenana amber syrup. Kenana treacle and Saeed syrup samples matched with the reference Tate and Lyle sample. In AL-Modhesh factory, the concentration operation of syrup occurs in an open kettle, which leads to lower concentration of solution, so that the moisture percent was the highest in AL-Modhesh sample than all other samples. The Kenana syrup is prepared by a suitable procedure for concentration. The moisture content has a significant effect ٩٧ on shelf life of the syrup, because, the moisture controls the microorganisms growth. ٤٫٣. Gravity purity, colour, nitrogen content and protein Table (٧) shows results of actual purity, color, nitrogen content and protein of Tate and Lyle syrup as reference and all other samples which are produced by local factories. Gravity purity was the highest in AL-Modhesh syrup sample, and the lowest for the Kenana amber syrup, which lied within the range of reference Tate and Lyle sample. The increase of gravity purity was due to high percentage of sucrose; while the decrease of gravity purity was due to crystallization of sucrose. Gravity purity may be used in inversion evaluation. When in practice complete inversion of sucrose to monosaccharide occurred, sucrose properities will change to uncrystallized sucrose which plays an important role in purity and quality of syrup. Kenana treacle syrup got the highest color value, while AL-Modhesh syrup scored the lowest one. Kenana amber and Saeed syrups were higher than the reference sample by ٤٠٠-٢١٢ units. Comparable results for colour were demonstrated by ICUMSA (١٩٨٢) which reported that; colour of golden syrup was between ٢٠٠٠-٢٥٠٠ ICUMSA units. Sudanese Standards and Metrology Organization (SSMO) stated that, colour of golden syrup was about ٢٠٠٠, while the treacle was between ٦٠٠٠-١٠٠٠٠ ICUMSA units. ٩٨ Table.٧. Gravity purity, colour, nitrogen content, and protein of syrups ANALYSIS Gravity Tate and Kenana Kenana Saeed AL- Lyle (amber) (treacle) ٣٩٫٢٥ ٣٩٫٦٠ ٤٢٫٠٦ ٤٢٫٢٢ ٤٦٫٨٩ ٢٠٠٠ ٢٤٠٠ ٩١٧٩ ٢٢١٢ ١٨٩٣ ٠٫١٧٦ ٠٫١٦٥ ٠٫١٦٥ ٠٫١٧٢ ٠٫٠٩٨ ١٫١ ١٫٠٣١ ١٫٠٣١ ١٫٠٧٥ ٠٫٦١٢ Modhesh purity % Colour ICUMSA Nitrogen content % Protein % ٩٩ Kenana treacle color conformed with (SSMO), while Kenana amber and Saeed syrups were higher than that of (SSMO) by ٤٠٠-٢١٢ units; however, the colour depends upon colour of raw material which has been used in the syrup manufacture. Mynott, et al, (١٩٧٥), reported that, invert sugar solution have less color stability than sucrose solution of the same concentration when stored under the same conditions. This is due to chemically active reducing sugars in the invert sugar solution. The pH of the solution is highly important in lowering the rate of color formation. This relationship is depicted in Fig.٩. In addition, the temperature of the solution and the length of time it is heated markedly affect the color development in invert syrups, Mc Ginnis, (١٩٧١) described the two factors that make up the concept of color which may be optically determined in sucrose solution. The first of these is the absorption of radiant energy in the presence of colorants. The second is the scattering of radiant energy due to any turbidity in the solution. Color development in sucrose solution is dependent upon several factors. Among these are the temperature of the solution, time of storage, pH, presence of trace of reducing sugars, and colored non-sugars. Gillett, (١٩٥٣), reported extensively on color development in sucrose syrups during and after refining. At ٢٠ْc the rate of color development is extremely slow but at higher temperatures, over a period of time, color begins to appear in the solution. ١٠٠ Nitrogen content was the highest in Saeed syrup sample, and it was the lowest in AL-Modhesh syrup sample, while the Kenana samples (amber and treacle) had the same results. All the samples results were found to be lower than the reference sample (Tate and Lyle)in nitrogen content ratio, however, low nitrogen value was due to low nitrogen content in the raw sugar. Protein was determined via nitrogen content, so that protein has lower results. Comparable results for nitrogen and protein content were demonstrated by Braner (١٩٧٤) who reported that, the sugars were found to be very poor in nitrogen and consequently in protein content, this is due to the process and refining techniques employed for sugar extraction and crystallization. ٤٫٤. Ash content and viscosity Table (٨) shows results of ash content and viscosity of Tate and Lyle syrup as reference and other Sudanese local samples. Carbonated ash was the highest for Kenana treacle sample and it was the lowest for AL-Modhesh syrup sample. Kenana amber and Saeed syrups had the same result. All samples of golden syrup have lower carbonated ash ratio than the reference (Tate and Lyle). ١٠١ Table.٨. Ash content and viscosity of syrups ANALYSIS Ash content Tate and Kenana Kenana Lyle (amber) (treacle) Saeed ALModhesh C S C S C S C S C S ١٫٤ ٤٫١٧ ١٫٢ ٤٫٣٩ ١٫٥ ٤٫٣ ١٫٢ ٤٫٤ ١٫٠ ٣٫٩٢ ٧ ٥ Cs R Cs ٤٫١ ٢٫٥ ٤٫٠٢ ٥ ٦ % ٠ Viscosity R Cs R Cs R Cs R % ٣٫٤٣ ٤٫٢٠ ٣٫٤٠ ٤٫٠٨ ٣٫٤١ ٤٫١ ٣٫٤٢ ١ Where C = carbonated ash S = sulphated ash R = relative viscosity Cs = centistock viscosity ١٠٢ Analysis of sulphated ash value for Saeed syrup sample showed the highest result, and it was the lowest in AL-Modhesh syrup sample, while Kenana samples (amber and treacle) had the same result. Samples of golden syrups except AL- Modhesh sample were almost greater in sulphated ash than the reference (Tate and Lyle) by ١٣-٣٠ points, while AL-Modhesh sample was lower than that of reference by ٠٫٢٥ points. Comparable results for ash content were demonstrated by Person (١٩٧٠) who reported that, sulphated ash is ١٫٧٪ for golden syrups, and ٤٪ for the treacle. Sudanese Standards and Metrology Organization (SSMO) stated that, the ash ratio is ٢-٥٪ for both golden syrup and treacle. The entire samples were identical with (SSMO). Some important factors affect the ash content ratio, of these, is syrup clarification, which decreases the sulphated of ash by ٣٦٪ when it is practiced well (see table ٣). Relative viscosity was the highest in Saeed syrup sample, and it was the lowest in AL-Modhesh syrup sample, if compared with the reference (Tate and Lyle), while centistokes viscosity was the highest in Kenana (treacle) sample, and it was the lowest in AL-Modhesh syrup sample. Approximately all the samples were identical with the reference. Comparable results for viscosity were demonstrated by Norrish (١٩٦٧) who reported that, three factors affect the viscosity of invert sugar solutions. These are temperature, ١٠٣ concentration of total soluble solids, and the percentage of invert sugars. ٤٫٥. Minerals determination Table (٩) shows results of minerals for the reference sample and other local syrup samples. Sodium ratio was the highest in the reference (Tate and Lyle) sample, and the phosphor ratio was the lowest among other metals. Kenana (amber and treacle) and Saeed samples included high ratio of calcium, while AL-Modhesh syrup sample scored a high ratio of sodium which is similar to the reference. The entire samples showed lower ratios of phosphate that refers to the purification and clarification processes which are practiced in sugar and syrup manufacturing. All the samples included high ratio of calcium, sodium, and magnesium which are an important minerals. Saeed and AL- Modhesh sample had the same ratio of potassium which is lower than Kenana samples, that refers to the quality of raw materials used in syrups manufacture. Approximately all the samples have similar ratio of copper, manganese, iron, cobalt, chrome, nicle, lead, and zinc. ١٠٤ Table.٩. Minerals of syrups (Mg/L) ٠٫٩١ ٠٫٠٥٨ ٠٫٠٤١ ٠٫٠٦٥ ٠٫١٥٧ ٠٫٠١٣ ٠٫٠٣٤ ٠٫٠٢٣ ٠٫١١٠ ٠٫٠٠١٢٠ ٠٫٥٨ ٠٫١٩ ٠٫٠٢١ ٠٫٠١٣ ٠٫٠٦٣ ٠٫٢٤٢ ٠٫٠٢٤ ٠٫٠٤٧ ٠٫٠٢١ ٠٫٠٣٩ ٠٫٦٧ ٠٫٥١ ٠٫٠٢٢ ٠٫٠٤١ ٠٫١٥٦ ٠٫٠٥٦ ٠٫٠٢٢ ٠٫٢٢ ٠٫٠٤٧ ٠٫٠٧٩ ٠٫٠٠١٦١ ٠٫٠٠١٧٧ ٠٫٣٦ ٠٫٠٥ ٠٫٠٤٤ ٠٫٠٢٦ ٠٫١٧٦ ٠٫٠٦٥ ٠٫٠١٤ ٠٫٠٢٥ ٠٫٠٥٩ ٠٫٠٩٠ ٠٫١٠ ٠٫٥٦ ٠٫٠٥ ٠٫٠٤١ ٠٫٠٢٩ ٠٫١٢٥ ٠٫١٦٢ ٠٫٠٤١ ٠٫٠٤٠ ٠٫٠٤٥ ٠٫٠٦٩ ١٠٥ ٠٫٠٠١٥٦ ٠٫٠٠١٤٦ ٩٫٣٠ ٠٫١١ Modhesh ٠٫٤٣ AL- ٠٫١٨ Saeed ٠٫١٣ (treacle) ٠٫٣٧ Kenana ٠٫٦٢ (amber) ٠٫٩٨ Kenana ٠٫٧٢ Lyle ٠٫٦٤ Tate and P Zn Pb Ni Cr Co K Cu Mn Fe Mg Na Type of Ca sample ١٠٦ CHAPTER FIVE CONCLUSION AND RECOMMENDATIONS The work embodied in thesis was carried out on four local types of edible syrups (Kenana amber and treacle, Saeed, and AL-Modhesh), and compared with a reference syrup which is produced by Tate and Lyle company. ♦ The analytical studies involved physical and chemical analysis. These investigations were carried out for studying the quality of local edible syrups. They involved determination of total soluble solids (TSS), total sugars, reducing sugars, sucrose percent, refractive index, gravity purity, colour and acidity, in addition to viscosity, pH value, ash, minerals, moisture, nitrogen and protein content. ♦ The analytical data obtained for syrups revealed that AL- Modhesh syrup contained the lowest values in total soluble solids and reducing sugars, while Kenana amber syrup contained the highest values. Similar values were found for Kenana treacle and Saeed syrups. ♦ AL-Modhesh syrup had the highest value in sucrose percent than other local syrups. ♦ Indigenous edible syrups were slightly acidic. ♦ All the local syrups were found to be very poor in nitrogen and consequently in protein content. ♦ The treacle of Kenana had the highest colour value. ١٠٧ ♦ Indigenous edible syrup contained the highest portions of the calcium, sodium and magnesium, while it contained the lowest portions of phosphorous. ♦ The comparison between the four indigenous edible syrups and the reference Tate and Lyle revealed that AL-Modhesh syrup had the lowest quality, while the Kenana amber and Saeed golden syrups had a good quality compared with the reference. Kenana treacle had high quality compared with standards. ♦ Indigenous edible cane syrups had a high percent of sugars and minerals, and low percent of the protein. ♦ Most of the locally made golden syrups are made from white sugar, mostly locally manufactured. The practice showed that, the quality of the golden syrup wholly depends on two factors, which are the quality of the raw material, and the process conditions such as temperature. The improvements of the above factors lead to a high quality of golden syrups which were able to compete with the standard. ♦ It is recommended to manufacture the golden syrups from high quality sugars. Moreover, the ideal process conditions of golden and treacle syrup should be implemented, so as to avoid any undesirable malfunction caused by fluctuation of the process conditions, and to achieve this, modern controllable equipment are to be used for processing of ١٠٨ golden syrups and treacle. As well the packing materials must be attractive to the consumer. All the above factors enhance the quality and marketing effectively. ١٠٩ ١١٠ References A.O.A.C. (١٩٨٤).Official 14th eds.Washington.D.C. methods of analysis Adam, N. M. (١٩٩٢). Characteristics of waste water and by-product of sugar cane factory with regard to the efficiency of extraction. M. Sc. Thesis, University of Khartoum. Ahmad, M.O (١٩٩٩). Studies on the quality of sugar and molasses as products of sugar cane in the Sudan. M.Sc. thesis, university of Khartoum. Ali, A. O. (١٩٩٨).Long Term effect of soil management practices for sugar cane production on some physical and chemical properties of Kenana verticals. PhD thesis, university of Gezira. Amin, W.A; Safwat, M. and EL-Irahi, S.M. (١٩٩٩).Quality criteria of treacle (black honey).Food chemistry- ١٩٩٩. ٦٧:١, ١٧-٢٠, ١٠ refs. Anon. (١٩٦٢-٦٣). Annual Report sugar Research Institute Mackay, Australia, P.٩٫١١٫١٢. Antonio, V.D and Carlos, A.C. (٢٠٠١). Sugar processing and by products of the sugar industry. FAO.Agricultural services, Bulletin١٤٤. Arabie, P., and Moshowitz, H.R. (١٩٧١).The effect of viscosity upon perceived sweetness. Percept and psychophys.٩, ٤١٠-٤١٢. Bennett, M.C. (١٩٧٥).Flocculation Technology in Sugar Manufacture.Rev.Agri-cole ET sucriere, Mauritius. ٥٥ No.١ and ٢, PP.٢٧٥-٢٨٤. ١١١ Bonney, O.V., and Thomas, J.P.L (١٩٧٣).Studies on the continuous inversion of sucrose: ١, Research data.J.AM.Soc.sugar cane Technol.١٧, ١٨٧-١٩٤. Bostok, P. (١٩٩٧). New technology in sugar crystallization. In j.International sugar PP.١٤٩٩. Braner, A.C. (١٩٧٤). The sugar cane second edition, the world crop series, Nicholas polunin leoner hill Book. ٤٥٤. An. Inter text publisher London. California and Hawaiian sugar Co. (١٩٧٠ A). Approximate Freezing points of syrups. Personal communication. San Francisco. California and Hawaiian sugar co. (١٩٧٠ I). Viscosity of ٩٠٪ invert at different concentrations. Private communication. San Francisco. California and Hawaiian sugar Co. (١٩٧٠B).Effect of concentration on viscosity for varying proportions of invert at ٢٠ْc. Private communication. San Francisco. California and Hawaiian sugar co. (١٩٧٠D).Typical curve showing color development in ٩٣٪ invert syrup at varying PH values approaching neutrality. Private communication. San Francisco. California and Hawaiian sugar co. (١٩٧٠E). Typical curve showing effect of prolonged heating on color development in invert syrups containing high percentage of invert sugars. Private communication. San Francisco. California and Hawaiian sugar Co. (١٩٧٠F).Typical curve showing effect of acid concentration on inversion of liquid sugar by hydrochloric acid .Private commurication.San Francisco. California and Hawaiian sugar Co. (١٩٧٠G).Typical curve showing effect of acid concentration in inversion of liquid sugar by tartaric acid. Private communication. San Francisco. ١١٢ California and Hawaiian sugar Co. (١٩٧٠H). Typical curve showing effect of temperature on inversion of liquid sugar by hydrochloric acid .Private communication. San Francisco. Cann, E.E.and Stumpt, P.K. (١٩٧٢). Out lines of biochemistry edition.٤٤. 3rd Carruthers, A., Heaney, R.K., and Oldfield, J.F.T. (١٩٦٥).Determmation of sulphurdioxide in white sugar, Int.Sugar J.٦٧, ٣٦٤-٣٦٦. Charles, D.F. (١٩٦٠) Solubility of pure sucrose in water. Intern. Sugar J.٦٢, ١٢٦-١٣١ Chen, J.C.P.and Meade, G.P. (١٩٧٧).cane sugar Hand book, 10th Edition.JDhn Wiley&Sons,New, New York. Culp, E.J. (١٩٨٠). Heat of solution: sucrose in water, paper presented to sugar industry Engineers, Jan.٢٧, and New York. Dahlberg, A.C, and penczek, E.S. (١٩٤٤). The relative sweetness of sugars as affected by concentration. N.Y.State Agr. Exp.Sta. Tech.Bull.٢٥٨. Deitz, V.R., Pennington, N.L., and Hoffman, H.L., JR. (١٩٥٢).Transmittancy of commercial sugar liquors: dependence on concentration of total solids.J.Res.Nat.Bur.stand.٤٩, ٣٦٥-٣٦٩. Eitenmiller, R.R., WU, A.C.M., and Powers, J.J. (١٩٧٤).effect of fluctuating temperature on the stability and activity of invertase.J.Food Sci, ٣٩, ١١٧٩-١١٨٣. El-Hassan, B.M. (١٩٨٤). The industrial waste treatment Sennar Sugar Factory. ١١٣ Flavell, E.W. (١٩٦٥). Personal communication. Mc Keany-Flavell co., San Francisco. Flavell, E.W. (١٩٦٦).personal communication. Mc Keany- Flavell co., San Francisco. Gillett, T.R. (١٩٥٣).Color and colored non-sugars. In principles of sugar Technology, vol.I, P, P. Honig (Editor).Elsevier publishing co. New York and Amsterdam. Gillett. T.R. (١٩٧٠). Color development in sucrose liquid sugar at elevated Temp. Private communication California and Hawaiian sugar Co.Crokett, California. Harry M. Pancoast, B.S. and W.Ray junk, B.A. (١٩٨٠) Handbook of sugar 2nd edition. San Francisco. Hashkell, D.R. (١٩٧٣).Studies on the continuous inversion of sucrose: ∏ , Application of reseach data.J.AM.Soc.sugar cane Technol.١٧, ١٩٥-١٩٩. Hoynak P.X. And G.N. Bollenback, PhD. (١٩٦٦). This is liquid sugar. 2nd Edition. CPC international Inc, Engle wood cliffs, N.J. ICUMSA (١٩٧٠).Report of the proceeding ١٤٧. 16th session: ICUMSA (١٩٧٤).Report of the proceeding ٢،٢٦٨. subi, ١٤, ١(a) 16th session: subi, ١٩, ICUMSA (١٩٨٢).Report of the proceeding 18th session. Dublin. ICUMSA (١٩٩٤).Methods book, No.GS١ ٣/٤/٧/٨/١١, GS٢ ١/٣/-١٥. International society of sugar cane technology, proceedings of the xvi congress, ٩-٢٠ September (١٩٧٧).SAOPAULO – Brazil.Vol ٣. ١١٤ Jackson, R.F., and Silsbee, C.G. (١٩٢٤). Saturation relations in mixtures of sucrose, dextrose, and levulose. Technical papers, No ٢٥٩،٢٧٧-٣٠٤.Nat.Bur.Stand.Washington, D.C. Jeanne.C.Johnson, (١٩٧٦). Specialized sugar for the food industry. New Jersey, U.S.A. Joslyn, M.A. (١٩٦١).Blending formula and syrups algebra. In fruit and vegetables juice processing Technology. AVI publishing Co. West port, Coon. Junk, W.R., Nelson, O.M., and Sherrill, M.H. (١٩٤٧). Liquid sugar in Food products. Food Technol.١, ٥٠٦-٥١٨. Knecht, R.L. (١٩٩٠). Properties of sugar. In sugar Auser’s Guide to sucrose by Neil, L. Pennington and Charles, W.Baker (١٩٩٠). New York. Kool, E.R. (١٩٧٢). Newest natural sweetener: dextrose, levulose syrup. Food Technol. ٢٦(٩) ٥٧-٥٩. Kooreman, J.A. (١٩٧١).Viscosity characterstics of SuVel blends. Tech.Letter ١١٤. Penick & Ford, Cedar Rapids, Iowa. Lal Mathur, R.B. (١٩٧٦). Handbook of sugar technology. Oxford and IBH publishing Company. Lal Mathur, R.B. (١٩٩٠).Handbook of sugar technology. Oxford and IBH publishing Company. Lal Mathur, R.B.M. (١٩٨١). Handbook of sugar technology. Oxford and IBH publishing Company. Marov, G.J. (١٩٦٧). A procedure for computing and determining solids in syrups and beverages formulated with medium invert sugar. Part ∏ .Int. sugar J.٦٩٫١٦٣-١٦٩. ١١٥ MC.Adamand, D.and tait, P. (١٩٩٦). Ord River Sugar Mill. In: J. international sugar, ٩٨ (١١٧٣):٤٠. McGinnis, R.A. (١٩٧١).sugar quality. In cane, beet-sugar technology, R.A.McGinnis (Editor). Cane sugar development foundation, Fort Collins, Colo. McGinnis, R.A.(١٩٧٣).Moses Lake-Largest Sugar beet Factory in the Western Hemisphere, sug.J.,Vol ٣٥, ١٢:١٩-٢١. Meade, G.P. (١٩٦٣).Cane sugar Hand book, &Sons, New York. 9th Edition. John Wiley Metcalf, H.C; Jon, E. W. and Joseph, F.C. (١٩٧٠). Modern chemistry, ٣٨٢. Moroz, R.D, Sullivan, J.P, Troy, J.P.Broeg, C.B, C.B. (١٩٧٣).Levulose and invert sugars. Sugar Y Azucar٦٨ (٨), ٤٦-٥٢. Mynott, A.R. Higgs, S.J. Jowitt, R. (١٩٧٥). Relationship between composition and properties of a three-component sugar system.J.Sci. Food Agric: ٢٦(٢), ١٣٥-١٤٠. Neil, L. pennington and Charles, W.Baker (١٩٩٠). Auser’s Guide to sucrose. New York. Nicol, W.M. (١٩٦٨). Boiling elevation of pure sucrose solutions. Intern Sugar J.٧٠, ١٩٩-٢٠٢. Norrish, R.S. (١٩٦٧). Selected tables of physical properties of sugar solutions. Scientific and Technical Surveys, No.٥١.The British Food Manuf. Industries.Res. Assoc., Leather head. England. Oliver Lyle. (١٩٧١). Technology for sugar refinery workers, third edition. ١١٦ Perkin Elmer, (١٩٩٤).Analytical Methods for Atomic Absorption spectrometer, corporation of Perkin Elmer. Person, D. (١٩٧٠). The chemical analysis of foods. Churchill Living Stone Edinburgh, London and New York. Person. (١٩٧٦). the chemical analysis of foods, 7th edition. Churchill living stone Edinburgh, London and New York. Ramanaushkas.J. (١٩٧٣).Studies on the continuous inversion of sucrose: ш physical installation.J.Am.Soc.Sugar Cane Technol.١٧٫٢٠٠-٢١١. Reed.G. (١٩٦٦).Enzymes in Food processing. Academic press, New York. Saranin, A.P. (١٩٧٢).Technology of phospho – flotation of sugar melt. Sugar Technol Rev.٢,:٤٣. Smith, N.H. (١٩٧٦). Inhibition of Enzymic Browning in cane sugar processing ١.S.J.٧٨,:٢٥٩ -٢٦٣. Spencer, G.L., and Meade, G.P. (١٩٤٥).Cane sugar Hand book, 8th Edition. John Wiley & Sons, New York. Sudanese Standards and Metrology Organization (S.S.M.O).Invert syrup specifications. Swindells, J.F. Snyder, C.F., Hardy, R.C., and Golden, P.E. (١٩٥٨). Viscosities of sucrose solution at various temperatures: Tables recalculated values. Supplement, Circ: C٤٤٠. Natal. Bur. Standards, Washington, D.C. Timbie, D.J., and Keeney, P.G. (١٩٧٧). Mono- disaccharide analysis of confectionery products by high pressure liquid chromatography especially relating to pre columns and other suggestions for contending with contaminants. J. Food Sci.٤٢, ١٥٩٠, ١٥٩١, ١٥٩٩. ١١٧ Van der linden. (١٩٧٩).Solubility of sucrose and invert sugar. Arch.Suikerind.٢٧, ٢٩١. Whalley. H.C.S.DE. (١٩٦٤).ICUMSA Methods of sugar analysis, Elsevier publishing company, Amsterdam/ London/ New York. ١١٨ ١١٩ ١٢٠ ١٢١ ١٢٢




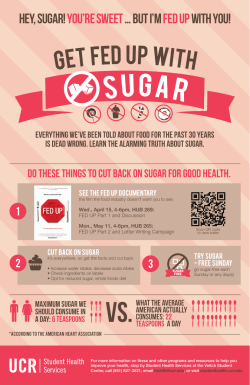

© Copyright 2026