
22 Rapid Analytical Assesment of the Performance
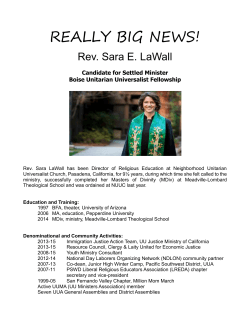
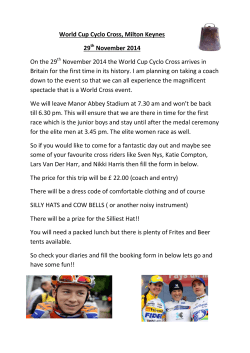
Rapid Analytical Assessment of the Performance of Dissolvers to Remove Organic Precipitations in Production Facilities AUTHORS Dr. Karsten Karl Krückert1, Dr. Hans-Jörg Oschmann1 1 NALCO Champion - An Ecolab Company, Langestraat 169, 7491AE Delden, The Netherlands ABSTRACT Asphaltene deposition is a widespread problem in the oil industry. Stable asphaltenes do not pose problems during oil production; however, once asphaltenes get destabilized, flocculation and subsequent deposition of asphaltenes might occur and affect the whole production system. Uninhibited asphaltene precipitation may restrict the available inner diameter in tubing and production lines thus effecting production. Remedial treatment with asphaltene dissolvers can be used to revive the production system. Commonly, the effectiveness of these treatments is assessed by monitoring changes in differential pressure changes or productivity index. Monitoring the productivity index, however, indicates the relative change in production conditions only (with an increase indicating a successful treatment), but does not correlate directly to the amount of asphaltene dissolved; it cannot be used as true quantitative measure for the effectiveness of the treatment. This paper presents two novel methods which allow a highly accurate qualitative and quantitative assessment of the effectiveness of dissolver treatments. An initial assessment based on a modified version of ASTM D7061 can be applied offshore or in field labs to ensure a rapid qualitative assessment of dissolver treatments. Complementary analysis based on IP 469-01 utilizing Iatroscan TLC/FID provides further details on the total amount of organic deposits removed resulting in a profound quantification of fluids fractions and the overall treatment success on base of the amount of asphaltenes dissolved. Thus, the application of the two methods shows clear advantages over monitoring a dissolver treatment using the productivity index only. The two methods can reveal problems in the production system faster and feature a more detailed conclusion about the treatment including accurate quantification of dissolved asphaltenes. This paper will introduce both methods and describe their application referring to an actual monitored asphaltene dissolver treatment, and discuss their advantages and disadvantages in practical application. 1 1. INTRODUCTION The flocculation and deposition of asphaltenes from crude oils which destabilized is a prevalent issue in the global oil production [1]. Under the pressure/temperature conditions present in oil reservoirs, asphaltenes are stabilized in a crude oil by building micelle structures in which they are associated with resins and aromatic compounds. These micelles of asphaltenes and associated compounds can be seen as disperse phase of a colloidal system, while maltenes present the continuous phase [2]. Stable asphaltenes do not pose problems during oil production; however, temperature and pressure changes during production may destabilize asphaltenes colloidal structure resulting in flocculation and deposition which can affect the whole production system [3-6]. The asphaltene precipitation tendency is related to the stability of the colloidal system which is depending on several factors, the composition of the asphaltenes being the most important [7, 8]. Asphaltene precipitation causes significant losses in the oil industry globally. For this reason, many oil companies consider prevention or minimization of asphaltene precipitation as a major goal during oil production [9, 10]. Unless preventative measures such as continuous asphaltene inhibitor injection are in place asphaltenes may restrict the available inner diameter in tubing and production lines requiring remedial treatment with dissolvers. The effectiveness of these treatments is most commonly monitored by observing differential pressure changes or via the productivity index [11, 12]. A sudden decline of the productivity index is indicating restrictions in the production tubing. These restrictions are caused by organic deposits like asphaltenes. In the same way, an improvement in production capacity, indicated by a reduced pressure drop or increased production in BOPD or in productivity index is taken a successful dissolver treatment [13]. However, as the productivity index increase does not correlate directly to the amount of asphaltene dissolved during the treatment, the productivity index itself cannot be used to quantify the effectiveness of the dissolver treatment. To get in improved knowledge about the effectiveness of an asphaltene dissolver treatment applied in an oil production facility, two novel methods have been developed to offer an advanced assessment of the treatment. The combination of the methods provides a better overview of the effectiveness of dissolver treatments and allow for a highly accurate qualitative and quantitative assessment of the effectiveness of dissolver treatments. Using the Turbiscan MA2000 equipment, an initial assessment of the dissolved asphaltenes can be performed on site – offshore or in a field lab – to evaluate the dissolver treatment qualitatively. The applied test procedure is based on a modified version of ASTM D7061 which describes a stability assessment for asphaltenes in crude oils [14, 15]. 2 Complementary evaluation of the dissolver treatment which includes a substantiated quantification of its effectiveness can be performed utilizing a Iatroscan TLC/FID equipment [16]. The corresponding test procedure is based on method IP 469-01 and comprises of a calibration of the Iatroscan with extracted asphaltenes (described in IP 143-04 and ASTM D6560, respectively) [17-19]. In summary, the application of both complementary methods provides a better understanding of the dissolver treatment than monitoring the treatment using the productivity index only; their application shows clear advantages, but should not refrain from using the productivity index in addition. The combination of both methods allows revealing problems in the oil production facility faster and it provides additionally information that enable to draw more detailed conclusions, including a method to accurately quantify the effectiveness of the dissolver treatment on basis of the amount of asphaltenes dissolved. In this paper both methods are introduced and described based on the example of monitoring a successful asphaltene dissolver treatment. The outcome of this treatment is discussed to highlight the advantages and disadvantages of the applied methods in reference to their practical application and relevance. 2. EXPERIMENTAL 2.1 Materials A number of 18 returned asphaltene dissolver samples were received from the operator of the production system; Table 1 (appendix) gives an overview of the samples. Xylene, toluene, n-heptane, dichloromethane and methanol were obtained from J. T. Baker in analytical grade (99+ %) and used without further purification. Asphaltene dissolver samples were obtained from Nalco Champion; the asphaltene dissolver is the same product which was used in the dissolver treatment. Cellulose nitrate filters (0.45 µm) were obtained from Whatman via Sigma Aldrich. 2.2 Methods SARA Analysis (TLC-FID) The content of saturates, aromatics, resins and asphaltenes (SARA) was determined using an automatic TLC-FID instrument in accordance with standard IP 469-01. The instrument is an Iatroscan MK-6s from SES Analyses. In this procedure, the sample is separated into the four SARA fractions by thin layer chromatography (TLC) and afterwards the fractions are quantified with a flame ionization detector (FID). Therefore, 0.5 g of the sample is diluted with 10 mL dichloromethane. The dilution is spotted on silica rods and thin layer chromatography is used to separate the four SARA fractions to various positions on the silica rods. The silica rods form the stationary phase for the SARA fractionation. The separation is carried out in three steps in different development chambers, 3 whereas the mobile phase (eluent) changes to increased polarity. The first step uses n-heptane as mobile phase; n-heptane elutes the fraction of saturates 10 cm above the starting spot. The second step uses toluene as eluent and lifts the aromatics fraction for approx. 5 cm. The third step uses a mixture of dichloromethane and methanol (95:5 by volume) as mobile phase to elute the resins fraction 2 cm above the starting spot. The asphaltenes remain at the origin sampling spot resulting in the separation of four SARA fractions in total. The rods are dried in an oven at 50°C for 2 minutes before and after TLC as well as in between being exposed to the solvent in the development chambers. The quantification of the four SARA fractions is performed by a moving flame ionization detector (FID) which moves along the entire length of the rods. The signal intensity is displayed as a function of position; the peaks represent the different fractions and the peak areas, which are obtained by integration, quantify the fractions. Figure 1 illustrates the principle. Saturates Aromatics Resins Asphaltenes Silica coated rod S Moving Flame A R A Ionization Detector Figure 1: SARA Analysis – After TLC, the SARA fractions are separated and found at various positions on the silica rod. The flame ionization detector (FID) moves along the rod and the resulting signal is plotted as a function of its position. Each SARA fraction is quantified by integrating the related peak. Asphaltene Precipitation & Isolation The asphaltenes and solid content were determined and a part of the asphaltene fraction was isolated for further research using the procedure as described in the following: The determination of the asphaltene and solid content was performed by adding 10 g of an asphaltene rich sample from the main pill (returned dissolver sample number 5) to 100 mL of each 4 n-heptane and xylene, respectively. The n-heptane and xylene solution were refluxed for 1 hour at 80°C. Solid material was separated by filtration through a cellulose nitrate filter (0.45 µm) and washing with fresh solvent at the respective temperatures. The amount of material not soluble in xylene gives the contents of solids, while the amount of material not soluble in n-heptane gives the content of asphaltenes plus solids. The method is based on IP 143-04 and ASTM D6560. With respect to the chemical nature of applied asphaltene dissolver it is expected that a certain amount of resins fraction will be precipitated with the asphaltenes; however the resins can be eliminated from the calculation using SARA fractionation for the asphaltene sample. Parts of the isolated asphaltene sample have been used for subsequent testing. Transmission Measurements (Turbiscan) The light absorbency of the returned asphaltene dissolver samples was analyzed by laser transmission measurements using a Turbiscan MA2000 from Formulaction as described previously [20]. The samples were diluted (0.5 g in 10 mL dichloromethane) because the absorbance of the neat samples was too high to be discriminate amongst them. In this procedure, the dilution is placed in a flat-bottomed cylindrical glass cell. The Turbiscan consists of a reading head that moves up and down along the cell to scan the entire sample length. The reading head consists of a pulsed near infrared light source (860 nm) and two synchronous detectors. One of the detectors measures the light transmitted through the sample and the other measures the light backscattered by the sample (135°). In this test series, only the transmittance signal is made use of to compare the different samples and to trace back the asphaltenes. For better visualization, the transmittance is displayed in diagrams as absorbance. The absorbance is the complementary value to the transmittance in percent (100% light intensity = % absorbance + % transmittance). 3. RESULTS 3.1 SARA Analysis with Iatrocan (TLC-FID) The SARA fractions were determined by utilizing a method based on an automated TLC-FID device (Iatroscan MK-6s) as described in the experimental section. The results of the analyses are given in Table 2 (appendix). For comparison, a neat sample of the applied asphaltene dissolver has been subjected to SARA analysis as well. However, it does not leave any traces in the SARA analysis, because it evaporates totally in the drying steps that are performed during the thin layer chromatography (see experimental part). This sample was analyzed to check if the asphaltene dissolver would leave fingerprints in the results of the SARA analysis and calculate a potential influence on the SARA fractions; no signals were detected analyzing the asphaltene dissolver. 5 It has to be pointed out that the numbers in Table 2 are relative numbers only. These numbers do not give any information about the concentration, but on the sample composition only. For example: in the last paragraph it was mentioned that the asphaltene dissolver does not leave traces in the SARA analysis. This means even widely differing concentrations of crude oils (or other samples) dissolved in the asphaltene dissolver would result in the same SARA diagram, no matter if they were for example 10 mg/L or 10 g/L. The composition of the detectable fractions stays the same; their internal relation does not change. A parameter that changes with the concentration is the peak area for each fraction. To derive asphaltene concentrations from the analyses quantitatively, the relation between peak area and concentration of the sample had to be determined and fixed: the Iatroscan MK-6s had to be calibrated. A representative fraction of asphaltenes was needed. A suitable sample was obtained with n-heptane precipitation as described in the experimental section. The dried residue is asphaltenes per definition as was used for further testing. Differently concentrated solutions of asphaltenes were prepared by precisely weighting and dissolving asphaltenes in dichloromethane. The asphaltene solutions were subjected to a SARA analysis the same way as the other samples before. A calibration curve was successfully derived from the raw data of peaks areas that corresponded to the asphaltenes. The obtained curve is displayed in Figure 2. Figure 2: Regression curve for SARA analysis used to quantify asphaltene concentrations in wt.% in returned dissolver samples. 6 The formula of the regression curve used to calibrate the Iatroscan is: y = 6.1389*10-4*x – 0.00151 y represents the asphaltene concentration in wt.% and x the peak area obtained in the SARA analysis. Figure 2 shows the excellent correlation between the concentration and the response. A statistical analysis of the regression curve is dispensable due to the small amount of data points generated, but it can be seen that the curve fit for the measurement point is extraordinarily good and that the curve nearly hit the point of origin. Additionally, it was found in the SARA analysis that the precipitated asphaltenes contained a small amount of resins as previously mentioned in the methods section. The content of resins in the deposit was determined as 7.8 wt.% and it was included in all calculations to eliminate it from all asphaltene related results. The formula for the calibration curve can be used together with the SARA raw data of the returned asphaltene dissolver samples to calculate the asphaltene content of each sample. Figure 3 gives an overview of the results. The content is given in wt.% and it can be converted in g/L knowing the density of the used solvents. Figure 3: Asphaltene concentrations in the returned dissolver samples in wt.% 7 It can be seen clearly that the determined asphaltene concentration increases from sample number and the highest values can be found in samples 5 to 7. Between sample 7 and 8 there is a sharp cut in the asphaltene concentration; the samples 8 to 14 contain only very small amounts of asphaltenes. Starting with sample number 15, the asphaltene concentrations in the samples increase again. The information about the asphaltene content can be combined with the information about the progression of the treatment with the applied asphaltene dissolver. An overview of the sample numbers together with sampling times, flowrates and volumes of produced fluids in the well are displayed in Table 3 (appendix). Conclusions may be drawn on the identity of the samples: The first two samples do not contain relevant amounts of asphaltenes (about 0.04 %wt.), they obviously comprise of returned post flush mainly as the sample description in Table 1 indicates. The applied volume of post flush is 171 bbls, at the time sample 2 was taken, only 132 bbls were produced. The samples were taken in the post flush regime. The concentration of asphaltenes increases significantly in the next samples. Sample 3 and 4 contain about 0.5 %wt. asphaltenes, the samples 5 to 7 about 1.3 %wt. of asphaltenes. Looking in the production figures of the well, it can be seen that the samples were taken in the middle of the returning main pill. They contain the main part of the asphaltenes which were dissolved in the applied asphaltene dissolver. The SARA diagrams show the presence of other substances in addition to the asphaltenes; it has to be noticed that asphaltene deposits normally contain diverse substances of various types that are entrapped in the structure of the precipitated asphaltenes. With progressing production, the asphaltene content goes down to below the level of 0.1 %wt. for the samples 8 to 14. Obviously, the main part of the dissolved asphaltenes was already flushed out before. It is assumed that the related contingent of the asphaltene dissolver was not in direct contact with the deposited asphaltenes or only for a too short period to dissolve significant amount of it. The production figures indicate that the volume of returned asphaltene dissolver was part of the main pill, but rather close to the pre flush. Beginning with sample 15 the asphaltene concentration increases again. Considering the production figures given in Table 3, it can be seen that the samples have been taken in the regimes of main pill and even pre flush. It is presumed that the increased asphaltene content is caused by oil from the formation already mixed with the returned dissolver sample. This is supported by comparing the SARA diagrams which are obtained for a sample from the main pill with diagrams obtained for a later sample. SARA chromatogram of sample 7 and sample 16 are exemplary displayed in Figure 4 (page 9). 8 Figure 4: Comparison of SARA chromatograms obtained from Sample 7 and Sample 16 Differences in the relation between contents of saturates and aromatics (higher content of saturates in sample 16) as well as in the peak separation of the aromatic triple peaks indicates that the substances are of different origin. Especially the higher content of saturates in sample 16 in an indication for the presence of oil instead of deposit. No neat oil sample from the treated well was available for direct comparison and verification. 3.2 Transmission Measurements Using Turbiscan MA2000 Similar to the investigation with the Iatroscan, laser transmission measurements have been performed utilizing a Turbiscan MA2000 from Formulaction as described in the experimental section. The results are given as absorbance in percent. Figure 5 on page 10 displays the obtained results (marked with black squares) together with the results from the previously determined SARA fractions for direct comparison. 9 Figure 5: Returned Dissolver Samples: Asphaltene Concentrations in g/L and Absorbance in % Measured in Turbiscan Experiments It can be seen that the trend of the transmission measurements goes well along with the SARA fractionation. However, relatively higher numbers are obtained for the lower concentrated samples and relatively lower numbers for the samples with higher concentrations. The values for the absorbance are biased to the middle, leaving the linear relation which is normally expected for absorbance mechanisms (Beer-Lambert law). This violation is likely caused by highly scattering components, because the other most common source for the deviation - a too high overall concentration - would not bias the results to the middle, but dampen them towards lower numbers. The non-linearity between concentration and response in the transmission measurement prevents its utilization as quantitative method; however, the course of the asphaltene dissolver treatment can be observed successfully using the Turbiscan instrument. 3.3 Assessment of the Asphaltene Dissolver Treatment To assess the effectiveness of the asphaltene dissolver treatment, the progression of the treatment and the returning of the samples need to be considered in detail. Therefore, the asphaltene concentrations of the returned dissolver samples (given in Figure 3) can be combined with the production figures recorded by the operator of the treated system (Table 3). This way, the 10 asphaltene concentration can be displayed over the production of the fluids. Figure 6 displays this plot. Figure 6: Asphaltene Concentration over Cumulative Production. The hatched area represents the amount of asphaltenes dissolved in the returned Flotron WD1000 samples being part of the main pill Gaps in the datasets in Table 3 were filled with numbers that were projected using a linear progression profile. The hatched area in Figure 6 represents the part of the returned fluid with the related asphaltene content. The units of the plot have been selected in a way that integration of the hatched area gives the total amount of asphaltenes that have been dissolved in the fluid. Integration of the hatched area – representing approx. sample 3 to sample 8 - results in a number of 183 kg of pure n-heptane insoluble asphaltenes were dissolved in a single treatment with the applied asphaltene dissolver. Considering the fact that the extracted n-heptane insolubles contained 7.8 wt.% of resins, the total amount of dissolved n-heptane insoluble solids (asphaltenes and resins) can be calculated as 198 kg. With respect to this figures, the asphaltene dissolver treatment is clearly considered to be a success. 11 4. CONCLUSION This article describes a novel approach to monitor asphaltene dissolver treatment using two new methods, one based on transmission measurements using a Turbiscan MA2000 (Formulaction), the other based on TLC/FID using a Iatroscan MK-6s equipment (SES Analyses). Both methods provide useful information about the success of the evaluated the asphaltene dissolver treatment. However, the novel methods should not refrain from monitoring the productivity index additionally. The advantages of the Turbiscan MA2000 application primarily refer to the portability of the equipment and the turnover time of the analyses; it can be used on site and it can provide a rapid qualitative assessment of the dissolver treatment. The downside of this method is that it does not allow for quantification due to biasing measured transmission results. In contrast, the lab based TLC/FID methods requires taking the initial effort of calibrating the system. Afterwards, this method allows for an accurate quantification of the dissolver treatment and can analyze up to ten samples in one single measurement run. To enable a precise quantification, detailed information about the asphaltene dissolver treatment is required (including accurate production figures and actual progression); the relevance of the obtained numbers and therefore the overall consideration of success are based on the precision of the information available. The asphaltene dissolver treatment discussed in this article can be rated as success in two different aspects: to prove the concept of the new methods for assessing the effectiveness of the treatment, and as effective dissolver treatment as well with nearly 200 kg dissolved asphaltenes in a single application. REFERENCES [1] Long, R. B.: “The Concept of Asphaltenes” In: Chemistry of Asphaltenes. American Chemical Society, Advances in Chemistry Series, 1981, 195, 210. [2] Andersen, S. I.; Birdi, K. S. J., J. Colloid Interface Sci., 1991, 142, 497. [3] Laux, H.; Rahimian, I.; Butz, T., Fuel Process. Technol., 1997, 53, 69. [4] Andersen, S. I.; Speight, J. G., Pet. Sci. Technol., 2001, 19, 1-34. [5] Speight, J. G., The chemistry and technology of petroleum, 3rd ed.; Marcel Dekker: New York, 1999. [6] Wang, J.; Buckley, J. S., Energy Fuels, 2003, 17, 1445-1451. [7] Hatke, von A.; Rahimian, I.; Neumann, H. J., Erdöl Erdgas Kohle, 1993, 109, 73. [8] Loeber, L.; Muller, G.; Morel, J.; Sutton, O., Fuel, 1998, 77, 1443. [9] Leontariris, K. J., Oil Gas J., 1998, Sept. 01, 122. [10] Taylor, S. E., Fuel, 1992, 71, 1338. 12 [11] Kokal, S.; Dawood, N.; Fontanilla, J.; Al-GHamdi, A.; Nasr-El-Din, H.; Al-Rufaie, Y., SPE 77767, Productivity Decline in Oil Well Related to Asphaltene Precipitation and Emulsion Blocks, 2002. [12] García, M. C.; Chiaravallo, N.; Sulbarán, A.; El Chiriti, K.; Chirinos, A., SPE 69513, Production Restarting on Asphaltene-Plugged Oil Wells in a Lake Maracaibo Reservoir, 2001. [13] Newberry, M.E.; Barker, K.M., SPE, SPE 58723, Organic Formation Damage Control and Remediation, 2000. [14] ASTM D7061-12. Standard Test Method for Measuring n-Heptane Induced Phase Separation of Asphaltene-Containing Heavy Fuel Oils as Separability Number by an Optical Scanning Device. 2012. ASTM International. West Conshohocken, PA, USA. [15] Mengual, O.; Meunier, G.; Cayre´, I.; Puech, K.; Snabre, P., Talanta, 50 (1999) 445–456. [16] IP 469-01. Determination of saturated, aromatic and polar compounds in petroleum products by thin layer chromatography and flame ionization detection. 2001. Energy Institute. London, UK. [17] Bisht, H.; Reddy, M.; Malvanker, M.; Patil, R.C.; Gupta, A.; Hazarika, B.; Das, A.K., Energy Fuels, 2013, 27, 3006−3013. [18] IP 143-04. Determination of asphaltenes (heptane insolubles) in crude petroleum and petroleum products. 2004. Energy Institute. London, UK. [19] ASTM D6560-12. Standard Test Method for Determination of Asphaltenes (Heptane Insolubles) in Crude Petroleum and Petroleum Products. 2012. ASTM International. West Conshohocken, PA, USA. [20] Oschmann, H.-J., New methods for the selection of asphaltene inhibitors in the field, in Chemistry in the Oil Industry VII: Performance in a Challenging Environment, H.A. Craddock, et al., Editors. 2002, Royal Society of Chemistry. p. 254. 13 Appendix Table 1: Overview of the Returned Asphaltene Dissolver Samples Number Sampling Time and Date Sample Description 1 20:15 19-Oct Postflush 2 20:45 19-Oct Postflush 3 22:30 19-Oct Main Pill 4 22:50 19-Oct Main Pill 5 23:10 19-Oct Main Pill 6 23:30 19-Oct Main Pill 7 23:50 19-Oct Main Pill 8 00:30 20-Oct Main Pill 9 00:45 20-Oct Main Pill 10 01:00 20-Oct Main Pill 11 01:15 20-Oct Main Pill 12 01:30 20-Oct Main Pill 13 01:50 20-Oct Main Pill 14 05:00 20-Oct Main Pill 15 10:15 20-Oct Main Pill 16 15:10 20-Oct Main Pill 17 01:15 20-Oct Post Treatment 18 10:50 20-Oct Post Treatment 14 Table 2: SARA Fractions Obtained for the Returned Asphaltene Dissolver Samples Number SARA Fraction [%wt] S A R A 1 36.1 27.1 29.5 11.7 2 44.3 35.3 15.6 4.6 3 46.1 41.8 7.8 4.3 4 47.6 33.2 10.7 8.6 5 39.9 49.2 8.6 4.4 6 39 49.3 8.1 3.2 7 38.8 50.2 7.2 3.7 8 53.8 30.3 10 5.9 9 44.6 39.9 11.2 4.2 10 40 43.4 10.9 5.7 11 53.7 23.8 15.5 6.9 12 52.3 21.6 15.1 11 13 52.5 23.2 14 10.3 14 53 22.3 17.1 7.6 15 51.6 30.6 11.6 6.2 16 50.6 35.4 9.5 4.5 17 44 43.8 8 4.1 18 43.3 42.8 9.8 4 15 Table 3: Treatment and Production Figures Obtained from the Operator Treatment Volumes [bbls] Pre flush 10 bbls Main pill 166 bbls Post flush 171 bbls Number Sampling Time and Date Flowrate [bbls/hour] Cumulative Production [bbls] 1 20:15 19-Oct 2 20:45 19-Oct 41 132 bbls 3 22:30 19-Oct 4 22:50 19-Oct 5 23:10 19-Oct 6 23:30 19-Oct 7 23:50 19-Oct 8 00:30 20-Oct 9 00:45 20-Oct 10 01:00 20-Oct 11 01:15 20-Oct 12 01:30 20-Oct 13 01:50 20-Oct 2.6 299 bbls at 02:10 14 05:00 20-Oct 1.7 306 bbls at 05:10 172 bbls at 22:15 51 223 bbls at 23:10 55 278 bbls at 00:10 18 297 bbls at 01:10 308 bbls at 06:10 15 10:15 20-Oct 3.5 311.5 bbls at 07:10 3.9 315.4 bbls at 08:10 2.5 318 bbls at 09:10 2.2 320.2 bbls at 10:10 3.5 327 bbls at 13:10 16 15:10 20-Oct 2 331 bbls at 15:10 17 01:15 20-Oct 2.2 353 bbls at 01:15 18 10:50 20-Oct 16







© Copyright 2026