
Auto Body Finishing Update
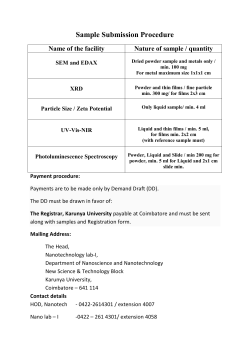
Auto Body Finishinp; a Three top paint suppliers rewieW the industry’s p m p s s toward higher performume and lower emissions. Tim Triplett, Senior Editor T oday’s cars look better and last longer as a result of continuing research and development by automotive coatings suppliers. Recent R&D efforts have yielded new powder primer-surfacers, improvements in waterborne basecoats and more etchresistant clearcoats, according to three of the industry’s largest coatings companies. “The automotive coating of the future will be an electrocoat, plus a primer-surfacer, waterborne basecoat and powder clearcoat. That is clearly the direction,”saysJames Meier, director of technology for automotive products at PPG (Cleveland). Waterborne technology has made major inroads in the automotive industry in the past seven years, Meier says. In the 198Os, efforts to remove solvent and increase the solids content of coatings reached a level where the finish quality was in danger of being compromised. “Environmental regulations required us to reduce VOC emissions. The conversion to waterbornes gave us a way to do that without sacrificing any appearance,” he says. Waterborne technology is maturing and can no longer be considered “new,”he adds, though its chemistry and application are continually being refined. According to industry statistics for North America, the first plant to apply a waterborne W & POWDER-4/96 basecoat was commissioned in 1989. As new plants have been built or upgraded since then, most have added waterborne paint lines. Virtually all the major automakers now use waterbornes to one degree or another. An estimated 25% to 30% of all new cars now sport waterborne basecoats. Most industry experts agree that every auto plant will eventually apply waterborne basecoats because of their inherent environmental and quality benefits. “It won’t happen in the next five years, but as assembly plants get older and are retrofitted, and as new plants are built, they are all being designed to handle waterbornes,” Crawley says. In addition to basecoats and E-coat, waterborne chemistry recently made its first appearance in the United States as a primersurfacer. BMW is now using waterborne primer technology at its new plant in Spartanburg, SC, where it applies 18 different primer colors to coordinate with the color of each car. (See “Painting Bond’s BMW” in this issue.) “Waterborne primers have not really caught on, primarily because of the added investment required to convert from a solventborne to a waterborne system,” says Larry Crawley, director of automotive OEM finishes technology for DuPont (Troy, MI). “It’s been much easier to meet the environ- mental regulations by increasing the solids variety of options. For the facilities where it or adding abatement equipment, rather than has been introduced, given the conditions at to convert to a new technology like water- that point in time, powder happened to be the best option.” borne primer-surfacer.” Frank de Sostoa, director of planning and Like with waterbornes, converting to powder coatings requires an expensive invest- market analysis for the OEM Coatings Div. at ment in new finishing and curing equipment. BASF (Troy, MI) notes that powder is not a Five to 10 years ago, some automakers began cheap solution to the chipping problem. It applying powder to lower body panels as an also has limitations, such as the impracticalantichip coating. Today, powder primer- ity of color changes. Color-coordinating the surfacer for antichip protection is being ap- primer and basecoat as BMW is doing would plied to the entire car body at some plants. be impossible with powder today. “Powder has its piece of the automotive Crawley says powder primer-surfacer use is probably the most significant change in coatings business, not necessarily for durabilautomotive coatings in recent years. Powder ity or enhanced appearance, but more for its is being introduced in new plants by compa- tighter rein on emissions. For plants that have nies that have traditionally put the basecoat run up against a permit limit on solvent emisdirectly over the E-coat, ,dnd not used a sions, powder may be a good solution, but it is primer-surfacer at all. That means this tech- not a panacea for the industry,” de Sostoa says. Powder clearcoats that offer better acidnology represents an entirely new layer of protection on these vehicles, with no addi- etch resistance are under development by the Low Emissions Paint Consortium, a joint tional VOC emissions. “The driving force is to address the envi- research venture sponsored by the Big Three ronmental issues while improving chip resis- automakers. “Powder clears are not really commercial tance and quality,” Crawley says. “There are a Robots and automated reciprocators apply a powder primer to truck bodies at the GM Moraine assembly plant. Use of powder primersurfacers is on the increase as automakers strive for better chip resistance. (Photos courtesy of DuPont) 4/96-INDUSTRL4L PAINT & POWDER 21 yet, but if we talk about where the market is going in the future, powder clear is where we want to be," Meier says. He estimates North American automakers will begin to use powder clearcoats sometime between 2000 and 2003. "It is a matter of fitting the current products with the process, which is what the LEPC is working on now," he adds. BMW recently began applying powder clearcoat at its Dingolfing, Germany, plant. Meanwhile, paint makers continue to find ways to decrease the solvent and increase the solids levels of solventborne coatings. DuPont, to cite one example, is working on a superhigh-solids coating designed with a proprietav polymer. The coating will be at least 70% solids, compared to the 50% to 55% solids levels of today's conventional high-solids. DuPont is planning to position the product, which should be commercial around the New Special Effects Almost 'Mystical' the viewer sees a new color. Although Mystic onlyrecentlybecame commercially available,BASFbelievessuch coatingswill eventually command a substantial share of the color market. "In just a few years, many vehicles will be covered with prismatic coatings," says Frank McKulka, WF's group vice president for automotive OEM coatings. "We are antici- product of a'cooperative effort between Ford Motor Co., BASF and pigment hind these interference pigments involves a combination of constnictive and destructive light interference. "Color-shifting interference pigments are creating very exciting, potentially revolutionary, new color possibilities for automotive color," says John Hall,chief color designer at BASF's Automotive Coatings Research Center in Southfield, MI. Conventional automotive paint pigments exhibit color by selective absorption, diffuse reflection and scattering of light. A transparent blue pigment, for example, reflects blue wavelengths of light in the visible spectrum and absorbs wavelengths in the other areas of the spectrum. With ChromaFlair pigments, color is 22 INDUSTRIAL PAINT & POWDER-4/96 rence pigments are made of alternating layers that reflect or refract incoming light rays. The outermost layers consist of transparent metal, while the inner layers are made up of dielectric materials and a metal reflector. To generate or "construct" Merent reflective color combinations, Flex Productscontrolsthe materials that make up each layer, the layer thickness and the refractive index or reflective property of each layer. The high degree of production control is accomplishedin high-vacuum deposition chambers in a process called vacuum roll coating. This type of light interference technology offers the potential for consumers to choose the exact color combination that pleases them-a car that changes from emerald green to gold, or a minivan that changes from cobalt blue to fireballred, Hall says. BASF is not the only paint supplier that is working on new specialeffect technology. "We are looking at putting all kinds of daerent coatings on aluminum or mica flakes, or other types of flakes," says James Meier, director of technology for automotive products at PPG. For example, his company has experimented with photochromic materials that changc color depending on the lighting conditions, much like some eyeglass lenses. Temperaturesensitive materials have been tested 'aswell, offering the prospect of ve appearance with the seasons. "Youwill continue to see specialeflkctcolors used in niche markets," agrees Larry Crawley, director pf automotive OEM finishes technology at DuPont, "There is a tremendous amount of work going on in the particle industry to provide these new and unique color^." Automotive coatings year 2000, as an alternative to powder, Crawley suppliers are says. “Our thinking is that if we can offer a working to improve product with lower VOCs that can be used the etch resistance with the capture and incineration equipment of clearcoats, such as the one being already installed in most assembly plants, the at a auto cbmpanies would be very interested.” GM plant, so they Besides developing new coatings chemisstand up better to tries, paint makers must continually keep environmental hazards such as abreast of new application technology. This bird and creates a chicken-egg dynamic in the maracid rain. , I ketplace; in other words, which comes first, the paint or the spray gun? “What the automakers are buying is not so much paint, but the painted vehicle,” observes Meier. “If a new piece of equipment comes along, we have to reformulate to fit it.” The auto industry’s transition from airatomized spray, to air-atomized electrostatic, to bell electrostatic application is a classic example, he adds. “The principle in all cases was to improve transfer efficiency and get more paint on the vehicle. But the requirements for the paint are substantially different in terms of the way it atomizes, its conductivity, the speed of solvent evaporation, etc.” In the final analysis, paint suppliers agree, it is not environmental regulations or new technology that drive innovation in the auto industry. It’s the consumer. “If I look at a car’s engine, I can’t tell how well it will run. But if I look at the hood and see a flaw in the paint, I might not buy that car,“ Crawley notes. “The value of the finish on a car is a relatively minor portion of the cost of the vehicle, but it has an abnormally high impact on the ultimate consumer.” 0 STI-GRIT”with msiSliAT” UREA, ACRYLIC, CLEAR-CUK;”MELAMINE POLYESTER Benefits of PLASTI-GRIT: Recommended for: . . . Fast, safe, low cost No toxic chemicals Long lasting; recyclable No damage to delicate composites or metals COMPOSITION ’ 24 Hook and Rack Cleaning Striming Miscoated Parts such as:-wheels, molds and rubber bumDers All other coated ‘parts . PLASTffiRIT@ Dry Stripping Abrasive with resiSTAT@ to control static. CALL US AT 8oO-262=7763 mmmm mmm FOR SOLUTIONS TO YOUR FINISHING PROBLEMS MATERIALS CO., INC. SERVING INDUSTRY SINCE 1923 WITH ABRASIVES, FILLERS AND EXTENDERS 1375 Kings Highway East, Fairfield, CT 06430 Fax: 203-335-9728. E-Mail: akncmcQaol.com Internet: http://netheaven.com/-horizon/pcn/composit.htm INDUSTRIAL PAINT & POWDER-4/96 CIRCLE 214









© Copyright 2026