
Evaluation of the hot forming capability of an IMC FeAl-based... Wojciech Szkliniarz , Eugeniusz Hadasik
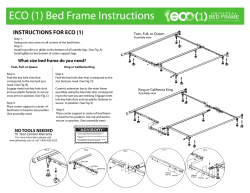
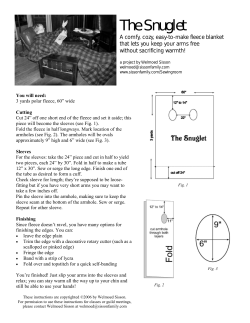
METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ Evaluation of the hot forming capability of an IMC FeAl-based alloy Wojciech Szkliniarz1, Eugeniusz Hadasik1 Ivo Schindler2 1 SILESIAN UNIVERSITY OF TECHNOLOGY, ul. Krasińskiego 8, 40-019 Katowice, Poland, [email protected], [email protected] 2 VŠB - TECHNICAL UNIVERSITY OF OSTRAVA, Institute of Modelling and Control of Forming Processes, 17. listopadu 15, 708 33 Ostrava, Czech Republic, [email protected] Abstract Alloy with chemical composition of Fe-38Al-0,2Mo-0,05Zr-0,1C (in at. %) was studied. The alloy was melted in a vacuum induction furnace using a vacuum of 0.5 Pa and a spinel MgO·Al2O3 melting pot. The melt was cast to the preheated graphitic mould. Threefold refining re-melting for the purpose of the alloy’s homogenization and removing of contamination was applied. Thus obtained content of oxygen and hydrogen of 38 ppm, resp. 0.2 ppm enabled to apply hot forming on this alloy. The as-cast microstructure comprises the FeAl-phase grains of mean diameter about 100 µm with occurrence of dispersive phases at grain boundaries as well as inside the grains. Following annealing 1273 K/24 hours yields in the chemical composition homogenization and annihilation of former dispersive phases. The hardening and dynamic softening processes were studied using the hot rolling tests at two different laboratory rolling mills. Based on the measurement of rolling forces by forming specimens with graduated thickness in a wide range of strain and strain rates, the mathematical model was developed which enables to predict the mean equivalent stress values. 1. INTRODUCTION The interest in alloys with matrix of ordered intermetallic phase FeAl, constituting the matrix of potential structural materials, is due to unique combination of their excellent resistance to the action of oxidizing atmosphere, carbonizing atmosphere or containing sulfur compounds, showing a high abrasion resistance or relatively low density and high resistance in elevated temperatures [1-4]. Phase FeAl occurs in alloys containing 36-48% of aluminium. The main defect of alloys with FeAl phase matrix is their low plasticity in room temperature caused by environment effect [5], and in particular the water steam in air, as well as low technological plasticity in hot working processes. The alloys on the matrix of FeAl intermetallic phase are produced usually in the method of classic melting and casting into a form of ingots or cast pieces [2, 6-7]. Prior to plastic working the ingots are subject to homogenizing treatment. After mechanical working (pressing, forging, rolling, extrusion, hot working) the semi-products are subjected to surface thermal treatment or machining, and then control of quality, structure and properties. The alloys on FeAl intermetallic phase matrix are belonging to materials creating no serious technical problems during melting and casting. However, the technical requirements made to these alloys are raised up in case when they are processed into semi-products destined for plastic working, which characterize with a set of properties assuring their workability, including in the first place a high purity, homogeneous and fine grain structure. These requirements could be fulfilled by application of vacuum melting with subsequent multiple refining remelting and casting into hot moulds with a forced, non-uniform oriented evacuation of heat [2, 6]. 1 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ The aim of the research was to study hot deformation behaviour (i.e. formability as well as flow stress) of an IMC Fe-Al based alloy by laboratory rolling. Model of the mean equivalent stress should be obtained in the mathematical form. 2. MATERIALS FOR TESTS For examinations was selected the alloy with chemical composition as specified in Table 1. This alloy contains recommended amount of aluminium and molybdenum which provides a solution strengthening of alloy, as well as microadditives of zirconium, carbon and boron, which should produce the presence of fine-dispersion carbides and borides in the structure, and finally the grain size reduction. Table 1. Assumption of the chemical composition of the alloy Component % at. % weight Fe 61,64 76,62 Al 38,00 22,82 Mo 0,20 0,43 Zr 0,05 0,10 C 0,10 0,03 B 0,01 0,002 The proposed chemical composition ought to enable production of mono-phase alloy with FeAl phase structure, good mechanical properties in elevated temperatures, satisfactory plasticity and ability for plastic working. In form of charging components were used: Armco iron, aluminium with purity min. 99.98%, molybdenum in form of compressed powder and technical purity, zirconium of technical purity over 99%, carbon in form of anthracite and amorphous boron of technical purity. All melts were performed in induction vacuum furnace IS5/III made by LeyboldHeraeus, equipped with crucible of rammed spinel magnesite mix Al2O3·MgO. The melts were executed in vacuum of 0.5 – 1.0 Pa. After melting the alloy was remelted twice, and each time it was heated up to temperature 1823 K, then cast into cold graphite moulds obtaining ingots of 25 mm dia. and length 300 mm. Prior to each fusion the ingot was mechanically cleaned, removing the external surface with slag intrusions. Next, the ingots were cut and used as charge for subsequent, third melting in a laboratory, induction vacuum furnace VSG-02 of Balzers Co. with working chamber under approx. 1.0 Pa pressure. During this fusion were used crucibles made of compressed and sintered Al2O3. After third melting in laboratory, induction vacuum furnace the alloy being pre-heated to temperature 1823 K was cast to the graphite, pre-heated to 673 K temperature moulds, in form of flat bars 125 x 30 x 8 mm. From these plates were made samples for rolling test, having dimensions as in Fig.1. Fig. 1 Initial shape of the graded sample 2 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ In result of three times repeated melting, the obtained value of oxygen and hydrogen at the level of 38 ppm and 0.2 ppm respectively, enables utilization of alloy as material suitable for hot plastic working. The microstructure of alloy after casting, as proven by X-ray examinations, is composed of the grains of ordered phase FeAl having structure B2 and mean diameter approx. 100 µ m. Around grains, and in smaller extent at the grain boundaries are appearing the fine-dispersion phase precipitates like carbides and borides, which are creating microadditives of zirconium, carbon and boron (Fig. 2a). 100 µm 200 µm a) b) Fig. 2. Microstructure of investigated alloy in the initial state (a) and after homogenization (1273 K/24h/furnace cooling) (b) A homogenizing treatment carried trough 24 h in temperature 1273 K, while not changing the character of microstructure, is causing considerable reduction of segregation degree around grains and participation of dispersion precipitates in the microstructure (Fig. 2b). 3. METHODOLOGY APPLIED Determination of mean equivalent stress values was based on forces measured during rolling of flat samples graded in thickness [8, 9]. It starts from rolling of samples with shape and dimensions as in Fig. 1. Each sample is carefully measured and afterwards directly heated in the electric resistance furnace to the forming temperature. After extraction from the furnace the heated sample is immediately rolled down in stand A of the laboratory mill Tandem [10, 11]. For each sample the following parameters are changed: temperature, roll gap adjustment (i.e. total deformation of the particular step of the sample) and nominal revolutions of rolls – they determine achieved strain rate. Rolling forces F and instantaneous revolutions of rolls N (decreasing in relation to nominal speed in dependence on the total rolling force or torque) are recorded by computer. The Fig. 3 shows an example of recorded variables. For each step of the given sample, the total rolling force F [N] and corresponding variable N [min-1] are determined after rolling. After cooling down of the rolling stock, width and thickness of individual steps are also measured; spread is dependant mainly on the amount of height draught, thickness is influenced by the amount of rolling force (springing of rolls). An advantage of the sample with thickness graded in size is four times higher quantity of data achieved by its rolling at exactly defined temperature as compared with rolling of a flat sample with the constant thickness. All variables stated above are put down in the Excel table and recalculated on values of logarithmic height strain e (normally ca 0.1 – 0.7) and strain rate é [12] (mostly 10 – 160 s-1). 3 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ Fig. 3 Example of measured total rolling force and actual revolutions of rolls at forming of flat sample with variable thickness (4 steps) Mean equivalent stress σs [MPa] is calculated according to the relation [13, 14] σs = F (1) QFv ⋅ ld ⋅ Bs where QFv is forming factor corresponding to the particular mill stand, ld [mm] is roll bite length and Bs [mm] is mean width in the given place of the rolling stock (the average of widths before and after rolling). Reliability of calculation of σs is most influenced by accuracy of the estimate of the forming factor, which actually transfers pertinent values of deformation resistance to values of equivalent stress. Values of QFv for both stands of the mill Tandem were acquired by previous research [15] and described in relationship to geometric factor ld/Hs by equation of type l H QFv = J − K ⋅ exp − L ⋅ d + exp M ⋅ s Hs ld (2) where J ... M are constants for the given facility, Hs [mm] is mean thickness of the rolling stock in the given place (the average of thickness values of the given step before and after rolling). Benefits of the laboratory rolling for description of deformation resistance against, for example, the torsion test [16] consist above all in possibility to achieve higher strain rates and lower cost for the experiment (first of all in the stage of preparation of samples). 4 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ 4. EXPERIMENTAL DATA PROCESSING The above mentioned samples were rolled down in stand A of the mill Tandem (roll diameter ca 159 mm) at temperature ranging from 1100 to 1325 °C. The forming conditions varied from 0.2 to 0.8 (strain) and from 18 to 130 s-1 (strain rate), respectively. Standard program Microsoft Excel or Access was used for automatic collective recalculations of laboratory measured rolling forces to values of deformation resistance. By means of the statistic software Unistat 4.53 the methodology for development of models for deformation resistance with three independent variables was managed, based on non-linear regression. Basic type of the resulting model will have the previously selected and verified form [8, 9] σ s = A ⋅ eB ⋅ exp(− C ⋅ e ) ⋅ éD ⋅ exp( −G ⋅ T ) (3) where σs [MPa] is mean equivalent stress, A ... G are material constants, T is temperature [°C]. The model contains similar members as the physically more substantiated equations (see e.g. [17-22]), but in less complex form – see the member of softening and strain rate. The simplification is possible above all by the fact that the model calculates with mean values of deformation resistance and thus it is less sensitive to change of deformation as independent variable. The influence of dynamic softening is involved that significantly extends the range of applied strains. The mathematical processing of experimental data was very complicated by heterogeneity of the input cast material as well as by frequent cracking (Fig. 4). It is considerably hard to determine the optimum plasticity conditions in such a case of forming relatively low number (altogether 18) of samples with so poor formability. The best results (limited cracking) were obtained after high-temperature rolling (categorically above 1200 °C) with some medium rolling speed (say at about 120 min-1 in our conditions). Low rolling speed yielded in fast cooling of the specimen’s surface layers and marked transverse cracking. On the other hand, its seems to be noteworthy and hopeful that this IMC tolerated so huge reductions in single pass occasionally. Fig. 4 Some rolled samples in comparison with the initial graded sample (right) 5 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ Extreme cracking occurred at low temperatures – see the devastated samples 3 (1100 °C) and 8 (1150 °C) at Fig. 4. The formability was growing up with temperature – see samples 5 (1200 °C) or 16 (1170 °C – related with Fig. 3). Quite good was the situation at high-temperature rolling – see samples 10 (1250 °C) and 13 (1325 °C). Notches in the first (upper) step of every sample were used for their marking and following identification after heavy rolling. There was absolutely no chance to describe deformation resistance of the studied alloy by one relation only. Different deformation behaviour at temperatures over or below 1250 °C was recognizable. Probably due to the ordering ferrite A2/intermetallic B2 occurring in the vicinity of that temperature (see Fig. 5), it was necessary to derive two models separately for two deformation temperatures interval: For T < 1250 °C: σ s = 197108 ⋅ e 0.435 ⋅ exp(− 1.064 ⋅ e ) ⋅ é 0.055 ⋅ exp( −0.00545 ⋅ T ) (4) For T ≥ 1250 °C: σ s = 94767 ⋅ e 0.490 ⋅ exp(− 0.833 ⋅ e ) ⋅ é 0.015 ⋅ exp(−0.00499 ⋅ T ) (5) For evaluating accuracy of the models developed, the relative error [%] of mean equivalent stress was defined as residuum over “measured” value. The graphs in Fig. 6 demonstrate a quite good consistency of “measured” and “predicted” (according to Eqs. 4 and 5 calculated) values of σs. It is important that no evident tendency of relative error depending on any independent variable occurs. Fig. 5 Iron-aluminium equilibrium diagram [2] 6 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ Fig. 6 Relative errors of mean equivalent stress according to Eqs. 4 and 5, depending on temperature, strain and strain rate 7 METAL 2003 20. - 22. 5. 2003 Hradec nad Moravicí __________________________________________________________________________________________ _ 5. SUMMARY Applying the laboratory mill Tandem, high-speed hot rolling of an IMC Fe-Al based alloy was feasible even by high reductions in single pass. Rolling conditions for he optimum formability have been ascertained. Models for deformation resistance prediction were developed individually for ferritic A2 structure (above 1250 °C) as well as ordered intermetallic B2 structure (below 1250 °C). The models are suitable for high strain rate region (over ca 10 s-1) and wide range of strain as they simply reflect dynamic softening processes. REFERENCES [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] J. BYSTRZYCKI, R. A. VARIN, Z. BOJAR: Postępy w badaniach stopów na bazie uporządkowanych faz międzymetalicznych z udziałem aluminium. Inżynieria Materiałowa, 5, 1994, s. 137-149. S. C. DEEVI, V. K. SIKKA: Nickel and iron aluminides: an overview on properties, processing, and applications, Intermetallics 4 (1996), pp. 357-375. S. DYMEK: Charakterystyka wysokotemperaturowych związków międzymetalicznych, Hutnik – Wiadomości Hutnicze, 6, 1998, s. 208-223. D. J. ALEXANDER, P. J. MAZIASZ, J. L. WRIGHT: Processing and alloying effects on tensile and impact properties of FeAl alloys, Materials Science and Engineering A258 (1998), pp. 276-284. J. BYSTRZYCKI, R. A. VARIN: Environmental sensitivity and mechanical behavior of boron-doped Fe45 at.% Al intermetallic in the temperature range from 77 to 1000 K, Materials Science and Engineering A270 (1999), pp. 151-161. V. K. SIKKA, D. WILKENING, J. LIEBETRAU, B. MACKEY: Melting and casting of FeAl-based cast alloy, Materials Science and Engineering A258 (1998), pp. 229-235. R. S. SUNDAR, R. G. BALIGIDAD, Y. V. R. K. PRASAD, D. H. SASTRY: Processing of iron aluminides, Materials Science and Engineering A258 (1998), pp. 219-228. SCHINDLER, I. MAREK, M. DÄNEMARK, J.: Jednoduchý model středních přirozených deformačních odporů, získaný laboratorním válcováním za tepla. Hutnické listy, 2002, No. 6-8, p. 34. SCHINDLER, I. et al.: Model středních přirozených deformačních odporů odvozený z výsledků laboratorních zkoušek válcováním za tepla. In: FORMING 2002. Politechnika Śląska Katowice. Luhačovice 2002, p. 257. SCHINDLER, I.: Modelová válcovací trať TANDEM. Hutnické listy, 1998, No. 7/8, p. 76. SCHINDLER, I. et al.: Optimization of the hot flat rolling by its modelling at the laboratory mill Tandem. In: 6th ICTP. Springer-Verlag Berlin. Nürnberg 1999, Vol. 1, p. 449. KREJNDLIN, N. N.: Rasčot obžatij pri prokatke. Metallurgizdat, Moskva 1963. HAJDUK, M. KONVIČNÝ, J.: Silové podmínky při válcování oceli za tepla. SNTL, Praha 1983. YANAGIMOTO, J. et al.: Mathematical modelling for rolling force and microstructure evolution ... . Steel research, 2002, No. 2, p. 56. KUBINA, T. SCHINDLER, I. BOŘUTA, J. Příspěvek k problematice matematického popisu tvářecího faktoru při válcování. In: FORMING 2001. Politechnika Śląska Katowice, 2001, p. 111. SCHINDLER, I. BOŘUTA, J.: Utilization Potentialities of the Torsion Plastometer. Dept. of Mechanics and Metal Forming, Silesian Technical University. Katowice 1998. ANDREJUK, L. V. TJULENEV, G. G.: Analitičeskaja zavisimosť soprotivlenija deformacii metalla ot temepratury, skorosti i stepeni deformacii. Staľ, 1972, No. 9, p. 825. HENSEL, A. SPITTEL, Th.: Kraft- und Arbeitsbedarf bildsamer Formgebungsverfahren. VEB Deutscher Verlag fűr Grundstoffind., Leipzig 1978. MEDINA, S. F. HERNÁNDEZ, C. A.: Modélisation mathématique des courbes contrainte-déformation des aciers. Application au calcul des forces de laminage à chaud. Mémoires et Études Scientifiques Revue de Métallurgie, 1992, No. 4, p. 217. DAVENPORT, S. B. et al.: Development of Constitutive Equations for modelling of Hot Rolling. Materials Science and Technology, 2000, No. 5, p. 539. SCHINDLER, I. BOŘUTA, J.: Deformační odpory ocelí při vysokoredukčním tváření za tepla. Hutnické listy, 1995, No. 7 – 8, p. 47. SCHINDLER, I. HADASIK, E.: A new model describing the hot stress-strain curves of HSLA steel at high deformation. Journal of Materials Processing Technology, 2000, No. 1-3, p. 132. Acknowledgements This work was supported by Polish Commitee of Scientific Research (grant No. PBZ/KBN-041/T08/11-02) 8









© Copyright 2026