
How to get the Most out of Your PID Standards Certification
How to get the Most
out of Your PID
Standards
Certification
Education & Training
Publishing
Conferences & Exhibits
Presenter
•
Gregory K. McMillan
– Greg is a retired Senior Fellow from Solutia/Monsanto and an
ISA Fellow. Presently, Greg contracts as a consultant in DeltaV
R&D via CDI Process & Industrial. Greg received the ISA “Kermit
Fischer Environmental” Award for pH control in 1991, the Control
Magazine “Engineer of the Year” Award for the Process Industry
in 1994, was inducted into the Control “Process Automation Hall
of Fame” in 2001, and received the ISA “Life Achievement
Award” in 2010. Greg is the author of numerous books on
process control, his most recent being Essentials of Modern
Measurements and Final Elements for the Process Industry.
Greg’s expertise is available on the web site:
http://www.modelingandcontrol.com/
2
Unifying Concept of Delay
•
•
“Without deadtime I would be out of a job”
Fundamentals
– A more descriptive name would be total loop deadtime. The loop deadtime is the
amount of time for the start of a change to completely circle the control loop and
end up at the point of origin. For example, an unmeasured disturbance cannot be
corrected until the change is seen and the correction arrives in the process at the
same point as the disturbance.
– Process deadtime offers a continuous train of values whereas digital devices and
analyzers offer non continuous data values at discrete intervals, these delays add
a phase shift and increase the ultimate period (decrease natural frequency) like
process deadtime.
•
Goals
–
•
Minimize delay (the loop cannot do anything until it sees and enacts change)
Sources
– Pure delay from process deadtimes and discontinuous updates
– Piping, duct, plug flow reactor, conveyor, extruder, spin-line, and sheet transportation delays
(process deadtimes set by mechanical design - remaining delays set by automation system design)
– Digital device scan, update, reporting, and execution times (0.5∗ΔT)
– Analyzer sample processing and analysis cycle time (1.5∗ΔT)
– Sensitivity-resolution limits
– Backlash-deadband
– Equivalent delay from lags
– Mixing, column trays, dip tube size and location, heat transfer surfaces, and volumes in series
(process lags set by mechanical design - remaining lags set by automation system design)
– Thermowells
– Electrodes
– Transmitter damping
– Signal filters
3
Unifying Concept of Speed
•
•
“Speed kills - (high speed processes and disturbances and low
speed control systems can kill performance)”
Fundamentals
– The rate of change in 4 deadtime intervals is most important. By the end of 4
deadtimes, the control loop should have completed most of its correction. Thus, the
short cut tuning method (near-integrator) is consistent with performance objectives.
•
Goals
– Make control systems faster and make processes and disturbances slower
•
Sources
– Control system
– PID tuning settings (gain, reset, and rate)
– Slewing rate of control valves and velocity limits of variable speed drives
– Disturbances
– Steps - Batch operations, on-off control, manual actions, SIS, startups, and shutdowns
– Oscillations - limit cycles, interactions, and excessively fast PID tuning
– Ramps - reset action in PID
– Process
– Degree of mixing in volumes due to agitation, boiling, mass transfer, diffusion, and migration
4
Unifying Concept of Gain
•
•
“All is lost if nothing is gained”
Fundamentals
– Gain is the change in output for a change in input to any part of the control
system. Thus there is a gain for the PID, valve, disturbance, process, and
measurement. Knowing the disturbance gain (e.g. change in manipulated flow per
change in disturbance) is important for sizing valves and feedforward control.
•
Goals
– Maximize control system gains (maximize control system reaction to change) and
minimize process and disturbance gains (minimize process reaction to change).
•
Sources
– PID controller gain
– Inferential measurements (e.g. temperature change for composition change in
distillation column)
– Slope of control valve or variable speed drive installed characteristic (inherent
characteristic & system loss curve)
– Measurement calibration (100% / span). Important where accuracy is % of span
– Process design
– Attenuation by upstream volumes (can be estimated)
– Attenuation by upstream PID loops (transfer of PV variability to controller output)
•
For the eight other unifying concepts check out Deminar #9
“Process Control Improvement Primer” Sept 8, 2010 Recording:
http://modelingandcontrol.com/
5
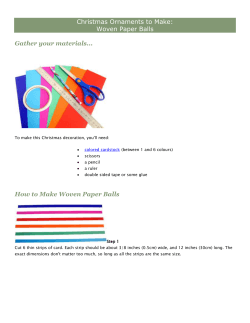
Self-Regulating Process
Open Loop Response
Response to change in controller output with controller in manual
% Controlled Variable (CV)
or
% Controller Output (CO)
CV
Kp = ΔCV / ΔCO
Self-regulating process gain (%/%)
CO
Maximum speed
in 4 deadtimes
is critical speed
ΔCV
0.63∗ΔCV
ΔCO
observed
total loop
deadtime
θo
τp2
or τo
Time (seconds)
Self-regulating process
open loop
negative feedback time constant
6
Integrating Process
Open Loop Response
Response to change in controller output with controller in manual
% Controlled Variable (CV)
or
% Controller Output (CO)
CV
Ki = { [ CV2 / Δt2 ] − [ CV1 / Δt1 ] } / ΔCO
Integrating process gain (%/sec/%)
CO
Maximum speed
in 4 deadtimes
is critical speed
ΔCO
ramp rate is
ΔCV2 / Δt2
ramp rate is
ΔCV1 / Δt1
observed
total loop
deadtime
θo
Time (seconds)
7
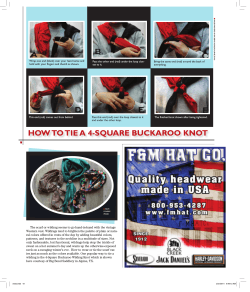
Runaway Process
Open Loop Response
Response to change in controller output with controller in manual
% Controlled Variable (CV)
or
% Controller Output (CO)
Kp = ΔCV / ΔCO
Runaway process gain (%/%)
Acceleration
For safety reasons, tests are
terminated after 4 deadtimes
Maximum speed
in 4 deadtimes
is critical speed
1.72∗ΔCV
ΔCV
ΔCO
Noise Band
observed
total loop
deadtime
θo
τ’p2
or
τ’o
runaway process
open loop
positive feedback time constant
Time (seconds)
8
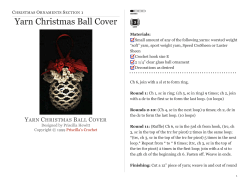
Loop Block Diagram
(First Order Approximation)
Delay
Lag
Gain
θL
τL
KL
Delay <=> Dead Time
Lag <=>Time Constant
ΔDV
Load Upset
Delay
Lag
Gain
Delay
Lag
Delay
Lag
Gain
θv
τv
Kmv
θp1
τp1
θp2
τp2
Kpv
Valve
ΔMV
Process
Hopefully τp2 is the largest lag in the loop
ΔPV
For integrating processes: Ki = Kmv ∗ (Kpv / τp2 ) ∗ Kcv
100% / span
ΔCO
%
PID
Kc
Ti
%
Td
ΔCV
Local
Set Point
%
Delay
Lag
Gain
Lag
Delay
Lag
τc2
θc
τc1
Kcv
τm2
θm2
τm1
Lag
Controller
Measurement
θm1
Delay
First Order Approximation: θo ≅ θv + θp1 + θp2 + θm1 + θm2 + θc + τv + τp1 + τm1 + τm2 + τc1 + τc2
(set by automation system design for flow, pressure, level, speed, surge, and static mixer pH control)
9
Nomenclature
ΔCV
ΔCO
Kc
Ki
Kp
DV
MV
PV
Δt
Δtx
θo
Ti
Td
to
τf
τm
τp2
τ’p2
τp1
λ
λf
= change in controlled variable (%)
= change in controller output (%)
= controller gain (dimensionless)
= integrating process gain (%/sec/% or 1/sec)
= process gain (dimensionless) also known as open loop gain
= disturbance variable (engineering units)
= manipulated variable (engineering units)
= process variable (engineering units)
= change in time (sec)
= execution or update time (sec)
= total loop dead time (sec)
= filter time constant or well mixed volume residence time (sec)
= measurement time constant (sec)
= primary (large) self-regulating process time constant (sec)
= primary (large) runaway process time constant (sec)
= secondary (small) process time constant (sec)
= integral (reset) time setting (sec/repeat)
= derivative (rate) time setting (sec)
= oscillation period (sec)
= Lambda (closed loop time constant or arrest time) (sec)
= Lambda factor (ratio of closed to open loop time constant or arrest time)
10
Practical Limit to Loop Performance
Peak error decreases as the controller gain increases but is essentially the
open loop error for systems when total deadtime >> process time constant
1
Ex =
∗ Eo
(1 + K p ∗ K c )
Open loop error for
fastest and largest
load disturbance
Integrated error decreases as the controller gain increases and reset time decreases
but is essentially the open loop error multiplied by the reset time plus signal
delays and lags for systems when total deadtime >> process time constant
Ei =
Ti + Δt x + τ f
K p ∗ Kc
∗ Eo
Peak and integrated errors cannot be better than ultimate limit - The errors predicted
by these equations for the PIDPlus and deadtime compensators cannot be better
than the ultimate limit set by the loop deadtime and process time constant
11
Ultimate Limit to Loop Performance
Peak error is proportional to the ratio of loop deadtime to 63% response time
(Important to prevent SIS trips, relief device activation, surge prevention, and RCRA pH violations)
Total loop deadtime
that is often set by
automation design
Ex =
θo
(θ o + τ p )
∗ Eo
Largest lag in loop
that is ideally set by
large process volume
Integrated error is proportional to the ratio of loop deadtime squared to 63% response time
(Important to minimize quantity of product off-spec and total energy and raw material use)
θ o2
Ei =
∗ Eo
(θ o + τ p )
For a sensor lag (e.g. electrode or thermowell lag) or signal filter that is much larger
than the process time constant, the unfiltered actual process variable error can be
found from the equation for attenuation
12
Disturbance Speed and Attenuation
Effect of load disturbance lag (τL) on peak error can be estimated by replacing the
open loop error with the exponential response of the disturbance during the loop deadtime
For Ei (integrated error), use closed loop time constant instead of deadtime
E L = (1 − e −θo /τ L ) ∗ Eo
The attenuation of oscillations can be estimated from the expression of the Bode plot
equation for the attenuation of oscillations slower than the break frequency where (τf) is
the filter time constant, electrode or thermowell lag, or a mixed volume residence time
to
Af = Ao *
2π ∗τ f
Equation is also useful for estimating original process oscillation amplitude
from filtered oscillation amplitude to better know actual process variability
(measurement lags and filters provide a attenuated view of real world)
13
Effect of Disturbance
Time Constant on Integrating Process
Periodic load disturbance time constant
increased by factor of 10
Adaptive loop
Baseline loop
Adaptive loop
Baseline loop
Primary reason why bioreactor control loop
tuning and performance for load upsets is a
non issue!
14
Implied Deadtime from Slow Tuning
Slow tuning (large Lambda) creates an implied deadtime where the loop performs
about the same as a loop with fast tuning and an actual deadtime equal to the
implied deadtime (θi)
θ i = 0.5 ∗ (λ + θo )
For most aggressive tuning Lambda is set equal to observed deadtime
(implied deadtime is equal to observed deadtime)
Money spent on improving measurement and process dynamics
(e.g. reducing measurement delays and process deadtimes)
will be wasted if the controller is not tuned faster to take
advantage of the faster dynamics
You can prove most any point you want to make in a comparison
of control system performance, by how you tune the PID.
Inventors of special algorithms as alternatives to the PID
naturally tend to tune the PID to prove their case.
“Advanced Control Algorithms; Beware of False Prophecies”
http://www.modelingandcontrol.com/FunnyThing/
15
Effect of Implied Deadtime on
Allowable Digital or Analyzer Delay
Effect depends on tuning, which leads to miss-guided generalities based on process dynamics
sample time = 0 sec
sample time = 10 sec
sample time = 30 sec
sample time = 5 sec
sample time = 20 sec
sample time = 80 sec
In this self-regulating process the original process delay (dead time) was 10 sec.
Lambda was 20 sec and the sample time was set at 0, 5, 10, 20, 30, and 80 sec (Loops 1 - 6)
The loop integrated error increased slightly by 1%*sec for a sample time of 10 sec which corresponded to a
total deadtime (original process deadtime + 1/2 sample time) equal to the implied deadtime of 15 seconds.
http://www.modelingandcontrol.com/repository/AdvancedApplicationNote005.pdf
16
Fastest Practical PID Tuning Settings
(For Maximum Load Disturbance Rejection)
For self-regulating processes:
K c = 0.4 ∗
τ p2
K p ∗ θo
Near integrator (τp2 >> θo):
1
K c = 0.4 ∗
Ki ∗ θo
Td = τ p1
Ti = 2 ∗ θ o
Deadtime dominant (τp2 << θo):
K c = 0.4 ∗
For integrating processes:
1
K c = 0.5 ∗
Ti = 4 ∗ θo
Ki ∗ θo
For runaway processes:
τ ' p2
Ti = 40 ∗ θ o
K c = 0.6 ∗
K p ∗ θo
1
Kp
Ti = 0.5 ∗ θ o
Td = 0
Td = τ p1
Td = 2 ∗τ p1
Near integrator (τ’p2 >> θo):
K c = 0.6 ∗
1
Ki ∗ θo
17
Performance Checklist
•
Use smart transmitters with the best sensor technology and
integration of process and ambient conditions compensation
–
–
•
Avoid older technologies particularly ones with mechanical elements
Seek sensor and transmitter with the best sensitivity and repeatability
Pick sensor location and installation method to provide the most
representative measurement with no stagnation, best velocity,
fastest response, and least noise
–
–
–
–
For DP and pressure transmitters, avoid impulse lines (sensing lines) by
direct mounting transmitters
For DP and vortex flow meters insure uniform velocity profile
For thermowells and electrodes increase velocity to reduce response time
and coatings but not so high to cause abrasion, static charge, or vibration
For thermowells and electrodes pick locations with good mixing, minimal
transportation delay, and least bubbles, slime, and solids
18
Performance Checklist
•
Use real throttle valves with smart positioners
–
–
–
•
•
Avoid on-off and isolation valves posing as throttling valves. Go to a control
valve manufacturer instead of a piping valve manufacturer
Seek actuator, positioner, and valve type with best sensitivity of installed flow
characteristic and signal response with best sensitivity-resolution and least
backlash-deadband
Verify positioner feedback measurement is representative of internal closure
member (e.g. ball, disk, or plug) and not just actuator position
Add DCS signal filter or damping adjustment to keep loop
output fluctuations from noise less than the valve deadband to
prevent excessive valve packing wear and inflicting
disturbances on loop. For wireless transmitters use damping
adjustment to reduce keep transmitter output fluctuations from
noise less than wireless update “trigger level” to eliminate
unnecessary communication and extend battery life.
Tune loops to meet loop objectives (e.g. tune level loops on
surge tanks to provide a smooth slow transition in feed rate
and tune level loops on distillation column overhead receivers
that manipulate reflux for incredibly tight control to enforce
column material balance and provide internal reflux control)
19
Performance Checklist
•
Eliminate on-off actions
–
–
–
•
•
•
Add cascade control to compensate for nonlinearities and
pressure disturbances (e.g. secondary flow loop and secondary
coolant temperature loop)
For measurable fast disturbances add feedforward control not
compensated by secondary loops
For fast setpoint response with minimal overshoot consider
–
–
•
Replace on-off control by switches with loops
Eliminate manual actions by adding loops, keeping loops in highest design
mode, adding feedforward, and automating and tuning loops to handle
startup and abnormal operating conditions
Replace pure batch with fed-batch automation by replacing discrete
sequential actions (e.g. stepping feeds) with loops (e.g. throttling feeds)
smart bang-bang control
http://www.controlglobal.com/articles/2006/096.html
setpoint feedforward with proportional action on PV instead of error
Optimize setpoints by operating closer to constraints for
production rate or product quality spec. Plot process constraint
and loop PV in units of process metrics and display lost profit.
20



© Copyright 2026