
V
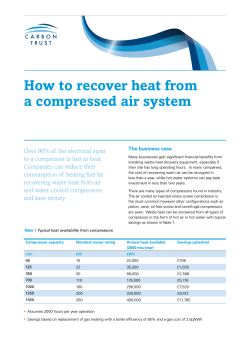
SPECIAL ISSUE: OUTAGE HANDBOOK POWER AUGMENTATION To fog or not to fog: What is the answer? V irtually everyone directly involved in the design, operation, and maintenance of gasturbine-based powerplants is well aware of the adverse effects high ambient temperatures and dirty rotating blades and stationary vanes have on compressor performance and power production capability. Cooling inlet air. The most efficient way to maximize output and revenue during the warm months, when power prices typically are highest, is by cooling ambient air before it enters the compressor. Recall that gas-turbine (GT) output is directly proportional to the air mass flow rate. But, since the volumetric flow rate is relatively fixed, the mass flow of the turbine decreases as ambient temperature increases—warmer air being less dense. Evaporative coolers, historically the most popular of the technology alternatives for GT inlet cooling, reduce temperature by evaporation of water that cascades over a wetted honeycomb media as air passes through the media. Wetted media can cool the inlet air to within a few degrees of the ambient wet-bulb temperature. Fogging has become a popular evaporative technology over the last decade and now there are well over 1000 systems installed on GTs worldwide. They saturate GT inlet air by spraying very fine droplets of water into the air stream. Fogging systems are capable of cooling the inlet air to the wetbulb temperature, so they’re more effective than wetted media. Chillers can cool the inlet air to temperatures much lower than those possible with evaporative systems. Mechanical (electric) and absorption (steam) chill- ers can maintain any desired inlet air temperature down to about 42F, independent of ambient wet-bulb temperature. But they have significantly higher capital and operating costs than evaporative technologies. Negative impacts of compressor fouling include reduced compressor air flow, pressure ratio, and efficiency, which cause a “rematching” of the turbine and compressor and a drop in power output and thermal efficiency. At least one expert estimates that fouling is responsible for 70% to 85% of the total performance loss experienced by GTs during operation. Output losses of between 2% (favorable conditions) and 15% to 20% (adverse conditions) have been attributed to fouling. To learn more, access www. combinedcyclejournal.com/archives. html, click Fall 2004, click “Gain a competitive edge with a better understanding of GT compressor fouling, washing” on the cover. The two primary methods for maintaining GT compressors at high efficiency are offline and online wash- Learned at Next meeting: Apr 19-23, 2009 Birmingham (Ala) Sheraton Details at www.ctotf.org COMBINED CYCLE JOURNAL, Third Quarter 2008 ing. Goals of the former are to clean a dirty compressor and restore power and efficiency to virtually “new and clean” values. Objectives of online washing are to keep the compressor clean, thereby extending the period between shutdowns required for offline cleaning and retaining desired power output and efficiency. Important to glean from the foregoing is that injection of water into the inlet air stream and/or directly into the compressor are industry best practices critical to achieving plant pro forma performance and powerproduction goals. While all OEMs are concerned with what goes into their GTs, compressors for the 7F series of engines manufactured by GE Energy, Atlanta, may be more sensitive than at least some others to impingement by water droplets associated with evaporative cooling and online washing. This conclusion by the editors is drawn from user comments regarding operating restrictions imposed on customers by several of the OEM’s technical information letters (TILs), most recently TIL 1603. Users have told the editors that this letter, released in mid 2008, strongly suggests that customers comply with its operating guidelines to mitigate erosion of blades in the first stage of the compressor— so-called R-zero (R0). Owners with OEM service agreements presumably would jeopardize their contracts if they didn’t implement the 1603 directives. Those not bound by GE agreements might decide to do otherwise, but could run afoul of insurance carriers that believe OEM guidelines should be followed. Several owner/operators told the editors that the OEM’s TIL recommends 105 POWER AUGMENTATION SPECIAL ISSUE: OUTAGE HANDBOOK Users, consultants share fogging views, experiences A fter listening to Thomas Mee at the CTOTF’s Fall Turbine Forum in Tucson, the editors contacted several users and consultants regarding their views and experiences with fogging—most specifically, its impact on compressor-blade erosion. The effort to provide more balanced coverage of the on-going industry debate did not achieve the level of success envisioned. Calls were initiated during the busy outage season and, understandably, many were not returned. Below are “sound bites” from conversations with the editors and e-mail replies to specific questions. Economic justification for fogging. A cross section of the industry offered the following: n Expect fogging to increase power output by 7% to 8% given 20 deg F of cooling. One user’s calculations was based on ambient conditions of 95F dry bulb, 75F wet bulb. n Heat rate may improve by as much as a few percent; exact number depends on cycle arrangement and site conditions. The heat-rate improvement on a combined-cycle plant is negligible. n Double-digit NOx emissions reductions are possible on some engines under certain conditions. n Lower capital cost than other traditional inlet-air cooling options. One user put the total installed cost per “fogging kilowatt” at about $70 for 7EAs and $80 for earlier GTs—certainly inexpensive peak power. All systems were retrofitted. n Another user’s calculations showed the annual owning/operating cost of a fogging system for a 7FA was $200,000 per annum less than that for a media-type evap cooler. Reasons include efficiency and output losses associated with the pressure drop across the wetted media. This is true even when one considers the higher cost of the demineralized water required for fogging. Comments specific to the 7FA fogging debate: n We fog several 7FAs. Knowing there are serious consequences to wet R0s, we are cautious and diligent about monitoring. We expect some erosion and consequently follow the guidelines of TIL 1603 very closely. We also fog 7EAs but don’t have the same level of concern regarding erosion damage to them that we have for the 7FAs. n The OEM should develop more 106 n n n n specific and quantitative bladedeterioration criteria than the 8-mil erosion limit that it has specified. Once the 8-mil limit is reached, you have to operate dry. Our experience indicates you will erode 8 mils quickly when conducting regular online water washes. I believe washing has a far greater impact on erosion than fogging. Anything that damages the leading edge of a compressor blade reduces its fatigue resistance and that blade will crack sooner than one not so damaged. But the root cause of R0 cracking is blade harmonics— period. My experience indicates the OEM’s fogging system is a maintenance nightmare and it is linked to leading-edge erosion. We do offline water washes only, no online washing (multiple responses). Plant’s 7241 7FA with a flared compressor and enhanced P-cut blades operates in base-load combined-cycle service. It is fogged about 1500 hr/yr. The enhanced P-cuts, which replaced original non-P-cut blades, have a service history spanning more than 16,000 hours and have been inspected six times. Blades have noticeable erosion but the OEM does not require dental molds on airfoils of this design. The original fogging system was installed downstream of the inlet bleed-heat header and just upstream of the trash screen and inlet duct elbow, above the compressor inlet. It was replaced nearly four years ago with a more robust system having nearly twice the number of spray nozzles and relocated to just behind the inlet filters. The new array’s 0.006-in. orifice nozzles replaced 0.008-in. nozzles. Online washing is done every other day when temperature is above 50F; offline washing is a semi-annual event. Goal when the fog system is in service: 90% relative humidity as determined by Vaisala Inc instrumentation at the compressor inlet. Fogging is initiated automatically when ambient temperature reaches 62F. A nozzle monitoring system warns when low pressure or high flow is indicated. Plant periodically experiences filter plugging and the affected filters are replaced when this occurs. Cracked R0 blades have been n n n n n n found on a significant percentage of units inspected in the last nine months of 2008. Industry scuttlebutt is that the OEM will be issuing (no date known) a technical information letter recommending initial-inspection and reinspection guidelines as well as a recommended inspection interval. Online wash five minutes daily. No other information provided. Dovetail cracks found on R0 blades of one GT in a 2 × 1 configuration after only 1600 hours of operation and 132 starts. No water ever was used in the machine at this plant, which is located well inland (no “ring of fire” effects). Cracking found on R0 blades of 7FAs located more than 25 miles from the coast. These units sit across the fence from another OEM’s GTs which are problemfree. Plant was commissioned with standard R0 blades. They were replaced a year later with P-cuts to mitigate the risk of blade liberation resulting from leading-edge erosion and/or FOD. In less than three years, the P-cuts were refitted with standard blades to mitigate risk from P-cut cracking. Plant then stopped fogging to prevent the possibility of blade erosion; units never had been washed online. Despite the precautions, a crack was found in one of the pristine blades two years later. We have done only one offline wash on this unit, never an online wash. No other information provided. Our 7FA Model 7221 (unflared compressor) in base-load combined-cycle service was fogged approximately 1500 hr/yr for about nine years. Fogging stopped when P-cut blades were removed and replaced with non-P-cut airfoils. The original R0 blades had more than 12 mils of erosion after about six years of fogging service when replaced with P-cuts. Approximately three years later the P-cuts were removed. The OEM UT-inspected the blades and errantly condemned them for cracking that could not be confirmed off the engine. Online washing is done every other day when temperature is above 50F; offline washing is a semi-annual event. Fogging array with nearly 900 nozzles is located just behind the inlet filters; silencer, COMBINED CYCLE JOURNAL, Third Quarter 2008 inlet bleed-heat header, and trash screen are downstream of the nozzle array. Years of fogging experience on several dozen 7EAs and earlier engines allowed a major user to offer others in the industry the following observations: n Fogging is an inexpensive but very effective way of boosting power output in warm weather. n O&M effort generally is low-level and low-cost. n Zinc deposits on inlet guide vanes (IGVs) and other compressor parts were caused by high-purity fog water washing off the galvanizing from inlet silencers. n Accelerated corrosion of non-stainless inlet ductwork and plenums was experienced, driving replacement with stainless steel parts. n More rapid corrosion of IGVs caused binding and pivot-shaft breakage on old units. n Sufficient inlet-duct and plenum drainage is very important. n Proper winterization is necessary to avoid freeze damage to spray nozzles and headers. n Seal debris from high-pressure fogging pumps can plug nozzles. n Biological fouling of nozzles will occur if fogging systems remain unused and full of water for several weeks. n Dental molds taken at the request of the OEM revealed negligible erosion after years of summertime fogging use during peak periods. Total fogging hours numbered less than 1000 on any machine. Final notes: n Positive results with both fogging and wet compression have been profiled at meetings of the Western Turbine Users, which focus on GE aeros. In fact, at the 2007 meeting one user presenter suggested upgrading to a fogging system if you have difficulty maintaining evap-cooler efficiency (access www.combinedcyclejournal.com/archives.html, click 2Q/2007, click “Western Turbine Users” on the cover and scroll to subhead “Keep compressor inlet cool, clean to ensure top performance” on p 28. n Noteworthy, perhaps, is that while one OEM is striving to keep water out of its compressors, another is responding to customer interest by promoting wet compression in its large frames. For details, access www.combinedcyclejournal.com/ archives.html, click 2Q/2008, click “D5-D5A Users” on issue cover. Need More Power? On ove 40 G r E 7FA units Fog inlet cooling – starting from only $25/kW Inlet fogging boosts gas turbine power. MeeFog increases output by as much as 20%. Over 700 gas turbine installations worldwide. Reduces CO2 and NOx emissions. Easy retrofit, only 1-3 day outage. Improves heat rate. 1-626-359-4550 s53!swww.meefog.com/gtpower Changing the way the world boosts power time limits for online washing that depend on the design of R0 blades installed. Recall that the OEM has changed the design of its blades several times since the first F-class unit went into operation. TIL 1603 also is said to present intervals for so-called “dental-mold” impressions of the leading edges of R0 blades to determine if erosion is within what the OEM considers safe limits. If it is not, repairs may be required to mitigate cracking risk. A concern of several users who spoke with the editors was that the recommended intervals between inspections for erosion were of rela- COMBINED CYCLE JOURNAL, Third Quarter 2008 tively short duration (in some cases, 100 hours of “wet” operation or less). Wet operating hours are defined as hours of operation with fogging, water wash, or with an evaporative cooler that has water droplets stripped off because of improper design/operation. As for the expenses associated with inspection (staff and outage time, lab costs, etc), who pays? A rhetorical question: the owner, of course. Is the expense budgeted? Doubtful. A few plant personnel also expressed concerns about a level playing field. They said the inspection interval associated with a non107 POWER AUGMENTATION SPECIAL ISSUE: OUTAGE OEM evaporative cooling system was five times that of the interval suggested for the OEM’s offering. At least one user considered that unfair; he believes his third-party vendor’s evaporative system is superior to the OEM’s. While a statistically valid and objective survey on the subject is virtually impossible to conduct, it is possible to visually quantify the amount of water in droplet form being ingested by the compressor during fogging operation. Someone else said that the inspection intervals for the online washing system provided with his 7FA were less than 50 hours and the washing duration was limited to only a few minutes daily. However, if he could get the owner to buy the OEM’s latest washing system, the inspection interval would go up about 20-fold and the daily wash cycle could return to what this user considered “normal.” That’s probably not going to happen. With the current state of the economy, it’s not unusual to hear that capital budgets have been frozen and also that maintenance intervals are being extended. Short-staffed and under-funded, some plant managers say they no longer afford to do online water washes, just offline washes a couple of times annually. There are obvious fuel and capacity penalties associated with that operating philosophy in most areas of the country. But perhaps those costs are charged to “a different budget.” For example, if the plant is “regulated,” the fuel-cost increase attributed to a dirty compressor might be a “pass-through” to the customer. There’s a strong connection between compressor fouling and the effectiveness of inlet-air filtration. In some locations, it may make sense to consider the installation of HEPA filters ahead of the compressor if elimination of online washing is a goal. Experience at several plants with Mitsubishi F- and G-class engines has been positive. The editors have not been able to identify anyone with GE machines doing this yet. If you are, please write [email protected]. Owner/operators also should not overlook the potential value of coatings on compressor blades. Titanium nitride and other formulations show promise in protecting against solidparticle impact damage as well as liquid-droplet erosion (access www.combinedcyclejournal.com/archives.html, click 2Q/2008, click WTUI on issue cover and scroll to “Advancements in compressor coatings” on p 52). Keep in mind that an OEM service agreement may preclude the use of coatings—at least those not offered by GE. 108 HANDBOOK Erosion concerns in GE F frames may just disappear with the planned introduction of the OEM’s new compressor rotor in spring 2009. However, cost undoubtedly will be an issue. A third-party alternative, also expected in the spring, is said to offer redesigned airfoils to accommodate as much online washing and inlet-air evaporative cooling as users might want to use. This would be a far-lesscostly alternative, but it undoubtedly would violate the terms of the OEM’s service agreements. Plus, this solution would require your insurer’s approval. benefits. Judging from a few user comments, Mee met expectations. He can talk endlessly, or so it seems, about the physics of water droplet behavior in GT systems. One reason is the company’s history of research on the subject. A “summary” of this work is presented in three comprehensive papers published as part of the “Proceedings of ASME Turbo Expo 2002.” Mee’s message was that fog droplets don’t directly cause erosion. While compressor suctioning of unatomized, flowing, and pooling water is potentially conducive to problematic wear and tear of R0 blades, proper design of fog and drain systems can CTOTF looks for prevent damage from these sources. answers He began with a brief discussion The roiling controversy over whether of factors critical to the design of evaporative inlet cooling systems an effective fogging system. Dropand/or online washing systems can let size is of primary importance be held accountable for R0 blade because small droplets evaporate erosion—and if one or both quickly. Those too large to can, to what degree—was evaporate in less than two the motivation for inviting seconds—the approximate Thomas Mee III, chairman time it takes air passing and CEO, Mee Industries Inc, through the inlet filters to Monrovia, Calif, to address reach the compressor—will delegates to the CTOTF 2008 either fall out on the duct Fall Turbine Forum on fogfloor or enter the compresging technology. sor. Mee participated in the The majority of existing group’s GE Roundtable in fogging systems use either Mee mid September, focusing on impaction-pin (Fig 1) or optimizing fog evaporation and min- swirl-jet nozzles. “Both nozzles create imizing compressor water ingress. an expanding conical spray plume,” Dominion Energy’s Larry Rose, Mee told the group, “which gets provice chairman of the roundtable, gressively thinner as it moves away moderated the session. Previously, from the orifice.” Eventually, turbumembers of the Combustion Turbine lence created by the interaction of Operations Task Force had heard the high-velocity water jet with the from a representative of Gas Tur- surrounding air causes the plume to bine Efficiency, Orlando, Fla, on the break apart. Surface tension causes technology of online washing (access Impaction pin Orifice diameter, www.combinedcyclejournal.com/ 150 microns archives.html, click 2Q/2006, click “CTOTF” on issue cover and scroll to p 56). Type-316 stainless By way of background, Mee Indussteel tries has supplied nearly 750 fogging Replaceable systems for GTs worldwide (81 for internal filter O-ring seal GE F frames) and it claims global captures market leadership in this sector. particles down to 40 Many Mee systems have more than microns 10 years of experience; also, a significant percentage were designed for wet compression—so-called high fogging (access www.combinedcyclejournal.com/archives.html, click spring 2004, click “Recent experience indicates wet compression meets Stainless steel water expectations when done correctly” on distribution tube issue cover). The challenge for any moderator of 1. Most fogging systems use either an electric-power industry meeting is the impaction-pin (shown) or swirl-jet to keep supplier presenters focused nozzle. Both create an expanding on the technology and to resist the conical spray plume, but the former is temptation to discuss features and said to produce droplets of smaller size COMBINED CYCLE JOURNAL, Third Quarter 2008 SPECIAL ISSUE: OUTAGE the water particles to adopt a spherical shape. Impaction-pin nozzles form a 20-micron droplet Strand of hair, 100 microns 2. Impaction-pin nozzles produce a fog with 90% of the droplets 20 microns or smaller, Thomas Mee told CTOTF attendees in explaining the capabilities of his company’s product HANDBOOK conical plume by impacting the high-velocity water jet from an open orifice against the small pin shown in the illustration. Research by Mee Industries indicated that impactionpin nozzles produce smaller droplets than swirl-jet nozzles when compared on a level playing field—that is, the same flow rate, pressure, etc. Specifically, Mee Industries’ impaction-pin nozzles are designed to produce a fog in which 90% of the droplets are 20 microns or smaller. To put this in perspective, consider that the average human hair is 100 microns in diameter (Fig 2). Size really does matter. Mee took a POWER AUGMENTATION few minutes to discuss the physical nature of water droplets. “Droplets are spheres,” he said, “and thinking of them only in terms of diameter can be very misleading.” When someone speaks of a 30-micron droplet that seems very small, he continued, but it has nearly three-and-a-half times the mass of a 20-micron droplet and falls out of the air stream twice as fast (Fig 3). Laboratory tests conducted by Mee Industries determined that 20-micron droplets were “table stakes” in the design of a fog system for the sensitive 7F frame (Figs 4 and 5). Mee said this was confirmed in the field. 30-micron droplet ■ 3.4 times more mass and force of impact than a 20-micron droplet ■ 33% less surface area per unit volume ■ Rate of fall is twice as fast ■ Twice the potential for fallout from centrifuging 60-micron droplet ■ 27 times more mass and force of impact than a 20-micron droplet ■ 66% less surface area per unit volume ■ Rate of fall is nine times faster ■ Nine times the potential for fallout from centrifuging 20-micron droplet 3. Droplets are spheres and thinking of them only in terms 4. Smaller droplets produced by impaction-pin nozzles create a smoke-like white plume of diameter can be very misleading COMBINED CYCLE JOURNAL, Third Quarter 2008 109 SPECIAL ISSUE: OUTAGE 80 24 60 Air temperature 18 40 12 Drop let d 20 0 0 0.5 iame 1 1.5 Time, sec ter 6 0 2 5. Chaker diagram illustrates how quickly 20-micron droplets evaporate on a dry summer day In Fig 4, note that the small droplets produced by impaction-pin nozzles create a smoke-like white plume that spreads to a diameter of about 12 inches only about a foot from the spray nozzle. A comparison photo shown to attendees revealed that the larger droplets from swirl-jet nozzles produced a plume with a defined edge and a spray that is less opaque. Another important fact: Measurements taken during the lab tests show that droplets cease to coalesce inside the spray plume less than a foot from the nozzle—in fully humidified air. This means that it’s important to measure droplet size far enough from the nozzle orifice to get the true size of droplets produced by that nozzle. Location, location, location. Fundamentals reviewed, Mee explained why he believes the 7F series of machines is seeing more water at the compressor inlet than necessary. Fig 6 shows that the OEM’s recommended location for fog nozzles in its F frames generally does not allow sufficient time for droplet evaporation and can lead to flowing water at the compressor inlet. Referring back to Fig 5, note that droplet diameter after one second of evaporation time is about five times Consider relocating trash screen HANDBOOK Recommended nozzle location allows droplet residence time of more than two seconds OEM’s nozzle location allows droplet residence time of less than one second 6. OEM’s recommended location for fog nozzles in its F frames generally does not allow sufficient time for droplet evaporation and can lead to flowing water at the compressor inlet 7. Fog-nozzle manifold immediately downstream of the air inlet filters allows about two seconds for droplet evaporation in a typical 7FA larger than after two seconds. It follows, Mee continued, the more time you allow for evaporation the less likely it is for an R0 blade to experience erosion on the leading edge. He suggested locating the nozzle array immediately downstream of the air filters (Fig 7). This would allow about two seconds for evaporation— twice the time available than when following the OEM’s guidelines for fog-nozzle location. Mee mentioned that his company’s first fog system for an F-series machine was designed s 30 ity mid Relative hu 3 ft/ Relative humidity, % 100 Diameter, microns/Air temperature, C POWER AUGMENTATION ec 6 ft/sec 11 ft/sec 13 ft/sec Flowing water on the duct wall is sucked over the inlet scroll Install more fog nozzles in this high-velocity area of the inlet duct 8. The large variation in air velocity across the inlet duct must be considered when designWater flowing down the rear wall accumulates ing a fogging system. on the inlet cone and can More nozzles are needed be sucked into the in areas of high velocity, compressor fewer where the velocity is relatively low (above) Air flow prevents pooled water from draining away 9. Improper design of the fogging system results in flowing water at the compressor inlet and a greater likelihood of erosion damage to first-stage blades (left) Wall gutters and drains (details in Fig 12) FRONT VIEW Gutter around inlet (details in Fig 11) Floor gutters and drains False floor allows water to drain away Perforated plate and drain 10. A proper system for removing flowing water minimizes the probability of erosion damage 110 Expansion Duct wall joint Stainless steel gutter Compressor inlet TOP VIEW 11. Small gutter installed around the compressor inlet prevents suctioning of water over the bellmouth. Details provided here are patent-protected COMBINED CYCLE JOURNAL, Third Quarter 2008 JOIN TODAY Vaisala Measures Turbine Inlet Air Humidity at http://ZLD.Users-Groups.com The Vaisala HUMICAP® Dewpoint Transmitter HMT330TMK is designed specifically to measure inlet air humidity on power turbines. First Annual Meeting February 10-12, 2009 San Francisco (see website for details) r*EFBMGPSNFBTVSJOHIVNJEJUZ JOXBUFSJOKFDUJPOBQQMJDBUJPOT r.JOJNBMNBJOUFOBODF r1BUFOUFEXBSNFEQSPCF QSFWFOUTDPOEFOTBUJPO r1SPUFDUJWFBMVNJOVNFODMPTVSF r1SPWFOJOIVOESFETPGUVSCJOFJOTUBMMBUJPOT For more information call: 1-888-VAISALA www.vaisala.com 7BJTBMB*OD JOTUSVNFOUT!WBJTBMBDPN 7"*4"-" this way. After fogging well over 1000 water at the inlet can be avoided by Locating spray nozzles as close hours annually for nearly 10 years, setting the fog system control param- to the air filters as practical and the operator reported relatively little eter so the system always slightly designing the nozzle array to accomblade erosion attributable to fogging. “under-fogs.” This can dramatically modate the velocity profile across the Mee paused to discuss the impor- reduce the amount of water at the ductwork are critical to success, for tance of proper nozzle manifold design compressor inlet. sure. But proper design and arrangein preventing water accumulation Mee then showed attendees where ment of gutters and drains also are at the compressor inlet. He showed to look for flowing water during oper- necessary to provide the contingency a CFD (computational fluid dynam- ation (Fig 9): to accommodate varying operating ics) plot at the filter wall of a typical n On ductwork walls; be sure it is conditions. 7FA to illustrate the large variation not being sucked over the inlet Fig 10 shows where Mee recomin velocity across the ductwork (Fig scroll. mended gutters and drains to mini8). The message: Air velocity must be n On the rear wall; be sure it is not mize the probability of free water considered by designers in the placeaccumulating on the inlet cone gaining access to the compressor. ment of nozzles to avoid localized and being sucked into the com- Also note the recommendation for over-saturation. Translation: More pressor. moving the trash screen further nozzles are required in high velocity n On the floor; be sure pooled water upstream than the OEM’s traditional areas than in low-velocity regions of is not being sucked into the com- placement—this to prevent condenthe ductwork. pressor. sation of fog and the formation of However, no matter how large droplets close to the tight the design, the inletcompressor inlet. Cover prevents high-velocity air from air system is dynamic and Fig 11 shows details of scooping water out of sensitive to changes in the small gutter Mee Indusstainless steel gutter air temperature, humidtries installs around the ity, wind direction and compressor inlet to prevent velocity, GT load, etc. This suctioning of water over Compressor inlet makes it impossible to the bellmouth; Fig 12 the “tune” the system to maindetails of wall gutters and tain the ideal 100% saturadrains. Mee mentioned the Wall gutter is located tion condition at the comcompany has a patent that above expansion joint to pressor inlet throughout a covers methods for removprevent water from becoming given production run. ing flowing and pooling airborne as it flows over Windows at the bellmouth water from the inlet ducts expansion joint for visual inspection of so it cannot be suctioned pooling or running water 12. Wall gutters and drains are important for preventing into the compressor as unare a good idea. Flowing water ingestion into the compressor atomized water. ccj COMBINED CYCLE JOURNAL, Third Quarter 2008 111








© Copyright 2026