
Master Class in Humidification Why Humidify Roger Palamarczuk
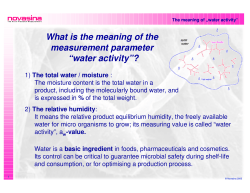
Master Class in Humidification Why Humidify Roger Palamarczuk Chairman – Humidity Group General Manager - Vapac Humidity Control Master Class Why Humidify - Jul 2004.doc Page1 Index Page Regulatory introduction Laboratory Pharmaceutical Printing Textile Mainframe computers Organisation recommendation British Council of Offices Health and Safety Executive CIBSE Design Guide BS EN7730 Apparent Temperature Data ASHRAE Standard Verein Deutscher Ingenieure Commercial Considerations 4 4 4 5 5 5 5 6 6 6 6 7 7 8 8 Humidification and its application within the air-conditioned building Why Humidify Hygroscopic Material Comfort Health Contact Lenses Static Electricity Psychrometric Process Components of the chart Single process function Multiple process function Isothermal Humidification Adiabatic Humidification Psychrometric load calculation Power using steam (Isothermal) Power using water (Adiabatic) Energy Comparison Humidifier types Electrode Boiler (Atmospheric) Resistance Heater (Atmospheric) Gas fired (Atmospheric) Gas fired (Pressurised) Steam distribution Single pipes Absorption distance Pressurised pipes Multipipe Adiabatic Spray Ultrasonic Spinning disk Wetted media Control Master Class Why Humidify - Jul 2004.doc 9 9 10 10 10 10 11 11 12 13 13 13 14 15 15 15 16 16 17 18 19 20 20 21 23 23 24 24 25 26 27 27 Page2 Mechanical Electronic Psychrometer Location Calibration Energy Usage Comparative run costs Water quality Master Class Why Humidify - Jul 2004.doc 28 28 29 29 30 30 31 36 Page3 Regulations There is a woolly area surrounding the regulations and recommendations of the operating conditions for humidification leading to a ‘Comfort Controlled Environment’ we need to clarify the difference between Regulation and Recommendation as a means of proportioning ownership. The Oxford English Dictionary states that to regulate means “Control by rule”, “Subject to restriction”, “Adapt to requirements”. Where as to Recommend means “Suggest as fit for some purpose”, “Advise as a course of action”, “Make acceptable or desirable” To ensure a regulation is adhered to implies a policing mechanism with a penalty system for non-conformance. There is no such mechanism in place to cover the humidification requirements of people in their own right. Codes of Best Practice are a series of recommendations that will result, if followed, with an environmental condition that is perceived to please the occupant and the building owner / operator, thereby increasing productivity. There are further recommendations covering indoor air quality, specifically ventilation, thermal control and occupancy comfort that do make reference to Humidity control. There is a very important link between temperature and humidity that should not be ignored. As we move to the application and integration of humidity into air conditioning systems the link will be reinforced. The recommendations in the public domain cover a wide range from ‘Not required’ to ‘Must have some humidity control’. There are industrial or process requirements that people will benefit from if they work in that environment. Let us look at some of the process regulations that exist and the way in which the conditions are defined. • • • • • Process Applications: Examples Laboratory’s using Animals 40% to 60% RH Pharmaceutical Process 35% to 50% RH Printing areas 46% to 51% RH Textile manufacturing 50% to 80% RH Main frame computer 45% to 55% RH Laboratory’s using Animals: 40% to 60% RH Present regulations regarding humidification consider the welfare of animals before human requirements. Using the care of rats, cats and rabbits for laboratory uses, as an example, we find that these animals should be kept at humidity levels between 40% and 60% . This is noted in the CIBSE Guide “Installation and Equipment Data”. In the case of rats this is perfectly reasonable when you consider that at humidity levels below 40% they can develop a disease which causes their tails to drop off leading to death. Pharmaceutical Process Areas: 35% to 50% RH Powder before and during manufacture of tables should be kept at 30 to 35% RH. Tablet compression, milling, coating and packaging at 35% RH. Gelatine capsules made and stored at 35%. Effervescent tablets and powders at 20% RH. Microanalysis and serums maintained at 50% RH. Master Class Why Humidify - Jul 2004.doc Page4 Printing areas: 46% to 51% RH Pressrooms and stock rooms are maintained at conditions between 46 to 51% RH. This ensures clarity of multi-colour processes by ensuring the material maintains dimension as it travels through each process. Textile Manufacturing: 50% to 80% RH These are many and varied; wool for instance requires higher humidity’s up to and including spinning, than the processes that follow. Mixing and blending, combing, carding drawing and spinning should be maintained between 60 to 75%. Winding, warping and weaving need to be maintained between 50 to 60% RH. Cotton processes require humidity’s between 50 to 70% where as man made material requires 50 to 65% RH. The process would depend on the relative humidity that is required to ensure the material maintains its workability. Mainframe Computer Rooms: 45% to 55% RH To maintain the integrity of the circuitry the various manufacturers have environmental operational bands between 20 to 24oC and 45 to 55% RH. This will prevent static and drying at low humidity and gold scavenging or arching at high. There also could be slight variations dependent on the air circulation characteristics of the room design. Humans are adaptable and tolerant • Environmental levels for comfort within a working space. • 19oC to 23oC Dry Bulb • 45% to 55% Relative Humidity Humans are very adaptable, especially since we lost our tails, and for our own comfort the environment does not have to be specifically controlled to very fine tolerances. The general understanding of good design practice criteria for the comfort and well being of building occupancy is between 19 to 23oC Dry Bulb and 45 to 55% relative humidity. Let us look at the various Recommendations, Codes of Practice and Design guides that are in existence today. Organisation Recommendations Organisation • British Council of Offices • Health & Safety Executive • CIBSE • BS EN 7730 • ASHREA • VDI 6022 Recommendation None / Some Maintain comfort 40% to 70% RH 40% to 70% RH 30% to 60% RH 30% to 65% RH British Council of Offices (BCO) Guide 2000: Best practice in the specification for offices. This organisation states: “ Humification control should not be installed in the base office scheme” and adds “ Humidification is rarely needed for general office use but space should be allowed for a steam-based system to be added at a later date” Somewhat of a contradiction within it self and is also contradicted by other organisations involved in the design of environments and the operation of equipment within those areas. Master Class Why Humidify - Jul 2004.doc Page5 The Health and Safety Executive, ‘Display Screen Equipment Regulations 1992’ obliges employers to maintain a level of humidity that prevents staff from suffering from general discomfort and sore eyes when working for long periods at computer terminals. Very few office workspaces do not have visual display equipment and most operators are staring at it all day. CIBSE Design Guide Volume A: Design Data Section A1-9 States “The nature of the role played by relative humidity in the environment is less well-defined than that for temperature. At higher air temperatures, when sweating occurs, the thermal balance is dependent on evaporation and so relative humidity becomes a critical factor. There is a trend for lower humidity’s being preferred at higher temperatures. However for most applications, relative humidity should be between 40% and 70%. The CIBSE Guide H, Building Control Systems, section 1.4 also provides a general statement regarding the indoor environment, making reference to minimum winter heating temperature of 19oC and the need for control of temperature and humidity for good indoor air quality. Section 5.5.4 also covers the control recommendations to ensure the system functions correctly. Return air sensor as well as high limit humidistat in the supply air is the recommendation. European Standard BS EN 7730 deals with the factors contributing to feelings of thermal comfort and their incorporation into Predicted Mean Vote index within moderate thermal environments. This is a method of predicting by calculation, the degree of comfort or discomfort a number of occupants within the space will potentially regard as acceptable. The Predicted Mean Vote index takes into account the physical activity and clothing warn by the occupancy, air temperature, mean radiant temperature, air velocity, and relative humidity. Using a thermal sensation scale of –3 (Cold) to +3 (Hot) a Predicted Percentage Dissatisfied (PPD) value can be obtained. Individual votes are scattered around this mean value and is used to predict the number of people likely to feel uncomfortably warm or cold. A value of 0 indicates the potential for majority satisfied customers. The Predicted Percentage of Dissatisfaction establishes a quantitative prediction of the number of thermally dissatisfied customers. European Standard BS EN ISO 7730:1995 Master Class Why Humidify - Jul 2004.doc Page6 If the PMV is 0, bottom of the curve, which are the correct working conditions for this scale we will still have a 5% dissatisfaction level. A PMV of +. 5, which can be described as very slightly warm there will be a 10% PPD level. This goes to prove you cannot satisfy all the people all the time. All tests were undertaken at 50% RH and the standard nominates a Relative Humidity band of 40 to 70% for an air conditioned office and 30 to 70 for unconditioned premises. Apparent Temperature Data The National Oceanic and Atmosphere Administration, Environmental Data and Information Service and National Climate Change Centre (USA) has published a table that relates a range of dry bulb temperatures with a range of relative humidity’s and assigns an apparent temperature the occupant would feel. This highlights the relationship between temperature and humidity. Take the typical design statement of 21oC DB and 50% RH, the apparent temperature would be 2 degrees lower at 19oC. Not wishing to cause offence, but in general this would be OK for a man and to cold for a woman assuming similar layers of clothing. Apparent Temperature Data Source National Oceanic and Atmosphere Administration, Environmental Data and Information Service and National Climate Change Centre (USA) Room °C 24 23 22 21 20 19 18 17 16 20 22 20 19 18 17 16 16 14 13 30 22 21 19 18 18 17 16 14 14 40 23 22 20 19 18 17 16 15 14 % Relative Humidity 50 60 70 24 24 24 22 23 23 21 22 22 19 20 21 19 19 20 18 18 19 17 17 18 16 16 16 14 15 15 80 25 24 23 21 21 19 18 17 16 90 26 24 23 22 21 19 18 17 16 100 26 25 24 22 22 20 19 17 16 No change between actual and apparent temperature -2 -1 o 2 C lower than actual room temperature o 1 C lower than actual room temperature 1 2 o 1 C higher than actual room temperature o 2 C higher than actual room temperature ASHRAE Standard 62-1989, Section 5.11 states “ High humidity’s can support the growth of pathogenic or allergenic organisms. Examples include certain species of fungi, associated mycotoxins and dust mites….Relative humidity in habitable spaces preferably should be maintained between 30 and 60% to minimise growth of allergenic and pathogenic organisms “While the primary function of a building control system has been the control of temperature and humidity, the increased awareness of Sick Building Syndrome (SBS) and other building related illnesses has emphasised the requirement to ensure good indoor air quality. The demands of energy conservation and healthy Master Class Why Humidify - Jul 2004.doc Page7 ventilation are sometimes in conflict, necessitating better attention to the control of ventilation to ensure a satisfactory compromise. More attention is being given to the quality as well as the quantity of ventilation.” The guide goes on to say in section 8.2.4 “Where full air conditioning is employed the required range of air temperature and humidity is specified. The interaction of air temperature, relative humidity and moisture content must be remembered. In general, the moisture content of the air in a building is less subject to variation than the air temperature. Changes in air temperature at constant moisture content may cause the relative humidity to go outside the specified range. People are not very sensitive to the level of ambient humidity and a range of 40 to 70% RH is normally found to be acceptable.” Verein Deutscher Ingenieure. VDI 6022 Part 1 July 1998 deals with the hygiene standards that should be adopted for Air Conditioning Systems. It revolves around adiabatic systems where a health and safety regime should be adopted. It is further supported by DIN1946-2 Clause 4.1.3.1 that specifies the thermal control conditions that should be adopted. The humidity range of 30 to 65% is further clarified by the provision that filtration measures must be introduced to combat fine dust if the level falls below 30%RH. It also confirms that allergen-producing house dust mites and fungi will be encouraged above 65% relative humidity. BSRIA, BRE and HEVAC generally agree that an office environment should be maintained within the range 40 to 60% RH Commercial Considerations These will always colour the requirement for humidification. This can be paired down to two distinct camps, the cost or installation of the system and the cost of ownership. The two are not always the responsibility of the same organisation so there are two different criteria by which they are being judged. A building owner-occupier will take recommendations from the building design consultant who will tailor the system to meet his client’s particular requirements. These could involve any one or a number of key criteria Health, Safety and Welfare of Occupancy. Keeping the work force comfortable leads to increased productivity but no definitive studies have been undertaken to quantify this. There are measures that can be applied but they tend to be negative rather than positive. Examples are: the number of complaints received regarding a specific condition such as drafts, sore eyes, dirty surfaces, static electric shocks. Also the number of sick days taken by the workforce compared to what is considered to be normal. Initial cost of installation. We all want the best system at the lowest price. If the bill of quantities comes in too high the specification can suffer by down grading or deletion of equipment. This has the effect of retrofitting systems as part of the maintenance package based on the complaints received from the occupier. Energy cost over the life of the plant and systems. This is becoming very current with the Climate Change Levy being translated into commercial incentives by the Department for Environment, Food and Rural Affairs (DEFRA) in conjunction with the Inland Revenue. The Enhanced Capital Allowance scheme offers the building owner the opportunity to reduce the first year costs based on energy efficient plant and systems being included within the building structure. This can be extended to include the energy bill as well as the maintenance and servicing costs covering the complete operation of the Master Class Why Humidify - Jul 2004.doc Page8 building over its predicted life span. The rules governing the Enhanced Capital Allowance Scheme are available on the DEFRA web site. Flexibility for change of use. The occupants can change as well as the owners of the building. This could lead to different environmental requirements and hence extra cost. All these considerations will be designed into the system in the knowledge of the prevailing regulations and recommendations. Depending on the body we wish to base our design on, this will reflect the quality of the environment that workers will be exposed to. To conclude, perceptions are our guiding force. The lack of regulation and appropriate policing means we must trade in Best Practice Recommendations. Health and safety of people will lead to increased productivity. A happy worker is a productive worker. We now enter the win/win scenario that can be attained without compromising our design integrity. Humidification and its application within the air-conditioned building This master class will outline the basic issues of humidification, its application within the air conditioning system and identify the general range of equipment that is available. It also gives a comparison of the cost of ownership for the various types of systems utilised. Why humidification? Hygroscopic materials Most people understand that materials expand and contract with a rise and fall in temperature but many do not understand that with hygroscopic materials there is a greater rate of expansion and contraction with a rise and fall in humidification level. A dry atmosphere can cause textiles, carpet, wood, paper, leather, plastics, etc., to shrink, harden, crack, spoil and loose weight. Weight loss can be a particular problem when produce is sold by the kg. Furniture, for example, would show the typical results of being in an atmosphere where the humidity has gone from the extremes of damp to extremes of dry. Panels could split and joints break. Interestingly, the joints of most items of wooden furniture are more susceptible to damage as the glue used to fix them is likely to be hygroscopic in its own right and more prone to failure than the actual material of construction. Master Class Why Humidify - Jul 2004.doc Page9 Comfort In a dry atmosphere moisture migrates from the body through the nose, eyes, mouth and skin. Moisture migrating from the skin causes adiabatic cooling which will reduce the comfort of room occupants. At 21ºC, with low humidity, moisture migrates from the skin making a room occupant feel cool. Raising the humidity level would reduce the ability of the moisture to migrate from the skin and the occupant would feel warmer. The normal reaction, to combat the cooling effect, would be to increase the temperature of the space by one, two or three degrees. The amount of power required to produce the temperature rise can be greater than the power required bringing the humidity up to a reasonable level. There have been instances where the temperature in a working environment has been reduced to nominally 19ºC and the humidity increased to 60%. The comfort level was considered acceptable and the power saving substantial. Health Volvic, the mineral water supplier, produced a report in 1999, which suggests that an office with a humidity level of 25% would be as dry as the Sahara Desert. Although it is acknowledged that low humidity is more uncomfortable than unhealthy, airborne bacteria can travel further and faster through a dry atmosphere than through a humid atmosphere. This may increase the possibility of contamination, in fact an ASHRAE report of 1979 states that `dryness causes cracking of nasal tissues which can give inhaled germs direct access to the blood-stream`. Contact lenses Contact lens wearers, particularly of the hard and gas permeable type, are often the first people to complain of a dry atmosphere. The lens sits on the eye on a film of moisture. Should this film dry out then the lens feels very coarse, little more than a piece of grit, which could cause permanent damage to the eye and result in the wearer having to wear the spectacles that they were trying to avoid in the first place. Static electricity Below 35%RH, static power will build-up in an object, which will discharge to earth through anything that comes into contact with it, this is normally the human body. Walking over a nylon carpet, wearing man-made soled shoes could generate a static charge of 35,000 volts in a dry atmosphere. Raising the humidity would reduce the discharge to about 1,500 volts, less than 5%. Raising the humidity level above 35% allows all surfaces to become covered in a microscopic film of moisture that dissipates the static charge harmlessly to earth. Master Class Why Humidify - Jul 2004.doc Page10 Psychrometric process The psychrometric process of humidification should consider adiabatic systems, for example sprays, ultrasonic, wetted media and spinning disc, as well as isothermal systems which relate to steam, that is either local or centrally generation and would then be either atmospheric steam or pressurised. Both can be powered from electricity or gas. Identifying the main components of the psychrometric chart The dry bulb temperature, shown in degrees centigrade, runs along the bottom horizontal axis. The vertical axis, to the right is the moisture content of air, expressed as kg of moisture per kg of air. There are three sets of diagonal lines running from top left to bottom right. The first is the Wet Bulb temperatures and is represented at the 100% saturation curve. The second is the specific volume, measured in m3/kg of air, again represented on the 100% saturation curve but dropping more steeply than the Wet Bulb. The third is the specific enthalpy, kJ/kg of dry air. Represented by the two outer scales of the chart. The curved lines running top right to bottom left represents the percentage of moisture in suspension relative to saturation. This is expressed as %relative humidity, (%RH). A further term that is used in relation to the 100% saturation line is Dew Point. This is a specific point within a process where by condensation or wetting out will occur. The humidification process revolves around Wet and Dry Bulb Temperatures, Moisture Content, Relative humidity, Specific volume and the Dew Point. 3 Specific Volume m /kg Specific Enthalpy kj/kg % Relative Humidity Sensible/Total Heat Ratio Moisture Content kg/kg Specific Enthalpy kj/kg Dew Point o Dry Bulb C Master Class Why Humidify - Jul 2004.doc o Wet Bulb C Page11 Air: Single process functions Let us take a specific point within the psychrometric chart that represents an average space condition. 21oC Dry Bulb (DB), 14.8oC Wet Bulb (WB), 50% Relative Humidity (RH), .0079kg/kg Moisture Content (MC), .843m3/kg Specific Volume (SV). Applying sensible heat follows the horizontal MC line to the right effectively increasing the Dry Bulb temperature, decrease the relative humidity but maintaining a constant moisture content. Dehumidification theoretically will reduce the moisture content and relative humidity whilst maintaining the Dry Bulb temperature. In practice this process will either heat or cool the air dependant on the type of system adopted. Diagonal lines will represent these processes to the right bottom, heating, or to the left bottom, cooling. Sensible cooling reduces Dry Bulb temperature and follows the horizontal moisture content line to the left, effectively maintaining the moisture content but reducing the Wet and Dry Bulb temperatures and increasing the relative humidity. Humidification can follow two paths dependant on the process adopted. Adiabatic process follows the Wet Bulb line up towards the 100% saturation curve, ultimately arriving at the Dew Point. This process will reduce the Dry Bulb temperature whilst increasing the moisture content and relative humidity. Very useful process for reducing energy in net cooling applications. Isothermal process travels, to all intense and purpose, up the Dry Bulb line. This has the effect of increasing the moisture content and relative humidity with very little increase in the Dry Bulb temperature. Another useful process for adding moisture without increasing the cooling load Air - Single Process Functions 3 kg RH W B 50 % C m/ o Isothermal Humidification .843 Adiabatic Humidification & Cooling 14 .8 .0079 kg/kg Cooling Coil @ .7 SHR 21oC DB Thermal or Chemical Dehumidification. Master Class Why Humidify - Jul 2004.doc Page12 Multiple process Outdoor Air system: Isothermal humidification This is an example of isothermal humidification to a full ambient-air system. Taking outdoor air at 0ºC DB / 0oC WB (saturated) and increasing its temperature to 21ºC DB / 10.8oC WB, does not change the moisture content but would reduce the relative humidity to approximately 24%. The addition of 0.0040 kg of moisture per kg of air (.0079 - .0039) would be required to increase the relative humidity from 24 to 50%. During the addition of moisture there would be very little increase or decrease of Dry Bulb temperature. Isothermal Humidification Multiple Process Outdoor Air System - Isothermal Humidification 50% RH Moisture Addition .0040 kg/kg Sensible Heat 25% RH Multiple process Outdoor-air system: Adiabatic humidification The adiabatic humidification process, starting from the same 0ºC DB / 0oC WB, sensible heated is added to increase the temperature to 21ºC DB. Applying the cold water moisture system would follow the Wet Bulb line up to 95% RH with a Dry Bulb temperature reduction to 11.3oC. We have added the same amount of moisture as with the Isothermal system, .004kg/kg of air. More sensible heat must be added to bring the air to the supply condition required. I.e. 21oC DB / 50% RH. In practise the condition before the application of the second sensible heat, 95% RH is very close to the Dew Point and it is difficult to control at this high level, therefore another way would be to overheat the ambient air to 31oC DB / 14.8oC WB. Adding moisture, following the Wet Bulb line to the supply air condition corresponding to 50% RH. The same amount of heat has been applied but at one point rather than two. This has the effect of reducing the capital cost, as it will be a single large heater rather than two smaller ones. There is also a better chance of controlling the system without wetting out. Master Class Why Humidify - Jul 2004.doc Page13 Adiabatic Humidification Multiple Process Outdoor Air System - Adiabatic Humidification 14 11 .3 o C .8 o C W B W B 50% RH Moisture Addition .0040 kg/kg Sensible Heat 25% RH 21oC DB 31oC DB Psychrometric load calculations Design criteria For each example, the same design criteria are used. Outdoor air volume: 1m³/sec. Specific volume: Outdoor: 0.832 m³/kg. Indoor: Moisture differential: 0ºC DB/ 100%RH / 0.0038 kg/kg. MC 21ºC DB / 50% RH / 0.0079 kg/kg. MC 0.0079 - 0.0039 = 0.0041 kg/kg. It is worth noting that in any calculation only the outdoor - air intake would be considered, therefore this calculation would remain true if the total air volume was 10 m³/sec and the outdoor air proportion was 10%. Calculation: 1 m³/sec × 0.0041 kg/kg × 3600 sec = 17.74 kg/hr. 0.832 m³/kg The calculation uses the air volume at (1 m³/sec), multiplied by the moisture differential (.0041kg/kg) and the number of seconds in an hour (3600), then divided by the specific volume (.832m3/kg). The resultant value of 17.74 kg/hr can be used as a useful yardstick figure for the amount of moisture required for every 1 m³/sec of outdoor-air coming into a Master Class Why Humidify - Jul 2004.doc Page14 system. It is worth pointing out the specific volume (.832m3/kg) used in this calculation is derived as the mean difference of the specific volumes at the start and finish of the process. Power using steam Heating Air at 0ºC/100%: = 9 kJ/kg. Air at 21ºC/25%: = 31 kJ/kg. Power differential: 31 – 9 = 22 kJ/kg. Therefore energy used = 22 kJ ÷ 0.832(SV) = 26.44 kW (per m³/s) The amount of power required for the adiabatic and isothermal systems can be calculated. Both options require the initial temperature to be increased to 21ºC DB Power using steam (Isothermal) Heating air from 0ºC DB/100%RH to 21ºC DB Requires 22 kJ/kg. Humidifying from 21ºC DB / 25% RH to 21ºC DB / 50%RH Requires 10 kJ/kg. Energy used for heating and humidity process 32 kJ/kg Therefore power required for whole process = 32kJ/kg x .832 m3/kg SV 26.62kW/m3 Power using water (Adiabatic) Heating air from 0ºC DB / 100% RH to 21ºC DB Requires 22 kJ/kg. The adiabatic cooling effect reduces the condition to 10ºC DB / Saturated. Therefore re-heating from 10ºC DB to 21ºC DB Requires 11 kJ/kg. Energy used for initial heating and re-heat 33 kJ/kg Therefore power required for whole process = 33kJ/kg x .832 m3/kg SV 27.45kW/kg + Energy comparison Energy required in isothermal process Energy required in adiabatic process 26.62 kW. 27.45kW. This energy balance is a generalisation for a typical air conditioning application using a minimum quantity of outdoor air. There is little difference in the total power requirements of the two systems so any differentiation will be within the type of energy used to heat either the water for steam or air for reheat in the adiabatic process. The Humidity Application Master Class later in this series will compare the variety of applications and the processes that can be used to give the optimum answer to a humidity problem. Master Class Why Humidify - Jul 2004.doc Page15 Humidifier types Electrode Boiler Isothermal The Isothermal process can be further split into Atmospheric and Pressurised Steam raising plant. Firstly we will deal with the most common which is the atmospheric systems that are available today. Atmospheric systems, whatever the type, generate what is considered as wet steam in so far as it akin to the domestic kettle. Dry saturated steam can only be produced under pressure. Open-ended boilers, another term for this type of atmospheric device, are not required to deliver dry saturated steam for humidification hence they are relatively low technology. There are a number of devices available on the market today: Electrode, Resistance and Gas Fired Boilers. The Electrode boiler is the most common system adopted today. These are generally the cheapest first cost option for producing steam for humidification. They have a tendency to be expensive to run and maintain, partly due to the fact that they operate most effectively on raw mains water which has a limiting affect on the cylinder life. The polypropylene cylinder, which is the heart of this system, can be either disposable or splitable for cleaning. The cylinder life is totally dependent on the quality of the water on site and the operational time. Typically, water in the south of England would be mineral rich and electrode boiler cylinders would last between 1 to 3 months. Lancashire and Scotland, for example, have predominately soft, mineral free water and a cylinder could last all season. Calcium in the water is deposited onto the electrode or in the bottom of the cylinder and is too big to be flushed away during the periodical drains. It stays and builds up until it fills the cylinder and there is no more room for the water. The softer the water the better for cylinder life. The down side of this soft or low conductivity water is that it may take some time for the water to be heated and the boiler brought up to capacity. The conductivity has to be built up over a period of time, which would be by the action of boiling the water and leaving whatever sediment there is within the cylinder. Sediment can be introduced; an AlkaSeltzer tablet is favoured by a lot of engineers. This will certainly increase the conductivity immediately but if the system calls for a major drain, which then requires a re-fill of new raw water we are back to square one. Changing the voltage configuration from single to two phases with a new cylinder configured for this arrangement is a more permanent Master Class Why Humidify - Jul 2004.doc Page16 solution. The owner / operator would need to seek the advice and help of the original equipment manufacturer to instigate this solution. There will always be exceptions to this example as there are a number of variables that must be considered. Actual source of water, the actual water quality, further water treatment that is site specific, the operational time for the cylinder, maintenance periods, the type and design of the air conditioning system. In recent years the biggest problem has been the variable nature of the raw water supplied to the same site. Local water authorities will give the building owner a typical water quality analysis for the site, which will include hardness and conductivity to be expected. This will help in selecting the right plant for there application. The choice of disposable or splitable cylinders is down to available time. It takes 15 to 30 minutes to change a disposable cylinder, including cleaning the pump and valves. It could take an hour to clean the elements of a splitable cylinder in a suitable location before the engineer tackles the pump and valves. In hard water areas this may be required once or twice a month. Time is money and it is the choice of the plant operator / owner. Electrode boiler devices are available as on/off, stepped and / or fully proportional control to suit the type of application. All units’ control three basic principles, water feed, boil and drain. Water is fed into the cylinder in response to capacity and the drainage requirement. Drainage is controlled by the conductivity of the water. As water is boiled it leaves the impurity behind creating a soup or high conductive cocktail. Once the conductivity reaches a pre-set limit a drain cycle will be initiated, and, because there is still a load requirement the cylinder will fill with fresh water. This has to be heated and boiled to generate steam once more. Smart pulsed feed and drain cycles will allow the unit to keep boiling for longer periods. Capacity control is achieved by either allowing the water to boil away and not replenishing the level or initiating a drain cycle to reduce the amount of water in contact with the electrode. Earth leakage protection legislation requires the power to be switched off when in drain phase. Water regulations require an air gap to be present between the cylinder or boiler and the drain and feed lines. Resistance Element Boiler Isothermal The Resistance heater type system is more expensive to buy, than its open ended electrode comparison. But because they use a resistance heater element to boil water they are not conductivity dependent and therefore can operate using Base Exchange treated water or even de-mineralised water. Master Class Why Humidify - Jul 2004.doc Page17 Using de-mineralised water could produce nominally two years operation without the need for anything more than a visual inspection, representing a much cheaper long-term option as maintenance costs are comparatively low. If fed with raw mains water as prevailing in the south of England the calcium build up within the cylinder would be quite appreciable and necessitate frequent cleaning. For this reason most manufacturers would recommend this device be fed with treated water to some degree. Base exchange water softeners will exchange the solubles from calcium to sulphite. The impurity is still there but it will not amalgamate and can be easily flushed away. The control of these systems would again revolve around feed, boil and drain. Power can be kept onto the heaters during Feed and Drain cycles, as there is no fear of earth leakage. Current is not passed through the water; therefore a finer control of the steam production can be achieved. This devise is very useful in close control applications. These applications would tend to use de-mineralised water, which means there would be little or no need for a drain cycle to remove dissolved solids. The cylinder material would be stainless steel or a suitable polypropylene so the aggressive nature of de-mineralised water is negated. These devises are available in on/off, stepped and fully proportional control, and can be fed by an external control signal from, say a BMS system or a stand alone sensor / transmitter arrangement within the duct work or the conditioned space. Gas Fired Staem Generator Isothermal The gas fired atmospheric steam generator is relatively new to the humidification market. Again, relatively expensive in terms of capital outlay but because it is not conductivity dependent it can use base exchange treated water or de-mineralised. The other major factor is that gas is approximately 20% of the cost of electrical power, and would produce lower CO2 emissions compared to that produce to generate electrical power. The benefits can be accrued from the Capital Allowance Scheme and the client can be seen to be adopting energy efficient measures. There are a number of gas types within Europe and each appliance will have the correct approvals for the appropriate country. In the UK we have the luxury of having a uniform quality of mains gas available plus Calor and Propane in containers. Our legislation requires the correct approvals from certified test houses, are in place before any appliance can be offered or installed. As well as having a gas supply, of the right capacity available there is a need for a flue to remove the fumes of combustion. Straightforward single stack or uncomplicated balanced flue arrangements are available from the humidifier manufacturer or from a flue specialist. If the flue is complicated in any way it is advisable to seek the advice if a specialist manufacturer or supplier. A qualified gas engineer as prescribed by the CORGI registration scheme must do any work carried out on the appliance on site. Master Class Why Humidify - Jul 2004.doc Page18 The same principle of operation and control will apply that is feed, boil and drain and the equipment is available as on/off, stepped and full proportional control. All three devices should have an antifoaming devise within its control logic. Foaming occurs at a point when the chemical contaminates within in the cylinder get to such a high concentration that soap type bubbles appear. If allowed to persist arching will occur within the electrode boiler and possible water carryover into the air path. Resistance and gasfired systems will experience water carry over or heater failure due to low water levels. Basically the foam fools the control sensor that the cylinder contains water when it doesn’t. One way of over coming foaming is to measure the water conductivity and when it gets too high initiate a drain and fill to dilute the contaminates. This control and monitoring strategy is contained within the appliance control architecture. All three devises have the ability for master / slave configuration to obtain a large capacity in modular format. Typically there would be a fully proportional unit as the master which would have turn down characteristics in the region of eight to 100% for electric and 20 to 100% for gas fired. Once the minimum capacity requirement has been signalled, say 20% for the gas appliance the plant will start and the feed, boil, drain cycle will begin. As the load increases the capacity will be ramped up proportionally until 100% is reached. If the load carries on increasing the first slave will be started on full capacity. This would tend to be an on/off device. The master would ramp down to minimum and again start to increase capacity in response to the load. Typically the master slave system could have as many as 10 units configured for this operation giving an infinitely variable capacity control scenario. Pressurised Steam Generation Still within the Isothermal family group is the pressurised steam boilers and generators. Boilers tend to be shell and tube type construction, the principle of which has not dramatically altered over the years. Steam generators tend to be tube in tube type construction and can be more efficient than conventional boilers. Over the years the water and steam valves have developed to make all these systems deliver the quality of steam required and the point of use. Gas Fired Pressurised Steam Generator Isothermal A typical steam generator system uses Base Exchange treated water or de-mineralised water. They can be gas or oil fired and produces quality steam within minutes of a cold start. Not considered as a pressure vessel the system highly efficient in terms of power and produces steam at a range of pressure to suit the application. These would suit the larger Humidity application where long steam pipe runs are envisages and flueing can be achieved. They tend to be modular in design and follow the master slave principle described previously. Master Class Why Humidify - Jul 2004.doc Page19 Steam would be generated at one to three bars and pass through pressure reduction valves to deliver steam into the airflow at the design pressure. Dependant on the quality of the steam required would depend on the need for separators and blow down devices. Steam pipe work design is a specialist subject and help should be sort from appropriately qualified design engineers. In this article let us assume that the correct steam train of pipe work and valves would be used to convey the product from the generator to the dispersion device. The application may use pressurised steam from an existing boiler, with spare capacity, already on site, which will greatly reduce the first cost. The steam specialist would design the correct valves, controls and treatments to deliver the required steam quality to the airflow. Steam Distribution Pipes Single Steam Pipes Whether atmospheric or pressurised steam there is a requirement to deliver the moisture into the air stream. Using a single or multiple pipe arrangement does this. Firstly let us define the term pipe to have the same meaning and function as a lance or dispersion tube. Typically it would be a stainless steel pipe with holes cut into its length, and depending if pressurised or not a nozzle could be inserted in each hole. They are positioned across the full width of the air handling unit or ductwork and would normally be self supporting from a flange fixed to the outside of the air handler casing. They are inserted through a drilled hole from the outside and the steam pipe work connected either directly or via a steam header. The atmospheric device would typically have holes positioned on the top of the pipe so the steam escapes at 90° to the airflow. They would be either positive or negative slope to allow any condensate to be drained away. Positive slope pipes point up approximately 8/10° from horizontal and allow any condensate to run back towards the outside of the air handler or ductwork. This is very useful in simple layouts where the generator is below the pipe position so all condensate drains back into the cylinder or chamber. Negative slope pipes point down and there is a drain connection on the end. This is either piped back to the outside or into a suitable drain pan within the air handler. There is no best solution other than the configuration that best fits the application. It should be noted at this point that if, in the atmospheric system, if the transition pipe work from the generator to the lance follows a path that forces a trap it will be necessary to use a condense separator at that position. This will allow the condensate to collect and drain away without stopping the movement of steam. The same could be said for pressurised systems, but there a proprietary steam trap would be used. Master Class Why Humidify - Jul 2004.doc Page20 Absorption Chart The moisture in the form of steam must be allowed to be absorbed into the airflow. If you could see into the duct work this would be represented by the slow disappearance of the wisps of steam. The length of these wisps is classed as the absorption distance. This distance can be obtained using manufacturer’s charts and the design engineer will need to know: Moisture content before and after the steam pipe Master Class Why Humidify - Jul 2004.doc Page21 Dry Bulb temperature at the same point, normally supply air condition. Length of Pipe and Capacity required Velocity of the air passing over the pipe The chart will then give a value that will be used as the base factor to calculate the distance required from the pipe position to the first constriction element in the air path. Let’s say this factor is 600 (mm). A Bend, Reducer, Branch, Fan or Diffuser would correspond to the factor already obtained. A Filter or Heater battery would require the doubling of the factor. So that’s 600 x 2 = 1200mm. An Absolute filter would require a Master Class Why Humidify - Jul 2004.doc Page22 trebling. 600 x 3 = 1800mm, The sensor, be it control or high limit needs to be five times our factor. 600 x 5 = 3500mm. It is possible to extrapolate for two or perhaps four pipes onto one generator, but this does not mean we reduce the distance by the same number of pipes. Taking our theoretical example, two x pipes with the same capacity equally distributed would show a 20% reduction of our initial factor i.e. 480mm, and four pipes would mean a 40% reduction i.e. 360mm. It would still mean the sensor must be 1800mm down stream of the steam pipe without any bend in the ductwork. Multiple pipes would require a header to distribute the steam evenly into each pipe. Any unevenness in the potential pressure drop will see and uneven distribution of steam. Single and Multiple Pressurised Steam Lances The same principles apply for pressurised systems but the holes in the lance would be fitted with a nozzle and would be facing the air stream. There are two types of pressure lance or tube available, jacketed or non-jacketed. The same information is required to calculate the absorption distance and if it is found that multiple pipes are required. It is just as important that a steam header is used to distribute the load evenly across all the pipes. This header would include a condensate connection and trap. Multipipe There will be applications when small banks of pipes still do not satisfy the absorption distance that is available. The limiting factors could be the size of the plant room, or the length of straight duct that is available for positioning the pipes. It could be a retrofit application to replace an old spray washer system that is no longer viable and the only space available is the 500mm between the heating and cooling coil. Spray washers were designed to use the cooling coil as blanket to increase the potential surface area for absorption and eliminate any carry over. In these circumstances we must ensure the absorption is complete before the steam hits the cooling coil as it will separate out and the water will run to drain. In these situations there is a module that consists of multiple pipe mounted on a steam header, each pipe has lots of holes lined with nozzles. The concept is to blanket the full cross sectional area of the air path with steam thereby decreasing the length required to absorb the moisture into the air. The critical factor for Master Class Why Humidify - Jul 2004.doc Page23 design and manufacture is the aspect ration of the number holes that can be fitted into the area available. Typically this concept design will give an absorption distance of 500mm or less dependant on the number of pipes and nozzles. Unfortunately the more pipes and nozzles the more material is used and the more expensive it becomes. The pressure drop across such a devices is no more than one would expect with a spiral finned single row heating coil. These multi-pipe apparatus are available in modular or all welded form, with or without a frame. The modular form can be built piece by piece within the air handler if there is not enough space to the side to slide the 100mm wide frame cartridge into position. The more popular is the complete structure mounted in a frame so it can be positioned across the air path the same way as a cooling or heating coil. ADIABATIC These systems revolve around the use of cold water and some form of atomisation. Some degree of water treatment and a maintenance regime is desirable to extend the life of the plant and deal with health and safety issues that surround these type of systems. Like all types of system if they are designed, installed and maintained correctly they will give good long-term operation. The alternatives available include sprays, ultrasonic systems, spinning disc and evaporative. Air pressure spray system These systems have developed out of the spray washer that is still used for some industrial processes. These tended to operate using a simple pressurised water supply to an atomising head and spray into the air stream normally against the cooling. This would be prone to clogging and the performance was generally considered to be poor. Compressed air has now been introduced which dramatically increases the agitation of the water to create a very fine mist that does not depend on a blanket, in the form of the cooling coil, to help absorption. The introduction of compressed air has so advanced the atomisation process that some manufacturers have described it as ultrasonic. The effect is that the water is broken up into a very fine aerosol. The capability of waterborne minerals to block the fine nozzles is reduced by the speed of the water passing through the system. These systems can use raw or base exchange treated water but would then emit quantities of minerals into the air stream which suggests that they are more suited to a demineralised water feed. These systems can be used in ducted systems or space application. There must be full water conditioning and control to prevent the development of Legionella bacteria through out the system. These water treatment measures are fully described in the Health and Safety Document ‘ Approved Code of Practice and Guidance’ for the control of Legionella in water systems. The Humidity Group, part of the HEVAC Association has also published a Code of Practice for the design maintenance of such cold water adiabatic systems. Master Class Why Humidify - Jul 2004.doc Page24 Nozzles Air Pressure System Spray The heart of the system is the nozzle, which would normally have an automatic cleaning cycle to keep the orifice clear and free of mineral build up. The nozzle material can be brass or stainless steel dependent on the water quality being used in the application. The same nozzles would be used in the ducted and space application. The picture above shows two types of Air/Water nozzle, which require high pressure air to atomise the water within the head prior to injection into the air. There is also a Pressurised Water nozzle that takes water at pressure and atomises it by passing it through a small orifice. The size of the orifice dictates the water droplet size. The pressurised water system is slightly cheaper to run as it does not require an air compressor although it does require a positive displacement water pump The ducted application mounts a number of nozzles onto a header bar positioned across the full width of the air path. There could be multiple headers offset from each other dependant on the capacity required. Eliminators are normally positioned downstream of the calculated absorption distance to ensure no carry over of water occurs. The space application would have a range of single and double nozzle header arrangements that can be rotated for directional purposes. Each header arrangement would be mounted at high level around the space to ensure all the area is covered. The space application does not rely on an air path for dispersion. Water vapour will disperse naturally form a high to a low moisture content without the aid of forced ventilation. Control of the space system would be by a single humidistat in a designated area or an averaging arrangement across the whole area. Which ever is used it will be relatively crude control but the application would not warrant a high degree of sophistication. Ultrasonic spray system Adiabatic The ultrasonic system use transducers oscillating at a frequency of 1.7 MHz to atomise water into an aerosol which is then passed into the air-stream. Each transducer has a nominal output of approximately 0.6 kg/hr, which requires a considerable number to produce a reasonable output. Master Class Why Humidify - Jul 2004.doc Page25 There are two types of device available, one sits in the air stream and utilises the system air movement, and the other sits outside and pipes the moisture into the space and includes a fan arrangement within its own cabinet. The in-duct device has aerodynamic hoods over each transducer well, the open end facing in the direction of the airflow. The atomised water is induced out to entrain with the air prior to the next element in the air path. The ‘fog’ produced by this device is very fine and will be absorbed very quickly into the surrounding air. As with all cold water systems the ultrasonic unit is best served with de-mineralised water to ensure no mineral particles either entered the air stream or clogged the transducer well. Again there must be conformance to the Code of practice governing the Legionella bacteria. This would require regular draining of the well if left inoperable for lengthy periods. The second type is a self contained device that can be used to duct the ‘fog’ into an air stream or into a space. Because it is a cold water ‘fog’ and heavier than surrounding air it will have a tendancy to fall to the floor unless supported by an air flow. These devices have been used in air conditioning plant as well as horticultural and food humidification application. The very fine mist would be absorbed into the surrounding air quite quickly although eliminators are sometimes used to ensure no carry over. Relatively expensive to buy compared to the other systems but very cheap to run as a stand alone humidifier. If water treatment such as softeners, de-mineralisation and or ultraviolet light is required the initial cost as well as run costs will increase. As with all adiabatic systems the re-heat, if required can offset the run cost benefit accrued with this technology. Spinning Disk Humidifier Adiabatic The spinning disc type of unit introduces droplets of water onto the face of a rotating disc. This representation shows a horizontal disc, centrifugal force spins the droplets to the perimeter through the teeth and into the air stream as a mist. There are variations to this theme where the disc is vertical and rotates at high speed into a shallow bath of water. Another rotates a drum at high speed around a spray nozzle. Control is relatively course and would normally be controlled by varying the volume of water introduced. De-mineralised water would be the most appropriate water supply for this type of adiabatic system. The bench mark London water would require some serious filtration before the air is introduced into the space or water treatment to get rid of the dusting before it becomes a maintenance problem. Ducted and space applications can be considered from relatively low to high capacity ratings although the system does lend itself to the larger application. Relatively cheap as a first cost and cheap to operate and run. The expense will come with the water treatment to prevent dusting plus the health and safety regime required with all cold water systems. Again re-heat may also have to be considered dependant on the application. Master Class Why Humidify - Jul 2004.doc Page26 Evaporative : Wetted media Adiabatic The evaporative system feeds water to the top cell structure which then precipitates through the media. Air flowing through the media evaporates the moisture and takes it up into the air stream. This is quite an uncomplicated system to install and operate and tends to come as a self contained cartridge that includes the cell material, water bath, pump, supply and drain controls .There are a number of different cell materials available and would depend on the type of application including the air that would pass through the structure. A good reliable media would be glass fibre treated with wetting agents that are non-toxic and non-organic. The water supply should be filtered as a minimum consideration as should the air to prevent build up of contaminants within the bath or on the cell structure. An ultra violet lamp to the supply water ensures the water is sterile when introduced into the reservoir. Using de-mineralised water could be counter productive as it will be quite aggressive and attract air born minerals and contaminants that could develop into long term maintenance issues. The system would be constantly replenished with fresh water over and above the evaporation rate and incorporate a bleed mechanism The cell is kept wet at times of humidification, which has the effect of constantly washing the cell media to prevent a build up of contaminants or micro-organisms. These systems are available for medium to large applications and are best suited to the industry process application where large amounts of air are required especially if washing or scrubbing action is required for the supply air. Again relatively cheap as a first cost base item, the water treatment adding considerably to the system cost. Cheap to run although allowances should be made for major cleaning or replacement of the cell material after a number of years operation. The intervals would depend on the water and air quality, the manufacturer would give recommendations given the design conditions and water / air qualities being dealt with. Humidity control The statement that occurs time and again is that temperature and moisture content, whether in absolute or relative terms, are linked and cannot be seperated. We can sum this statement up with another rule of thumb: A temperature difference of 1.5oC affects a target humidity of 50% by about 5% RH. So when we specify 21°C DB +/- 2 degrees C and 50% RH +/- 5% Relative Humidity we are defining quite a considerable area of control as indicated on the Control Parameter Psychrometric Chart. We have not taken into account any accuaracy deviations that will occure with whatever type of control sensor we choose. Master Class Why Humidify - Jul 2004.doc Page27 Control Parameters Control Parameters = 21oC db +/- 2 Deg C / 50 % RH +/- 5% RH 55% 50% RH +/- 5% RH 45% 19oC 23oC 21oC +/- 2 Deg C To control the humidity level we must first measure the amount of water vapour present in the air at the sensing point. There are two main types of sensor used: Dew Point Sensor tells us at what temperature condensation will occur if the air is cooled and is a measure of how much water vapour the air holds in absolute terms. The second is the Relative Humidity Sensor which measures the degree of saturation of the air on a scale of 0 to 100%. This device is dependant of temperature as well as moisture content. It is more common the use the RH Contoler in commercial applications and the Condensation Hygrometers in very close control applications or as a reference sensors for calibration purposes. Mechanical controller The oldest devise for humidity control would be with a simple humidistat. This would be a single step mechanism that would probably utilise either horse or human hair to operate a switch. Both these materials are hygroscopic and lengthen or shorten with changing humidity levels. Relatively course control and are used for high or low limit safety devices within an uncomplicated control scenario. Times have moved on and electronic devices are more prevalent and can be split into two camps. Electronic controller The Capacitive device has a control band of 0 to 95% and the resistive, which has a band of 25 to 95%. All RH controllers whether mechanical or electronic have problems controlling at 95 to 100% RH and it is normal to use the Dew Point or Condensation Hygrometer for these high limits. Master Class Why Humidify - Jul 2004.doc Page28 Psychrometer The sling psychrometer tends to be used to measure or check internal or external conditions. Using a wet and dry bulb thermometer, they are rotated or exposed to an air velocity, readings taken and plotted onto a psychrometric chart. Used in weather stations to measure maximum and minimum prevailing conditions. Electronic devices that do offer a more accurate measurement with the added benefit of being able to be re-calibrated are superseding these. Location As with temperature controllers or sensors the position is of paramount importance. The space controller/sensor needs to be positioned to reflect the prevailing condition within the space. This could be mid way between the supply and return air points. This can be further complicated if there are multiple points of entry and exit, so the safe bet is to choose a point in the return air path as close to the temperature controller as possible. Keep it away from any external influences such as; Solar effects - Direct sun light will give erratic performance of the system as the sun moves around the building. Difficult to diagnose when looking for reasons for bad performance. Draughts - Supply air diffuser that may blow air directly over the sensor. The temperature gradient across the space will not be picked up if the control point is the supply air condition. There will be a further effect of air velocity over the sensor, which would take it outside its operating limits. Equipment - Radiators, Drinks machines, Office equipment giving off heat, all of these will create a micro climate within the space that by its shear nature will not reflect the prevailing condition. External Surfaces -This could be more difficult to ensure against. Insulating the sensor from the influence of the cold or warm surface is a possible way of limiting this factor Mounting the controller / sensor in the return air duct is another safe decision, but care must be taken to introduce an off set for the condition gradient across the space. There could be multiple return air points all converging on a common return air duct. A good averaging point, but bear in mind it will be an average not a specific condition, we move back to the science of the predicted percentage of dissatisfaction discussed earlier. Multiple sensing points will increase our ability to average or introduce supply air control into each space or zone. The common factor as we move through all the more elegant solutions is that the price goes up proportionally. Not necessarily what the client wants to hear. High limit overrides, mounted in the supply duct, should be positioned to prevent over humidification leading to wetting out within the air handler or supply air duct. A good rule of thumb is minimum of four to five metres of duct from the point the moisture is introduced. Avoid dead spots in the ductwork and if possible ensure the moisture is fully absorbed into the supply air. Master Class Why Humidify - Jul 2004.doc Page29 Calibration All sensors will drift out of calibration over a period of time typically three to five percent. They can also suffer from some of the following ailments: Poor repeatability in the short term. Slow response time Hysteresis or memory effects Coarse resolution Regular calibration checks will identify bad sensors and with the right action will improve the system performance. These measures would be: Start calibration checks with short time intervals then reduce frequency as confidence builds in the equipment installed. Compare with a reliable calibration reference, typically one supplied by a United Kingdom Accreditation Service (UKAS) test laboratory. Using a UKAS laboratory ensures the technical competence and proficiency of the service. There is traceability to national standards that will also meet quality management standards, ISO 9000, and a demonstrable audit trail resulting in increased confidence that the system will operate within the design criteria laid down at the start of the project. Energy Usage Uncertainties in the control equipment can add up to an increase in run costs for the system and building. These uncertainties would depend on the operation and calibration of the measuring equipment, the fluctuation in the humidity during its cycle of operation and the condition gradient across the space or zones. The National Physical Laboratory calculates these uncertainties, on a theoretical base, using the following criteria Say the calibration uncertainty at 50% RH was +/- 2% The real uncertainty in using the device after allowing for intrinsic drift, repeatability, historisis, resolution, etc is +/- 3% Say the room is cycling up and down by +/- 3% Say there are differences across the space of +/- 5% Lets say the above can be added up by taking the square root of (3)2 + (3)2 + (5)2 = 6.6. We are reasonably sure the true humidity at any spot in the space is between 43.4% RH and 56.6% RH. If we take this theoretical control shift or sensing error and equate it to a theoretical building of say 5000 m3 with a design set point of 22oC DB / 50% RH. If we apply our 6.6% shift so the measured set point is 22oC DB / 56.6% RH there is a possible 33% increase on run cost for an electrode boiler humidifier. One must off set the possibility the shift is in the other direction and the measured set point is 22oC DB / 43.4% RH, in which case there would be a 33% reduction in cost. It’s all down to whether the sensors are measuring predominantly high or low. Master Class Why Humidify - Jul 2004.doc Page30 Impact on Humidification Cost Design Set Point Theoritical Building Design Parameters o Condition without Humidification Design Set Point Moisture addition required C DB / %RH 22/30 22/50 MC g/m3 5.82 9.7 3.88 Measured Set Point with 6.6% RH Shift o C DB / %RH MC g/m 3 22/30 5.82 22/56.6 10.98 5.16 Building Volume m3 Air change rate / hour Moisture addition / hr Moisture addition / year (12 hr. day) Humidifier output kg/hr Power required at full output 5000 1 19.4 84972 30 22.8 5000 1 25.8 113004 30 22.8 Annual kWh Usage Cost per kWhr 32289 0.072 42941 0.072 Total Cost per Year 2325 3092 Additional cost 766 33% Comparative run costs This final section covers comparative running costs over the 15-year life span one should expect from capital plant and looks at four different capacities. The comparison of systems within the Isothermal family include electrode and element boilers, local and centrally generated steam from gas fired equipment units compared are electrode boilers, element boilers, central steam generators. The wetted media and spray systems represent adiabatic family. Calculation data The information used to generate comparable figures are : 15-year life span for the equipment, 30, 60, 200 and 400 kg/hr Humidification load, Winter heat operation with the system designed to be recirculation nominally 90% with 10% outdoor-air intake. Hours run figures are based on 30 weeks per annum, with 60% diversification, five days per week and 10 hours per day. The calculations have used electrical power at six pence and gas at .01 pence per kW. Each comparison includes allowances for spare part, maintenance, service and ancillary equipment that would not be normally included in commercial office building. The costs also include for re-heat in the case of adiabatic systems as the design criteria is 22oC DB / 50% RH Electrode boiler Operating on raw London water and includes three replacement cylinders per year plus the manufacturers recommended maintenance intervals. Resistance or Element Boiler Assumes base exchange treated water is available on the same London site and includes the normal maintenance periods for this type of unit. Gas Fired Locally Generated Steam Assumes the same base exchange treated water as does the Centrally Generated Steam but an allowance has been made for a coil Master Class Why Humidify - Jul 2004.doc Page31 change after 10 years. Maintenance and service visits would be all as per the manufacturer’s recommendations. Wetted Media Includes for a reverse osmosis plant and Ultra Violet light as part of the recommended water treatment as laid down in the code of practice to prevent and control Legionella bacteria from polluting the system. It also includes a media change after eight years. Spray System Includes a compressor and receiver set for pressurisation of the water, reverse osmosis and ultraviolet plants plus all the control for water and air filtration. Comparative Run Cost – 30kg/hr £26k Electrode 30 kg/hr Element £20 Spray £10 Wet Media Local Steam 10 Years Master Class Why Humidify - Jul 2004.doc 20 Years Page32 Comparative Run Cost – 60kg/hr £52k 60 kg/hr Electrode Element £40 Spray £20 Wet Media Local Steam 20 Years 10 Years Comparative Run Cost – 200kg/hr £260k 200 kg/hr Electrode Element Spray £100 Wet Media Central Steam Local steam 10 Years Master Class Why Humidify - Jul 2004.doc 20 Years Page33 Comparative Run Cost – 400kg/hr £520k 400 kg/hr Electrode Element Spray £200 Wet Media Local steam Central Steam 20 Years 10 Years Comparative run cost table (Alternative to above) Whole life cost based on 15 year period. System Type 30 kg/hr Capacity Year 1 Year 15 60 kg/hr Capacity Year 1 Year 15 200 kg/hr Capacity Year 1 Year 15 400 kg/hr Capacity Year 1 Year 15 ISOTHERMAL (£) Electrode Boiler (Atmospheric) 1516 25024 1984 46075 7854 184398 13512 322464 Resistance Heater (Atmospheric) 3021 21489 5858 36936 21800 147744 31912 290464 Gas Fired Boiler (Atmospheric) 5733 8811 6500 12656 18763 39013 44260 84760 23370 48620 26767 68067 Gas Fired Generator (Pressurised) ADIABATIC (£) Spray System (Pressurised) 6700 11000 6700 26000 57000 100000 90000 180000 Wetted Media (Atmospheric) 4000 9078 9000 19156 40750 81000 65000 135500 Master Class Why Humidify - Jul 2004.doc Page34 We can see that all the four sizes follow the same pattern in terms of whole life cost except in the case of the 400kg system that shows a reversal between the locally generated and centrally generated steam. Water Quality Through all this should be considered the incoming water supply. Water containing 500PPM temporary hardness particles in suspension would precipitate approximately 0.1 kg/hr of scale or calcium deposit when heated and boiled of as steam. Assuming no water treatment for the cold water spray or ultrasonic system this value would still be relevant. Using the same hours run criteria as the comparative run cost we can be calculated that 135 kg (297 lb.) per annum of solid material would be collected in the boiler, if isothermal, or in the filter downstream of the spray if adiabatic. If no filter is fitted this dust would precipitate out onto the workspace. This is a startling statement as a reminder that it is better to treat the water for optimum performance in accordance with the humidification device fitted than to add cost to address a problem of our own creation. Vapac Humidity Control Ltd Steam Humidifiers / Steam Generators Fircroft Way, Edenbridge Kent TN8 6EZ, England Telephone: +44 (0)1732 863447 Facsimile: +44 (0)1732 865658 www.eaton-williams.com Master Class Why Humidify - Jul 2004.doc Page35









© Copyright 2026