
Document 249611
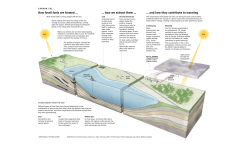
K n o w H o w i s p u b l i s h e d b y PEN T A I R C P T I volume 14 I 2011 I 1 Why UF? Double Duty LiquiVap increases CO2 recovery yield and lowers costs Next generation 365it Complete PMO Mix Proof Valve W A T E R 5 6 8 14 This issue of KnowHow magazine marks an important change. As you may know, Pentair, Inc. recently announced our intent to purchase Clean Process Technologies (CPT), a division of privately held Norit Holding, B.V. I am pleased to inform you that the acquisition was completed on May 12, 2011. As a result, the companies under CPT – Filtrix, Haffmans, Nijhuis, Norit Components & Services, Norit Membrane Technology, Norit Process Technology, Südmo and X-Flow – are now part of Pentair’s Filtration Solutions global business unit. CPT brings Pentair Filtration Solutions over a century of innovation and expertise in membrane solutions and filtration, separation and fluid technologies in the water and beverage segments. With the acquisition comes a wealth of leading offerings including: ultra filtration membrane technologies, aseptic valves, CO2 recovery and control systems and specialty pumping equipment – all of which you have become familiar with by reading KnowHow. Pentair X-Flow – leading in membrane technology Global Water Intelligence (GWI), an international publication that tracks major global water projects, analyzed ultrafiltration (UF) and microfiltration (MF) plants with capacities of more than 10,000 m3/d installed since 2005. Based on the 588 worldwide installations considered, PENTAIR X-Flow has the second largest installed base with a global market share of 18.6 percent. When considering only projects tendered/awarded in 2009/2010 or to be installed after 2010, PENTAIR X-Flow is tracking at a market leader pace with a share of 25.5 percent, leaving several reputable manufacturers behind. Published in GWI’s December 2010 issue, this analysis offers insight into PENTAIR X-Flow’s market position and the growth of UF and MF technology. Lastly, after 30 plus issues of KnowHow, this edition marks another important change. Going forward, KnowHow will be a Pentair publication focused on bringing you the latest innovations, technological solutions and reference projects from the combined Pentair Filtration Solutions and CPT businesses. Netha N. Johnson President, Filtration Solutions Pentair, Inc 2 K n o w H o w I 2 0 1 1 I 1 The GWI research shows that the Americas accounted for the largest market share until 2008. Since then, the Asia Pacific and EMEA (Europe, Middle East and Africa) markets each outgrew the Americas mainly due to strong growth in the market for desalination pre-treatment and the continuing strength of the wastewater treatment sector. This has changed the competitive dynamics of the sector, much of it in favor of Pentair X-Flow. As we work to combine our businesses in the coming months, our top priority is ensuring we continue to serve you well and deliver on our commitments. If you have questions for us regarding the acquisition or are interested in any of the solutions presented in this edition of KnowHow, please don’t hesitate to contact one of our Pentair colleagues around the world. Best regards, The first is crucial in order to have direct experience in key application segments that feed the company’s R&D agenda and integrates our vast knowledge base. Pentair X-Flow then uses this know-how to support our worldwide EPC contractors with state-of-the-art membrane technology and application expertise. Two key elements are believed to be at the basis of this market success: First, Pentair X-Flow has launched several unique solutions into high growth market segments including: The acquisition enables Pentair Filtration Solutions to build on superior technology, increase global capability and thereby provide you, our customers, with a broader, more innovative and deeper array of products, services and solutions. In short, the combination helps create a true global filtration, separation and fluid technology leader. Thank you in advance for your interest in our products, services and solutions and I look forward to continuing to partner with you to solve your toughest filtration, separation & fluid technology challenges. solution during the late 1990s and early 2000s, reflecting growing interest in water reuse, and the smaller plant footprints offered by the membrane bioreactor format. The third stage of market development came in the mid-2000s when the potential for low-pressure membranes as a seawater pre-treatment method for reverse osmosis was realized. Though low-pressure MF and UF membranes have been available for 80 years, it has only been in the last 20 years that they have made serious inroads into the market. GWI’s conclusion is that today, by some measures, the technology has overtaken reverse osmosis in terms of popularity. The MF/UF market developed in three key stages. The first stage was the spread of MF and UF for drinking water treatment in the US following the 1993 Cryptosporidium outbreak in Milwaukee. The next stage was the emergence of low-pressure membranes as a wastewater treatment SEAGUARD, the industry’s first dedicated seawater pre-treatment membrane module Pentair Airlift™ MBR Megablock, a direct sludge filtration system that represents the most cost, space and quality effective solution to meet stringent wastewater treatment directives and produce effluent with a quality suited for water reuse applications. Secondly, Pentair X-Flow maintains a dual market strategy of both directly executing projects, primarily in Western Europe, and being a premier membrane technology and service supplier to a network of design engineers and engineering, procurement and construction (EPC) contractors on the other hand. Just prior to completing the acquisition of Norit CPT businesses by Pentair, Norit was awarded the “Water Technology Company of the Year” by Global Water Intelligence. In April, during the Global Water Summit 2011 in Berlin, at a special Global Water Awards ceremony former Secretary General of the United Nations Kofi Annan handed the award to the Norit team. Every year, Global Water Intelligence honors top performers in the world of water. The category “Water Technology Company of the Year” recognizes the company that has made the most significant contribution in the field of water technology during the past year. K n o w H o w I 2 0 1 1 I 1 3 water beverage Protection at the tap Ultrafiltration is an effective barrier for microbials Frank van Heusden What’s in your water? Water is used from kitchen and bathroom taps every day, but is the water really as safe, healthy and great tasting as it could be? Unless the water is filtered immediately before use with an advanced technology like ultrafiltration (UF) membranes there is no way to know for sure. Rik Schuurman The private German brewery Ustersbach chose PENTAIR Process Technology’s turnkey Beer Membrane Filtration (BMF) installation to upgrade the brewery’s beer filtration system. Whether a home is on city or well water, harmful or undesirable contaminants could be flowing from faucets every day that you cannot see or taste. Unfortunately, throughout the world even with stringent national and local regulations, and due diligence by water utilities, microbiological contamination in water supplies is a reality. Old and deteriorating water pipes and city water main breaks can contaminate water before it reaches a home. Private wells can become contaminated at any time. Without constant self-monitoring of a well, there is no way to know when this happens. Due to the increased publicity consumers worldwide realize the need to be more vigilant about the quality of water they are consuming. Pentair Process Technology will install a turnkey stateof-the-art beer filtration installation that includes one BMF-18 skid with a possible second BMF skid in the future. The brewery is integrating the expansion into the existing filter room. The completion of the project is scheduled for fall 2011. The Water Quality Association’s leadership is working to encourage U.S. officials to understand that the most practical solution to water related issues is to integrate point-of-use (POU) into the current regulatory paradigm. “Our goal is to advance the understanding of policy makers about final barrier treatment of drinking,” said Peter Censky, executive director of WQA. “We begin with a premise that within 20 years the current paradigm – centrally treating water and doing essentially nothing more – will no longer work. Central treatment will not be able to cope with the demand for higher quality water.” Certified purification you can rely on Pentair’s H2OK WaterPurifiers, which use Pentair X-Flow UF membrane technology, are one of the few POU drinking water products available in the world certified by the Water Quality Association (WQA) to retain 99.99 percent of viruses and cysts and 99.9999 percent of bacteria. They carry the WQA Gold Seal certification to both the US EPA Standard for Microbiological Water Purifiers and NSF P231. 4 K n o w H o w I 2 0 1 1 I 1 Started in 1605 as a family business, Ustersbach is now a renowned brewery with a diverse product line. The brewery produces nine different beers including pilsner, pale beer, wheat beer, and strong beer, along with a selection of soft drinks. All beers use mainly local products, without pasteurization and in the tradition relating to crafts following the Bavarian purity requirement of 1516. “Ultrafiltration membranes are hollow fiber straw-like structures with walls that consist of billions of microscopic pores that are smaller than viruses, bacteria, protozoa, and fungi,” said Anton van de Ven, Commercial Director at Pentair Filtrix. “They are the ideal barrier for microbiological outbreaks, which is why they were chosen for use in our WaterPurifiers.” Pentair H2OK WaterPurifiers work on normal line pressure, use no energy, do not generate any wastewater in the filtering process, retain vital minerals, and do not alter the taste of the water. Membrane filters will block microbes up to the expiration date making sure no contamination can ever come through. German brewery Ustersbach to install Pentair BMF system “The diatomaceous earth-free beer filtration is gaining ground in the beer industry and we are convinced that Pentair’s BMF system is in line with our ambition to produce beer of the highest quality according to our family recipes while using modern, efficient and environmentfriendly techniques,” said Stephanie Schmid, owner of brewery Ustersbach. Dick Meijer, Pentair Process Technology’s Commercial Director - Beverage, added, “This illustrates our capacity to prepare breweries of all sizes for the future. Our BMF installation’s design enables breweries to do more with less while focusing on the key elements of the century-old beer tradition of quality, innovation, care for the environment, and sustainability.” a filter that is certified to protect against viruses, cysts and bacteria, and removes chemical contaminants while delivering great-tasting, odor-free water The Pentair WaterPurifier+ that combines UF membranes and activated carbon provides this complete protection. “Pentair H2OK WaterPurifiers are well positioned against other POU technologies on the market,” van de Ven said. “Overall, UF is an excellent and sustainable way to eliminate the uncertainty of microbiological outbreaks and ensure consistent delivery of high-quality water, without electricity or wasted water that other technologies require.” Clean, safe and easy The easiest and most economical way to ensure safe drinking water is to filter it at the tap. When choosing an in-home water treatment system, it is important to know that all POU filtration products are not the same. To ensure the safest, highest quality water possible, you should choose K n o w H o w I 2 0 1 1 I 1 5 B E V E R A G E Double Duty Guinness Anchor Berhad: Retrofitting with LiquiVap increases CO2 recovery yield and lowers costs Roy Spee Approximately 60 percent of the costs associated with carbon dioxide (CO2) recovery are attributable to the cooling stage of the process. If less energy is required for cooling, it translates to a reduction in running costs. This is precisely what the LiquiVap system from PENTAIR Haffmans offers. For CO2 recovery systems undergoing expansion or retrofitting, recovery yield can be improved for older systems. The Sungei Way Brewery owned by Guinness Anchor Berhad in Malaysia is a representative case as this brewery had two existing systems simultaneously retrofitted with LiquiVap. Guinness Anchor Berhad (GAB) was founded in 1964 originally under the name “Guinness Malaysia Limited”. In 1966, the company changed its name to “Guinness Malaysia Berhad”, and in 1989, the name was again changed to GAB that it operates under today. GAB is the product of a fusion between Guinness Malaysia Berhad and Malayan Breweries (Malaya) Sdn Bhd (“MBM”), each of which are subsidiaries of Guinness Overseas Ltd and Malayan Breweries Ltd, respectively. The latter operates under the name Asia Pacific Breweries Limited (“APB”), based in Singapore. “We have not had to purchase any more CO2 and are operating more sustainably, as we now use less electricity.” Chuah Chong Sheng, project engineer at GAB and responsible for the CO2 supply, is completely satisfied with the results of retrofitting with the LiquiVap. 6 K n o w H o w I 2 0 1 1 I 1 GAB operates the Sungei Way Brewery in Malaysia, which was commissioned in 1965. The brewery is located in the city of Petaling Jaya in the state of Selangor, where it produces Tiger, Guinness, Heineken, Anchor Smooth, Anchor Strong, Kilkenny, Anglia Shandy, and Malta. The plant’s capacity is approximately one million hectoliter per year. GAB occupies the leading position in the Malaysian beer market with a market share of approximately 57 percent. Either APB or Guinness The Sungei Way Brewery is the only one of its kind in the world. It consists of two production lines, completely separate from one another, in which only APB or only Guinness beers are brewed. The maxim here is: The products are not allowed to be mixed, not even the gases liberated from fermentation. Consequently, the brewery has two separate CO2 systems in operation that were both supplied by Pentair Haffmans approximately 20 years ago. Chuah Chong Sheng, project engineer for the CO2 supply at GAB, shares his reflections on the past. “We simply weren’t able to produce enough of our own CO2 with the existing systems,” he said. “Each month, we had to purchase supplemental CO2, which is complicated and expensive. Also, the refrigerant R22 was still used in this system, which is less than ideal from an environmental perspective.” “We were immediately won over by this concept” In order to find an optimal solution for this problem, the brewery contacted Pentair Haffmans. Initially, several completely different concepts were developed and their respective advantages evaluated. Replacement with a new plant would have brought the highest efficiency, supplying both brewing plants at a rate of 1,000 kg/h simultaneously. However, this could not be implemented at the time due to certain aspects of the brewery’s strategic planning. Instead, the decision was made to retrofit the existing 500 kg/h systems with the alternative presented by the innovative unit known as the LiquiVap. “This idea was very convincing, since the existing plants were also manufactured by Pentair Haffmans,” Chuah Chong Sheng recalled. “We were already familiar with the products they are capable of delivering and also the high level of service from Pentair Haffmans. Furthermore, we already have a LiquiVap unit at APB in Singapore, providing us with a means for comparison. It has been in operation there for more than a year.” Evaporating CO2 cools fermentation gas LiquiVap – a term created from abbreviations for liquefaction and evaporation – is an energy saving system for CO2 recovery plants. During recovery, the gaseous CO2 must be cooled and liquefied prior to storage in tanks at a temperature of -24 °C and a pressure of 18 bar. In order to be able to utilize this stored liquid CO2 in the brewing process, the liquid CO2 is heated with air or steam and evaporated. This “energy of evaporation” can be captured very efficiently from this process with the LiquiVap system. As the CO2 evaporates, it liquefies the gaseous carbon dioxide coming from the activated carbon filters and dryers. In this manner, the energy is recovered that would otherwise be electrically fed into the refrigeration system. Additionally, the cooling capacities required of the refrigeration systems are significantly lower. When undertaking the expansion of a CO2 recovery system’s overall capacity, one can forego a complete expansion of the refrigeration system’s capacity in favor of installing a LiquiVap unit. If less energy is required for cooling, this directly results in lower total costs associated with CO2. Yet another advantage of the LiquiVap is that it does not contain any mechanical parts, making continuous operation possible over long periods without interruptions for maintenance. Reducing the hours of operation of an existing refrigeration system as well as its maintenance costs are certainly not the least of these advantages, which also include increased reliability. Optimal energy efficiency all of the time However, with LiquiVap the amount of cooling that takes place directly corresponds to the amount of evaporation. To integrate it into realworld applications, system operation is important. During the cooling stage to assure operations are within the most optimal range, the cooling capacity needs to adjust to production variables. For example, if the system is dimensioned for 500 kg/h but production only requires 400 kg/h, then only 400 kg/h can be cooled using the LiquiVap. Separate cooling capacity is required for the remaining 100 kg/h must be cooled by the existing refrigeration system. But, it is essential to understand that the control system precisely regulates the refrigeration process so that the energy required to cool the 100 kg/h is consumed – no more and no less. In this manner, energy efficiency always remains at an optimal level. Four percent makes a difference At the GAB Brewery, in addition to retrofitting with a LiquiVap unit and the installation of the latest control system, the entire final stage of CO2 treatment was redesigned. The previously employed means for cooling the CO2, in which the less desirable refrigerant was used, was replaced and modernized with one designed to meet future environmental requirements. Using the innovative LiquiVap system, very low process temperatures are possible. As a result, gas at an initial purity of 95 percent can be recovered, compared to the situation before retrofitting, in which it was only feasible with gas at an initial purity of 99 percent. The difference of four percent means that the fermenters can be connected earlier, and, therefore, a greater volume of CO2 can be recovered. “For over a year, both of our plants have proven their value under the challenging production conditions we experience on a daily basis,” Chuah Chong Sheng explained in summarizing this successful project. “Since commissioning these units, we have indeed become self-sufficient and have not had to purchase any CO2 – not to mention that we have achieved this in conjunction with savings through utilizing sustainable energy as well. We are completely satisfied with all aspects of retrofitting with the LiquiVap.” The recovered CO2 (green line) is liquefied in the LiquiVap unit through the evaporation of liquid CO2 (blue line) – energy savings in both the cooling and heating stages of the process are the result. LiquiVap Cooling Condenser Refrigeration System Fermentation CO2 (from the CO2 recovery plant) Evaporator CO2 Storage Tank K n o w H o w I 2 0 1 1 I 1 7 water “XIGA really is the membrane of choice and has proven its quality in many significant projects in both municipal and industrial applications around the globe. Meanwhile our entire team has worked diligently on advancing this membrane. The next generation XIGA will be launched in the second half of this year.” Jürgen von Hollen, Managing Director Pentair X-Flow, Head of Water - Pentair Clean Process Technologies XIGA™ - the membrane of choice around the globe Swedish water treatment plant to utilize XIGA A three-phase project in Gothenburg, Sweden to increase production capabilities of purifying surface water to drinking water will use Pentair X-Flow’s ultrafiltration (UF) technology. Gothenburg, the second largest city in the country, is located on the west coast of Sweden. The city’s water treatment facility must supply approximately 500,000 consumers with drinking water using surface water and river water from the Göta älv (Gota River). The three phases of the project will increase water production to meet demand and high quality standards. Phase one will produce 1,800 m3/h by 2013, Phase two, 3,600 m3/h in 2015, and Phase three, 7,000 m3/h in 2017. In the first phase of the project, a UF plant with four Pentair X-Flow skids, each equipped with 36 pressure vessels containing XIGA UF membranes, will be installed in an existing water production plant. By the end of Phase three, 16 skids will be installed. Pentair X-Flow has partnered with Purac, a prestigious Swedish contracting firm, for this project. In the treatment process surface water is coagulated and, after settling, sent through granular activated carbon filters. The output of the carbon filters is transferred through the UF membrane system. 8 K n o w H o w I 2 0 1 1 I 1 The membranes remove all fine silt and turbidity (suspended particles) and create a hygienic barrier for bacteria, viruses and other microorganisms. The XIGA configuration consists of multiple membranes installed in horizontal pressure housings. These membranes produce the highest quality water. XIGA to be used in Singapore drinking water project Pentair Water Asia Pacific will supply Pentair X-Flow’s XIGA ultrafiltration (UF) membranes to the Lower Seletar Waterworks project in Singapore to be constructed by Sembawang Engineers and Constructors (Sembawang), one of the leading engineering and construction companies in Southeast Asia. Once constructed, with a capacity to process 300 MLD of raw water into drinking water, the Lower Seletar Waterworks will be one of the largest drinking water plants in Singapore that utilizes UF at the front of its treatment process. It is also the first drinking water plant in Singapore to use a pressurized UF membrane system. Pentair X-Flow XIGA UF membranes are widely used throughout the world for large-scale drinking water production and effluent reuse. They are horizontally mounted membranes housed in pressure vessels. The pressure vessels are stacked on a skid to reduce the footprint, which makes Pentair X-Flow’s XIGA UF membrane system well suited for the Lower Seletar plant’s limited footprint. In addition, the absolute pore size of XIGA membranes ranges from 0.025 to 0.030 microns making XIGA one of the tightest in its class. This enables high log removal for both bacteria and viruses. Singapore is a land-scarce country with limited water resources. As such, the nation has long recognized the importance of developing and maximizing its water resources to sustain its economic growth and modern lifestyle of its citizens. PUB, the nation’s water authority, has initiated many internationally renowned projects including NEWater factories, the Tuas desalination plant and the Marina Barrage (for urban water collection). With its aim of becoming one of the world’s hydro hubs, Singapore always welcomes and embraces the use of advanced water purification technology in its quest to increase the nation’s water supply and improve its water security. The selection of Pentair X-Flow’s XIGA UF membranes for drinking water production at the Lower Seletar plant bears further testament to the high quality and reliability of Pentair X-Flow membrane products. Abu Dhabian wastewater polishing plant to be equipped with XIGA Pentair X-Flow supplies XIGA membranes to the engineering firm Boustead Salcon Water Solutions for wastewater treatment for reuse at the Abu Dhabi Sewerage Services Company’s (ADSSC) Al Wathba Enhanced Treated Sewage Effluent (TSE) Treatment Project. The new wastewater recycling plant is the first of its kind in the United Arab Emirates (UAE) and has a capacity of approximately 27,712 m3 (6 million gallons) per day. The UAE depends on desalination to supply water. By focusing on wastewater reuse, the UAE is responding to the need to ensure security for its long-term water supply. In 2010, Abu Dhabi introduced new wastewater regulations, and by doing so the Emirate established itself as the regional leader in the water reuse sector. In addition to the ultrafiltration (UF) polishing of the TSE, the plant includes a strainer and ultraviolet protection processes. An estimated 95 percent of the TSE supplied to the plant will be recycled and recovered. This water is used for agricultural irrigation and horizontal landscaping. The Al Wathba TSE polishing plant is important in setting the trend in the UAE for wastewater treatment using UF membranes for tertiary filtration of treated sewage. This technology provides a credible and proven alternative to the desalination of seawater for non-potable applications. By supplying UF technology to the ADSSC’s Al Wathba plant, Pentair X-Flow reinforces its position as the UF market leader in the Middle East. “The use of XIGA membranes for drinking water production could potentially reduce the cost of downstream disinfection and provide cost savings for the end-user,” explained Duane Schlicht, Managing Director Pentair Water Asia Pacific. K n o w H o w I 2 0 1 1 I 1 9 water D A I R Y Next generation 365 it Complete PMO Mix Proof Valve william craig In July 2010, Beijing Shiqiao Bio-Medicine Manufacturing Co., a Chinese pharmaceutical producer, contracted PENTAIR Südmo to design, build and validate a state-of-the-art amino acid infusions workshop at its new Green-field factory, currently under construction on the outskirts of Beijing. This is the first of at least seven workshops planned for construction on the site. Beijing Shiqiao BioMedicine Manufacturing wants the first workshop to set an example as providing the highest quality production process available to manufacture premium amino acid infusion products that conform to US FDA, China GMP and European Pharmacopeia standards. This will help open the door for potential export opportunities. Pentair Südmo was successful in winning the order against stiff competition from both local and international companies. The project includes the design, delivery, building and validating of a fully automatic, aseptic process system. A feature of the system is Pentair Südmo’s latest generation of SVP Single Seat valves with P3 diaphragm and PEEK valve seal for superior performance during aseptic processing. The full scope of the project includes preparation vessels, transfer systems, powder addition and blending, activated carbon filtration, sterile filtration, and clean-in-place (CIP) and sterilization-in-place (SIP) systems. In addition, Pentair Südmo is the overall general consultant for the complete amino acid workshop construction and will design, deliver and build all peripheral utilities for both clean and non-clean applications. These include water for injection and purified water storage, and distribution circuits. 10 K n o w H o w I 2 0 1 1 I 1 THOMAS FELDMEIER Dairy processors have a new way to look at mix proof technology with Pentair Südmo’s 365it Complete PMO Valve. The valve, approved according to the 3A standard 85-02 (FDA Memorandum applied for) provides complete product protection at all times including during seat lifting and even with seals missing. Operators can be assured of maximum security when there is product and CIP in opposite lines. reduces the valve’s weight and building space requirement, and provides easier handling and maintenance. Joint European-Chinese Project team discussing technical details Pentair Südmo enters China’s pharma market Delivery of this landmark project for Pentair Südmo will be through a team effort between Pentair Südmo in Germany, Pentair Water Purification Systems in Beijing and selected local partner companies. “As with all projects, we strive to provide the most professional, highest quality and leading technological service,” said Friedrich Elz, Business Unit Manager Pharma-Dairy-Food at Pentair Südmo. “Pentair Südmo is a well respected, global player in the pharmaceutical sector but provides a local presence and understanding. We are dedicated to increasing the efficiency and performance of our customers’ operations in a most cost effective way.” Pentair Südmo’s patented deflector technology upgrades a standard DSV Complete Valve to the 365it Complete. The deflector guides CIP fluid directly into the leakage outlet during seat lifting and creates a vacuum just in front of the opposite side seal thus avoiding direct impingement of the opposite seal. Smaller lighter leaner Pentair Südmo engineers are constantly looking for ways that help our customers ‘do more with less’. The most recent technological breakthrough, the 365it Complete, based on the DSV Complete Valve, uses a standard housing without increasing the size of the leakage outlet port. Up to now, this was necessary to avoid pressure build up in the leakage area. The addition of this advantage With the 365it Complete Valve and the reduced size of the leakage port, dairy plants will experience OPEX savings due to less cleaning media loss during seat lifting while maintaining maximum product safety. During daily operations, the new radial seal compensates for swelling, which reduces wear and provides an extremely robust and long life resulting in even greater life cycle cost savings. In 2010 the 3-A document adopted terminology from the Pasteurized Milk Ordinance (PMO), which means that with 3-A approval double seat/mix proof valves, including Pentair Südmo’s 365it Complete Mix Proof Valve, now meet the PMO guidelines. This means that the valve can be used in U.S. dairy plants. The design phase for this project is well underway and on-site activities are set to begin in the spring of 2011. K n o w H o w I 2 0 1 1 I 1 11 water Containerized pump rooms for projects in Romania and Venezuela Inge Sluijter Pentair Nijhuis supplied the engineering, procurement and construction contractor (EPCC) Ferrostaal with complete containerized firefighting pump rooms for projects in Romania and Venezuela. The compact and tested modular design of the pump rooms provides a very efficient solution. Such a complete supply considerably reduces the risk of assembly errors and saves construction time on site. Ferrostaal, an organization with 60 offices worldwide, recognized these important ad-vantages. Romania and the largest gas and oil producer in Eastern Europe. From Bulbuceni, Petrom provides compressed gas to the national gas network.” Firefighting pump room protects gas and oil plant “One pump room was installed for the end customer OMV Petrom S.A. at its new gas compressor station in Bulbuceni, Romania,” said Niels van den Hurk, Pentair Nijhuis’ area sales manager. “Petrom is the largest corporation in The pump room in Bulbuceni needed to meet Petrom’s safety requirements and strict sound reduction demands to protect personnel and the work area. Since the equipment is tested weekly, part of meeting these guidelines included insulating the pump room so that the sound level from one meter measures less than 85 dBA. In addition to the customer’s requirements, a number of extreme conditions that are decisive factors for selecting the proper diesel engine were taken into account for the pump room design. These conditions are: the site is located at 208 meters (682 feet) above sea level, the surroundings temperature varies between minus 29 and 40 degrees Celsius (minus 20 and 104 degrees Fahrenheit) and the average relative humidity is 63 percent. The pump room, consisting of four pumps and two jockey pumps –that serve to maintain water pres- sure in the sprinkler system–, provides the complete water supply for fire protection at this location. “The pump room was designed according to the latest directives of the National Fire Protection Association’s (NFPA) international standard NFPA20,” van den Hurk said. “Besides that I am proud to say that we were able to meet all extra requirements, even though the conditions were challenging.” New power plant in Venezuela protected against fire The end customer of the second pump room, C.A. Energía Eléctrica de Venezuela (Enelven), built two combined cycle power plants in Zulia state, Venezuela. These power plants will supply sufficient energy to meet the energy demand of the entire region. “The EPCC of this project, Ferrostaal, initially contacted Pentair Nijhuis to supply separate firefighting pumps at the location in Bachaquero,” van den Hurk said. “But, considering the remote location, they chose the containerized pump room option, and thus profit from the advantages of this solution.” The pump room contains two firefighting pumps, one diesel driven, one electric driven pump, and one jockey pump. All pumps comply with the latest regulations of NFPA-20, and are Factory Mutual (FM) approved. In addition, extra devices, supplied by the customer, were successfully incorporated into the total containerized concept. “Constructing containerized units requires expertise that is available within Pentair Nijhuis,” van den Hurk said. “The firefighting equipment at both Petrom and Enelven well prepares both locations in the event of a fire. Studies have shown that when such units are in place, fire damage will be restricted to less than 10 percent, thus providing lower costs and less environmental impact.” 12 Copyright photos Bulbuceni plant: Ferrostaal/Van Groen K n o w H o w I 2 0 1 1 I 1 K n o w H o w I 2 0 1 1 I 1 13 news gas Biogas upgrading installation reaches first milestone! “This a great step for Pentair Haffmans and fits perfectly into the shift towards renewable energy sources,” said Olaf Müller, Managing Director Pentair Haffmans, Head of Beverage and Niche Markets - Pentair Clean Process Technologies. “The energy targets of the European Union state that in 2020 20 percent of the energy used should come from alternative energy sources.” Olaf Müller Pentair Nijhuis part of Dutch pilot group implementing ISO 26000 Inge Sluijter The social responsibility of organizations is the center of attention now more than ever. To provide guidance for corporations the International Organization for Standardization (ISO) has worked for five years to establish a directive on the implementation of social responsibility (SR). In 2010, an international consensus was reached on the International Standard ISO 26000:2010, Guidance on social responsibility. Following that, the Dutch Standardization Institute (NEN) introduced its version of the directive on December 9, 2010. ISO 26000 is a guidance standard and is not for certification. It offers structure to organizations for implementing SR. The directive concerns SR core subjects including organizational governance, environment, fair operating practices, community involvement, human rights, labor issues, and consumer/customer issues. “NEN is soon publishing a book with practical experiences of ISO 26000 champions, and Pentair Nijhuis is one of them,” Schuuring added. “Together with nine other companies, we were the first Dutch company to implement this directive. Our successes and learning points will help other companies with their corporate social responsibility challenge.” In February, the biogas upgrading installation in Witteveen, the Netherlands exceeded the milestone of producing and feeding 250,000 Nm3 biomethane into the gas grid. This is enough to foresee some 160 households with their annual consumption. This biogas upgrading plant is the first of its kind. Pentair Haffmans installed the plant at Bouwhuis Biovergisting BV in Witteveen in November 2010. Bouwhuis is an agricultural company that produces biogas from corn. The company expanded the capacity of its two running combined heat and power (CHP) installations. The additional 350 Nm3/h biogas are upgraded by Pentair Haffmans into 215 Nm3/h biomethane and 250 kg/h purified carbon dioxide (CO2). Biogas is a general term for gas produced through an anaerobic fermentation process and primarily consists of a mixture of methane (CH4) and CO2. The upgrading technology recovers 100 percent of the CH4 and causes no CH4 losses. In the process the biogas is first cleaned by a Norit activated carbon filter and then the cleaned biogas flows through a membrane installation and a CO2 recovery system. The biomethane produced by the upgrading system has the same specifications as natural gas and has been accepted by Enexis for injecting it into the national gas grid. Enexis is responsible for the development, construction, maintenance and management of the gas and energy distribution network. As such the company is the link between 2.6 million customers and the energy suppliers. The recovered CO2 has a high purity and can be used as CO2 gas in greenhouses or liquefied and stored for use in the food and beverage industries. Pentair Nijhuis is member of a pilot group of organizations that have started the implementation of this NEN directive. During the introduction seminar on December 9, practical experiences with the application of ISO 26000 in business and industry were presented. Pentair Nijhuis’ Managing Director Robert Schuuring was one of the speakers. “ISO 26000 is well suited to Pentair Nijhuis,” he said. “Our products represent quality, high efficiency and durability. We use ISO 26000 as a guide to integrate social responsibility into our values and practices. We are taking an even more critical look at our purchase and production processes and the social environment. ISO 26000 presents a very good approach in doing so.” 14 K n o w H o w I 2 0 1 1 I 1 K n o w H o w I 2 0 1 1 I 1 15 worldwide Quick service, happy dolphins Pentair X-Flow wins 2011 iF Product Design Award Pentair X-Flow’s Airlift™ MBR Megablock, was honored by the International Forum Design (iF) for excellence in product design. In total, 2,756 products from 1,121 participants competed for this prestigious design award. Winning the award confirms that pentair X-Flow’s expertise in combining state-of-art technology with appealing design features. The iF Product Design Awards are prestigious awards that recognize manufacturers and designers of industrial products exhibiting superior design from around the world in a variety of categories. Selection criteria include the quality of design, functionality, degree of innovation, simplicity of operation, and environmental impact. The Pentair Megablock is used in municipal wastewater treatment. Prompt action by the Pentair Nijhuis service team prevented a major disruption at the Dolfinarium, a dolphin theme park in Münster, Germany. Two pump rooms at the facility were flooded due to a water pipe leak. The leak was repaired and the pump rooms were drained, but the pumps needed to be repaired and restarted to maintain the water in the pool where the dolphins and other sea animals live. This had to be done quickly to avoid the need to move the animals 300 km to the Dolfinarium in Harderwijk, the Netherlands. Thanks to Pentair Nijhuis’ experienced service team the pumps were started up in time and the move was not necessary. A well earned “thank you” was the result. Specifically it is the sludge separating component of large-scale Membrane BioReactor (MBR) systems. The compact membrane separation system within the Megablock produces crystal-clear, bacteria-free water from a biological wastewater treatment process that can be reused for a variety of purposes. In addition, the membranes are in a dry and clean environment making them quickly accessible without comprising the health and safety of plant workers. iF praised the Megablock for its “Lego™-Style” modular design that allows for easy installation and system expansion. Its advanced component design improves fluid flow and aeration, resulting in unprecedented performance. “The Efficient Performance Technology philosophy - our guiding principle in product development - led to the Megablock’s development,” said Rick Rosberg, Global Commercial Director of Pentair X-Flow. “A compact, modular design flows naturally from our ambition to do more with less.” KnowHow Published by Pentair Water Proces Technologie Holding BV P.O. Box 31 7620 AA Borne The Netherlands Chief Editor Simone Bäro Copy Editor Mary George Editorial Board Grace Malaihollo Hans Lange Sjoerd van der Sterren Design SPPR Please address any questions about the content to [email protected] To subscribe to KnowHow email: [email protected]










© Copyright 2026