
HEATED, SMART & MODULAR SAMPLE HANDLING SYSTEM: ENABLER FOR CLOSED-LOOP PROCESS CONTROL
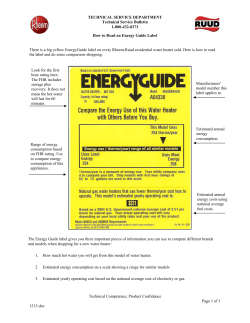
HEATED, SMART & MODULAR SAMPLE HANDLING SYSTEM: ENABLER FOR CLOSED-LOOP PROCESS CONTROL Jamie Canton Analyzer Specialist Lanxess 1265 Vidal Street South Sarnia, Ontario N7T 7M2 Steve Doe Analytical Market Manager Parker Hannifin Corporation 2651 Alabama Highway 21 North Jacksonville, Alabama 36265 KEYWORDS Sample Handling Systems (SHS), Modular, Integrated, Heat, Flow Indication, Calibration, Validation, Distributed Control System (DCS), Closed Loop Control ABSTRACT Accurate moisture measurement and control is necessary to maintain profitability in many chemical and petrochemical processes. While on-line moisture analyzers provide plant operators with moisture level and trending visibility through a Distributed Control System (DCS), many process engineers and control room plant operators remain skeptical over the accuracy of such data. This is because sample handling systems (SHS) are historically prone to problems that compromise the analyzer’s data accuracy. This paper will outline the rationale and steps for deploying a modular sample system solution in a moisture-sensitive process from concept through commissioning and operational performance. The system utilizes compact SP76(3) modular flow control components in a heated enclosure, with a novel proportionally controlled conductive heater for both the sample system and enclosure purge. Key tools enabling operators to interface with the system include an automated validation function and sample bypass and analyzer flow indication available over the DCS. These tools enable the process engineer to assign more weight to the analyzer’s results in the application program. Lessons learned from this project and a resulting strategic plan for deploying the technology in other areas, including closed loop process control applications, will also be discussed. INTRODUCTION Born of a strategic realignment within Bayer AG in 2004, Lanxess produces Performance Chemicals, Chemical Intermediates, Engineering Plastics and Performance Rubber in 50 plant locations worldwide. The Sarnia, Ontario plant has produced Performance Rubber products, including Butyl Rubber, for over 60 years. Accurate moisture measurement and control are key process variables in the production of quality Butyl Rubber. Legacy moisture analysis systems at the Sarnia plant incorporated conventional sample systems fabricated with large volume 3/8” and ½” carbon steel pipe that increased the sample delivery lag time to the analyzer. Such high volume sample systems require very high flow fast loops to deliver representative process parts-per-million (PPM) moisture conditions to the analyzer. The high flow rates led to high steam trace energy requirements necessary to prevent moisture absorption to the sample transport pipe wall. Steam is readily available and a cost effective heat trace method at the Sarnia plant, but steam trap or other steam system failures commonly led to SHS and analyzer downtime. While plant operators were provided with DCS visibility of the moisture analyzer’s data output, they were essentially blind to the health and operation of the accompanying SHS. As the analyzer reported moisture levels approaching out-of-specification conditions, the plant operator’s typical initial reaction was to not believe the analyzer and report the drift to the Analyzer Maintenance Department. A technician would subsequently be dispatched to physically inspect the analyzer and its SHS. A manual validation routine would be done by cycling stream switching valves to a reference gas and reading local flow indicators to determine if sample and reference gas flows were indeed introduced to the analyzer. Callouts for analyzer technicians during evening and night shifts were common and the turnaround time for such SHS health inspections were as long as 6 hours. Such a time lag that proved to be extremely costly on several occasions, when the moisture levels actually exceeded specification resulting in poor product quality and ultimately extended plant downtime. NEW SAMPLE HANDLING SYSTEM WHAT DOES “GOOD” LOOK LIKE? The Sarnia plant, in the year 2000, participated in a Bayer initiative to deploy an analyzer and SHS downtime measurement system to benchmark performance throughout the Corporation. A DCS sub-routine was programmed internally, providing plant operators with visibility of an analyzer’s status (on-line or off-line). However, status change authority was granted only to the analyzer technicians and all status changes required inputs that documented the cause behind the downtime. The launch of this program started with reporting latitude that fostered gray areas in terms of Corporate-wide plant comparisons, but the Sarnia plant engaged the program as a cornerstone for the plant to focus efforts on eliminating out-of-service conditions for their nine process gas chromatographs (GC’s). The success of the GC initiative in late 2003 led to serious efforts toward establishing future state analyzer and SHS requirements necessary to support a Butyl Rubber plant which was prone to downtime due to excessive moisture conditions. The analyzer project team adopted a strong customer service perspective in their approach to answering a critical question: “How can confidence be instilled in the process engineers and plant operators (the customers) to trust and act upon the analyzer’s data (the deliverable product)?” The answer was simple: include the “customers” on the project team. This resulted in a list of key system deliverables as follows: 1. Incorporate a “mini-process” methodology -- complete with information delivery -- over the DCS and operator action assignments based on conditions reported. 2. Reduced sample volume & delivery lag time as well as energy requirements for heat trace. 3. Remote validation functionality to operators in the control room. 4. Remote flow indication to operators in the control room. New Sample System/Sensor Initiative(1,2,4) (NeSSI™) technology was identified as a potential alternative platform for SHS fabrication early in the project cycle. The attractive features of this technology included: 1. Proven, robust, automated double block and bleed (DBB) stream switching capabilities. 2. A technology roadmap that outlined additional functionalities such as smart sensors and on-board analysis. 3. Reduced sample volume that would result in faster sample transport times. 4. Compact system size that enabled additional sample systems and analyzers to fit into existing shelters. 5. The ability to develop standardized system designs for order as a single part number from a manufacturer, which solved internal manpower fabrication capacity issues. The features and capabilities of various manufacturers of NeSSI™(1,2,4) system platforms were researched, and the project team chose the Parker IntraFlow™ system for their first NeSSI™™(1,2,4) project. The project team saw advantages with a field-proven air-actuated (DBB) stream switching system, which was seen as a critical requirement to deliver the remote validation function to plant operators. Additionally, the robust stream switching functionality provided confidence to enable multi-stream analysis on a single analyzer, a practice previously not allowed at the Sarnia site. A remote flow indication device, which held promise to provide key analyzer flow information to the operators, was also in development at the time. DESIGNING AND BUILDING THE NEW SAMPLE HANDLING SYSTEM The SHS manufacturer was selected, and the system design for the Butyl Rubber PPM moisture analyzer SHS was undertaken in early 2005. The overall system design from a sample conditioning standpoint is relatively simple, as shown in Figure 1. = Membrane Separator FT = Flow Transmitter FIG. 1: BUTYL RUBBER MOISTURE SAMPLE SYSTEM DESIGN The system features two membrane separators in series to protect the moisture analyzer from flooding due to heat trace failures. Such flooding had previously proven to be very costly in downtime, as purging dry-down was a lengthy process. The membrane separators are configured in an in-line fashion, without traditional bypass legs, which will be addressed momentarily. Plant Nitrogen is dried in an on-board desiccant dryer and is used as a standard reference gas for calibration and validation functions. A normally closed (NC) air operated DBB switching valve can be called upon to direct sample flow to the analyzer, while an adjacent normally open (NO) air operated DBB valve directs the standard reference to the analyzer. The NO and NC switching valves are controlled by solenoid-operated pilot valves on-board the SHS, and their orientation provides a power or instrument air fail-safe condition for reference gas flow to the analyzer. Bypass and analyzer flow indication is accomplished with 1 psig differential pressure (dP) sensors measuring pressure drop across restricted orifice plates embedded between the sensors and the substrate blocks upon which they’re mounted. The sensor, manufactured by Honeywell Sensotec and shown in Figure 2, incorporates a robust micro-machined silicon structure that changes resistance (ohms) when force is applied. A wheatstone bridge -arranged to measure diaphragm movement from pressure changes up and downstream of the restricted orifice -- provides 1% accuracy over a wide-temperature range. The sensor’s transmitter sends a 4-20mA output to the DCS system to provide operators visibility of flow conditions. The dP sensor can be calibrated to provide actual flow rates (within 10% accuracy), but the project team did not pursue this capability as it was felt that relative flow indication provided the necessary information required by the plant operators. FIG 2: 1PSID SENSOR FLOW INDICATORS The membrane separators configured in series without their respective bypass legs would appear to be a practice to avoid, as moisture slugs tend to quickly flood and plug the membrane separator, preventing flow to the analyzer. However, the addition of the analyzer flow sensor provides a unique method to alert plant operators of flooding and plugging conditions, as a rapid decrease in the analyzer’s flow rate will cause an alarm condition on the DCS. Once detected, corrective action can immediately be taken on the condition, yet the analyzer remains protected from flooding. The system can be quickly purged by virtue of manual valves that can direct reference gas through the entire system. The second membrane separator is simply a fail-safe device to protect the analyzer. The membrane separators also provide excellent filtration, as excessive moisture in the system tends to wash particulates from the tube walls. Representative sample delivery in PPM moisture analyzer applications is susceptible to temperature influences throughout the system, as moisture absorbs to cool stainless steel surfaces and levels will equilibrate throughout the system. Electric traced sample transport lines and an enclosed, heated SHS, maintaining a constant 50°C sample temperature throughout the system, was therefore specified. In the case of the first NeSSI™™(1,2,4) based system, the manufacturer’s “pegboard” backplane design feature supported use of a new, “smart” conductive heater provided by Intertec Instrumentation, Limited. The Class 1, Division 1 conductive heater block is clamped between the backside of the pegboard and the top of the enclosure-mounting rail system, as shown in Figures 3a and 3b. This simple method allows the inflexible rigid conduit (necessary for electrical area classification compliance) to be installed independent of the more flexible tube and power runs required on top of the system. FIG 3a: HEATER INSTALLSTION FIG 3b: PEGBOARD INSTALLATION The system also required an instrument air purge as a Health and Safety measure to protect technicians from potential hydrocarbon exposure upon opening the enclosure door when servicing the SHS. This type requirement is common, but it also creates a conflict in SHS heat management, as purge air is supplied through unheated and un-insulated tubing. Winter conditions in Eastern Canada therefore set the stage for cold purge air working against the efforts of the SHS heater. A simple purge air pre-heater was installed to resolve this conflict, by milling a serpentine slot on the backside of the pegboard to encase a ¼” air supply line, as shown in Figure 4. FIG 5: PURGE SYSTEM PRE-HEATER Computational Fluid Dynamic (CFD) software calculations indicated the pre-heater supply a 10x volumetric enclosure purge rate per hour at a constant 46°C temperature with a heater set point of 50°C, 60psig air supply pressure at a worst case ambient temperature of -40°C, as outlined in Figure 5. FIG 5: CFD PURGE AIR PRE-HEATER RESULTS The “smart” features of the heater include a proportional controller that receives a temperature signal from a thermistor strategically positioned on the pegboard. The combination of the smart controller and conductive heater mounted directly to the pegboard provides a very stable sample temperature, even when the enclosure door is opened on a cold winter day in Sarnia. The basis for the conductive heater efficiency is the direct heating of pegboard (essentially making it a hot plate), which in turn conductively heats the fluid-handling substrate blocks and flow-control components, a much more efficient method than convectively heating the air inside the enclosure. Figure 6 outlines the responsiveness provided by the heater; as the set point is incrementally increased, the sample temperature similarly increases. Note the heater and energy percentage output curves provide an interesting signature of the proportional controller’s performance. FIG 6: INCREMENTAL SETPOINT AND SAMPLE TEMPERATURE RESPONSIVENESS FIELD RESULTS The system was successfully commissioned at the Sarnia site on June 24, 2005, with analyzer and bypass flow-rate information delivered to the plant control room operator's DSC terminal along with the ability to remotely actuate the stream switching valves to validate the analyzer’s calibration. Figure 7 details the first hour’s analyzer and flow conditions. FIG 7: DSC SCREEN SHOT OF 1st HOUR’S SYSTEM PERFORMANCE The yellow sinusoidal curve on the top of the chart indicates the bypass flow signal and the variations are indicative of inlet pressure fluctuations. The most interesting line is the bottom blue line, which is the analyzer flow indicator. The signal initializes with indication of nitrogen reference gas flow through the cell for 9 minutes 25 seconds, followed by a 5 second interruption in flow as the switching valves (actuated from the control room) shut off the reference gas and open the sample flow. The sample flow signal is a slightly different value, revealing the specific gravity difference between the sample and the Nitrogen reference gas, and the associated influence on the dP sensor. The signature repeats itself as 9 minute, 25 second switching intervals continue throughout the hour-long snapshot. Training the control room plant operators on the new tools was a straightforward endeavor as they had ownership in the project due to their early involvement. The validation functionality sends an “OK to use analyzer data” signal through the DCS, which has eliminated costly lab sample validations. Analyzer technician time checking systems that were properly functioning has also been significantly reduced. A flag is sent to both the operator and analyzer technician requesting corrective action in cases where the validation does not pass. Understanding the signal limits and signature based on normal events has provided benchmarks of normal operating conditions. Abnormal conditions similarly present signatures that are easily detected as “different,” and a library of such condition signatures has been cataloged that provides operators with associated corrective actions. Confidence in the analyzer and sample system increased significantly and the analyzer’s data plays a much more significant role in the process engineer’s application program. Since startup, the system, as shown in Figure 8, has posted a 100% uptime record and the analyzer’s data is regarded as absolute and conclusive. Process instrumentation has not yet been installed to run closed loop on this application. The system proved its worth when an unexpected moisture event was detected by control room plant operators. Following protocol, a validation cycle was initiated from the DCS, including confirmation of flow to the analyzer. The analyzer subsequently reported the same uncharacteristic moisture condition that prompted corrective actions on the process. Management, process engineering and control room plant operators all agree that such an event prior to the installation of the new tools would have resulted in a costly plant shutdown. The key enabling tool that overcame the shutdown condition was the analyzer’s sample flow indicator over the DCS. The dP flow inference technique provides a robust, cost-effective solution that process engineers had requested of the analyzer department for many years. FIG 8: NEW MODULAR SHS INSTALLED ON SITE CONCLUSION The project design, implementation and commissioning cycle was a collaborative effort involving several suppliers integrating several new products and technologies into the system. The overall system functionality expectations were achieved, but several developmental issues that required attention throughout the project cycle prolonged the project. The project team and suppliers persevered through these challenges to see a successful conclusion and determined the following lessons learned: 1. Plant Operations’ involvement in the early stages of the project proved to be invaluable. Their early input and buy-in created an atmosphere of teamwork that set the stage for a win-win conclusion. 2. Radical departure from legacy mindsets (breaking free of “the way we’ve always done it”), requires open-mindedness to determine the vision and single-mindedness to work through the inevitable hurdles. 3. Selling management on the future state vision of SHS capabilities, then fulfilling it with a successful implementation, easily prevailed over initial budgetary concerns. Since the initial project’s conclusion, the value provided by confidence in the analyzer’s data and prevention of a plant shutdown have resulted in a strategic implementation plan for installing such systems throughout the Sarnia site. REFERENCES Paper: 1. Gunnel, J.J., Dubois, R., “NeSSI™ Systems: The Approach to a Best Practice;” Center for Process Analytical Chemistry/University of Washington, Spring Meeting, NeSSI™ Workshop, May 5, 2005, Best Western University Tower, Seattle, Washington. 2. Gunnel, J.J., Van Vuuren, P.; “Process Analytical Systems: A Vision for the Future;” Fourteenth International Forum Process Analytical Chemistry (Process Analysis & Control). 3. ISA Draft 76.00.03, “Modular Component Interfaces for Surface-Mount Fluid Distribution Components-Part 2: Elastomeric Seals.” 4. Van Vuuren, Peter; Dubois, Rob; Koch, Mel: Center for Process Analytical Chemistry/University of Washington, “New Sampling System/Sensor Initiative” Information Package,” Instrument, Systems and Automation Society-2000 Conference & Exhibition, August 20-24, 2000, Morial Convention Center, New Orleans, Louisiana.










© Copyright 2026