
PROPERTIES AND APPLICATIONS OF NANOSILICA- MODIFIED BISMALEIMIDE TOOLING PREPREGS
PROPERTIES AND APPLICATIONS OF NANOSILICAMODIFIED BISMALEIMIDE TOOLING PREPREGS
James M. Nelson1, Douglas P. Goetz2, Andrew M. Hine1, Paul Sedgwick1, Robert H. Lowe1,
Emilie Rexeisen3, and Wendy Thompson2.
1
2
3M Advanced Composite Materials, Industrial Adhesives and Tapes Division,
3M Corporate Research Materials Laboratory and 33M Corporate Research Analytical Laboratory,
3M Center St. Paul, MN, 55144,
ABSTRACT
Recently, 3M has developed a new nanosilica-modified tooling prepreg. Fortified
Tooling Prepreg Bismaleimide (FTP BMI) is an autoclave-curable BMI system which
cures at high temperature and is suitable for tooling used for high temperature cure
cycles. This paper uses this system to examine the effect of incorporating nanosilica into
tooling-specific prepreg resins on both matrix resin and carbon fabric composite
properties. Nanosilica modification using spherical nanoscale silica produces desirable
changes in matrix coefficient of thermal expansion, cure shrinkage, cure exotherm, and
hardness, as well as resin mechanical properties including modulus and fracture
toughness. Surface hardness is quantified by both macroscale and nanoscale testing. The
effect on thermal distortion of curved composite laminates is illustrated. Improvements in
composite laminate shrinkage as a function of thermal cycling was enabled through
nanosilica modification of the BMI resin matrix. Tooling-specific enhancements include
improved tool design flexibility, improved tool life, and improved dimensional stability.
1. INTRODUCTION
Fiber-reinforced polymer matrix composites are attractive materials for tools used for the
manufacture of composite parts. Low coefficients of thermal expansion similar to
composite parts and high stiffness ensure dimensional fidelity. High specific strength and
stiffness as well as design flexibility allow composite tools to be significantly lighter than
metal tools, with easier handling in manufacturing settings and reduced thermal mass.
Tool faces for curved surfaces can be formed by laying up a tooling composite laminate
on a model made from an easily-machined material such as high density foam, partially
curing the tool face at a temperature appropriate to the model material, and then
completing the tool face cure with a high temperature free-standing post-cure. Together
the material properties, design flexibility, and manufacturing options enable costeffective, high-performance tools.
Composite tooling also places special demands on material properties that are uniquely
important for this application. Dimensional accuracy and stability affect the difficulty of
part design and manufacturing concerns such as demolding, multi-part fit-up, and
accuracy of secondary part manufacturing operations. The durability of the tool can
determine the tool lifetime as well as the necessity of maintenance and repair—factors
profoundly affecting the overall cost of manufacturing composite parts. Durability is a
multifaceted quality. Resistance of the tool surface to damage affects the part surface
finish. Progressive matrix damage due to thermal cycling can lead to mechanical and
dimensional compromise of a tool. Maintaining vacuum integrity is a prime concern. The
overall ruggedness of a tool can be a concern during handling in a manufacturing
environment. Often the thickness of laminates used for tooling composites is significantly
greater than usual for composite parts. Cure exotherm for thick-section constructions is a
major consideration.
Many of the advantages and special requirements for composite tooling materials depend
on the matrix resin properties and performance. Unfortunately, most of the properties of
conventional epoxy and bismaleimide resins can be varied only in a narrow range. In
bulk applications of polymers, inorganic fillers are often used to increase stiffness and
hardness, decrease cure shrinkage and the coefficient of thermal expansion (CTE), and
modify other properties relevant to tooling. However, conventional inorganic filler
technology is not appropriate for fiber composite matrix resins because the particles are
filtered out of the resin during fiber impregnation. In addition, the increase in resin
viscosity from high levels of conventional fillers would be too great for composite
processing.
1.1 Nanosilica-Modified Thermoset Systems:
The improvements from inorganic particle incorporation can be realized in fiberreinforced composites by using nanoscale inorganic particle technology. Appropriately
surface-functionalized spherical nanoscale particles enable production of non-aggregated
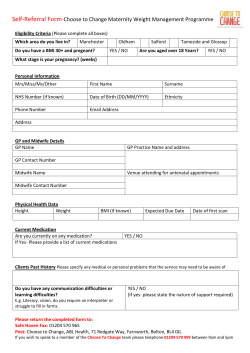
dispersions in thermoset resins with levels over 50 wt%. Figure 1a shows a TEM image
of a nanoscale silica dispersion in a cured BMI resin at a concentration of 40 wt%. Unlike
larger inorganic particles, these can be evenly dispersed throughout a fiber composite
structure without filtration by the fiber array during matrix infiltration of the fibers.
Figure 1: a). TEM Micrograph of nanosilica dispersion at 40 wt % nanosilica. b) Field
Emission SEM image of a polished carbon fiber composite cross-section showing
distribution of 86 nm diameter nanosilica between T300 carbon fibers in the FTP BMI
system.
Figure 1b shows a field-emission SEM micrograph of the polished cross-section of a
representative T300/FTP BMI composite laminate from this study having 40 wt%
nanosilica of nominally 86 nm diameter. The particles have penetrated between 7 µm
diameter carbon fibers and fill the areas between the fibers. This produces a
homogeneous mechanical environment for the fibers.
Past work by the present authors and others has shown that the incorporation of spherical
nanoscale amorphous silica can improve matrix resin properties that translate into
improvements in fiber-reinforced composite processing and properties [1-11]. Composite
matrix resin mechanical properties including modulus and fracture toughness showed
significant, monotonically increasing improvement with increasing nanosilica
concentration. Desirable changes in coefficient of thermal expansion, cure exotherm, and
hardness were also measured. Silica concentration levels did not adversely affect the
cured glass transition temperature or prepreg processibility. Properties of carbon fiber
laminates made with unidirectional prepregs of varying silica loading levels revealed
significant improvements in compression strength, in-plane shear modulus, and 0°
flexural strength. In general, the benefit of matrix modification with nanosilica is
increased with increased loading levels.
Previous work by the present investigators has demonstrated the benefits of incorporating
a high loading (up to 45 wt%) of nanoscale silica into epoxy matrix materials for
unidirectional carbon fiber prepregs for both 121 °C (250 °F) and 177 °C (350 °F) curing
[1-4]. The properties reported for the prepregs suggests the advantages of nanosilica
modification for tooling. These activities led to the commercialization of a nanosilicafilled (43 wt%) epoxy resin designed for initial low temperature (63 °C, 140 °F) cure,
high temperature post-cure (200 °C), and suitable for out-of-autoclave processing,
referred to as Fortified Tooling Prepreg 140F epoxy (FTP 140F) [5,6].
Recently, the nanoparticle modification of thermoset resins of interest to the tooling area
has been extended to include a nanosilica-modified BMI system [6,7]. The effect of
nanosilica concentration on the resin properties of a model BMI matrix system was
studied, revealing resin and composite advancements consistent with the previous epoxybased efforts mentioned above. This study confirmed the advantages of nanosilica-BMI
resin modification for tooling.
1.2 The Development of 3M Fortified Tooling Prepreg Bismaleimide (FTP BMI):
This study focuses on implementation of nanosilica matrix technology in a toolingspecific fabric-reinforced prepreg. As noted previously, the specific curing characteristics
required for tool manufacturing are varied, requiring a portfolio of prepreg systems
designed for use in composite tooling applications. The intent here is to establish the
viability and characteristics of elevated temperature tooling composites with high
nanoparticle loadings, cured by autoclave processing methods. The present work uses a
developmental nanosilica-filled (40 wt%) BMI resin designed for conventional autoclave
(177 °C, 350 °F) cure, high temperature post-cure (195 °C, 383 °F), and referred to as
Fortified Tooling Prepreg BMI (FTP BMI). This study examines the processibility of the
resin for prepreg, the quality of nanoparticle dispersion, neat resin physical and
mechanical properties, and tooling-relevant properties of carbon fiber fabric laminates
made with this resin as well as an unmodified control resin. Emphasis was placed on
composite properties of particular importance to composite tooling, including surface
hardness and dimensional stability.
2. EXPERIMENTAL
2.1 Materials and Resin Sample Preparation
Cured resin samples were generated using FTP BMI containing 40 wt% silica of nominal
particle size 86 nm. Fully formulated mixtures were blended with a DAC 600
SpeedMixer (Flacktek, Landrum, SC) at 2350 rpm for 45 seconds to produce welldispersed blends. These blends were degassed under vacuum for 3-5 minutes prior to
being poured into appropriate molds for neat resin testing. The samples were cured in a
forced air oven for 1 hour at 130 °C, 2 hours at 180 °C and then for an additional 4 hours
at 195 °C. Control samples containing no silica were also made using this procedure.
2.2 Carbon Fiber Composite Sample Preparation
Fabric prepreg for the FTP BMI system resin system was produced using T300-6k and
TR50S-6k 2x2 twill carbon fabrics both having a nominal fiber areal weight of 365 g/m2.
For comparison, commercially available control prepreg made with conventional BMI
matrix resin and T300-3k 2x2 twill carbon fabrics was obtained. The fiber areal weight
was the same as for the FTP BMI prepreg.
Composite laminates for mechanical testing were prepared using typical autoclave and
vacuum bag techniques to achieve porosity-free samples. Laminates were heated from
room temperature to 130 °C at 0.5°C/min using 0.6 MPa of pressure and 29 in Hg
vacuum. The laminates were cured at 130 °C for 1 hr, then were ramped to 177 °C at 0.5
°C/min and held at this temperature for 6 hrs. After this hold, the temperature was raised
to 195 °C at 0.5 °C/min and held at this temperature for 6 hrs. Laminates were allowed to
slowly cool to below 63 °C before removal.
Three types of laminates were made in order to compare the industry control and FTP
BMI prepregs. The following laminates were made using the FTP BMI and control T300
prepreg: [0]8 for compression, [0]14 for 0° flexure, and [(-45/+45)]3s for in-plane shear.
Nominal cured ply thickness for these laminates was 0.129 mm.
Study of the effect of thermal cycling on selected mechanical properties of the FTP BMI
system was done using eight ply, quasi-isotropic lay-up [0,-45/+45/ 90/90/-45/+45/0]
panels made with TR50S fabric prepreg.
Laminates fabricated for “spring-in” experiments were made from FTP BMI TR50S-6k
fabric prepreg and an unfilled control with T300-3k fabric. Ten plies were laid over a
steel mold having a 90 degree angle with a 6.4 mm radius, vacuum bagged, and cured
using the above cure schedule to create angled, L-shaped laminates. The fiber volume
fraction at the curved section was 60% for the control and 56% for the FTP BMI parts.
Sections about 25 mm in length and having 25 mm arms were cut for testing as described
below.
2.3 Test Methods
The standard test methods used to obtain neat resin and laminate mechanical properties
are listed in Tables 1-3 in the Results and Discussion section below. Detailed descriptions
of the methods used in the development of the composite mechanical data are given
elsewhere [5,7].
Moisture absorption determinations were conducted using cured resin samples with
dimensions of 20 mm by 20 mm by 2 mm. Specimens were dried for 16 hours at 100 °C
in a desiccator. After initial weighing, the specimens were placed in a Thermotron SE1000-3 (Thermotron Industries, Holland, MI) environmental chamber set at 85 °C and
85% relative humidity. Samples were weighed at 24 hour intervals for the first 14 days
and at regular intervals thereafter for over 7 weeks.
Linear shrinkage measurements were conducted on eight ply, quasi-isotropic panels ([0,45/+45/ 90/90/-45/+45/0]) with dimensions 61 cm x 6.4 cm x 0.6 cm, that were postcured at 204 °C and subsequently measured length-wise before and after thermal cycling.
Thermal cycling of laminates was conducted in a forced air oven at ambient relative
humidity using a 5 °C/minute ramp from 25 °C to180 °C, then holding for 2 hours at 180
°C, followed by a 5 °C/minute cool down to 25 °C. The laminates for testing after
thermal cycling were subjected to 230 thermal cycles.
3. RESULTS AND DISCUSSION
3.1 Neat Resin Properties
The TEM and Field Emission SEM micrographs in Figure 1 demonstrate that a nonagglomerated, non-aggregated dispersion was obtained in the FTP BMI system having a
nanosilica loading of 40 wt%.
To illustrate the neat resin property enhancements produced through the inclusion of this
high level of well-dispersed nanosilica, the FTP BMI resin system was compared to the
unfilled control of otherwise identical BMI composition. Table 1 summarizes the neat
resin data for the FTP BMI resin system and the control system [7].
Table 1. FTP BMI Matrix Resin Properties.
Property
Complex Viscosity @ 71°C
(Pa-s)
Minimum Complex
Viscosity (x 10-1 Pa-s)
Cure Exotherm (J/g)
Linear Cure Shrinkage (%)
Test Method
[6]
FTP BMI
3.9
Control
0.4
[6]
3.3
0.4
ASTM D3418-08
ASTM D2566-86
139
0.33
233
0.66
CTE (μm/m/°C)
Tg (°C) (onset)
Tensile Modulus (GPa)
Tensile Strength (MPa)
Tensile Strain (%)
Fracture Toughness
(MPa-m1/2)
Barcol Hardness (HB)
Nanoindentation Modulus
(GPa)
Nanoindentation Hardness
(GPa)
Density (g/cc)
Equilibrium Water Uptake
(wt%)
[6]
[6]
ASTM D638
ASTM D638
ASTM D638
ASTM D5045-99
24
218
8.3
70.6
0.9
0.96
40
218
4.0
89.7
1.7
0.44
ASTM D2583-95
[6]
81
10.0
55
4.0
[6]
0.6
0.3
ASTM D792-86, Test
Method B
Ref. 1
1.51
1.23
2.3
3.4
Densities of the cured resin samples are shown in Table 1. Typical carbon fiber prepregs
have fiber volume fractions of about 60%, so the increase in density of prepreg-based
composites with nanosilica modification is a few percent [1-7]. As will be seen, the
accompanying gain in composite properties offer composite designers latitude in
eliminating carbon fiber and other weight- and cost-saving strategies. These can result in
an overall reduction in part weight for equal strength or stiffness.
Resin viscosity at processing and curing temperatures is an important criterion for
prepreg resin systems. A significant feature of the nanosilica used in the present study is
the ability to use high volume fraction loadings without excessive increases in resin
viscosity. The prepreg manufacturing process requires a resin system with viscositytemperature profile enabling both film formation and sufficient flow to produce lowporosity cured composite laminates. Table 1 shows the viscosity of each of the resins at
the film-forming and cure temperature of 71 °C. The viscosity ranged from 0.4 Pa-s for
the control to 3.9 Pa-s for the 40 wt% silica sample. The increase in viscosity for the 40
wt% sample was sufficiently low to enable excellent low-void composite laminates to be
made from the filled formulation. Also listed for reference are the minimum viscosities
reached during the temperature sweep used in the rheological test as described elsewhere
[5-7].
A 40 % reduction of cure exotherm per mass was measured for the addition of 40 wt%
nanosilica. In previous study of dicy-, aromatic amine- and imidazole-cured resins the
cure exotherm per mass was found to be reduced proportionally to the organic weight
fraction [1-7]. Introduction of inorganic particles lowered the extent of exotherm during
cure by reducing the fraction of curable resin. The observed reduction in cure exotherm
may be important for the fabrication of thick parts where heat management during cure is
crucial.
The glass transition temperatures measured by DMA onset peak were identical (218 °C)
for the control and 40 wt% nanosilica resins.
As shown in Table 1, both cure shrinkage and the coefficient of thermal expansion are
reduced with silica modification. Reduced coefficient of thermal expansion is desirable
for composite matrix materials in order to reduce thermal stresses and part distortion, as
will be illustrated. Incorporation of 40 wt% silica lowered the matrix resin CTE by 40 %.
Additionally, silica incorporation led to an increase in hardness as seen in both macroscale and nano-scale measurements. Barcol hardness, which uses an arbitrary scale to
quantify the force needed to produce a fixed total (elastic and plastic) surface
deformation by a stylus, increased 47 % (Table 1). Hardness as quantified by
nanoindentation further confirmed the much higher hardness of the FTP BMI resin
system as shown in Table 1. The increase in nanoindentation hardness suggests that
unlike larger filler particles, the nanoscale silica effectively increases hardness on a very
small scale; the material is essentially homogeneous on the scale of the indenter. High
hardness is believed to enhance tool surface durability and part surface quality.
Nanoindentation techniques were also employed to quantitatively examine the nominal
scratch resistance of the resins, a property associated with hardness. Nanoscratch
experiments revealed that the control resin is more susceptible to damage. Figure 2
displays images of scratches produced as described earlier. Figure 2 also shows the depth
of the probe during the scratch test as well as the depth of the scratch that was produced.
The depth of the probe during motion of the probe under force is the result of both plastic
and elastic deformation of the sample. The high modulus of the nanosilica-modified
resin reduces the elastic component of deformations. After the load is removed, the
sample recovers and the remaining scratch is the result of the plastic deformation of the
sample. The FTP BMI resin displays higher scratch resistance as shown by the smaller
residual scratch depth and width, reflecting the higher nanoindentation hardness
measured.
Table 1 lists the tensile modulus as well as the average stress and strain at failure. The
tensile modulus is more than doubled relative to the control resin. The failure stress and
strain are believed to be lower bounds on the properties since they are significantly
affected by defects in the resin castings. Consistent with previous studies [1-7], nanosilica
modification produced similar or higher strength levels with reduced failure strain.
Results of resin fracture testing are given in Table 1. The critical plane-strain stress
intensity factor, KIC, increased by 118 % with incorporation of 40 wt% silica. The
increase in KIC shows that the resin is not embrittled even with a dramatic increase in
modulus.
Another property affected by the inclusion of nanosilica is moisture uptake during
hot/wet conditioning. As displayed in Table 1, the control BMI sample displays the
largest increase in weight. The moisture weight gained agrees closely with a volume
percent of the cured base BMI material. This implies that the contribution to total weight
gain by water at the surface of these nanosilica particles is small. The reduced moisture
uptake displayed for the FTP BMI system is important for increased tool-life. Water
ingress during tool storage often leads to catastrophic delamination when tools are recommissioned after storage.
Figure 2. Images of nanoindenter scratches in (a) control and (b) nanosilica-modified
resins. On left are traces of indenter depth during scratch testing under increasing load
and residual scratch depth.
3.2 Composite Mechanical Properties
Composite laminate data for the FTP BMI system and the conventional commercial
control material are compiled in Table 2.
Table 2. Summary of FTP BMI Carbon-fiber Composite Properties vs Industry Control
Property
Test Method
FV
ASTM D 3518
FTP
BMI
5.8
In-plane Shear Modulus
(GPa)
Compression Strength
(GPa)
0° Flexure Modulus (GPa)
0° Flexure Strength (GPa)
0° Flexure Strain (%)
FV
63
Industry
Standard
4.5
SRM 1R-94
0.7
48
0.7
61
ASTM D790
ASTM D790
ASTM D790
64.1
0.71
1.2
56
56
56
56.5
0.58
1.3
59
59
59
58
Modulus Nanoindentation:
(GPa)
Hardness Nanoindentation:
(GPa)
Vickers Hardness (HV)
z-azis CTE µm/m/°C
[6]
15.8
61
4.3
59
[6]
0.8
61
0.3
59
[6]
[6]
56
28
59
59
41
33
59
59
Compression strength results for FTP BMI system and the control were measured using
laminates of significantly different fiber volume fraction. It is notable that even at much
lower fiber volume fraction the nanosilica-modified composite had equal strength to the
control. If the strength values are normalized to equal fiber volume fraction, the change
from the control to the FTP BMI material is 30 %. This improvement is consistent with
previous studies on the effect of nanosilica inclusion on composite laminate properties.
Previous work has shown that the incorporation of silica into epoxy-carbon fiber systems
at up to 45 wt% silica loadings produces significant improvements in compression
strength [1-7].
Additionally, in-plane shear modulus increased with nanosilica modification. At 40 wt%
nanosilica, the increase over the unfilled control was 29%. However, there is a mismatch
in the fiber volume fraction for these panels. If strength values are normalized to equal
fiber volume, the change from the control to the FTP BMI material is 18 %. The tensile
modulus of the neat matrix resin reported in Table 2 increased about 100% for this
loading. The matrix shear modulus trend is expected to follow that of the matrix tensile
modulus closely. As previously discussed, micromechanical considerations preclude oneto-one translation of matrix stiffness to composite shear stiffness due to the presence of
fibers [1-2].
Table 3 displays additional composite mechanical testing results for the FTP BMI
prepreg system in a quasi-isotropic lay-up, including open-hole compression, flexural
testing, and laminate shrinkage with and without thermal cycling. It is noteworthy that
typical BMI laminate shrinkage values are on the order of 0.03 to 0.02 %. [12]. FTP BMI
displays a laminate shrinkage value that is about 33 % lower than industry standard
prepregs.
Table 3. Summary of FTP BMI Carbon-fiber Composite Properties Before and After
Thermal Cycling
Property
Test
Method
Open-Hole
Compression (GPa)
ASTM
D6484
0° Flexure Modulus
(GPa)
ASTM
D790
Testing
Temperature
(°C)
25
25
190
190
25
25
190
Thermal
Cycles
FTP BMI
FV
0
230
0
230
0
230
0
0.28
0.26
0.24
0.24
46.9
44.8
45.5
55
55
55
55
56
56
56
0° Flexure Strength
(GPa)
ASTM
D790
Linear Shrinkage
-
190
25
25
190
190
25
230
0
230
0
230
230
44.1
0.54
0.45
0.48
0.44
0.007
56
56
56
56
56
55
3.3 Composite Dimensional Stability
Manufacturing distortion of laminated composites can be attributed to several factors,
including reversible thermo-elastic deformation and irreversible matrix cure shrinkage
{13]. The differences between the in-plane and through-thickness properties drives angle
changes in curved parts such as angle brackets and stiffeners. An equation capturing the
effect of anisotropic material properties is [13]
(α − α T )∆T (φ I − φ T )
= I
+
θ (1 − α T ∆T ) (1 + φ T )
∆θ
[1]
where
θ = included angle
Δθ = change in included angle
αI = in-plane coefficient of thermal expansion
αT = through-thickness coefficient of thermal expansion
ΔT = change in temperature
φ I = in-plane, isothermal fabrication shrinkage
φ T = through-thickness, isothermal fabrication shrinkage
The laminate in-plane CTE and cure shrinkage are dominated by the stiff, low CTE
carbon fibers; the through-thickness CTE and cure shrinkage are more sensitive to
changes in the matrix CTE and cure shrinkage. The data in Table 1 shows that the high
loading of nanosilica significantly reduces both of these neat resin properties.
Additional factors not included in equation [1] affect the distortion of curved parts,
including through-thickness volume fraction gradients and part/tool interactions [13].
Measurements of curved part distortion as a function of temperature were made to
illustrate the effect of the change in through-thickness coefficient of thermal expansion.
Other effects are not addressed here.
Two-dimensional Digital Image Correlation (DIC) was used to measure the change in
shape of 90 degree angle specimens in response to changes in temperature. This is an
optical technique that tracks the displacements of randomly-distributed speckles applied
to an object in a series of digital images [14]. The curved edge of each specimen was first
painted white, and then decorated with speckles of black spray paint. Figure 3 shows a
specimen after preparation and mounted on a holder that was inserted into a tube furnace.
Monitoring and control thermocouples are mounted on the specimen surfaces. Springs fix
the specimen in place on the holder but allow motion.
Figure 3. Specimen for Thermal Distortion Measurement Prepared for DIC.
Displacement measurements were made using a commercial DIC system made by
Correlated Solutions, Inc. (Columbia, SC). Specimens made using the control and
nanosilica-modified prepregs were imaged at room temperature. Each specimen was then
equilibrated at 100, 140, and 180 °C in a tube furnace and imaged at each temperature.
The image analysis tracked the location of each point on the specimen edge at each
temperature. Reference points were used to determine the angle of the legs relative to
each other. The change in angle as a function of temperature is plotted in Figure 4.
The trends in the data show a slightly nonlinear trend, as would be expected taking the
derivative of equation 1 with respect to temperature. However, as a figure of merit we
can take the slope of a linear fit to the data in the graph. The average slope for the control
is 0.0040 degrees/C and for the FTP BMI is 0.0028 degrees/C. These measurements
illustrate the reduced thermal distortion of curved parts for this nanosilica-modified BMI
prepreg.
0.6
Change in angle (deg)
0.5
0.4
0.3
Control BMI
0.2
Control BMI
FTP BMI
0.1
FTP BMI
FTP BMI
0.0
60
80
100
120
140
160
180
Change in Temperature (C)
Figure 4. Change in Angle vs. Change in Temperature. Replicate specimens.
4. SUMMARY
The properties of a nanosilica-modified BMI resin and corresponding tooling prepreg
designed for high temperature use (180 °C, ca. 350 °F) was studied and compared to an
otherwise identical unfilled resin and an unfilled industry control prepreg system.
Tooling-specific enhancements include improved tool design flexibility, improved tool
life, and improved dimensional stability. Neat resin property improvements relevant to
composite tooling applications were observed, including lower CTE, cure shrinkage, and
cure exotherm, higher modulus and fracture toughness, and higher hardness. Composites
made using the highly filled resin exhibited several improved mechanical properties,
including hardness. The reduction in through-thickness CTE was shown to result in
reduced thermal distortion of a curved part.
4.1 Tooling-Specific Property Enhancements
The nanosilica-based FTP BMI system has advantageous properties for use in tooling
applications. These advantages arise from improved mechanical properties leading to:
i)
Increased design flexibility for tool designers
a) Improved Tolerances: Both neat resin cure shrinkage laminate shrinkage and the
coefficient of thermal expansion are reduced with silica modification.
b) Reduced Spring-in: The level of thermal deformation is relatively lower for the
nanosilica-containing specimen, illustrating the effect of lowering the through-thickness
CTE
ii)
Improved manufacturing efficiencies
a) Improved Scratch Resistance: The FTP BMI resin displays higher resin and
composite hardness leading to higher scratch resistance as shown by the smaller residual
scratch depth and width as measured through nanoindentation techniques. This suggests
reduced or easier tool maintenance and durability.
b) Exotherm Reduction: The observed reduction in resin cure exotherm through
nanosilica–modification may be important for the fabrication of thick parts where heat
management during cure is crucial.
c) Efficient tool build The enhanced flexural modulus shown with the FTP BMI system
creates opportunities for light-weighting composite tooling structures.
iii) Enhanced durability for longer tool life;
a) Resistance to Microcracking: As previously discussed (Table 1), nanosilicamodification of BMI tooling resins increases fracture resistance while increasing tensile
modulus.
b) Reduced Composite Shrinkage: The lower laminate shrinkage displayed by the FTP
BMI system is thought to result in less laminate cracking, less repair, and hence more
durable tools.
5. APPLICATIONS
Evaluation of the FTP BMI system in production environments is underway. Figure 5
features an example of a 1 m2 demonstration tool produced using the FTP BMI material.
These evaluations will lead to commercial implementation of the nanosilica-modified
BMI tooling material technology examined in this paper.
Figure 5. 1 m2 Tool fabricated using FTP BMI..
6. FUTURE WORK
Work continues to explore the effect of nanosilica-modification on BMI resin properties.
Notably, the effect of thermal cycling on laminate properties, the effect of nanosilica
modification on composite “spring-in” and the impact of increased resin and composite
hardness on the post-manufacture machining of tools will be examined. Additionally,
Table 5 features a brief overview of ongoing resin development in this area, with the aim
of future tooling and structural BMI applications in mind.
Table 5 Nanosilica -BMI Resin Development.
Property
Tensile Modulus (GPa)
Fracture Toughness
(MPa-m1/2)
Barcol Hardness (HB)
Cure Shrinkage (%)
Test
Method
ASTM
D638
ASTM
D5045-99
ASTM
D2583-95
ASTM
D2566-86
FTP
BMI
8.3
Experimental 3M
BMI Resin 1
8.2
Experimental 3M
BMI Resin 2
8.1
0.96
1.21
1.52
81
82
82
0.33
0.29
0.29
7. ACKNOWLEDGEMENTS
We would like to thank Mary Buckett and Mary Swierczek of 3M’s Corporate Research
Analytical Laboratory for their assistance with the SEM/TEM images, and Dan Brennan
of Coast Composites for his assistance with the FTP BMI tool evaluations.
8. REFERENCES
1) Hackett, S.C., Nelson, J.M., Hine, A.M., Sedgwick, P., Lowe, R.H., Goetz, D.P.,
Schultz, W.J. “Improved carbon fiber composite compression strength and shear
stiffness through matrix modification with nanosilica.” Proc. American Society
for Composites 25th Annual Technical Conference, Dayton, OH, Sept. 20-22,
2010.
2) Hackett, S.C., Nelson, J.M., Hine, A.M., Sedgwick, P., Lowe, R.H., Goetz, D.P.,
Schultz, W.J. “The Effect of Nanosilica Concentration on the Enhancement of
Epoxy Matrix Resins for Prepreg Composites.” Proc. Society for the
Advancement of Materials and Process Engineering, SAMPE 2010, Salt Lake
City, UT, Oct. 11-14, 2010
3) Nelson, J.M., Hackett, S.C., Hine, A.M., Sedgwick, P., Lowe, R.H., Quinn, D.J.;
Goetz, D.P., Schultz, W.J. “Development of Nanosilica-Epoxy Matrix Resins for
High Temperature Prepreg Composites.” Proc. Society for the Advancement of
Materials and Process Engineering, SAMPE 2011, Long Beach, CA, May 23-26,
2011.
4) Nelson, J.M., Hackett, S.C., Hine, A.M., Sedgwick, P., Lowe, R.H., Quinn, D.J.;
Goetz, D.P., Schultz, W.J. “Development of Nanosilica-Epoxy Matrix Resins for
High Temperature Prepreg Composites.” American Chemical Society, Division of
Polymer Chemistry, Symposium Proceeding, Denver CO, August, 29-31, 2011.
5) Nelson, J.M., Hine, A.M., Sedgwick, P., Lowe, R.H., Quinn, D.J.; Goetz, D.P.,
Patz, N., Rexeisen, E., King, R.M. “Development of Nanosilica-Epoxy Matrix
Resins for Prepreg Composite Tooling Applications.” Proc. Society for the
Advancement of Materials and Process Engineering, SAMPE 2012, Long Beach,
CA, May 23-26, 2012.
6) Nelson, J.M., Hine, A.M., Sedgwick, P., Lowe, R.H., Quinn, D.J.; Goetz, D.P.,
Rexeisen, E., King, R.M., Aitkin, C., Pham, Q.. “Properties and Applications of
Nanosilica-modified Tooling Prepregs.” SAMPE Journal, 49 (2013), 7-17.
7) Nelson, J.M., Hine, A.M., Sedgwick, P., Lowe, R.H., Quinn, D.J.; “Development
of Nanosilica-Bismaleimide Matrix Resins for Composite Prepreg Composites.”
Proc. Society for the Advancement of Materials and Process Engineering,
SAMPE 2012, Long Beach, CA, May 23-26, 2012.
8) US Patent 5,648,407. “Curable resin sols and fiber-reinforced composites derived
therefrom.” (1997).
9) Kinloch, A.J., Mohammed, R.D., Taylor, A.C., Sprenger, S. Egan, D. “The
interlaminar toughness of carbon-fiber reinforced plastic composites using hybridtoughened matrices.” Journal of Material Science 41 (2006): 5043-5046.
10) Hsieh T.H., Kinloch, A.J., Masania, K., Lee, J.S., Taylor, A.C., Sprenger, S. “The
toughness of epoxy polymers and fiber composites modified with rubber
microparticles and silica nanoparticles.” Journal of Material Science 45 (2010):
1193-1210.
11) Uddin, M.F., Sun, C.T. “Strength of unidirectional glass/epoxy composite with
silica nanoparticle-enhanced matrix.” Composites Science and Technology 68
(2008):1637-1643.
12) Technical Data Sheet; Duratool 5270-2 BMi Tooling Prepreg.; Cytec Engineered
Materials.
13) Radford, D.W., Rennick, T.S. “Separating sources of manufacturing distortion in
laminated composites.” Reinforced Plastics and Composites 19 (2000):621-641.
14) Hild, F. Roux, S. “Digital Image Correlation: from Displacement Measurement to
Identification of Elastic Properties – a Review.” Strain 42 (2006):69-80.






© Copyright 2026