
Installation of Sample Points SQ1 Steam Quality Test Kit
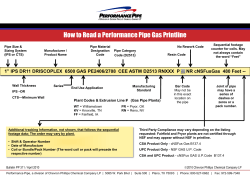
Installation of Sample Points SQ1 Steam Quality Test Kit Objectives: The purpose of this document is to provide guidance on how to fit the sample points in the correct location and configuration so as to obtain the correct results. These requirements are not compulsory and comments are made on alternative installations that we are aware of: KS & A supply high quality pre-fabricated tri-clamp test elbows, which are usually held as stock items. For more information or a specification contact us on: www.ksapharma.com/KSAenquiry.html Notes: Failure to use the correct sample points may result in incorrect readings and is the single greatest cause of poor results. While this is not always the case, if poor results are obtained, our guidance will always be to test using the proper configuration, before looking for problems with the steam supply. While every effort has been made by Keith Shuttleworth & Associates Ltd to ensure the accuracy of the information contained within this document, the user must verify fitness for use. Keith Shuttleworth & Associates Ltd grants no warrants, express or implied, by statute or otherwise, regarding this document, related materials and calculations, the fitness for any purpose, the quality, the merchantability, or otherwise. In no event shall Keith Shuttleworth & Associates Ltd be liable for any special, consequential, or other damages for breach of warranty. 1 Introduction • Three tests used to measure physical properties of steam to establish it’s fitness for use as a sterilizing agent • Non-Condensable Gas Test • Dryness Test • Superheat Test Objectives: To provide general information about the physical steam quality tests. Notes: Non-condensable gas test - The steam quality test, non-condensable gases is used to demonstrate that the level of non-condensable gases contained in the steam will not prevent the attainment of sterilization conditions in any part of the sterilizer load. EN 285:2006 (E) 22.1.1. Dryness – A continuous supply of saturated steam is required for steam sterilization. Excess moisture carried in suspension can cause damp loads, while to little can not prevent the steam from becoming superheated during expansion into the sterilizer chamber. EN 285:2006 (E) 22.2.1. Superheat – The steam quality test, superheat is used to demonstrate that the amount of moisture in suspension with steam supplied from the sterilizer service supply is sufficient to prevent the steam from becoming superheated during expansion into the sterilizer chamber. EN 285:2006 (E) 22.3.1. 2 Health & Safety • Steam is hot! • Steam pipes and fittings are hot! • Steam leaks may not be visible to the naked eye! • Isolate steam supply and check that no residual pressure remains before fitting test points. • Pipe insulation can be an irritant. Health and Safety Care should always be taken when working on or near steam pipes due to the very high temperatures involved. It is recommended that thermal gloves, overalls that cover arms and eye protection are used. Steam contains @ 5 times the energy of boiling water at the same temperature which makes it a dangerous medium to work with. The steam issuing from pitot tubes for the dryness and superheat test can be invisible to the naked eye and poses a particular risk. Special care must be taken when fitting test points or testing steam. The insulation surrounding steam pipes may be made from a variety of materials which can cause irritation to the skin, in some instances. It is therefore recommended that gloves or a good quality barrier cream be applied as a precaution before handling the material. 3 SQ1 Limits • Dryness Test – 6 BarG (165o C) • Superheat Test - 6 BarG (165o C) • Non-Condensable Gas Test - 5 BarG (160o C) SQ1 Pressure/Temperature Limits The SQ1Portable Steam Quality Test Kit is designed for point of use steam quality testing. If the pressure or temperature limits above are likely to be exceeded, contact us on [email protected] 4 Threaded/Tri-clamp Sample Points? • Depends on pipework system to be tested. • Is a local isolation valve fitted? • Is the test elbow to be left in place? Objectives: To allow customers to determine if they need a threaded test elbow or a sanitary version (triclamp). This will also dictate the choice of SQ1 test kit purchased which is available in two options: a. Threaded where either ¼” BSP or NPT threaded fittings are provided b. Sanitary where ½” tri-clamp – ¼” (BSP or NPT) adaptors are provided to allow connection to a sanitary system. NB This version can be used as either threaded or sanitary. Notes: For most high quality clean/pure steam systems with existing tri-clamp fittings the choice will almost certainly be the use of a tri-clamp test elbow and the pipework will be modified to allow it to be installed. The test elbow can either be fitted just for the tests, in which case the same test elbow can be used for a variety of test locations, or they can be left installed and an test elbow purchased for each location. The choice of the tri-clamp elbow allows it to be left in place in clean/pure steam systems, whereas a threaded test elbow would normally have to be removed due to the risk of contamination from the threads. If the existing steam system is of screwed construction, the threaded version of the test elbow will be appropriate. NB. The SQ1 is not of sanitary design and the kit itself is not designed to remain connected other than for the duration of the tests. This aspect of design is related to compliance with the various regulatory requirements and is outside our control. 5 HTM 2010/EN 285 Implied installation Isolation Valve 3 - 4 BarG Objectives: To understand the layout of the steam supply system and the location of the steam sample point. Notes: HTM 2010/EN 285 assumes, but does not detail the layout above. An understanding of this may be necessary to interpret some of the results when testing commences. The layout indicates that steam will be generated at 6/7 BarG and distributed at this pressure to local steam headers where the pressure is reduced to 3 – 4 BarG before being supplied to a sterilizer. The steam sample point is situated between the local steam header and the sterilizer. An isolation valve is shown between the steam header and the sterilizer and is necessary to fit the test equipment without shutting down the steam distribution system/steam generator. A local steam separator and steam pressure reducing valve are shown installed on the sterilizer and the sterilizer operating pressure is shown as being 2.2 BarG (for sterilization at 134o C). 6 Typical Pharma installation Isolation Valve Sterilizer control valves PSG Pressure 3 – 4 BarG Steam trap 1.2 BarG Objectives: To understand the layout of the steam supply system and the location of the steam sample point. Notes: The layout above shows a typical pharma installation. Steam is supplied to the sterilizer via a header. The sterilizer control system usually control the sterilizer pressure such that the sterilizer operates at 121o C. The sample point is the same as previously, on the steam supply pipework to the sterilizer. An isolation valve is shown between the steam header and the sterilizer and is necessary to fit the test equipment without shutting down the steam distribution system/steam generator. The sample point must not be fitted on the sterilizer after the control valves. If fitted in this location the pipework and test equipment may be subject to vacuum or widely varying pressure condition which will seriously impact on the tests and the validity of any results obtained. It is assumed that the steam supply is adequate and the supply pressure at the test point location will not fluctuate by more than +/- 10%. 7 Standard Threaded Test Elbow This shows the standard installation of a threaded steam quality test point. Details follow on the requirements for the following test points: Non-condensable gas test Dryness/Superheat tests Steam temperature (required for dryness and superheat tests) 8 Standard (1) Tri-Clamp Test Elbow This shows the standard installation of a standard tri-clamp steam quality test point. The dimensions provided are for the test elbows that we supply. Details follow on the requirements for the following test points: Non-condensable gas test Dryness/Superheat test Steam temperature (required for dryness and superheat tests) 9 Standard 1 Isometric An isometric view of the previous slide showing a horizontal steam supply pipe with the non-condensable gas test point on the top with the supply to the sterilizer being vertically downwards. This is the typical installation as shown in HTM 2010/EN 285. 10 Standard 2 Shows an alternative arrangement in plan view where the configuration is horizontal compared to the previous versions which were shown in side elevation. This configuration is perfectly acceptable, but care must be taken to ensure that the pipework self drains. The dryness/superheat and temperature measurement test points remain in the same location but the non-condensable gas test point changes by 90o in order that it remains on the top surface of the elbow. 11 Standard 2 Isometric An isometric view of the previous slide showing a horizontal configuration. 12 Standard Non- Condensable Gas Test Point Location • Non-condensable - test point on top of horizontal pipe. • Dimensions – ¼” (BSP/NPT) socket or ½” tri-clamp. • Do not use equal tee. Objectives: To establish the configurations that define the non-condensable gas test point as being “standard”. Notes: The pipe size should be the same as the pipe supplying the sterilizer with steam. The non-condensable gas test point should be on the top of the steam supply pipe. If at the bottom it will be subject to the effects of condensate which will be present in greater quantities at the bottom of the pipe. This could result in a pass condition, where a fail should be recorded. Experience has shown that if located on the side of the pipe, variable results will be obtained which tend to be worse than the standard location. The sample port should be constructed of a ¼” socket else ½” tri-clamp connection irrespective of the pipe size. Unless the steam supply pipework is ½” tri-clamp, a tee should not be used. The test assumes that a film of air will be present on the wall of the pipe. The larger the sample point, the greater the volume of gases that will be present and the more likely that condensation will occur in the sample point, which will liberate yet more gases. For this reason, the sample point should be kept as short as practicable. If a ½” tee is utilised, the branch should be shortened. The impact of a large diameter or long sample point is that the non-condensable gas test is more likely to fail. 13 Non-condensable gas test points 14 Standard Dryness/Superheat Test Point Location • Use swept elbow and not 90o bend. • Test point should follow straight length of pipe • Do not use tee. • Dimensions – ¼” (BSP/NPT) socket or ½” tri-clamp. • Pitot tube must be central in the pipe/flow • Pitot tube must be into the flow of steam Objectives: To establish the configurations that define the dryness/superheat test point as being “standard”. Notes: The pipe size should be the same as the pipe supplying the sterilizer with steam. The dryness/superheat test point should be on a “swept” elbow following a straight length of pipe. This reduces turbulence which could result in condensate at the bottom of the pipe and on the pipe wall being entrained in swirling steam to provide a worse result than would otherwise be the case. This is the risk if either a 90o bend or a tee is used for this location. The discharge from the elbow to the sterilizer can be vertically downwards or horizontal. While it is possible to have the test point with the discharge upwards, the vicinity around the test point will not drain and is likely to provide poor results. The pitot tube must be fitted into the flow of steam to obtain correct results. If this is not the case, better results than would otherwise be the case will be encountered. The sample port should be constructed of a ¼” socket else ½” tri-clamp connection irrespective of the pipe size. The socket/tri-clamp stub should be kept as short as possible to ensure that the pitot tube is inserted into the steam pipe as far as possible. If this is not the case, results will be affected by turbulence at the elbow, which while reduced by comparison with a 90o bend, will still be present. This is likely to result in a worse result than otherwise would be the case. The entry point and therefore pitot tube should be in the geometric centre of the pipe and parallel to the pipe wall. 15 Pitot tube Pitot tube Objectives: To describe the pitot tube and its purpose. Notes: The pitot tube is used for two tests: The dryness test and the superheat test. It is a tube fitted with either a thread (1/4” BSP or NPT) or a tri-clamp fitting that allows it to penetrate the steam test elbow into the flow of steam. At the external end it is fitted with a drilled plug which acts as an orifice form which steam issues continuously. Three pitot tubes are supplied with the SQ1 with orifice diameters of 0.4, 0.6 and 0.8 mm that may be used for different applications. For the dryness test, the purpose of the pitot tube is to provide a restricted flow of steam from the supply pipework into a flask with a known quantity of cold water. By measuring the mass of steam necessary to cause a known temperature increase in the water, it is possible to calculate the amount of energy in the steam and therefore its moisture content. The size of the orifice plays no part in the calculation and the pitot tube serves only to provide a flow of steam of about the right volume. For the superheat test, the purpose of the pitot tube is to reduce the steam supply pressure to atmospheric pressure. By measuring the temperature of the steam issuing from the pitot tube, it is possible to infer whether the steam is likely to superheat when entering the sterilizer chamber. 16 Dryness test points Dryness Test Point Pitot tube must be in geometric centre of pipe. Pitot tube should go into the flow of the steam (horizontal or vertically downwards) Should not go with the flow of steam. Should not be fitted vertically upwards as condensate will gather in test point and create a “cold spot.” Should not be fitted on equal tee. 17 Standard Steam Temperature Test Point Location • Can be on vertical or horizontal pipe. • Best to avoid bottom of horizontal pipe • Sample point should be at the centre of the steam pipe. • Do not use tee. • Dimensions – ¼” (BSP/NPT) socket or ½” tri-clamp. Objectives: To establish the configurations that define the steam temperature test point as being “standard”. Notes: The pipe size should be the same as the pipe supplying the sterilizer with steam. The steam temperature test point is less critical than the other test points as steam temperature is not going to be affected by turbulence, absence or presence of condensation etc. The usual location is on the vertical pipe supplying the sterilizer, following the dryness/superheat test point. The important aspect is that the steam temperature should be measured in the centre of the steam pipe, irrespective of whether the horizontal or vertical planes are used. Good practice would indicate that the sample point should not be at the bottom of the pipe as it will allow condensate to accumulate. The use of an equal tee can result in air being trapped and a cold spot developing along part of the length of the temperature sensor. If the temperature sensor is inserted into this air or air/steam mixture false results can be obtained. The sample port should be constructed of a ¼” socket else ½” tri-clamp connection irrespective of the pipe size. The socket/stub should be kept as short as possible. 18 Steam temperature test points Steam temperature test point The steam temperature should be measured from the centre of the steam pipe. Inserting the sample point on the bottom of a pipe may allow condensate to accumulate and create a local “cold spot”. Otherwise the location of this point is not critical. 19 Alternatives – Off Line Steam supply to sterilizer To steam trap/condenser or exhaust Off Line testing Some of our clients take a steam sample not from the actual steam that is being supplied to the sterilizer but by taking a sample from the steam supply to the sterilizer. The sampling method is described as “off line” as the flow conditions experienced at the sample point are not the same as the steam going to the autoclave, generally having a much lower flow. Methods we have seen are where the flow is generated by a steam trap, a condensing system or simply by allowing the steam to exhaust to atmosphere. As mentioned elsewhere, while these methods are not necessarily invalid, ideally they should be verified against the standard method. 20 Test Elbow in Vertical Pipe Fall Fall Schematic representation of how a test elbow may be installed into a vertical steam supply pipe. 21 Test Elbow in Horizontal Pipe Plan View Fall Schematic representation of how a test elbow may be fitted into a horizontal pipe. 22 KSA Elbow Specification NB ½” version is the same dimensions as 1”, manufactured from 1” tube, but with concentric reducers and ½” tri-clamp connections for the two steam pipe connections. TECHNICAL SPECIFICATION Pipework Standards Configured to Good Manufacturing and Engineering Practices (cGMP). Material Conformance / Certification / Traceability Supplier: Dockweiler - Registered ISO 9002. Safetron Tube Welded stainless steel tube manufactured from cold drawn strip. Werkstoff 1.4404/1.4435/AISI 316L, fully annealed, free from grease. Outer surface bright finish of 0.8Um max, axial and radial inner surface roughness of RA 0.4Um max, testing according to DIN 17457 PK2/ADW2 & TRB 100, DIN 2463 D4 T3, ASTM A270. Hardness HV180/RB80 max, ends capped and bagged copies of original mill certificates supplied. Safetron Fittings Fitting manufactured from welded stainless steel tube, reducers, blanks and ferrules made from solid material 316L/1.4404/1.4435, plain ends prepared suitable for orbital welding, inner surface roughness of RA less than 0.4Um. Ends are capped, bagged and copies of original mill certificates supplied. Welder Qualification Manual / orbital welding would be of T.I.G. (Tungsten Inert Gas) method. Orbital welding using an internal and external argon gas purge, using a computer controlled enclosed head orbital welding plant. Manual / orbital welding will be carried out by operatives coded to EN 287, to procedures coded EN 288. Welding profiles and isometric drawings will be compiled for all welds. Manual Welding The test point ferrules are manually welded onto the elbow by coded operatives as detailed above. This procedure may result in less uniformity than will be achieved by orbital welding. This can be the consequence of the interruption and restart of a weld due to its position and/or a reduction in consistency inherent in any manual operation. When carrying out these procedures it may not be possible to use an external gas purge, which will result in discolouration that will need to be removed. Any differences resulting from the use of manual welding will be aesthetic and have no impact on the weld penetration or any other performance measure applicable to steam pipework for pharmaceutical applications. 23 Specification (cont.) • • • • • • • • • IQ Documentation On completion issue full IQ Documentation & Isometric Weld Plan Drawings will be issued for each individual elbow as listed below:Isometric Drawings Weld Inspection Record (Manual / Orbital) Including Orbital Weld Tickets/Reports Weld Procedures (Manual/Orbital) Welder Qualifications All Identification Numbers/Calibration Certificate of Welding Equipment/Manufacturers Purge Gas (Certificate of Conformity) Material Test Report / Conformity & Approved Certificates, 3.1b Certificates Pipework Inspection 100 x visual (no inclusion for NDT). Weld Inspection Record/Isometric Drawings For each service in the Weld Inspection Record and Isometric Drawing detailing materials, identification, welding data (print-out for each weld), finished weld conformance certificates will be recorded in compliance with FDA regulations. Passivation Included. IQ Documentation On completion issue full IQ Documentation & Isometric Weld Plan Drawings will be issued for each individual elbow as listed below:Isometric Drawings Weld Inspection Record (Manual / Orbital) Including Orbital Weld Tickets/Reports Weld Procedures (Manual/Orbital) Welder Qualifications All Identification Numbers/Calibration Certificate of Welding Equipment/Manufacturers Purge Gas (Certificate of Conformity) Material Test Report / Conformity & Approved Certificates, 3.1b Certificates 24







© Copyright 2026