
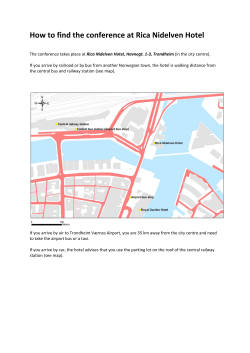
Steady-state Packed Bed Reactor Modeling for Methanol
[email protected] 1 Steady-state Packed Bed Reactor Modeling for Methanol Synthesis K. R. Rout*, H. A. Jakobsen NTNU, Norway 2nd Trondheim Gas Technology Conference 2011 [email protected] 2 Contents • Motivation of methanol synthesis Pseudo-homogeneous model • Types of reactor model Conventional heterogeneous model Simplified heterogeneous model • Comparasion of Psedu-homogeneous-, conventional- and simplified heterogeneous model • Numerics: least squares spectral element method. • Results and Discussion • Conclussion 2nd Trondheim Gas Technology Conference 2011 [email protected] 3 Process evaluation for methanol synthesis Net power Total input Total output Reactor Simulation for methanol synthesis Reactor type design/size Best operating conditions Transport phenomena Kinetic study for methanol synthesis Catalyst preparation Kinetic rate Catalytic activity 2nd Trondheim Gas Technology Conference 2011 [email protected] 4 Motivation for the process • • • • • METHANOL is multipurpose based chemical. It can be used as chemical intermidiates. Easy for transportation. It has high octane number. Good antiknock performance. Future renewable energy sources Fuel (Methanol + Gasoline) combustion engine Methanol: Fuel cell 2nd Trondheim Gas Technology Conference 2011 [email protected] 5 Motivation for steady-state reactor modeling METHANOL synthesis: • Feed treatment purification Intrinsic nonlinerity • Reforming + = Computer Simulation • Methanol synthesis complex phenomena • Product purification and storage Dynamic simulation: Start-up and shut down investigation System identification Reactor modeling ? Safety, control, optimization Catalytic activity Pseudo-homogeneous Conventional- and simplified Heterogeneous Steady-state model 2nd Trondheim Gas Technology Conference 2011 [email protected] 6 Reactions involved in Methanol synthesis • • CO + 2H2 = CH3OH……………………(1) CO2 + H2 = CO + H2O………………...(2) CO2 + 3 H2 = CH3OH + H2O….......(3) The over all reaction is exothermic. Side reactions (even through they are inhibited by high catalyst selectivity under normal operating conditions): CO + 3H2 = CH4 + H2O……………………………….(4) nCO + 2nH2 = CnH2n+1OH + (n-1) H2O………(5) 2CH3OH = CH3OCH3 + H2O……………………….(6) This reaction occurs at 570 K; might lead to reactor instabilites due to of its high exothermicity. • Catalyst: Cu/Zn/Al2O3 (life cycle: 2 year) 2nd Trondheim Gas Technology Conference 2011 [email protected] 7 Packed bed reactor models Derivation of Reactor model Mass based model : Mole based model : C Assumption of total numer of moles along the reactor axis is constant: this is not true Modeling of packed bed reactor Pseudo-homogeneous model Heterogeneous model do not account explicitly the seperate equation for the solid and Conventional Simplified interstitial presence of pellet fluid. Mass transport: Mass transport: 1. Wilke Model Multicomponent Efficiency 2. factors Maxwell-Stefan Model diffusion models 3. Dusty gas model 2nd Trondheim Gas Technology Conference 2011 [email protected] 8 Pseudo-homogeneous reactor model • • g uz Species Mass balance: Total continuity equation: • Energy balance: • Ergun Equation: j z (1 ) k Rk jk k (u z g ) 0 z T 4U (1 ) (H rk ) k Rk Tw T dt z 2 P 1 uz g 1 1.75 150 3 z Re d p g Cpg u z 2nd Trondheim Gas Technology Conference 2011 9 [email protected] Heterogeneous Model Conventional a) Fluid phase equations: i k gi av g (is i ) u Mass balance: g z z Energy: g Cpg uz Ergun Eq.: T 4U h f av (Ts T ) (Tw T ) z dt 2 P 1 uz g 1 (1.75 150( )) ( 3 ) z Re dp Simplified a) Fluid phase equations: Mass balance: g u z i k gi av g (is i ) z Energy: g Cpg uz T 4U (Tw T ) hf av (Ts T ) dt z P 1 uz g 1 (1.75 150( )) ( 3 ) z Re dp 2 Ergun Eq.: b) Solid phase equations: Mass balance: av g k g ,i (i i , s ) (1 ) k Rkik 0 b) Solid phase equations (Wilke, Maxwell-Stefan, Dusty gas model): k Mass balance: Ji,r i,s Energy: (1)k Rkik where Ji,r g,s Dr,i r r av h f (T Ts ) (1 ) (H rk )k Rk 0 k Energy: Qs T (1 ) (H rk )k Rk where Qs s s r r 2nd Trondheim Gas Technology Conference 2011 [email protected] 10 Numerical scheme • Least square spectral method (LSM)*. Because, for a given accuracy the high order spectral method requires only a few collocation points where as the low order methods such as the finite volume method (FVM), require a large number of grid points. • The basic idea in the LSM is to minimize the integral of the square of the residual over the computational domain. *Rout K. R., Solsvik J., Nayak A. K., Jakobsen H. A. (2011) A numerical study of multicomponent mass diffusion and convection in porous pellets for the SE-SMR and desorption processes. Chemical Engineering Science 66:4111-4126 2nd Trondheim Gas Technology Conference 2011 [email protected] 11 Overall Purpose • Comparison of pseudo-homogeneous reactor model, conventional- and simplified heterogeneous reactor models with experimental data. • The proposal of best suitable reactor model under normal operating conditions of fixed bed Lurgi reactor. • Comparasion of different multicomponent diffusion models. 2nd Trondheim Gas Technology Conference 2011 [email protected] 12 MoleTemperature[K] fraction of CH OH 3 Comparasion with Rezaie et al. 530 0.06 525 Simplified heterogenous(gas phase) Simplified heterogenous(gas phase) Simplified heterogenous(solid phase) Literature heterogenous(gas phase) Literature heterogenous(gas phase) 520 0.04 515 510 0.02 505 50000 0 22 44 Axial direction direction[m] [m] Axial 66 88 Rezaie N., Jahanmiri A., Moghtaderi B. Rahimpour M.R (2005) A comparasion of homogeneous and heterogeneous dynamic models for industrial methanol Reactors in the presence of catalyst deactivation. Chemical Engineering and Processing 44: 911-921 2nd Trondheim Gas Technology Conference 2011 [email protected] 13 Comparasion with different packed bed reactor models Mole fraction of [bar] CH OH Pressure Temperature[K]3 Psedu-homogeneous Psedu-homogeneous Psedu-homogeneous Simplified heterogenous(gas phase) Simplified heterogenous(gas phase) Simplified heterogenous Simplified heterogenous(solid phase) heterogenous(solid phase) 6 Simplified Conventional heterogenous x 10 Conventional Conventional heterogenous(gas phase) heterogenous(gas phase) 7.7 Conventional heterogenous(solid phase Conventional heterogenous(solid phase) 0.06 530 7.695 0.04 520 7.69 0.02 510 7.685 0 500 0 7.68 00 1 2 3 4 5 22 4 4 Axial direction [m] Axial direction direction [m] [m] Axial 66 6 7 88 2nd Trondheim Gas Technology Conference 2011 [email protected] 14 Comparasion with Experimental data by Rezaie et al Time Plant (day) (tonne/day) PseudoSimplified homogeneous heterogeneous (tonne /day) (tonne/day) Conventional heterogeneous (tonne/day) 0 308.86 300.00 295.0 308.80 Rezaie N., Jahanmiri A., Moghtaderi B. Rahimpour M.R (2005) A comparasion of homogeneous and heterogeneous dynamic models for industrial methanol Reactors in the presence of catalyst deactivation. Chemical Engineering and Processing 44: 911-921 2nd Trondheim Gas Technology Conference 2011 [email protected] 15 Comparasion of different multicomponent diffusion models in conventional heterogeneous model Maxwell-Stefan Model Maxwell-Stefan Model Dusty Dusty gasgas ModelModel Wilke Model Wilke Model 0.06 Temperature [K] 3 Mole fraction of CH OH 530 525 0.04 520 0.02 515 0 0 r 2 510 505 0 2 4 Axial direction [m] 6 4 Axial direction [m] 8 6 8 2nd Trondheim Gas Technology Conference 2011 [email protected] 16 Conclusion • Both Pseudo-homogeneous- and simplified heterogeneous reactor model slightly overestimates with experimental data. • However, the percentage of deviation is quite small. • Conventional heterogeneous model is computationally expensive. • As there is no significant deviation between gas- and solid phase concentrations of different components along the reactor axis, the pseudo-homogeneous reactor model seems to be best choice for methanol synthesis process. 2nd Trondheim Gas Technology Conference 2011 [email protected] 17 Thank You 2nd Trondheim Gas Technology Conference 2011











© Copyright 2026