
Document 66504
Polishing Hephaestus's Tarnished Image By Michelle Bennett Since the time of the Greek gods, manufacturing has always been the black sheep of the family. Steeped in images of smoke, soot, grime, and slag heaps, not to mention clanging noise, unbearable heat, and arduous labor, it is the less-respected sibling of the professions of law, medicine, and agriculture, even though it is of equal antiquity, and arguably produces things of just as much value. According to the myths, the Olympian gods have given us just about everything. Knowledge, wisdom, and law are the province of Athena. Medicine, music, and the liberal arts belong to her brother Apollo. Demeter is the goddess of agriculture; Hermes the god of commerce, communication and travel; and we have Dionysus to thank for the invention of wine. Love and war are the respective realms of Aphrodite and Ares. At the same time, Hephaestus, god of metalsmithing, technology, and craft, may be better known for his crippled legs and his rocky marriage to Aphrodite. But he was a born inventor. By age nine he had made a brooch so beautiful it attracted the attention of Hera, the highest of all Olympian goddesses. He is the father of metallurgy, of skillful workmanship, and even of robotics, creating mechanical people to assist him in his workshop. He is the god who is equated with technical ingenuity and excellence in craftsmanship. He made some priceless gifts for his powerful siblings. He crafted a silver bow and arrows for his sister Artemis, goddess of the hunt; he fabricated the magical winged sandals worn by his brother Hermes, which 'carried him about with the swiftness of wind'; and he forged weapons for his sister Athena, during the Trojan War. But his status is still comparatively low amongst Olympian gods. How can Hephaestus's profession be raised to the same level as those of his more respected siblings? The answer is through education. What if today's students were taught in early grades the fundamentals of engineering, including applied math, physics, and chemistry? What if they were shown a direct relationship between principles and products? What if they worked out a design on paper, and were given the knowledge and tools to build it themselves? What if they were encouraged to ask questions about how everything is made, especially the things that they use every day? These changes in education could ignite a powerful interest in the technological fields across a much wider spectrum of learners. Actually, it *is* within the reach of young technicians today to design and create a brooch, a shield, a sword, even a robot. But their ranks could be greatly increased by an early technological education that puts basic engineering ideas alongside reading, writing, and arithmetic. Students who previously only wanted to read a book might start asking how the book was made. Students who were only interested in drawing might start wondering if they can turn their sketches into three-dimensional realities. With a new emphasis on the engineering sciences in education, this country could once again be a global innovator. Fresh minds could be working on the practical problems that plague the world: how to provide nutritious food for the entire population; how to create energy without polluting the planet; how to live without banishing hundreds of species to extinction. We need engineers and scientists to find solutions to the world's biggest problems, but also visionaries to create things that have not yet been imagined. Let us invite students to be both engineers and visionaries, to follow in the footsteps of Hephaestus: not his hobbled footsteps, but his innovative, creative footsteps. In the spirit of the inventor Hephaestus, let us challenge the students of today, and ask them, who will be the first to make the winged sandals that will take the one who wears them, anywhere he or she wants to go? References: Graves, Robert. The Greek Myths, volume 1. Penguin Books, 1955: reprinted 1977. Educating Manufacturing Leaders: Creating an Industrial Culture for a Sustainable Future Ronald J. Bennett, PhD and Elaine R. Millam, EdD ASEE Annual Conference 2011 to be published Abstract Manufacturing is about processes, materials, systems and competitive strategy. It is also about people, how they perform and how they are led. Most research on manufacturing has been conducted on processes, materials and systems. The time has come to devote more attention to people and competitive strategy. With the persistent, chronic public perception of manufacturing as a smoky, dirty, dimly lighted 19th Century factory, we need to highlight and emphasize the positive, societal benefits that manufacturing brings in order to attract more young talent to manufacturing and bring more manufacturing back to the US. A new kind of leadership is needed. This paper discusses a course in leadership development in a graduate manufacturing program for working adults. It contains results based on interviews with alumni that demonstrate the power of this process and the new competitive capabilities enjoyed by the companies at which these alumni are employed. The Future of Manufacturing The United States needs a strong manufacturing sector to face the challenges of this Century. The strength of the manufacturing sector is the supply chain of smaller manufacturers. While some manufacturing companies are very advanced and innovative, they tend to be the larger organizations. We need more small and medium sized manufacturers to be innovative. Why? So they can take a larger role of greater value in the supply chain, keep pace with and support the most innovative organizations, become more competitive and ultimately more sustainable as an economic contributor. Manufacturing is not just the traditional machining of steel of the 19th Century. Advances in new materials and processes make manufacturing much more complex and much more exciting. Small manufacturers need to invest in R&D, in training, and in modern leadership who will create organizational cultures that provide incentives for innovation. We need incentives to help these companies to collaborate and build teams with skills to meet the daunting challenges we face today, and which will become even more challenging in the future. Small companies are often private firms. They enjoy a major advantage in that they are flexible and responsive. They are not being driven by short-term thinking and erratic valuation of their stock, as are many of the larger firms. These companies can make decisions that are in their best long-term interest, and the best long-term interests of the economy. They need to capitalize on this advantage to revitalize the strength of the manufacturing sector in the US and take charge of our economy. In addition, public relations for manufacturing need updating. To do this, manufacturing leadership in organizations large and small must make the image, and the reality, of manufacturing in the United States more visible. They must be more active in their communities, creating awareness of the value that manufacturing brings to the economy. Manufacturing factories are viewed by the public as ‘black boxes’ with hidden contents. Manufacturers must open their doors to the public, especially to students, to show how manufacturing has changed and demolish outdated perceptions. This will take leadership. Manufacturers need help in developing leadership. There are many opportunities, but it takes initiative to make the connections needed. Manufacturers need to reach out to post-secondary institutions in their communities. Post-secondary educational programs are ready to partner with manufacturers in providing education, training and on-site programs beyond production methods that include content covering leadership. They can help leaders develop the characteristics needed to create the environment for the employees to become more innovative and see their role in the larger systems context. This has been the objective of the Society of Manufacturing Engineers and the program specific curriculum criteria they have established for Engineering Accreditation Commission (EAC) of ABET accredited manufacturing engineering programs.1 ABET Manufacturing Criteria The Engineering Accreditation Commission (EAC) of ABET program criteria for manufacturing1 requires that programs demonstrate that graduates have proficiencies in five specific areas: 1) materials and manufacturing processes, 2) process, assembly and product engineering, 3) manufacturing systems design, 4) laboratory experience, and 5) manufacturing competitiveness. Manufacturing competitiveness requires understanding the creation of competitive advantage through manufacturing planning, strategy and control. While the first four requirements are primarily about things, the competitiveness requirement is all about people. To fulfill this requirement, students need to understand and exercise leadership. We manage things, but we lead people. Manufacturing planning, strategy and control are elements of management, but leadership goes far beyond this. Thinking of these requirements in terms of just management is of another era; as an old saying goes, it is ‘mistaking the edge of the rut for the horizon’. These requirements must be viewed in the context of leadership that fits the needs of the 21st Century. The complexities of planning and developing strategy in a global economic manufacturing environment have become much more difficult than in the last century. The approach to leadership for this environment must keep pace. Internally, leadership must draw on all the skills of every employee to develop the innovative processes and products that meet the challenges of global competitors. Externally, these leaders must change the face of manufacturing to the public, showing the tremendous impact of manufacturing on our quality of life2, and making a career in manufacturing an attractive option for students. These leaders must also make the case to the general public and to public servants for strengthening manufacturing at home. In addition to the short term requirements of increasing the attractiveness and competitiveness of manufacturing in the United States, these leaders must keep an eye to the future and develop sustainable processes and products that consider the long-term effects of their decisions. Value Creation Model How can this be done? An instructive diagram that helps us understand this process is provided by the Value Creation Model (Figure 1) developed by Arnie Weimerskirch and others at Honeywell3. Exciting products that generate repeat business, and lean operations that reduce waste and cost, are all created by innovative employees working in a supportive environment created by management. Value Creation Model M A N A G E M E N T C O M M I T M E N T Relationships Revenue Growth Imaginative Products Delighted Customers Committed Employees Delighted Shareholders Innovation Improved Margins Refined Processes Improved Quality Shortened Cycle Times Improved Asset Utilization Improved Competitive Position Figure 1. Value Creation Model Interviews with alumni of the graduate programs in manufacturing at the University of St. Thomas have illustrated how this not only can be done, but how it is being done. Several of those cases will be cited later. The key point here is that leadership is needed at all levels, and programs in manufacturing education need to make the development of leadership skills and attitudes of their graduates a priority. Changing the Perception of Manufacturing Manufacturing engineers and manufacturers in general seem always to be on the defensive. There are frequent stories about the negative 19th Century image of manufacturing, how it is difficult to attract young people into manufacturing, and how it is difficult to get parents to encourage their children to go into manufacturing. In an article published in Measures of Success2, a case was made that the high standard of living that millions experience, previously reserved for kings and the richest few, would not exist were it not for manufacturing. In the article, we discussed the key role that manufacturing has played in increasing the quality of life. People today live better than the kings of past centuries, due largely to the ability of manufacturers to produce quality products and services that are affordable to large numbers of people. To reinforce the importance of manufacturing in the United States, the Presidents of Harvard and MIT have recently come out in support of strengthening manufacturing in the United States4. Said MIT president Susan Hockfield, “if manufacturing is old-fashioned, then we’re not doing it right.” It’s time to change that negative image, and it’s time to change manufacturing. Manufacturing engineers need to raise the perception of their profession as being a major contributor to our standard of living. Without cost reductions created by manufacturing engineers, we wouldn’t be able to produce and buy all the great things that improve people’s lives. The abundance of affordable products, once considered the luxuries of the elite if they were available at all, are the result of a strong manufacturing sector. Such products as food, medical products and procedures, communications, entertainment, transportation - the list goes on forever - would not be commonplace were it not for a strong domestic manufacturing sector. Manufacturing engineers have the skills to produce very cost effective products. In manufacturing organizations of all sizes, they must now add the skills and attitudes of leadership to plan, strategize and control their internal operations and supply chains, and to lead the initiatives to re-establish public perception of the importance of a strong manufacturing sector to our economy. The ‘Circle T’® Shaped Engineer Some authors have referred to the need for the ‘T’ shaped engineer. The notion is that the vertical stem in the ‘T’ is technical depth, and the horizontal bar is systems breadth. We are expanding this to the ‘Circle T’® shaped engineer, with the ‘Circle’ representing the larger context that is leadership. To be an effective leader requires technical depth and the broader education that enables engineers to understand the systems in which their technology operates. These are necessary, but not sufficient, conditions. It also requires an understanding of systems and relationships for manufacturing engineers to be really effective leaders. The EAC of ABET program criteria for manufacturing programs call for just that; “the understanding and creation of competitive advantage through manufacturing planning, strategy and control”. The leadership skills needed to serve that criteria are those of the ‘Circle T’® shaped engineer who has a broad education that enables her/him to have a vision, see the manufacturing operations in a systems context, and to take the initiative to create change. The Bicycle Model One can think of the engineers and manufacturers role as a leader in terms of a bicycle5 (Figure 2). The technical skills are represented by the rear wheel and the power train. These skills give the leader a strong basis in understanding the nuts and bolts of what needs to be done. The front wheel, representing the leadership skills and systems knowledge, allows the leader to steer her/his technical skills in the desired direction. Communication Leadership Initiative Steering Power Technical Skills: Math, science, engineering, critical thinking Creativity Figure 2. Bicycle Model of leadership Without steering, this power will take the engineer in no particular direction. She/he needs a front wheel to control her/his direction. The front wheels are the right brain elements like reflection, leadership, communication, courage, initiative, creativity and innovation. These capabilities make the engineers ‘bicycle’ complete and will keep him/her on the right path. During the development of the engineers technical capabilities, the skills needed for his/her front wheel may have been neglected. That can be fixed through appropriate leadership learning opportunities. Sustainability Many engineering programs have students participate in the Order of The Engineer ceremony. This ceremony arose from the failure of a Canadian bridge as a result of poor engineering, and is meant to emphasize to the graduates the importance of their work in providing for the safety of the public. The Obligation of the Engineer6 states that engineers have three responsibilities: to act fairly, to conserve nature’s resources and to serve the public good. Conserving nature’s resources of materials and energy is at the center of what manufacturing engineers do, since a central theme of manufacturing engineering is to take cost out of products and processes. This is done by identifying the most appropriate and cost-efficient materials that will satisfy the design requirements, and to make processes lean to reduce their cost. Both of these requirements make it incumbent on the manufacturing engineer to lead in considering and evaluating alternative materials and processes for any given application, and for manufacturing leadership to create the culture that fosters innovation and a positive change in the perception of manufacturing. The manufacturing engineer has an additional obligation, and that is to help design products that are compelling to customers, products that customers want to buy, and products that they want to continue to buy. This requires that the manufacturing engineer become much more engaged with marketing, design engineering and customers to aid in the creation of these products. All of these requirements are contained in the Value Creation Model previously described. Summary of 2004 Paper on Leadership Development At the ASEE annual conference in 2004, a paper titled “Beyond Professionalism to Leadership: Leveraging Leadership for a Lifetime” was presented by the authors on the motivation for a course that helped working adult graduate students assess their leadership capacity and skills, discussed the nature of the course and reported the results observed at that time.7 The idea for this course series began in 2000 when our Industry Advisory Board was reviewing the program objectives and mission. This discussion ranged into the definition of leadership and professionalism. At the same time we began a benchmarking initiative of six other university engineering schools, searching for best practices. These benchmarking visits and advisory board discussions provided ideas that we incorporated into our plan for a new approach to assessing the effectiveness of our masters programs. After considerable discussion engaging many stakeholders, we created a new three-part course titled “Leveraging Leadership for a Lifetime” (LLL-I, II, III). Course details can be found on the University of St. Thomas School of Engineering website.8 This sequence of three one-credit courses, spread throughout all masters degree programs, was designed to provide the student with an ongoing close look at herself/himself as a learner, a leader, and the person in charge of her/his life-long plan. The series intended to answer the question, “How do I get the best possible results for my life goals from this graduate program?” With faculty and industry engagement, we identified specific learning outcomes for the leadership series, critical features for the process and expected outcomes for each of the courses. We used a set of critical design assumptions as our guide for development. These assumptions were based on adult learning theory as well as motivational theory. Furthermore, we felt the students should take personal responsibility to be actively involved in their learning agenda, shape a vision for their leadership and learning that would guide their planning process while they deliberately focused on increasing their self-awareness and understanding of a leader’s social/ethical responsibilities. The three-course series began with a thorough base-line assessment of the individual graduate student’s competencies, personal values, learning style, leadership aptitude and other data (both qualitative and quantitative) regarding their personality profile and emotional intelligence. Each of these areas was seen as a critical ingredient contributing to the leadership capacity building process. Students used the data as a foundational building block in designing their roadmap for learning and leading. The key to understanding and developing one’s leadership abilities lies in understanding ones beliefs. It requires looking inside to find your inner leader. This has been with working adults in the graduate programs at the University of St. Thomas School of Engineering, including those in the Master of Manufacturing Systems Engineering and the Master of Science in Manufacturing Systems programs. At the time of the initial survey documented in the 2004 paper, students were excited about their learning pursuits, engaging others to support them and beginning to demonstrate their leadership talents as they learned, stretched and grew. They were feeling real strength and power in coming to better understand themselves and taking charge of their own learning outcomes. With an additional six years experience, the power of this approach in releasing the leaders within is becoming much more clear and compelling. Alumni of this program are now convinced that this course has had a profound effect on the way they view the world as an interconnected system, on their role to lead and make a difference, and as a result has changed the way they think. Alumni Interviews Many of our alumni, particularly from the Master of Manufacturing Systems Engineering program and the Master of Science in Manufacturing Systems program, were traditional manufacturing people when they entered the graduate program. As they learned about the importance of people in the manufacturing organization, they have grown into leaders who are changing the way manufacturing is viewed. Several examples stand out. [Note: interviews were done under a research project covered by the University of St. Thomas Institutional Review Board. In accordance with the agreement, anonymity has been maintained by using pseudonyms for alumni. The industries represented and stories are factual.] As a student in our Master of Manufacturing Systems Engineering program, Alumnus Nate Keyes was then an engineer at a company that manufactured ammunition. He is now President of a company that manufactures high end machine tools and is changing the culture. Nate was hired as the vice president of manufacturing at a company that manufactures high-end tooling. As good as this company was, there was work to be done, and his personal leadership skills would be tested. He recalls first meeting the manufacturing manager and asking, ‗how‘s your quality?‘ The answer, ‗It‘s so good we don‘t measure it.‘ So now what? Nate suggested to the manager that he get some orange buckets and place them around the plant. If by chance there should be some defect, the part could be put in the bucket. When the bucket became full, they would place it in the front entrance for all employees to see. It didn‘t take long to fill one bucket, then two, then many. One of the seasoned manufacturing people soon stopped by Nate‘s office and said, ‗Nate, I think you‘re onto something.‘ He helped the employees discover the problem for themselves and created an environment for them to solve it. While Nate had position power, it was his personal power and individual leadership that made the difference. Nate has made his company a model of modern manufacturing by viewing the organization as a collection of people who are empowered to be innovative. Another example is that of Hank Bolles who learned how to lead a culture change. Hank began his career as a manufacturing engineer in a company that produces fluid handling equipment. In the early 1990s, Hank was assigned to a lead team that was transforming their production from a factory functional structure to a cellular, focused factory. This transformation was cutting-edge at the time and game-changing for the company. Not only were they transforming to cellular manufacturing, they had to keep production going in two plants while they were moving equipment. This experience showed Hank what he could do. Also, being on the lead team was highly visible, up to the CEO. He got to know the leadership of the company personally. He learned how they thought. During the transformation he gave numerous presentations to other employees, explaining why the change was important and why it made sense. He learned about change management, used the company newspaper to communicate, and explained what was happening. In one presentation he used a graphic showing old vs. new product flow – going from a ‗spaghetti diagram‘ with miles of product travel to the simple and elegant flow of cellular. It made the point. The experience proved to Hank he could make change happen, he learned how to effectively speak before groups, and he learned how to communicate to all levels in the organization. He did this all from the position of an engineer. It gave Hank visibility and confidence that has led to new opportunities he never imagined. Nate and Hank have continued to plan the futures of their organizations manufacturing operations, have developed and implemented strategies to carry out those plans, and have established controls to keep their organizations on course. They have done this in the format of the Value Creation Model, engaging everyone in their organizations to be active participants, tapping into the energy and creativity of every employee. Dan Jansen had similar experiences of taking on a leadership role. In his case, he had no position power, only personal power, and yet accomplished exceptional results. Dan recalls his first significant leadership role in industry. He was a manufacturing engineer in an aerospace engineering company. A major aircraft project on which he was working was experiencing cost and schedule overruns. With that project completed, he was assigned to another project on the next generation product. Dan gathered some of his engineering colleagues together and, using learning from past experiences and from our graduate manufacturing program, he proposed changing the way they did this project. He recommended point of use stores near production, pull vs. push methods, and disposition of nonconforming product on the spot and other modern manufacturing thinking and methods new at the time. He didn’t ask permission to do this, he just did it. It was the right thing to do. He taught the approach to those not familiar with these methods and because he had thought them out well, his colleagues saw the merits and joined him. It just made sense. Members of the group saw the benefits from their own perspective. They made sweeping changes that took management aback. The result was dramatic improvement: it took 180 days to get the first components manufactured; by the end of year one, they were producing one unit per day. He did this all without official sanction. The other engineers worked with him to develop a vastly improved process that resulted in on-budget and on-schedule performance. Dan was not asked to do this: he took the initiative to take charge, for the benefit of his company and of their customer. Individual initiative based on ‗doing the right thing‘ and on understanding what motivates people is a theme that emerged again and again in these interviews. Ellie Fitzgerald and Bobby Bridges are two more examples of heads-up initiative. As the leader of a small team in a medical device company, Ellie was confronted with a situation where four team members each had different points of view on how to handle a specific situation. Ellie set up a two hour meeting and stood at the board, laying out the pros and cons to each approach by asking the team questions and documenting their responses. Doing this exercise systematically helped all the team members realize the appropriate path, and all she did was facilitate their discussion in a productive manner. The team agreed on one approach and all left the room win-win. Bobby was an engineering manager at a truck assembly plant. For many years, the corporate quality group had tried to establish a top-down process to monitor and correct cab welding problems, but it never caught on. Bobby had developed a process to do this in his plant. Every weld could be traced to a specific machine and tool, so defects could be detected and corrected quickly. He shared this with his colleagues in other plants, and word spread. It was readily accepted, and is now the corporate standard. Bobby had unassumingly shared the methods he developed, and was recognized corporate wide as the leader of this initiative. There are many more examples, but these five show how real manufacturing people are innovating and creating cultures for sustainability. They are changing the perception of manufacturing in their own organizations. They are creating value and making their organizations more globally competitive. These are individuals that are fully developing the horizontal part of their ‗Circle T‘® and steering their technical power in the direction of manufacturing competitiveness. Survey of Engineering Deans During the past year the authors have conducted surveys of engineering school deans9 to determine their views on the need for leadership education for engineers, and on their current capacity to deliver this kind of education. While just 46% of the schools responding said they offered leadership education for their undergraduate students and 21% to their graduate students, fully 100% felt leadership education for engineers was important. Research over the past several years has provided evidence of the success of the approach taken in the School of Engineering at the University of St. Thomas. This model demonstrates a proven process for delivering graduate leadership education to engineers and can be expanded to other adult practicing engineers to become leaders. Despite the survey responses regarding the perception of importance of leadership skills for engineers, many programs find it difficult to incorporate into their curricula as a separate course because of the demands of other curricular elements. There is a clear need to find alternative ways for these programs to provide leadership education. The components of the leadership development curricula at the University of St. Thomas could be integrated into other courses in the manufacturing engineering curriculum and even into extracurricular activities like SME Student Chapter programs. Any course that is used to meet the EAC of ABET manufacturing specific curriculum program criteria would be a good candidate. Work is ongoing by the authors to assist programs who want to use this approach, including documentation of the process in a handbook5. What’s needed in Manufacturing Engineering Programs Manufacturing engineering programs need to build on the manufacturing competitiveness criteria. There is a strong need for manufacturing planning, strategy and control. This requires change, and the strong leadership needed to make change happen. The global economy has thrown old assumptions out the door, and today’s manufacturers need to have leadership to bring manufacturing and jobs back to the United States. This is being done in some places already, and we can spread it to others. This will require changes in these programs. Many will interpret this as a need to ‘add more courses’, but this is the linear left-brain approach. We need to be more creative as faculty to first better understand leadership and find ways to integrate leadership education into our programs. It does not require a new or stand-alone class; we can integrate leadership into existing courses and extracurricular activities. While we strive to develop courage, creativity and competence in our students, we need to do the same in our faculty. Faculty interested in pursuing ways to introduce leadership into their curricula can use the model developed at the University of St. Thomas as a start. Detailed syllabi for the Leveraging Leadership for a Lifetime (LLL) courses are readily available on the website.8 Using this same approach may not work for all programs. We suggest using the elements included in the LLL classes and adapt them to your environment. You may decide to put segments into existing classes, or partner with your university counseling office to administer assessment instruments, or build some of these ideas into student chapters of SME. It is the leadership concepts that are important, not the specific way you decide to implement the learning. What can practicing manufacturing engineers do? Practicing manufacturing engineers can play a major role. They can identify the opportunities and needs in their organizations to enhance their competitiveness, create value in their organizations and become more sustainable. They can seek out and partner with their local educational institutions to identify how these programs can enhance their learning outcomes and deliver the program objectives that manufacturers want and need. They can work with nearby post-secondary institutions to bring leadership education into their companies. In practicing their own leadership development, each manufacturing engineer can seek to find their inner leader, and build conscious competence, confidence and courage. Each person, in their own unique way, can make a difference. References 1. 2. 3. 4. 5. 6. 7. 8. 9. Criteria for Accrediting Engineering Programs, 2010 Accreditation Cycle. Engineering Accreditation Commission, ABET, Inc. 111 Market Place, Suite 1050, Baltimore, MD. 21202 Bennett, Ronald J (2009). The Noble Cause of Manufacturing. Measures of Success. Minnesota Center for Engineering and Manufacturing Excellence. Weimerskirch, Arnold M. and Ronald J. Bennett (1998). ―Developing a Customer Centered Strategic Planning Model for an Academic Institution‖. SME International Conference on Education in Manufacturing. Gavin, Robert. “Retooling an industry”, Boston Globe, October 17, 2010. Bennett, Ronald J. and Elaine R. Millam. “The Magic of Mindset: Liberating the Leader Within.” In preparation, 2011. Order of The Engineer. http://www.order-of-the-engineer.org/?page_id=6 Bennett, Ronald J. and Elaine R. Millam (2004). “Beyond Professinalism to Leadership: Leveraging Leadership for a Lifetime”. Proceedings of the 2004 American Society for Engineering Education Annual Conference. Course details for Leveraging Leadership for a Lifetime. LLL-I: http://www.stthomas.edu/engineering/graduate/syllabi/201120/etls550-01.pdf; LLL-II: http://www.stthomas.edu/engineering/graduate/syllabi/201040/etls650-01.pdf; LLL-III: http://www.stthomas.edu/engineering/graduate/syllabi/201040/etls850-01.pdf Bennett, Ronald J. and Elaine R. Millam (2009). Survey of engineering school deans. Unpublished. The Noble Cause of Manufacturing Published Fall 2009 in Measures of Success Once only royalty enjoyed extraordinary conveniences, today the extraordinary is the ordinary thanks to manufacturing. By Ronald Bennett, Executive Director, Minnesota Center for Engineering and Manufacturing Excellence Imagine you are King in the 16th Century. You live in a cold, stone palace with no central air or heat. There’s no running water or indoor plumbing. With no radio, television or newspapers to keep you informed, the world seems small and isolated. Fast forward to the 21st Century. We have comfortable, climate controlled homes. We turn a faucet and water comes out. The world’s events are literally at our fingertips 24 hours a day. Thanks to technological advances, many of us now live better than the royalty of the past, even on modest incomes. The industry that makes this possible? Manufacturing. Manufacturing is the life sustaining force that touches every single thing around you—from the furnace in your home to your laptop computer to the pacemaker that may someday save your life. Manufacturers are central in creating a better, more convenient, cleaner and healthier life; but few of us focus on the positives, and that’s a mistake. To reach and recruit the next generation of would-be manufacturers, it is imperative that we—the old guard—talk about the benefits of a job in manufacturing, rather than just its features. When reaching out to young people, talk about manufacturing’s role in the stewardship of our planet through recycling and ecofriendly practices. Talk about how it helps people in need through bio-manufacturing and work in the health industry. Play up the myriad products that make people’s lives better and create a safer world. To talk the talk, of course, we must walk the walk. Jump on the green bandwagon by using lean and sustainable practices to conserve nature’s precious resources. Open your minds—and the doors of your shop—to new technology, energy and water conservation, affordable health care and other modern elements. Not only will you attract the best and brightest of today’s generation, you’ll be involved in work that is rewarding. And, you may even boost that bottom line. If you are still skeptical about your role in creating a better world, here’s some food for thought: You may just stamp hinges in your factory, but somewhere down the supply chain, you’re contributing to an energyefficient freezer. You may just solder circuits, but the pacemaker you helped create saves lives. You get the idea. What does your manufacturing operation do to benefit mankind? If you can make that clear, you stand a good chance of attracting the talent you’ll need this century to have a sustainable business, maximize Minnesota’s competitiveness and maybe even change the world. Indiana Jones and the future of Minnesota: Helping students choose an engineering or manufacturing career. What does it take? How early should we start? By Ron Bennett You think Indiana Jones has adventures? Or Harry Potter? They’re peanuts compared to the exciting adventure of creating the future that engineers and manufacturers experience every day. It takes more imagination and creativity than you see in those stories to create a sustainable global environment and economy in the 21st Century. So why, you ask, don’t I know about this? Who’s keeping this secret from me? And why are they keeping this a secret? Good questions. Well, actually, we engineers and manufacturers are not good at the marketing part. We don’t have a television series. We haven’t produced any movies or iPod downloads. We don’t even have a good manufacturing or engineering video game. We keep our plants and workplaces closed to the public. We just haven’t reached out much. Sure, there have been some exceptions, but not widespread. We have also not talked about engineering and manufacturing in terms of the benefits they provide society, and the fun and feelings of contribution from those careers. So how would anyone know that there are exciting opportunities in these fields? Well, there is new energy being created by a group of dedicated and passionate people. The new Minnesota science and engineering education standards are a beginning, along with K-12 programs like Engineering is Elementary, Gateway Academy and Project Lead The Way. So are engineering summer camps like ZAP Camps organized by MNCEME in its partner schools, and STEPS at the University of St. Thomas, and hands-on experiences like The Works and Leonardo’s Basement. There are many more. Creative communities are organizing open houses at manufacturing companies, like those arranged by the Central Minnesota Manufacturing Association (CMMA) in St. Cloud, and initiatives by the Minnesota Precision Manufacturing Association to link schools to engineering and manufacturing companies. All of these groups are coming together in a new voluntary statewide organization called the Minnesota STEM Network to coordinate and communicate STEM learning opportunities, and the importance of STEM to jobs and the economy. A major collaborative experience organized through this group is STEM at the Fair, a day-long event on August 26, the opening day of the Minnesota State Fair. In our January BLOG, we pointed out the relationship of STEM and the needs of industry for advanced skills. At the Minnesota State Fair, you will see the STEM program in Carrousel Park immersed in examples of the applications of STEM in agriculture, manufacturing, mining, health care, the hospitality industry and entertainment. From the latest agricultural machinery and midway carnival rides, to the mini-donut stands and food on a stick, to the horticulture and animal husbandry buildings, you cannot get away from engineering, manufacturing and STEM. But the most important stakeholder to get this message out is parents. In a recent survey of post-secondary students, parents were cited by 80% of the respondents as having greatest influence on their selection of education and career. So we as parents need to become aware and actively engaged in understanding the role of STEM, engineering and manufacturing in the health of our economy, and to help our children realize the fun, creative and important role they can play be engaging in engineering and manufacturing. In fact, we need to start very early, before our kids are in school. Parents need to read to their children; one youngster said her favorite book before kindergarten was on the digestive system. We need to get involved with our schools, and to open our industries to the public to see what we do. And we need to take advantage of every opportunity for our children to engage hands-on in STEM activities. We are faced with a staggering list of issues to address this Century that all depend on technical advances and solutions, and cost-effective manufacturing and delivery mechanisms. From energy, environment and water to transportation, health care delivery and security, we need the passion and active engagement of every mind in America to meet the challenge. So, get engaged. You’ll find this an adventure in itself. This edition of Measures of Success gives examples of programs supported by MNCEME to advance this cause. Enjoy. Beyond Professionalism to Leadership: Leveraging Leadership for a Lifetime Elaine Millam, Ronald J. Bennett, Ph.D. Engineering and Technology Management University of St. Thomas St. Paul, Minnesota From 2004 ASEE Proceedings of Annual Conference ABSTRACT In 2000, our Industry Advisory Board asked how we knew that we were achieving our mission, how could we determine that our students were becoming the leaders as we claimed and, further, how would we know what our program was contributing to student personal growth? The ensuing discussion among industry representatives, faculty and students on what it meant to be “professional” and a “leader” resulted in the creation of a three-part course in our Master of Science in Technology Management degree program. The three parts – one at the beginning, middle and end of the degree program, were designed to determine the students’ initial leadership capacities and then engage the student in more self-awareness assessment, planning and developing a learning roadmap. Finally, we would show how the students had grown their capacities throughout the program. At the onset of the program, students are assessed on their emotional capacity, their leadership characteristics, their personality inventory, competencies that align with program objectives and their life-learning process. The resulting assessment profile helps the student to plan for their graduate program-learning journey. They intentionally set forth a roadmap and identify a network that will support their learning throughout the program, using key faculty, friends and business colleagues on-the-job to enhance their learning agenda. They come to recognize themselves as leaders in the making. They make commitments to themselves for how they intend to develop on-the-job as well as on the campus and in their communities. Throughout the learning process, they have checkpoints built in to re-assess themselves and witness their progress. They focus their leadership journey on self, their team, their organizations and their intended contributions. By the end of the program, they receive feedback from all stakeholder groups who are witnessing their progress and commenting on their results. Students so far are excited about their learning pursuits, engaging others to support them and are demonstrating their leadership talents as they learn, stretch and grow. They feel real strength and power in coming to better understand themselves and taking charge of their own learning outcomes. We, as faculty, are prepared to support their journeys and wonder with them about their lifelong possibilities. Mission We provide a practical, values based learning experience that produces well-rounded, innovative engineers and technology leaders who have the technical skills, passion and courage to make a difference. Background After many years of offering Masters degrees in engineering and operations, we identified a need for a new type of degree in our market to serve the needs of individuals in organizations where technology was changing rapidly. The knowledge and skills needed in this challenging environment called for creating a new program that dealt specifically with unarticulated customer needs, change, risk, courage and leadership. In response to that need we created the Master of Science in Technology Management (MSTM) in 1997. When the MSTM program was created, we established specific program objectives and educational outcomes which can be found on our website listed in the bibliography. We also put in place a well-defined process for admitting students to the program. The objective of this process was to ascertain that the MSTM program was a good fit for each student, and that the students resonated with the objectives of the program. Required for admission were: 1) a goal statement, 2) a letter of endorsement from their manager and 3) a personal interview with the Program Director to review student and program goals and engage in a discussion to establish expectations of student and program. Among the expectations of the student are 1) to have a mentor and 2) to take learning from each course back into their organization. The role of the mentor and mentee are outlined and methods of taking learning back into their organizations are discussed. The goal in both cases is to help the students develop their leadership potential, give the students visibility in their organizations to a wide audience, helping them establish their expertise and initiative and bring value to themselves and their organizations. Students respond very favorably to this process and the goals. Periodic breakfast, lunch and dinner meetings have enhanced these methods with students and their mentors that began in 1998. Resources on mentoring have been provided at these meetings, and an atmosphere of discussion and sharing among students and mentors has resulted in energetic and stimulating conversation. Still, we knew more could be done to help the students take full advantage of their learning and more fully develop their leadership skills. Enter the Industry Advisory Board In 2000, our Industry Advisory Board was reviewing the Program Objectives and Mission and asking the question, “How can we measure whether these goals are being achieved?” and “Is our program making a difference?” This discussion of assessment also ranged into a discussion of the definition of leadership and professionalism. Built on the ideas expressed in our Mission, Program Objectives and definition of leadership, a draft of an approach was created in 2000 and reviewed by faculty. In early 2002, we also undertook a benchmarking initiative of six other universities, searching for best practices that might assist in this process. These benchmarking visits provided ideas that we incorporated into our plan for a new approach to assessing the effectiveness of our MSTM program. After considerable discussion, revision and refinement, a proposal was submitted to our Graduate Curriculum Committee in 2002 fro a new three-part course titled “Leveraging Leadership for a Lifetime”. The course was unanimously approved. This sequence of three one-credit courses, spread throughout the full MSTM degree program, is designed to provide the student with an ongoing close look at herself/himself as a learner, a leader, and the person in charge of her/his life-long plan. The series intends to answer the question, “How do I get the best possible results for my life goals from this graduate program?” Development of the Leadership Series A Design Committee including key faculty and other department staff worked together to clearly articulate the intentions for the Leveraging Leadership for a Lifetime (LLL) wrap around the MSTM Program. They identified specific learning outcomes for the leadership series, critical features for the process and expected outcomes for each of the courses. We used a set of critical design assumptions as our guide for development. These assumptions were based on adult learning theory as well as motivational theory. Furthermore, we felt the student should take personal responsibility to be actively involved in their learning agenda, shape a vision for his/her leadership and learning that would guide their planning process while they deliberately focused on increasing their self-awareness and understanding of a leader’s social/ethical responsibilities. The three-course series would begin with a thorough base-line assessment of the individual graduate student’s competencies, personal values, learning style, leadership aptitude and other data (both qualitative and quantitative) regarding their personality profile and emotional intelligence. Each of these areas was seen as a critical ingredient contributing to the leadership capacity building process. The student would use the data as a foundational building block in designing their roadmap for learning and leading. Several instruments were reviewed and carefully selected that would provide reliable and valid measures of each of these areas. Each student would engage with others in his/her workplace to gather feedback and inputs that would give him/her others’ perceptions of their leadership characteristics and capabilities. Some of these same people were invited to be ongoing supports for the student’s learning process, continually providing feedback on demonstrated progress. Key support people include a mentor selected by the student, most often from his/her workplace, the students’ advisor and others who work closely with the student. The initial course within the series sets the stage for the 3-5 yearlong learning process. The students spend time shaping their own vision and accompanying plan for how they will integrate all their classroom learnings, their work experiences and their personal inventories to reach their desired vision for their graduate program. They identify key players who will serve as their personal and professional Board of Directors. They determine how they will use this Board, and build an action plan for achieving each of the milestones along the way. Tom is a dynamic, entrepreneurial student in the program who has his sights set on launching his own business. He currently serves as an Engineering Director in a Power Plant facility. He knows he has the capacity to grow his strategic leadership prowess and wants to build an empowering workplace that will align people with his vision of making his company attractive and profitable. Some of his milestones for achieving his goals, include expanding his present responsibilities to include more strategic planning and directing, to demonstrate effective lateral team building in his organization and gain financial expertise in order to feel nimble with crafting and executing his business plan. He exudes energy and determination, knows how to enroll others to get excited about his vision and openly welcomes coaching support for building an ambitious timetable for accomplishing each step along the way. He knows where he is headed and has the courage to confront any obstacles along the way. Launch: The First Phase and Students’ Responses In January of 2003, the first class of 22 students began the series of LLL courses. The students represented a broad array of occupations and industries including IT, manufacturing, banking, law, public government, medical technology, product design and development, electrical engineering and engineering management to name a few. The students were invited immediately to work in small teams to share experiences, identify common goals and shape their notions of leadership for their graduate program outcomes. Each student received data from five separate assessment processes—leadership potential, emotional intelligence, personality preferences, learning styles and competencies reflecting MSTM program objectives. Students carefully reviewed their data, looked for correlations across the data and began to shape goals for their learning process that would enhance their strengths and eliminate gaps between their ideals and their present capabilities. Through interactive explorations (individual and small groups), they shaped a collective definition of leadership, received interpretative guidance on four of the assessment instruments, assessing strengths, talents, values and learning styles. All of this was integrated with leadership and learning theory to shape an individualized plan of action. The plan flowed naturally from their uniquely articulated vision for the kind of leader the student had chosen as their ideal. This expressed vision and accompanying roadmap was articulated in a final writing assignment as well as a presentation to fellow classmates. Students learned coaching skills to help one another identify appropriate milestones to accomplish their goals, both personal and professional. The final session in the class became a forum for sharing their proposed plans, sharing how they would hold themselves accountable and how they proposed to use their support structure. Students feel extremely positive about their initial experience in the series. Many say, “I can’t wait for next class…this was the best class I’ve ever had.” Other typical responses to this first session are: “I loved learning about myself and realize I have more leadership skills than I thought I did.” “This was a friendly, optimistic, positive, wonderful experience!” “This course was a perfect introduction to the program and also provided me with knowledge that I can immediately use in my personal and professional life.” Present Situation Since the initial launch, 51 students have completed the first of the required series of Leveraging Leadership for a Lifetime courses. Each of these students are presently working with their mentors, advisors and Board of Directors to follow their plan of action to become a more intentional leader in their workplace, their social environments and their families. There is excitement, high energy and serious commitment. Several of these students have completed approximately five other courses within their graduate programs and are now registered for the second of the series of LLL. In this second course, the students will review and measure their progress in all areas, will adjust their learning plans accordingly, expanding their leadership capacity building to include team effectiveness and organizational influence. Their leading and learning plan adjustments will reflect the integration of new knowledge and lessons from experience. The students will be asked to continually update their plans to reflect new learning, new progress and new information about themselves. Much remains to be done in order to know the overall impact of this innovative design. Questions abound such as: Will students find creative ways to support each other, use their support structure, seek and give feedback, hold themselves accountable? How will this get demonstrated, monitored and measured? Will students take responsibility for their learning commitments? Will they establish a practice field within their work environments to test their skills and newfound capabilities? How will they document their learnings? How will mentors, advisors, students and faculty collaborate to support the students‘ plans? Will the UST faculty be able to more explicitly identify which variables truly make the difference for a student? Future Directions As we look to the future, we have some hunches about overall outcomes. One would naturally expect that those students who truly use their support structure (Board of Directors and others) will have accelerated learning and growth. Those who value the experiences embedded in their leadership and learning journey, track their progress and learn from it will be motivated to continue to grow and learn beyond their graduate program experience. It is our intention to continue to monitor the individual and collective outcomes as the students move forward in their learning pursuits. Documentation of results will be important in order to understand what is working well and why as well as what might be improved. The student will play a key role in this process, reflecting on their experience both on-the-job and in the classroom and providing ongoing feedback. A focus on documenting the students’ stories of real-time learning and leading will help everyone know just how this process will affect lifelong results. Bibliography Goleman, Daniel, Boyatzis, Richard and McKee, Annie. Primal Leadership: Realizing the Power of Emotional Intelligence. Boston, Massachusetts: Harvard Business School Press, 2002. Loehr, Jim and Schwartz, Tony. The Power of Full Engagement. New York: The Free Press, 2003. Owen, Hilarie. In Search of Leaders. New York: John Wiley & Sons, 2000. University of St. Thomas MSTM Program Objectives and Educational Outcomes http://www.stthomas.edu/technology/GRAD/ETM_PgmObjectives.htm. Vaill, Peter B. Learning as a Way of Being. San Francisco: Jossey Bass, 1996. Vaill, Peter B. Spirited Leading and Learning. San Francisco: Jossey Bass, 1998. Biographical Information ELAINE MILLAM is an adjunct faculty member in the Engineering & Technology Management graduate program at the University of St. Thomas. She presently owns and runs her own coaching and consulting firm, following over 30 years of leadership experience in the corporate world—most recently as Director of Individual and Organizational Effectiveness at Honeywell. She currently coaches executives, provides consultation to leadership teams in business and helps organizations navigate through positive change. RONALD J. BENNETT is Director and Chair of the Engineering Programs at the University of St. Thomas. He holds a Ph.D. in Metallurgical Engineering and an MBA. With a background of 20 years in industry, Bennett teaches and publishes on diverse topics including materials engineering, technical innovation, technology transfer and engineering education. He is an EAC of ABET program evaluator and is currently Chair of the Graduate Studies Division of ASEE. DEVELOPING A CUSTOMER CENTERED STRATEGIC PLANNING MODEL FOR AN ACADEMIC INSTITUTION Arnold M. Weimerskirch, PE Vice President, Corporate Quality Honeywell, Inc. And Ronald J. Bennett, Ph.D. Director and Chair Department of Manufacturing Systems and Engineering University of St. Thomas ABSTRACT To be worldclass, a university aspires to academic excellence, breakthrough research, and operational efficiency. To attain this vision it balances a diverse and sometimes conflicting set of stakeholder expectations. The University of St. Thomas (UST) Programs in Manufacturing Systems and Engineering, in partnership with members of its Industry Advisory Board, is working from a strategic planning model based on the three key elements of vision, mission and values. This provides a foundation on which we assess information, think creatively, and set priorities. Resources such as partnerships and alliances, endowments and investments provide the competitive advantages. This model has led us to identify long and short-term objectives, strategies and current year actions. At St. Thomas, our curriculum is designed around a broad, strategic definition of “manufacturing” called the Customer Value Stream that we believe gives companies an advantage in the global marketplace. We have performed a stakeholder analysis to guide us in developing programs that prepare our students to implement the Customer Value Stream concept. We measure our progress toward our vision by jointly assessing ourselves against the Accreditation Board for Engineering and Technology Engineering Criteria 2000 and against the Education Criteria of the Malcolm Baldrige National Quality Award. INTRODUCTION At the University of St. Thomas Department of Manufacturing Systems and Engineering, we have developed a vision to be recognized internationally as one of the top ten programs in applied engineering. As we reach for this vision, we expect to be noted for teaching excellence and applied research. We are working to turn our vision into reality through a comprehensive strategic planning process and a set of realistic assessment criteria. Our approach is presented in this paper. The UST Programs in Manufacturing Systems and Engineering are based on the fundamental belief that manufacturing, broadly defined, plays a vital role in the post-industrial society. We believe that when viewed in the context of global distribution networks, a comprehensive strategic manufacturing system provides a competitive advantage which outweighs lower labor rates available in developing countries. Our aim is to provide our students with the knowledge necessary for careers in this new manufacturing environment and to perform research on worldclass manufacturing practices. HISTORY AND CHARACTER OF ST. THOMAS The University of St. Thomas was founded in 1885 by Archbishop John Ireland. What began as the St. Thomas Aquinas Seminary - with 62 students and a faculty of five - has grown to be Minnesota’s largest independent university with four campuses and more than 10,000 students. After 92 years of all-male enrollment, St. Thomas became coeducational in 1977. Today, 50 percent of the undergraduates and more than 40 percent of the graduate students are women. Coeducation, coupled with new graduate programs as well as new campuses, contributed to St. Thomas’ growth over the past two decades. Enrollment increased from fewer than 2,500 students in 1970 to more than 10,000 today. The graduate programs currently enroll approximately 5,000 students. Graduate programs in management were begun in 1974. Graduate programs in applied sciences and engineering include the Master of Software Design and Development begun in 1985, and the Master of Manufacturing Systems Engineering started in 1986. These programs serve a working adult population centered in the metropolitan Minneapolis/St. Paul area from the new 200,000 square foot Frey Science and Engineering Center. Remote campuses and distance learning facilities extend the reach throughout the state of Minnesota and into Wisconsin and South Dakota. While there have been many changes in the University of St. Thomas over the years, the fundamental objectives have remained consistent with those at the inception. A portion of the current Mission Statement exemplifies both the change and the consistencies: “Graduate programs emphasize the integration of theory with practice, enhance the professional competence and ethical judgment of their students, and foster personal growth and an appreciation of lifelong learning. In all of its academic programs and other educational enterprises, the university is committed to meeting the diverse, changing needs of the community. Throughout, the university fosters in the student a tradition of service to the public welfare and an energetic, thoughtful approach to the challenges of contemporary life.” The university seeks to create an international perspective among its students, including an appreciation of cultural diversity. It strives to anticipate and respond appropriately to changes in its environment. The university’s metropolitan setting challenges it to participate in community life and to develop innovative programs for persons of all ages within the community. The mission, vision and values of the Graduate Programs in Manufacturing Systems and Engineering described below are a logical and consistent extension of those of the greater university. OUR MISSION, VISION, AND VALUES Executive leadership is crucial to the success of an academic organization. The job of the leaders in an organization is largely inspirational. The job begins with the establishment of three important organizational underpinnings: mission, vision and values. With this guidance firmly in place, faculty and staff can do their jobs, and serve their stakeholders, with fewer procedures or less supervision. This empowerment helps employees do their jobs better. A mission states the organization’s reason for being, and express what need is being fulfilled. Mission statements remind leaders, faculty and staff where their activities lead. Vision offers the inspiration. Leaders must provide guidance and set examples as employees ask, “What do we aspire to?” and therefore, “Where are my opportunities to make a difference?” A clear, broad vision statement can help steer an organization as it adapts to, improves and creates in an ever-changing world. CUSTOMER VALUE STREAM CUSTOMER REQUIREMENTS AND EXPECTATIONS PRODUCT/ SERVICE DEFINITION AND DEVELOPMENT SUPPY CHAIN MANAGEMENT PRODUCTION, DISTRIBUTION AND SUPPORT CUSTOMER DELIGHT Values express the organizational character. They are the intrinsic, bedrock behavior to which employees revert when there is no other guidance. Aligning organizational values with individual faculty and staff member values is therefore very important. We believe that the Customer Value Stream concept provides a competitive advantage in the global market because it assures that our processes deliver everything that is of value to the customer and nothing that is not of value. This concept underlies our curriculum. At UST Manufacturing Systems and Engineering we have put this leadership structure in place with the following mission, vision and value statements: At the front end of the Customer Value Stream is a complete and comprehensive understanding of customer requirements and expectations including both articulated and unarticulated needs. We define and measure customers’ perception of value using four major categories: Figure 1 MISSION: 1. Products and services To deliver the knowledge necessary to make manufacturing a central competitive advantage. 2. Relationships VISION: 3. Brand promise • Be recognized by our customers and the community as one of the top ten programs in Manufacturing Systems and Engineering. • Gain global recognition for teaching excellence and applied research. VALUES: • Being a teaching institution • Emphasis on application • Instructors with extensive leading edge industrial experience. • Close contact with the community THE SME “NEW MANUFACTURING ENTERPRISE WHEEL” The University of St. Thomas Programs in Manufacturing Systems and Engineering have translated the SME New Manufacturing Enterprise Wheel into a broad, strategic definition of “manufacturing” that we call the “Customer Value Stream” shown in Figure 2. Figure 2 4. Price. Customers make purchase decisions based on their perception of the value offered in each of these four categories. Once the customers’ perception of value is understood, that perception must be transformed into creative products and services that deliver only that value - no more, no less. An efficient design process should be used to assure that products and services are robust, that is that the effects of natural variation are minimized in the product/service function. Design for producibility methods should be employed to maximize the function per feature of the product and service. Process development must be comprehensive and span the spectrum of activity from supply management, through production, distribution and support to the customer experience at the end of the Customer Value Stream. Processes must therefore be designed and installed for relationships as well as for products and services. Two new degree initiatives have resulted from the implementation of the Customer Value Stream concept. By building on our core competencies, program flexibility and responsiveness to our markets, these initiatives provide learning and credentials needed and valued by industry. Another hallmark of our programs is that they are applied, rather than theoretical. This is driven by the needs of industry and made possible by the extensive industrial experience of our faculty. needs and, accordingly, guide our strategic planning priorities. Figure 3 shows that we identified nine One of these initiatives is the Master of Science in Technology Management. This program is in response to needs expressed by local industry and our graduate students for a degree that provides knowledge in strategic management of technology, from identification of technology needs to evolution management. It provides a compliment to our Master of Manufacturing Systems Engineering and Master of Science in Manufacturing Systems degrees, and the Master of Business Administration with a concentration in manufacturing which we support. After the stakeholder needs were identified and ranked, we defined the processes by which we deliver stakeholder value. They are shown in Figure 4. Each of the primary processes has one or several subprocesses. Our future work will be to map each of these processes and subprocesses, reengineer them as necessary, and then continually improve them so that they deliver maximum value at peak efficiency primary stakeholders and, in turn, nine key stakeholder needs. This analysis was performed using environmental, demographic and stakeholder information. We will validate and evolve the information through our stakeholder satisfaction measurement process. Figure 3 The other degree, a Bachelor of Science in Mechanical Engineering, is tailored to the needs of local industry, and interest expressed by parents and students, by providing a concentration in Mechatronics. This degree also builds Undergraduate Students Employees Alumni Faculty UST Community Prof. Assoc. Suppliers Total We examined a host of alternatives before focusing on these two initiatives. Throughout we used our strategic plan as a guide, involving stakeholder groups in the process. And as we worked through these decisions, we modified and refined the strategic plan as well. Stakeholders Graduate Students on strengths within the department and compliments the existing Bachelor of Science in Manufacturing Engineering. STAKEHOLDER ANALYSIS 1 Brand reputation and recognition 9 9 6 9 9 9 3.8 1.8 6 62.6 2 Accessibility 9 9 9 9 9 3 3 1 9 61 3 Recognized degrees: reputation 9 9 3 9 9 9 3 1 9 61 4 Relevant courses 9 9 9 3 9 9 1 1 9 59 5 Improved image of manufacturing 6 6 9 9 9 9 1.5 3 4 56.5 6 New curricula 9 9 9 3.8 9 5.5 0.5 3.3 5.5 54.6 7 Development of qualified graduates 9 9 9 5.3 6 9 1.8 1.3 3.8 54.2 8 Academic rigor and quality 9 9 6 5.3 9 9 1.1 1.1 3.1 52.6 9 Short courses and certificates 3 0 9 9 9 3 1 3 0 37 72 69 69 62.4 78 Stakeholder Needs STAKEHOLDER ANALYSIS As a prerequisite to our strategic planning process and to assure consistency with our mission to deliver knowledge within our broad, strategic definition of “manufacturing”, we have performed the following stakeholder analysis. The stakeholder analysis uses a “voice of the customer” approach to rank the needs of each stakeholder. Our rating system of 9-3-1 was designed to accentuate the most important stakeholder Figure 4 65.5 16.7 16.5 49.4 498.50 STAKEHOLDER ANALYSIS Learning Professional Credibility Faculty/Staff Support & Development Industry Contact Marketing Partnerships NonCredit Activities Funding Student Service Alumni Total Activities/Processes 1 Improved image of manufacturing 9 9 6 9 9 6 9 3 0 6 66 2 Accessibility 9 3 9 9 6 6 9 1 9 3 64 3 Brand reputation & recognition 9 9 9 9 9 3 1 3 6 6 64 4 Recognized degrees: reputation 5 Relevant courses 9 9 9 6 9 9 9 6 3 3 9 6 0 1 6 6 3 0 3 3 60 49 6 Short courses and certificates 6 6 3 9 9 0 9 0 3 3 48 7 New curricula 9 9 9 9 1 3 0 3 0 1 44 8 Development of qualified graduates 9 9 6 3 0 1 0 3 3 0 34 9 Academic rigor and quality 9 9 6 3 0 3 0 1 1 0 32 66 66 40 37 29 26 25 25 461 Stakeholder Needs 78 69 The UST Department of Manufacturing Systems and Engineering has developed, over the years, several sustainable competitive advantages, that differentiate it from other universities. We divide our sustainable competitive advantages into two components as follows: 1. Core Competencies - Close contact with employers - Flexibility in course offerings - State of the art knowledge 2. Entitlements OUR STRATEGIC PLANNING MODEL With the foregoing information and analysis in place, we are now in a position to implement our strategic planning model (Figure 5) noted in the abstract. Other sections of this paper have discussed our mission, vision, and values, our information and decision making process and our value-adding processes. Two other parts of the model deserve some discussion. - St. Thomas name - Central location in the metropolitan area, the state and the United States. Our aim is to continually extend our sustainable competitive advantages through wise use of endowments and investments and by forming focused partnerships and alliances with other institutions. We have developed a set of strategies by which we will achieve our vision to be recognized as one of the top 10 programs in Manufacturing Systems and Engineering and to gain global recognition for teaching excellence and applied research: Figure 5 Strategic Planning Model MISSION FOCUS VISION VALUES INSPIRATION CHARACTER TRUSTWORTHY INFORMATION CREATIVE ALTERNATIVES CORRECT LOGIC 1. To teach from leading edge materials and encourage critical thinking. 2. To offer cyber-degree programs with wide accessibility. 3. To offer mass customized degree programs tailored to individual student needs. Sustainable Competitive Advantages 4. To develop individualized student roadmaps for lifetime learning plans. 5. To use ABET Engineering Criteria 2000 and the Malcolm Baldrige Education Criteria to assess and drive our performance. OBJECTIVES LONG TERM SHORT TERM STRATEGIES CURRENT YEAR ACTIONS These strategies are translated into action plans on an annual basis. ASSESSMENT AGAINST WORLDCLASS PERFORMANCE An academic institution achieves excellence by measuring itself against worldclass benchmarks, learning from “best in class” and then continually improving its performance in key areas. At UST Department of Manufacturing Systems and Engineering, we perform a dual assessment; one against the Accreditation Board for Engineering and Technology Engineering Criteria 2000 (EC 2000) and the other against the Education Criteria of the Malcolm Baldrige National Quality Award (MBNQA). There is a close correlation between the two as shown in Figure 6. The objectives of ABET accreditation as stated in EC 2000 are: 1) assure that graduates of an accredited program are prepared adequately to enter and continue the practice of engineering 2) stimulate the improvement of engineering education 3) encourage new innovative approaches to engineering education 4) identify these programs to the public. Figure 6 ABET EC 2000 MBNQA CORRELATION Criterion 1 - Students Results Item 6.1 Student Performance Criterion 5 - Faculty - quality Item 4.1 Human Resource Planning Item 7.1 Current Student Needs & - size & Evaluation Expectations - qualifications - performance Item 4.2 Faculty & Staff Work Item 7.2 Future Student Needs & Systems Expectations Item 4.3 Faculty & Staff Development Criterion 2 - Program Educa- Item 3.1 Strategy Development Item 4.4 Faculty & Staff Well-Being tional Objectives Item 3.2 Strategy Deployment & Satisfaction - objectives - process Criterion 6 - Facilities Item 5.4 Research Scholarship & - curriculum - conducive to Service - evaluation learning - faculty - student Criterion 3- Program Outcome Item 6.1 Student Performance Results & Assessment - skills & knowledge of graduates - feedback to improve program Item 7.4 Student & Stakeholder Satisfaction Determination interaction - modern engineering tools Satisfaction Results Item 7.6 Student & Stakeholder Criterion 7 - Institutional Support & Financial Resources - program quality Component Item 5.6 Business Operations Management Item 6.4 School Business Performance Results Item 7.5 Student & Stakeholder Satisfaction Comparison Criterion 4 - Professional Item 5.5 Enrollment Management Item 5.1 Education Design Item 5.2 Education Delivery & continuity - faculty development - content of courses - equipment - quality - support personnel Item 1.1 Senior Administration Leadership Item 2.1 Management of Information and Data Item 4.3 Faculty & Staff Development Item 5.3 Education Support Service Design & Delivery Item 5.6 Business Operations Management Item 6.4 School Business Performance The Baldrige criteria, in turn, serve as an academic excellence model. They are: 1) a comprehensive communications vehicle 2) a realistic self assessment tool 3) a mechanism for continual improvement Criterion 8 - Program Criteria - SME required Item 5.1 Education Design Item 5.2 Education Delivery content 4) a framework for learning. Applied in tandem, the EC 2000 criteria and the Baldrige criteria form our Value Creation Model shown in Figure 7. This model is the underpinning of our drive to be renowned globally for teaching excellence and applied research and to be recognized as one of the top 10 programs in Manufacturing Systems and Engineering. Figure 7 Value Creation Model M A N A G E M E N T C O M M I T M E N T Conduct Research Knowledge Processes World Changing Knowledge Enhanced Civilization Committed Faculty Global Reputation Revenue Growth Superior Education Teach Delighted Students Innovation Business Processes Committed Staff Shortened Cycle Times Improved Service Reduced Waste Improved Asset Utilization Greater Productivity Lower Costs Continually Refine Processes Delighted Stakeholders REFERENCES Jakubowski, Gerald S., Mel I. Mendelson Loyola Marymount University “Using Customer Feedback for Improvement of a Graduate Program” Transactions of the 1997 ASEE Annual Conference, June 15-18, 1997 Engineering Criteria 2000 Second Edition The Accreditation Board for Engineering and Technology Weimerskirch, A.M., Baldrige for the Baffled, Honeywell Publication Education Pilot Criteria, 1995 Malcolm Baldrige National Quality Award, National Institute of Standards and Technology Bennett, Ronald, “Industry/Academia Collaboration: Developing a New Master of Science in Technology Management Degree Program” 1998 ASEE Annual Conference (To be published) Manufacturing Competitiveness Chapter Enterprise Minnesota Book November 13, 2008 RJ Bennett “In a period of rapid change, to adapt is too dangerous because it means you are always running behind. You have to find a way of getting ahead . . . call it vision, call it mission, it’s basically taking responsibility for shaping events.” Peter Drucker There are three ways of creating wealth: agriculture, mining and manufacturing. As manufacturers, you are not only a key player in creating wealth, you are transforming designs, energy and materials into products that help people fulfill their needs and wants. With your lean manufacturing processes, you are providing high quality products at low cost so that increasing numbers of people in the United States and worldwide can improve their standard of living. You are an essential component to building the middle class, improving the lives of billions and creating a more stable world. This is no small responsibility. So how do you as manufacturers continue to improve and thrive under increased cost and competitive pressures? How do you increase the value of your organizations so that they continue to be competitive? We know that many commodity products with high labor content are being produced offshore. Sure, variable currency exchange rates and high transportation costs mitigate this somewhat, and the long supply chains can be a problem with more complete information channels and high inventories in transit. But in the long run, we can only compete if we produce products with lower costs through automation and waste reduction, and focus on higher value products and processes. As Drucker notes in the quote at the beginning of this article, it is too dangerous to be adaptive; we as manufacturers need to get ahead. So, how do we do that? Arnie Weimerskirch and others at Honeywell have developed a Value Creation model that helps understand our opportunities. VALUE CREATION MODEL A manufacturing organization creates value by increasing revenues and decreasing costs. Everyone knows that. But how? On the revenue side, companies build relationships with customers and develop imaginative products, leading to delighted customers, repeat business and revenue growth. On the cost side, companies refine processes, improve quality, shorten cycle times, reduce waste and take non-value added steps out of their processes. This is also a rather simplistic description. But it isn’t really companies that do this. It is employees; passionate, committed employees who are motivated and empowered to be creative, make decisions and, yes, make mistakes, that create these innovative products, build relationships and refine processes. But they need three things: a culture of innovation, created by an enlightened management; the tools (education) to know what new things to try; and the empowerment to make mistakes on the way to these transformations. When you’re exploring new turf, there is no fool-proof recipe, so mistakes are bound to happen. But if we stick with the old methods, we cannot expect anything but the same old results. Chances are, those same old results will not be enough to keep manufacturing competitive into the coming century, or even the coming decade. So the big burden is on the leaders of our manufacturing organizations. It will require some changes, sometimes major changes, in the way the leaders do things, and in fact, in the way they think. However, do not despair, others have made the journey, and there is lots of support available. The only real requirement is passion, that strong will to make each manufacturing organization as innovative and competitive as you can. The alternative is simply not acceptable. CHALLENGES FACING MINNESOTA MANUFACTURERS Challenges facing Minnesota manufacturers are not new and not unique to Minnesota. In fact, they are worldwide. Actually, these challenges have been around for a half century; they just weren’t as critical in the past. We have often had labor shortages in one area or another, but the looming shortage of technically educated workers is exacerbated by the demographic changes occurring in Minnesota. Despite an influx of immigrants from many diverse communities, the number of students graduating from high schools over the next decade will diminish, providing fewer potential new employees. This is compounded by the declining graduation rate. On top of that, there are a growing number of “boomers” who are scheduled to retire during the same timeframe, not only diminishing the skilled technical workforce, but taking valuable knowledge out of the system. The growth of the world economy is of course a major challenge, with production of many commodity items requiring extensive labor content moving to lower wage regions. Countering the lower cost of these commodities are the rising transportation costs, valuation of the dollar against other currencies, the communications complexities often involved in international commerce and the inventory problem of a boat load of obsolete product in transit to your warehouse. Despite the worldwide competition, many Minnesota manufacturers are manufacturing products that are sold – competitively – into countries with much lower labor costs. How are they doing this? By designing and building higher-valued products using advanced technology – and innovation. Which gets to the other point, and that is emerging and disruptive technologies. For the manufacturer caught unaware, these can be devastating to Minnesota manufacturing. However, for companies aware of these technologies in advance, and with employees trained in their application, they become a real competitive advantage. The worldwide competitive position of Minnesota manufacturers is a challenge, but the picture is not bleak. Well, that is, it doesn’t need to be. There are many pro-active measures that manufacturers can take, in Drucker’s words “taking responsibility for shaping events”. INNOVATION William Wulf, former President of the National Academy of Engineering, stated in a lecture at the University of St Thomas in 2006 that to compete globally, we in the United States need to be more innovative, adding value that supports our higher wage base. The basis of innovation is creativity. In his view, creativity is simply the process of taking two ideas that seems disconnected, and connecting them. He went on to say that the more diverse the group, the more individual ideas we have, so by working collaboratively we have the opportunity to be much more innovative. Our American culture supports this behavior better than any other. The job of leadership in manufacturing companies is to create a culture of innovation. Develop a clear vision, mission and values with your organization. Develop goals and a strategy to achieve them. Share your vision, mission and goals with employees, empower them to be creative, and create a culture of innovation. Engage employees in redesigning their jobs to be more exciting, filled with meaningful content. Have employees meet customers, ask them what they could do to improve the product from their perspective. This is not easy. It is difficult to “let go” and trust employees. You and your employees may need some coaching in the process. As part of your strategy management process, think about your customers. Do you have good relationships? Will their products be in demand in the future? What can you do to make your customers more competitive? And in the process, ask yourself whether you have selected the customers you want to achieve your own goals? TALENT What is the make-up of your employee talent and the supply chain of future employees? Do you have an adequate supply now, and what will your needs be in the future? Many manufacturers are concerned about their workforce, particularly about how they will fill positions when the current employees retire. Will there be an adequate supply to meet future needs? This is your most critical challenge. What skills do you need now, and what will you need in 5 years? Or in 10 years? Have you established an estimated personnel need list? You’ll need one if you want to compete, and if you want to develop the supply of talent you’ll need. There are several things you can do proactively to address the talent need. First, you already have employees. Get them engaged in ongoing education and continual learning. There are no better resources than this critical group. They know your business. Through continual learning, they will develop the new skills you need. They will keep an eye on emerging and disruptive technologies and give you early notice of what you will need to do to continue to be competitive in the long term. Second, for those employees that may be thinking of retirement, or for those that are considering leaving your employ for other reasons, explore options. Would flexible work hours, job-sharing or some other variation in standard employment help? Can you retain the skills and knowledge of expert retirees, bringing them back to mentor less experienced employees? Third, there are many with talents who have left the workforce to raise families and for other reasons. Have you tapped that resource, and do you have the flexibility to incorporate them and other who want part-time, flexible employment? Fourth, for entry level employees, have you developed a presence in K-12 schools, particularly high schools, to create awareness of your needs and opportunities for students? Don’t forget to mention the exciting jobs, compensation and benefits, and what your products are doing for society. Millennium students have a profound interest in helping society. Also, have you developed a close working relationship with a technical college or university? Do you know the faculty? Have you sponsored internships? Or scholarships? Or design projects? There are a host of opportunities in the Minnesota State University and College system, the University of Minnesota, and a large body of private universities and colleges. And they are spread all over the state, so one of them is close to you, no matter where you are. And keep in mind, for the public institutions, you are already paying for them through your taxes. Why not take advantage of this tremendous resource which is right in your back yard? MANAGING COSTS One of the major topics in all industries today is Lean, taking waste and non-value added steps out of your processes. Cost containment is becoming like quality; once quality was a differentiator, now it is an expected requirement. Same today for lean. Managing inventories and supply chains, using appropriate technology to take non-value added processes out of your system, takes job redesign. Build jobs to require advanced skills, making the jobs more interesting and higher value, which will make them more attractive. At the same time, you will be building competitive advantage into your workforce to use advanced technologies. PRODUCTS Commodities will be produced by the low-cost manufacturer. It’s possible that you can compete with a low-cost strategy. Those that are doing that now are using advanced technology to make them low cost, so to compete in this category, there is little doubt those that succeed will need to adopt appropriate technologies. A better strategy will be to look to emerging trends, those areas in which there are severe problems are the ones offering the greatest business opportunities. Areas such as energy, environment, water, health care products and other areas where a long physical supply chain is a problem. There are opportunities in several ways. One is to employ state-of-the-art technology to reduce energy costs, improve environmental compliance, use water and other resources more efficiently in your processes. Another is to explore using your manufacturing capability to supply OEMs in these fields, developing new products and markets. Think about how you can leverage your existing products or manufacturing capabilities into these areas? Develop new customer bases that have potential for growth in these areas. Identify your own competitive edge and capitalize on it. RESOURCES The availability of resources is excellent, particularly in Minnesota. There is a vast technical community employed in our technology-leading companies. These individuals are a rich resource for networking. There are a large number of excellent K-12 educational systems in Minnesota, and an equally excellent and geographically dispersed array of 2 year and 4 year educational institutions. Begin with your own employees. Transform the jobs in your organization to take advantage of their knowledge of your industry. Require continuing education for your employees, and support it. There are many organizations, including the MnSCU system, that provide on-site custom training for your specific needs, plus many other forms of continuing education opportunities. An empowered workforce will help you track emerging technologies and identify disruptive technologies, as well as improve current operations. Work with your customers, and even your competitors. Customers can help you understand their competitive environment, and help you understand how you can make them increasingly competitive. And there are increasing number of instances where customers may also be competitors. The term “coopetition” has been applied to this relationship. Evaluate when and where it might be appropriate to develop collaborative relationships further. Network extensively with education. Develop personal contacts in your regional high schools, and offer to provide plant tours for student and faculty and counselors, bring experts in your industry into the classroom, judge design competitions, or offer job opportunities to high school students during summer. You may want to establish scholarships for students to get 2 year degrees that bring skills to your company. Develop these relationships early, not at the last minute when you are under pressure to hire. Develop similar contacts in two year technical colleges and four year schools. Meet the faculty, explore doing design projects related to your industry. Provide internships for students and faculty. Work with faculty on new curricula that will support your current and future business. Participate actively in advisory boards of these institutions, and provide resources to keep the programs state of the art. Identify major opportunities and threats. Use your most valuable resource – your employees, plus technical college and university faculty, professional societies and other network contacts to watch emerging and disruptive technology trends, provide an early warning system and identify opportunities in products and new markets. Identify methods to reduce energy costs and address environmental compliance, because it’s good business, not because it’s required. Stay close to your customers, getting early notification of changes in product requirements and geographic location.
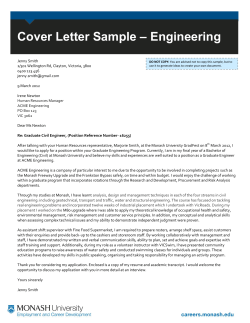



© Copyright 2026