
View PDF - Conference Proceedings
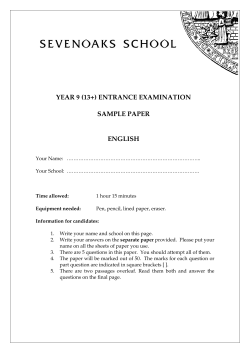
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th SC, New York. N.Y. 10017 97-GT-273 The Society shall not be responsible for statements or opinions advanced in papers or creicussion at meetings of the Society or of its Divisions or Sections, or printed In its publicadons. Discussion is printed only it the paper is published in an ASME Journal. Authorization to photocopy material for internal or personal use under circumstance not refine within the fair use provisions of the Copyright Act is granted by ASME to libraries and other users registered with the Copyright Clearance Center (CCC) Transactional Reporting Service provided that the base fee of $0.30 per page is paid directly to the CCC, 27 Congress Street Salem MA 01970. Requests for special permission or bulk reproduction shotdd be addressed to the ASME Technical Ribishing Department CopyrigN 0 1997 by ASME All Rights Reserved Printed in U.S.A BLACK LIQUOR-GASIFIER/GAS TURBINE COGENERATION III 1 10111 11 111111111111 Stefano Consonni Departimento di Energetica Politecnico di Milano 20133 Milano, Italy Eric D. Larson' Center for Energy and Environmental Studies School of Engineering and Applied Science Princeton University, Princeton, NJ 08544 BREAK Niklas Berglin Department of Heat and Power Technology Chalmers University of Technology 412 96 Goteborg, Sweden ABSTRACT The kraft process dominates pulp and paper production worldwide. Black liquor, a mixture of lignin and inorganic chemicals, is generated in this process as fiber is extracted from wood. At most knit mills today, black liquor is burned in Tomlinson boilers to produce steam for on-site heat and power and to recover the inorganic chemicals for reuse in the process. Globally, the black liquor generation rate is about 85.000 MW (or 0.5 million tonnes of dry solids per day). with nearly 50% of this in North America. The majority of presently-installed Tomlinson boilers will reach the end of their useful lives during the next 15 to 20 years. As a replacement for Tomlinson-based cogeneration. black liquor-gasifier/gas turbine cogeneration promises higher electrical efficiency, with prospective environmental, safety, and capital cost benefits for kraft mills. Several companies arc pursuing commercialization of black liquor gasification for gas turbine applications. This paper presents results of detailed performance modeling of gasifier/gas turbine cogeneration systems using different black liquor gasifiers modeled on proposed commercial designs. INTRODUCTION Black liquor is the lignin-rich byproduct of fiber extraction from wood in kraft pulp production. In 1994. the U.S. pulp and paper industry consumed 1.2 El ( I 0" 3), or 38.000 MW, of black liquor. This exceeded the 1.0 El of total fossil fuel used by the industry (AFPA, 1996). The industry bums black liquor today in Tomlinson recovery boilers that feed back-pressure steam turbine cogeneration systems supplying process steam and electricity to mills. A critical second objective of Tomlinson boilers is the recovery of pulping chemicals (sodium and sulfur compounds) from the black liquor for reuse (Adams et al., 1997). Technologies for gasifying black liquor are under development to replace Tomlinson boilers. This paper assesses the prospective energy performance of black liquor gasifier/gas turbine technologies that are targeted for commercial application by early in the next decade. This work is motivated by the interest of the pulp and paper industry in black liquor gasification technology arising from prospective improvements in energy, environmental, safety. and capital-investment characteristics compared to Tomlinson technology (Larson et al.. 1996: Industra. 1996). The industry sees some urgency in realizing the promise of gasification technology because its fleet of Tomlinson boilers is aging. Some 80% of all currently-operating recovery boilers in the U.S. were built or rebuilt before 1980 (Fig. 1). Typical recovery boiler lifetimes are around 30 years (Weyerhaeuser et al, 1995), so most of the recovery boilers in the U.S. (and Canada, as well) will need major attention or replacement over the next 15 to 20 years. As the most capital-intensive of U.S. manufacturing industries, the papa industry is keenly interested in minimizing capital expenditures for replacements, but would like to do so while simultaneously meeting increasingly stringent environmental regulations, improving energy performance. and reducing the risk of major recovery boiler explosions that occur periodically (Grant. 19%). The need to replace Tomlinson boilers over the next two decades provides a once-in-thirty-years window of opportunity for the industry to make a major technology change (to gasification) to address these concerns. Black liquor gasifier development received considerable attention in the U.S. in the early 1980s (Kelleher. 1985: Empie. 1991). but the prospects for commercializing technology appear considerably improved at present. In fact, the first fully-commercial black liquor gasifier (Smith et al.. 1996) has begun startup testing at Weyerhaeuser's New Bern mill in North Carolina. This unit will provide the mill with incremental capacity for chemicals recovery from black liquor, with the gasifier product gas being burned in a boiler. For the longer-term, there is industry interest in full replacement of Tornlinson-based cogeneration with gas turbine-based systems. Black liquor gasification technologies under development can be classified according to operating temperature, or equivalently, according to the physical state in which the majority of the inorganic content of the feed black liquor leaves the reactor. High-temperature gasifiers operate at 950°C or higher and produce a molten smelt of inorganic chemicals. Lowtemperature gasifiers operate at 700°C or lower in order t6 insure that the inorganics leave as dry solids. Kvaerner and Noell are two companies developing high-temperature gasifiers for gas turbine applications. ABB Author to whom correspondence should be addressed. Presented at the International Gas Turbine & Aeroengine Congress & Exhibition Orlando, Florida — June 2—June 5, 1997 This paper has been accepted for publication in the Transactions of the ASME Discussion of it will be accepted at ASME Headquarters until September 30,1997 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms 35000 Fs' In Developing Regions P. 30000 3 '0 - 5000 0Japan 0 Europe, Aus/NZ 25000 - X • North America - 4000 a. 0. CO 15 20000 "5 Ct) u m After 1988, 3" O only units in . the U.S.A. are included here. - 2000 o 63 10000 .o _ 1000 2 I 0 .. fl 0 1935 1940 1945 1950 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000 Startup Year Fig. 1. Age and capacity of 540 operating recovery boilers. (Record is incomplete after 1988.) Cumulative total black liquor processing capacity shown here is 390,000 tonnes of dry solids per day (tds/d), or 64,000 MW This total represents about 75% of total global capacity in 1995. gasifier, the gas turbine, the steam cycle, the heat exchanger network), but treats simplistically other components which, despite their technological relevance, have minor impacts on the plant mass and energy flows (e.g., a hot gas filter). The modeling work reported here ignores altogether the important impacts that gasification of black liquor might have on chemical recovery steps outside of a pulp mill's cogeneration plant, e.g. on the lime kiln (NUTEK. 1992; Industra, 1996; Larson et al., 1996). These impacts have little or no bearing on the heat and mass balances of the gasifierfgas turbine system, but would need to be considered at any actual mill. and MTCI are developing low-temperature gasifiers for such applications. Pressurized operation (at about 25 bar) is being pursued for the hightemperature gasifiers. ABB has proposed a milder pressurization (perhaps up to 5 bar), and MTCI is an atmospheric-pressure design. Additional details regarding these gasifier technologies are available elsewhere (Larson et al., 1996; Grace and Timmer, 1995; Stiggson and Hessebom. 1995; Larson et al., 1996; Dahlquist and Jacobs, 1992; Aghamohammadi et at. 1995). Gasifier development by companies other than these four is at a much-reduced level of intensity (Industra, 1996). Results of calculations of the MI-load performance of gasifier/gas turbine systems incorporating gasifier designs based on three of the four designs under commercial development are reported here. Calculations based on the MTC1 gasifier design have yet to be completed. Reference Black Liquor Mass and energy balance calculations with the model require only a correct estimate of the heating value, the dry solids content and ultimate composition of the input fuel (Consonni and Larson. 1996: Larson et al.. 1996). The dry solids content and ultimate composition determine the flux of atomic species into the power plant. The heating value allows closing the heat balances. Black liquor characteristics adopted for all calculations are shown in Table I. Dry solids can include up to I% chlorine (not shown in Table I). Minor chlorine content has practical relevance, but a negligible impact on heat and mass balances, and so is neglected here. MODELING BLACK - LIQUOR COGENERATION General Aporoach The starting point for the calculations is a computation model originally developed to predict the full-load, design-point performance of complex gassteam power cycles (Consonni, 19921. In the model, the system of interest is defined as an ensemble of components, which can be of twelve basic types: pump, compressor. combustor, gas turbine expander, heat exchanger. mixer. splitter, steam cycle (which includes HRSG. steam turbine, pumps and all auxiliaries), air separation plant, shaft (which accounts for turbomachinery interconnections and electric losses), saturator, and chemical converter. Operating characteristics and mass and energy balances of each component are calculated sequentially and iteratively until the conditions (pressure, temperature, mass flow. etc.) at all interconnections converge toward stable values. The basic model is extensively described elsewhere (Consonni et at. 1991: Lozza, 1990; Loan et al., 1993; Chiesa et al., 1993; Chiesa et al.. 1994]. The model accurately simulates full-load performance of plant components that are crucial to the energy and mass balances (e.g., the Table 1. Reference black liquor, with 75% dry solids (ds) content Heat Value (Makg cis) Ultimate Composition (dry weigh %) H 0 5 Na K Hater Net' 12.409 14 363 2.5 34.4 3.7 18.6 37.2 3.6 a) The on hewing value (NHV) is commonly used amide of North Amnia. It accounts cc unrecovaed latent heat at water vapor and umansweed beat ded up in reduced sulfur compounds leaving • reactor in practice. The M4V is calculated bat using the ormula of Adams, a al. (1997): NHV (Mlitg) • 1•CHV (hU/kg) • 2.44x0 WAN - 12.9x(78/32)xSs%. where H and S are the mass fractions of hydrogen and sulfur in the ca cao) black liquor and 11, is the assorted efficiency of sat reduction. 101% sulfur reduction is assumed in the above table. 2 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms 950 Table 2. Equilibrium and vendor-reported gas compositions.' Ar Equilibrium (mol tr) 0.47 Vendor1mb( 'kr - CH, CO 0.05 11.16 2.5 10.5 CO, H, NO H,S 12.94 20.27 14.58 0.74 13.5 19.4 14.6 Mill process steam and power demands, excluding cogen plant consumption. N, r, 39.79 1.4 .0 900 38.1 0 (a) Values assume 72% dry solids bla k liquor with composition (weight % di). C. a. to • 1350 3604: H 3.3. O. 34.23: 5.4,9 .. Na. 17.72: K. 1 . Liquor feed at 115Y. air at SCOT. stactor iemperarun and press= of 71:0C and I tor. 99%C conversion, heat loss of 1.065% of feed HHV, (hl Penonal communication from D. Task ABB. Windsor. CT. ha 1996. . Swedish 'best practice' mill, 1988 (AF-IPN. 1993) o U.S. mill (anonymous) 800 Older U.S. mill (Subbiah at al., 1995) Gasification #3• .0 750 The high sodium and potassium content of black li quor help catalyze g asification reactions, so that even at relativel y low temperatures, the composition of the product gas is close to equilibrium, except for methane and hydrogen sulfide (1-1 2S). e.g.. see Table 2. This simplifies modelin g the gasifiers for heat and mass balance purposes. Since discrepancies in H :S are much smaller than those with CH,, and the concentrations of H :S are small regardless. i gnoring the discrepancy in FI 2S yields a negligible error in the overall heat and mass balance of the plant. Corrections for non-equilibrium methane content are made based on compositions reported b y Bcrglin (1996) and Backman and Solmenoja (1994). While there is some uncertaint y as to what the methane concentration would be in practice. sensitivity calculations confirm that variations around the concentrations assumed here have little impact on overall plant heat and mass balances. 700 Swedish mills (Berglin, 1996) • El 650 P 2 is Newer U.S. mill (Larson, 1992) #1 . Swedish 'best practice' mill, 1988 (AF-IPK, 1993) cs 600 • Swedish model mill. 2000 (Wamquist. 1989) CO CD ° 550 2 Gas Turbine o Integrated unbleached !craft linerboard mills • Bleached icraft market pulp mills 500 An important feature of the computation model used here is its capability to predict the hill-load desi gn-point performance of actual commercial gas turbines without the, need for proprietar y manufacturers data. For specificit y. the Siemens KWU 64.3a is selected here for all calculations. The crucial parameters that determine turbomachiner y efficiencies and cooling flows in the model are calibrated such that the model reproduces published performance of the actual commercial en gine operating on natural gas fuel (Table 3). The good match with quoted performance provides a basis for confidence in the results for the gasification-based calculations. The same gas turbine is selected here .for all calculations to help illustrate intrinsic differences among alternative gasifier desi gns. The black liquor fuel requirements for a 64.3a turbine correspond (approximatel y) to the black li quor flow at typical modern kraft mills having production capacities ran ging from 1100-1800 air-dry metric tonnes of final product per day. A perfect matching between the quantity of gasified black li quor available at a mill and the fuel requirements of a specific gas turbine will be rare, because the fuel availability is largely determined b y Table 3. Calculated and vendor-quoted considerations related performance of the Siemens KWU 64.3a to pulp and paper natural gas simple c ycle gas turbine. production (and, Predicted Quoted possibly, the costInput Assumptions effectiveness • of 1280 Turbine inlet T. not avail. generating excess Pressure ratio 16.6 16.6 power for external Inlet air now. kg/s 191.9 191.8 sale), while the size of Calculated input* the gas turbine is Exhaust flew. 196.3 194 determined by the few 563 Exhaust T. *C 565 models available on 36.4 Efficiency.% 36.8 the market. A practial Net Power, MW 70.1 70 operating strategy at a 00 5.0 10.0 15.0 20.0 25.0 Process Steam Demand (CJ/air-dry metric tonne of product) Fig. 2. Kratt-mill energy demands. "Swedish model mill" Is an estimate of economically achievable level In a greenfield mill built in year 2000. mill (not considered here) mi ght involve supplementin g the available gasified black liquor with natural gas or gasified biomass to provide the full fuel requirement of a gas turbine. While results are shown for onl y one gas turbine, the si gnificance of the results is not restricted to this turbine alone: ver y similar results would be obtained for turbines of other manufacturers that are of the same basic t ype (heavy-duty industrial), same power output class, and same generation of technology. For example, the General Electric 6001FA is ver y similar to the Siemens KW1J64.3a The use of gasified black li quor would require some adjustment in the operating parameters of an actual turbine. In particular, the fuel flow required to reach the desi gn turbine inlet temperature will be hi gher than with natural gas, due to the lower volumetric ener gy density. All other factors constant, this larger fuel flow increases the flow throu gh the turbineexpander, and thereb y the required expander inlet pressure. Increasin g the engine's compression ratio to achieve this ma y cause compressor stall. To avoid simulating unrealistic compressor operation, the engine's compression ratio is allowed to increase modestl y (from 16.6 to 17), but further increase is limited by simulated closin g of the compressor inlet guide vanes, which reduces air flow to the en gine to avoid stall. Some hardware modifications ma y also be re q uired, including enlarging the fuel nozzle flow area. The calculations assume that such hardware changes can be made without si gnificantly affecting thermodynamic performance. The accurate inte grated modeling of actual commercial gas turbines is 3 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms an important distinguishing feature of the present work relative to other studies that have examined black liquor gasifier/gas turbine applications in the kraft pulp and paper industry. e.g. Berglin (1996). Ihren (1994), and McKeough et al. (1995). Table 4. Tomlinson performance. This Adams. work 1997 Ambient air temp.. *C 15.0 27.0 Feedwater temp., °C 89 110 Air preheat temp., °C 150 150 INPUT ASSUMPTIONS Smelt exit temp.. °C 850 850 Carbon cony, to gas, % 99.00 98.48 Heat loss, % liquor HHV 2.0 2.5 Stack temp.. 'C 177 210 Flue 0, (% dry vol.) 3.0 2.8 0.18 Table 6. Calculated gasifier heat and mass balances. Reactor type - Low P.1 air-blown High P. T air-blown High PT 0,-blown High P,T 0,-blown 700 950 IMO 1400 2 25 25 25 75 75 75 75 115 Assumptions Reactor temp., °C Reactor pressure, bar Liquor feed. Sc cls Product Gas Cleaning Liquor feed temp.. °C 115 115 115 Air feed. Vtds 1.67 1.91 n.a. n.a. 0, feed, tads n.a. n.a. 0.471 0.580 Oxidant temp., IC 268 390 135 135 2.543 2.784 1.344 1.477 Calculated Results For all plant Soot blow steam. Utds 0.18 configurations. cleaning of Slowdown, Inds 0.11 0.11 the syngas is assumed to be Steam pressure, bar 60 carried out by an isothermal 62 Steam temp.. •C 450 scrubbing at 10°C. A 482 CALCULATED variety of commercially Steam produced. [Ads proven processes are 136 3.11 Heat to steam, Sc' available for H,S removal 65.0 62.5 (a) Hem in steam delivered to turbine less hem in from syngas. but the soot-blow smart divided by input liquor HHV. practical feasibility of scrubbing gasified black liquor to meet turbine specifications and also recovering sulfur for recycle to the pulp mill remains to be demonstrated. Within the model adopted here for the gasifier. only H„S must be removed from the raw syngas--all sodium and potassium leave in the condensed phase. In practice. some CO 2 would also be removed when scrubbing H2S. Given the much higher concentration of CO than H,S in the raw gas, we have assumed that 2 moles of CO, are removed for Raw gas. tads At (mol Sc) 0.498 0.555 0.870 1.062 2.324 10.532 2.151 2.192 CO 0.908 11.619 CO, 12.405 11.452 23.059 18.571 21.894 20.740 CH, COS 0.019 0.028 H1 19.083 10.307 0.051 22.371 12.503 14,0 13.005 17.585 31.522 40.927 HA 0.637 0.594 1.081 0.264 NH, 0.007 0.009 0.002 0.000 41.817 46.615 0.321 0.393 N, Condensed phase. eels Smelt or dry solid 0.021 0.463 0.461 0.460 0.436 dry solid smelt smelt smelt Na,..50, (weight Sc) 0.000 0.004 0.002 0.118 81.873 79.946 79.525 62.206 Ha/6 7.668 8.005 7.901 17.398 NaOH 0.0134 1 606 2.119 9.222 K,CO3 9.578 9.630 9,645 10.063 K.,S0, 0.000 0.005 0.002 0.138 0.801 0.805 0.806 0.860 Na,CO3 Table 5. Detailed assumptions used in models. Gasifier heat losses 0.5% of black lig. HilV . carbon conversion to gas 99% gas a condensed phase compositions equilibrium, except CH. Synge' coolers minimum AT gas-side AP Heat exchangers minimum gas-liquid AT minimum gas-gas AT AP heat kisses HRSG minimum AT at pinch points 10°C each mole of H.S. which may overestimate the CC! removal that would result in practice (McKeough eta].. 1995). The CO, removal rate has an important impact on cattsticizing requirements during recovery of the pulping chemicals (NUTEK, 1992), but has a negligible impact on cogeneration performance, the focus of this work. 2% 10•C 25•C 2%, unless otherwise shown Zero 10•C Heat intearation minimum AT at approach points 25°C minimum subcoding AT at drum inlet 10"C For each plant configuration modeled here, an effort has been made to optimize the heat integration among components so as to maximize efficiency within practical cost (and material) constraints. With this in mind. the network of heat exchangers in each system has been designed following two guidelines. First, high-temperature gas streams transfer heat only to water or steam-water mixtures (evaporators): due to the high heat transfer coefficients achievable with water and two-phase mixtures, this arrangement guarantees acceptable heat exchanger metal temperatures. Second, to the extent possible in practice, heat is transferred across relatively small temperature differences and between flows having similar thermal capacities. This reduces heat transfer irreversibilities and increases overall system efficiency. superheater AP 10% economizer AP 25% maximum steam superheat gas-side ars 520fC 300 rnm H,0 heat losses 0.7% of heat released by gas condensate return from mill 80% at 110•C 2 to 4 bar Steam cycle dearator pressure condenser pressure heat rejection parasitic power 0.056 bar (35 °C) 2% of rejected heat pump efficiencies f(volume flow) steam turbine efficiencies f (volume flow, AA, rpm, etc.) Electric generator efficiency I (power output) Thermodynamic Data Biomass boiler flue oxygen 4% (dry volume) For all computations requiring thermodynamic property data. the JANAF tables are used (Stull and Prophet, 1971; Gardiner, 1984) in 4 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms three different gasifier designs. including pressurized, air-blown and pressurized, oxygenblown high-temperature reactors (based on designs of Kvaemer and Noe) and one lowpressure. low-temperature air-blown reactor (based on the design of ABB). Figures 3-6 show sample flow schematics. High-Temperature Air-Blown Gasifier The basic plant configuration with the pressurized, air-blown, high-temperature gasifier is shown in Figure 4. Black liquor fed at list is gasified at 25 bar in air bled from the gas turbine compressor. The product gas passes through an integral quench bath and is further cooled by raising low pressure steam and Fig. 3. Heat and mass balance for Toml nson recovery boiler plus integrated biomass boiler preheating makeup and condensate return water. meeting process steam demand of 16.3 aliadmt For additional details. see Table 7. Water condenses from the product gas in this process and is recirculated to the quench bath. The quench bath water preheats the recirculated condensate. Weak wash combination with SI steam tables (Schmidt. 1982). (containing 30 grants/liter of NaOH) is used in the low-temperature scrubber to capture H 2S. The clean syngas is preheated before being fired Tomlinson Boiler in the gas turbine. Preheating does not appreciably improve cycle efficiency. To provide a consistent comparison between gasification-based systems but because of the low heating value of the fuel gas it is important in and Tomlinson boiler cogeneration systems, the Tomlinson technology is increasing combustion stability. Steam is raised at 90 bar in the HRSG from modeled at a comparable level of detail. Table 4 compares model results the relatively clean turbine exhaust. with an industry-standard performance estimate. The difference in overall performance between the two is due primarily to the difference in assumed stack gas temperature and black liquor heating value (14.363 Gl/tds in this High-Temperature, Oxygen-Blown Gasifier work and 13.950 Glltds in Adams et al). In all calculations here. the This plant configuration (Fig. 5) is conceptually similar to the previous Tomlinson steam pressure is set at 60 bar, a common level in practice to one. Oxygen is used in place of air, permitting higher reactor temperatures minimize corrosion in the furnace and superheater. Pressures of 80 bar or higher are found at a few mills worldwide. With pressures above 60 bar. power production efficiencies would be higher than calculated here, but the comparisons between calculated performance of Tomlinson-based systems and gasifier-based systems would not be qualitatively different. Process Steam Demands The demand for process steam at a market-pulp or integrated pulp and paper mill sets the requirement for steam to be supplied by the cogeneration plant. Depending on many factors (end product mill location and age, installed process equipment. etc.), mill steam demands can vary significantly (Fig. 2). Calculations are carried out here for a range of process steam demands. For steam demand levels that cannot be met using black liquor alone, supplemental consumption of biomass in a boiler is included. A combined-cycle configuration is considered with each gasifier. Steam at 90 bar feeds the bottoming back-pressure steam cycle. The requisite amount of 10 bar process steam is extracted, with the balance of steam exhausting at 4 bar. (One case without a steam bottoming cycle is also considered. In this case, process steam is generated directly at 10 bar and 4 bar.) In all cases, substantial quantities of low grade heat are rejected to the environment. No effort is made to find useful applications of this heat. e.g. as process hot water for the mill. PROCESS FLOW DESCRIPTIONS Performance calculations are reported here for cogeneration systems based around Tomlinson boilers and Fig. 4. Heat and mass balance for high-temperature, air-blown gasifier/combined cycle with Integrated biomass boiler. Process steam demand of 16.3 G.liadmt Is provided by the system. See Table 7 for additional details. 5 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms A final observation is that adiabatic flame temperatures (AFTs) for the clean syngas streams fed to the gas turbine combustor in all cases (Table 7) are well above current turbine inlet temperature limits, so that future increases in firing temperatures can probably be achieved with gasified black liquor. An expected correlation between AFT and syngas heating value (molar basis) is observed in Table 7. Interestingly, the 1400't 0 2-blown gasifier gives the lowest AFT, while the low-temperature, air-blown gasifier gives the highest. With the 0 2-blown gasifier the turbine fuel is rich in H 20 due to the saturator (Fig. 5). bringing down the AFT, while nitrogendilution with the air-blown gasifier is minimized by the low reaction temperature. thereby raising the AFT. The final two rows in Table 7 are of interest in a situation where a mill is considering replacing an existing Tomlinson-based cogeneration system. a likely common situation over the next two decades (Fig. I). A baseline alternative in this situation would be the installation of a new Tomlinson recovery boiler plus a supplemental-biomass boiler to augment Stearn delivery to a back-pressure steam turbine. If the mill has an opportunity to export power, then the incremental fuel chargeable to power (IFCP) shown in Table 7 provides a measure of the marginal fuel costs associated with the ',induction of exported power using each of the gasification options shown in Table 7 in lieu of the Tomlinson baseline. The numerator of the IFCP is the biomass consumption required in excess of that in the Tomlinson case to meet the same process steam demand. The denominator of the IFCP is the amount of power generated in excess of the Tomlinson power production. The high IFCP values indicate that export power from any of the five systems (especially those based on air-blown gasification) could be generated at low (or negative) marginal fuel costs. Obviously capital investment and operating and maintenance costs would also be considered in any full evaluation of alternative cogeneration technology options. Table 7. Summary results for cogeneration with black liquor and biomass that meets steam demands per air-dry metric tonne of pulp (admt) corresponding to those for "Mill #2" In Fig. 2. Figs. 3-6 show detailed flows for 4 of the 6 eases summarized here. Gasification • Biomass Boiler High Tomlin. low P.7 . a ir.bi- bio- boiler Corresponding Figure * 3 CC • Pres.. Temp. Air-blown CC 6 4 SC 0,-blown 1000 1400 5 Mill production. aCmticlay 1241 1098 1251 1312 1307 1751 Black liquor tdsladmt 1.74 1.74 1.74 1.74 1.74 1.74 90 79.6 90.1 95.1 94.8 127 359 318 362 380 378 506 tdsthr MW (HHV) Biomass fuel My 0.318 al/admt (HMV) Fuel to turbine HMV. MU/kg 0.700 0.428 0.228 0.738 0.763 4.56 15.7 6.35 13.99 8.56 n.a. 4.64 3.698 3.698 6.678 4.966 15.3 LHV. Iclimol n.a. 101 85.5 85.5 106 78.7 Flame T.' •C n.a. 1770 1634 1587 1690 1468 16.3 16.3 16.3 16.3 16.3 16.3 alladm410-bar 5.5 5.5 5.5 5.5 5.5 5.5 GJ/admt, 4-bar 10.8 10.8 10.8 10.8 10.8 10.8 Process steam,' total Gross Power Output. MW, 48.4 136.7 104.7 72.8 Auxiliary consumption, MW, 1.64 22.04 4.19 4.03 19.77 32.29 Net Power Output, MW, 46.8 114.7 100.5 68.7 132.0 147.7 2425 2024 151.8 180.0 kWh/sem( 904 2507 1928 1258 Net Excess Power, MW, 12.8 84.7 66.3 32.9 96.3 99.6 kWinadmI 248 1851 1272 602 1769 1368 Fuel HHV to electricity steam Fuel MN to electricity 10.4 23.2 20.7 15.3 21.5 18.1 52.0 41.8 48.6 55.1 40.2 40.6 12.0 26.8 23.9 17.7 24.9 21.0 60.2 48.4 56.2 63.8 46.5 46.9 Total efficiency, 111-1V 62.4 65.0 69.2 70.4 61.7 58.7 NHV 72.2 75.2 80.1 81.5 71.4 67.9 0.20 0.55 _ 0.43 Incremental Fuel ChargeiLib le to Power' 0.28 0.53 0.45 . steam Electricity/steam ratio SA.1 fuel (HHV) per kWh - 4.8 2.2 -5.1 IEl % -- 76 167 -71 CONCLUSIONS Black liquor gasification systems offer the possibility for Strait-based market pulp or integrated pulp and paper mills to generate far more electricity than at present while still meeting process steam demands. Depending an the gasification technology and cycle design, power-to-steam ratios can vary widely, providing flexibility in meeting mill requirements. The present work has focussed on better understanding the prospective energy benefits of black-liquor gasifier/gas turbine systems. Prospective benefits of gasification with regard to capital-investment, environmental impact, flexibility in preparation of pulping chemicals, safety, and reliabilty have not been addressed. Black liquor gasification for gas turbine applications is not yet proven commercially. The level of development of several gasification technologies appears advanced sufficiently that large-scale demonstrations could be launched toward demonstrating commercial viability of gasifier/gas turbine systems. In particular, key features that must be successfully demonstrated include gas cleanup to meet gas turbine specifications, stable gas turbine combustion of syngas, heat recovery from syngas streams and (in the case of the low-temperature gasification process) from solids, cost-effective recovery of pulping chemicals, and overall-plant thermal integration. 8.0 59 45 (a) CC is combined cycle with beck pressure stem =bane. SC is simple cycle gas turbine. Results tor /007C and 1407C muiticacioo ormnerarre are shown for the rain with 05 -blown gasifiers. (0) Maximum achievable temperature with fuel and oxidant temperatures and pressures shown in Figs. 3-6 (c) Assuming 80% condensate return at 110C and fresh make-up at 15•C. the heat pm to steam in the cogeneration plans is 2.315 GI/tonne for 10-bar SICIUTI and 2.276 Glhoore for 4-tor =urn. (d)rse numerator is the biomass fuel consumed in excess of that required to greet steam demand with the Tomlinson syvem. The denominator is the power produced in excess of that produced in the Tomlison case. primarily because with a lower gasifier outlet temperature, a larger fraction of the gasifier output enters the inherently more-efficient brayton cycle rather than the rankine bottoming cycle. (With higher gasifier outlet temperatures, a larger fraction of the gasifier output is recovered as steam, which can only be used in the rankine cycle. Stated another way, more of the liquor fed to a high-temperature gasifier must be fully oxidized to reach reaction temperature, with the result that less liquor is converted into chemical energy in the product gas.) Also, the irreversibilities involved in cooling the gasifier product gas are smaller with the low-temperature design. Pressurization of the high-temperature gasifiers partly offsets the electricefficiency advantage enjoyed by the low-temperature system. ACKNOWLEDGEMENTS For cost-share contributions to this work, the authors thank the Weyerhaeuser Company. We also thank Tom Kreutz for his contributions. For helpful comments at the draft stage, we thank Terry Adams. Russ Andrews, Thorn Bemtsson, Craig Brown. Billy Davis, Patricia Hoffman. Ed }Cachet, Bob Kinstrey, George McDonald. Bill Nicholson. Del Raymond. Rolf Ryham. Al Sutb, Gunnar Svedberg, and Bjdm Wamqvist. For assistance with artwork, we thank Roberto Biscuola and Ryan Hayward. For financial support, the authors thank the Office of Industrial 8 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms •• mill convening logs into pulpable chips might amount to 0.25 dry tonnes of biomass per tonne of final pulp, or about 5 al/admt. Many mills may have access to much more biomass. One detailed study around a Weyerhaueser market-pulp mill in North Carolina identified a sustainable supply of up to 3 dry tonnes of biomass per tonne of pulp (or 60 al/admt) at reasonable cost in the form of harvest residues and self- and externally-generated mill residuals (Weyerhaeuser et al., 1995). The curves for the gasification-based technologies in Fig. 7 are steeper than for the Tomlison technology because of a higher biomass boiler pressure--the pressures are asssumed to match those of the gas turbine HRSG (90 bar) and the Tomlinson boiler (60 bar). Also, as the biomass share of total energy input increases, differences in power output from one technology to the next diminsh in most cases. (At the highest level of biomass input shown, the biomass energy input approaches the black liquor energy input.) The gasifier/gas turbine systems produce considerably greater kWhiadmt than the Tomlinson-based system. However, more supplemental biomass must be consumed with these systems to meet the same process steam demand. At lower levels of process steam demand (e.g., as at Mill #1). the gasification-based systems produce two (with simple cycle gas turbine) to three (with combined cycle) times the kWh/admt as the Tomlinson system. At higher process steam production (e.g., as needed at Mill #3), the simple-cycle gas turbine provides comparable kWhketmt as the Tomfmson, while the combined-cycle systems produce about twice as much power. In all cases, including with the Tondison-based system. power production is in excess of a typical pulp mill's process power needs. In contrast, most North American pulp mills today use Tomlinson plus supplemental-fuel boilers with back-pressure steam turbines, but operate relatively inefficiently and so generate little or no excess power. Several interesting comparisons among alternative gasifier-based systems are illuminated by a more detailed examination of the results in Fig. 7 for a fixed mill process steam demand. Table 7 summarizes performance calculations for alternative cogeneration systems that provide a level of process heat and power per admt that characterizes Mill #2. One interesting comparison is between a simple-cycle and a combinedcycle system with the same gasifier (high-temperature, air-blown is considered hem). With a high back-pressure turbine (4-bar) only about 20% of the power output of the combined cycle fired only with gasified black liquor is provided by the steam turbine (Fig. 7). The fraction is larger than this for Mill #2 (see Fig. 4) due to the use of biomass as a supplemental boiler fuel. Correspondingly, the difference in power output between the simple and combined cycles meeting Mill #2's steam demand is larger than would be the case without supplemental firing. The marginal efficiency of producing additional power with the combined cycle in place of the simple cycle is about 60%. On the ether hand, the simple cycle requires only about half the biomass fuel of the combined cycle to meet the same process steam demand. A second comparison is between two combined cycles using hightemperature gasifiers. one air-blown (operating at 950°C) and the other oxygen-blown (operating at I000 °C). The 02-blown system is a more efficient electricity producer, but a considerably less efficient steam producer (Table 7). This can be attributed largely to the use of the saturator with the 03-gasifier in place of a low-pressure evaporator. (The difference in electricity output would be still greater if oxygen were produced in an integrated fashion from air bled from the gas turbine compressor.) The net result is that to meet the same process steam demand. the O z-blown system must consume considerably more biomass than the air-blown system. Electricity production per adnit is correspondingly much higher (Fig. 7). A third comparison is between two 0 2-blown systems operating with different gasification temperatures (Table 7). The steam production 3.000 LOW-templwatUre air Wen combined cycle 2,900 2,800 2.700 2,600 2,500 2.400 2,300 2,200 2,100 v to 2,000 tri 1,800 zi 1,700 2 • 1,600 2 1,500 SI 1,400 cr) - 1,300 1 H4SMmpOMWMI oxygen-010ml arteined cycle 1,200 1,100 1,000 900 800 700 600 500 400 5 7.5 10 12.5 15 17.5 20 22.5 25 Heat to process, GJ/admt Fig.?. Performance summary for alternative black Ilguor-based cogeneration systems. For reference, stars represent process steam and power demands for corresponding mill Is In Fig. 2, efficiency of the system operating at I400°C is comparable to that for the 1000°C system, but the electricity production efficiency is considerably lower. This can be attributed primarily to the greater irreversibilities generated in the raw syngas quench step from 1400°C to 200°C, instead of I000° C to 200C. In the range 100X1400 C, higher gasification temperature may provide benefits relating to chemical recovery due to the lower sodium carbonate levels in the smelt (Table 6) (Larson et al.. 1996), but energy efficiency will suffer. A fourth comparison is between combined cycles with hightemp:mune/high-pressure gasification and one using low-temperaturenowpressure gasification. The latter system provides the highest electrical efficiency of any systems considered here (Fig. 7 and Table 7). This results 7 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms A final observation is that adiabatic flame temperatures (AFTs) for the clean syngas streams fed to the gas turbine combustor in all cases (Table 7) are well above current turbine inlet temperature limits, so that future increases in firing temperatures can probably be achieved with gasified black liquor. An expected correlation between AFT and syngas heating value (molar basis) is observed in Table 7. Interestingly, the 1400't 0 2-blown gasifier gives the lowest AFT, while the low-temperature, air-blown gasifier gives the highest. With the 0 2-blown gasifier the turbine fuel is rich in H 20 due to the saturator (Fig. 5). bringing down the AFT, while nitrogendilution with the air-blown gasifier is minimized by the low reaction temperature. thereby raising the AFT. The final two rows in Table 7 are of interest in a situation where a mill is considering replacing an existing Tomlinson-based cogeneration system. a likely common situation over the next two decades (Fig. I). A baseline alternative in this situation would be the installation of a new Tomlinson recovery boiler plus a supplemental-biomass boiler to augment Stearn delivery to a back-pressure steam turbine. If the mill has an opportunity to export power, then the incremental fuel chargeable to power (IFCP) shown in Table 7 provides a measure of the marginal fuel costs associated with the ',induction of exported power using each of the gasification options shown in Table 7 in lieu of the Tomlinson baseline. The numerator of the IFCP is the biomass consumption required in excess of that in the Tomlinson case to meet the same process steam demand. The denominator of the IFCP is the amount of power generated in excess of the Tomlinson power production. The high IFCP values indicate that export power from any of the five systems (especially those based on air-blown gasification) could be generated at low (or negative) marginal fuel costs. Obviously capital investment and operating and maintenance costs would also be considered in any full evaluation of alternative cogeneration technology options. Table 7. Summary results for cogeneration with black liquor and biomass that meets steam demands per air-dry metric tonne of pulp (admt) corresponding to those for "Mill #2" In Fig. 2. Figs. 3-6 show detailed flows for 4 of the 6 eases summarized here. Gasification • Biomass Boiler High Tomlin. low P.7 . a ir.bi- bio- boiler Corresponding Figure * 3 CC • Pres.. Temp. Air-blown CC 6 4 SC 0,-blown 1000 1400 5 Mill production. aCmticlay 1241 1098 1251 1312 1307 1751 Black liquor tdsladmt 1.74 1.74 1.74 1.74 1.74 1.74 90 79.6 90.1 95.1 94.8 127 359 318 362 380 378 506 tdsthr MW (HHV) Biomass fuel My 0.318 al/admt (HMV) Fuel to turbine HMV. MU/kg 0.700 0.428 0.228 0.738 0.763 4.56 15.7 6.35 13.99 8.56 n.a. 4.64 3.698 3.698 6.678 4.966 15.3 LHV. Iclimol n.a. 101 85.5 85.5 106 78.7 Flame T.' •C n.a. 1770 1634 1587 1690 1468 16.3 16.3 16.3 16.3 16.3 16.3 alladm410-bar 5.5 5.5 5.5 5.5 5.5 5.5 GJ/admt, 4-bar 10.8 10.8 10.8 10.8 10.8 10.8 Process steam,' total Gross Power Output. MW, 48.4 136.7 104.7 72.8 Auxiliary consumption, MW, 1.64 22.04 4.19 4.03 19.77 32.29 Net Power Output, MW, 46.8 114.7 100.5 68.7 132.0 147.7 2425 2024 151.8 180.0 kWh/sem( 904 2507 1928 1258 Net Excess Power, MW, 12.8 84.7 66.3 32.9 96.3 99.6 kWinadmI 248 1851 1272 602 1769 1368 Fuel HHV to electricity steam Fuel MN to electricity 10.4 23.2 20.7 15.3 21.5 18.1 52.0 41.8 48.6 55.1 40.2 40.6 12.0 26.8 23.9 17.7 24.9 21.0 60.2 48.4 56.2 63.8 46.5 46.9 Total efficiency, 111-1V 62.4 65.0 69.2 70.4 61.7 58.7 NHV 72.2 75.2 80.1 81.5 71.4 67.9 0.20 0.55 _ 0.43 Incremental Fuel ChargeiLib le to Power' 0.28 0.53 0.45 . steam Electricity/steam ratio SA.1 fuel (HHV) per kWh - 4.8 2.2 -5.1 IEl % -- 76 167 -71 CONCLUSIONS Black liquor gasification systems offer the possibility for Strait-based market pulp or integrated pulp and paper mills to generate far more electricity than at present while still meeting process steam demands. Depending an the gasification technology and cycle design, power-to-steam ratios can vary widely, providing flexibility in meeting mill requirements. The present work has focussed on better understanding the prospective energy benefits of black-liquor gasifier/gas turbine systems. Prospective benefits of gasification with regard to capital-investment, environmental impact, flexibility in preparation of pulping chemicals, safety, and reliabilty have not been addressed. Black liquor gasification for gas turbine applications is not yet proven commercially. The level of development of several gasification technologies appears advanced sufficiently that large-scale demonstrations could be launched toward demonstrating commercial viability of gasifier/gas turbine systems. In particular, key features that must be successfully demonstrated include gas cleanup to meet gas turbine specifications, stable gas turbine combustion of syngas, heat recovery from syngas streams and (in the case of the low-temperature gasification process) from solids, cost-effective recovery of pulping chemicals, and overall-plant thermal integration. 8.0 59 45 (a) CC is combined cycle with beck pressure stem =bane. SC is simple cycle gas turbine. Results tor /007C and 1407C muiticacioo ormnerarre are shown for the rain with 05 -blown gasifiers. (0) Maximum achievable temperature with fuel and oxidant temperatures and pressures shown in Figs. 3-6 (c) Assuming 80% condensate return at 110C and fresh make-up at 15•C. the heat pm to steam in the cogeneration plans is 2.315 GI/tonne for 10-bar SICIUTI and 2.276 Glhoore for 4-tor =urn. (d)rse numerator is the biomass fuel consumed in excess of that required to greet steam demand with the Tomlinson syvem. The denominator is the power produced in excess of that produced in the Tomlison case. primarily because with a lower gasifier outlet temperature, a larger fraction of the gasifier output enters the inherently more-efficient brayton cycle rather than the rankine bottoming cycle. (With higher gasifier outlet temperatures, a larger fraction of the gasifier output is recovered as steam, which can only be used in the rankine cycle. Stated another way, more of the liquor fed to a high-temperature gasifier must be fully oxidized to reach reaction temperature, with the result that less liquor is converted into chemical energy in the product gas.) Also, the irreversibilities involved in cooling the gasifier product gas are smaller with the low-temperature design. Pressurization of the high-temperature gasifiers partly offsets the electricefficiency advantage enjoyed by the low-temperature system. ACKNOWLEDGEMENTS For cost-share contributions to this work, the authors thank the Weyerhaeuser Company. We also thank Tom Kreutz for his contributions. For helpful comments at the draft stage, we thank Terry Adams. Russ Andrews, Thorn Bemtsson, Craig Brown. Billy Davis, Patricia Hoffman. Ed }Cachet, Bob Kinstrey, George McDonald. Bill Nicholson. Del Raymond. Rolf Ryham. Al Sutb, Gunnar Svedberg, and Bjdm Wamqvist. For assistance with artwork, we thank Roberto Biscuola and Ryan Hayward. For financial support, the authors thank the Office of Industrial 8 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Chicago. 1996. Ihren. N.. "Optimisation of Black Liquor Gasification Cogeneration Systems." Licentiate thesis. Department of Chemical Engineering and Technology. Royal Institute of Technology. Stockholm. 1994. Industra Engineers & Consultants. Inc.. Black Liquor Recovery Animate Study, (draft final report to U.S. Dept. of Energy). Seattle. Wash.. Sept. 30. 1996. Kelleher. E.G.. Gasification of Kraft Black Liquor and Use of the Products in Combined Cycle Cogeneration. Phase II Final Report. DOE/CS/4034l-T5. prepared by Champion Intl. Co. for U.S. Dept. of Energy, Wash.. D.C.. July 1985. Larson ED "Biomass Gasifier/Gas Turbine Cogeneration in the Pulp and Paper Industry," J. of Engineering for Gas Turbines and Power. Vol. 114. 1992. Larson. E.D., Consonni. S.. Berglin. N.. and )(Rutz. T.. "Advanced Technologies for Biomass-Energy Utilization in the Pulp and Paper Industry," report to U.S. Dept. of Energy from Center for Energy and Environmental Studies. Princeton Univ.. Princeton, NJ. Dec. 1996. Lorson, H., Schingnitz M.. White. VP.. and Dean. P.R.. "Black Liquor Recovery by Pressurized Oxygen-Blown Gasification," Proceedings. 1996 Engineering Conference. TAPP( Press. Atlanta 1996, pp. 557-565. Lozza, G.. Chiesa. P.. and Consonni. S.. "Modelization of Integrated Coal Gasification Combined Cycles" (in Italian). Proc. VII Meeting on Combined Cycles: Technical and Economic Outlook (Milan. Oct. 1993). pp. 287-312. Pitagora publisher, Bologna. Italy. 1993. L,ozza. G.. "Bottoming Steam Cycles for Combined Gas-steam Power Plants: a Theoretical Estimation of Steam Turbine Performance and Cycle Analysis". Proceedings, Cogen-Turbo Congress. ASME, New York, NY, 1990. pp.133-92. McKeough, Pi.. Arpiainen, V., Maldnen. T., and Solantausta. Y.. "Black Liquor Gasification: Downstream Processes, Plant Performances and Costs," Proceedings. 1995 International Chemical Recovery Conference, TAPPI Press. Atlanta. 1995. pp. B303-B310. NUTEK. Swedish National Board for Industrial and Technical Development, Black Liquor Gasification-Consequences for Pulping Process and Energy Balance, RI992:8. Stockholm. 1992. Schmidt, E., Properties of Water and Steam in SI units, SpringerVerlag, Berlin, 1982. Smith. P.. Christiansen. G.M.. and Oscarsson. B.. "North America's First Commercial Black Liquor Gasification Plant" Proceedings. 1996 Engineering Conference. TAPPI Press, Atlanta 1996. pp. 579-596. Stigsson. L.L. and Hessebom. B., "Gasification of Black Liquor." Proceedings, 1995 International Chemical Recovery Conference. TAPPI Press, Atlanta. 199$. pp. B277-B295. StulL D.R. and Prophet, H. (Project Directors), JANAF Thermochemical Tables, 2nd edition, U.S. National Bureau of Standards, Washington D.C., 1971. Subbialt A., Nilsson, L.J.. and Larson. ED.. "Energy Analysis of a Kraft Pulp Mill: Potential for Energy Efficiency and Advanced Biomass Cogeneration," Proceedings. 17th industrial Energy Technology Conf., Houston, TX. April 1995. Wamquist, B., Pulp and Paper Production with Available technology in the Year 2000 (Massa- och papperslinjer med tillganglig processteknik ar 2000. Swedish Board for Industrial and Technology Development. Report 1989-10-24. Stockholm. 1989 (in Swedish). Weyerhaeuser Co.. Stone & Webster. Amoco Oil. and Carolina Power & Light, New Bern Biomass to Energy Project Phase I Feasibility Study, published by National Renewable Energy Laboratory (Golden. CO) and Electric Power Research Institute (Palo Alto, CA) 1995. Technologies of the U.S. Department of Energy. For additional support. S. Consonni thanks the Italian National Research Council. and N. Berglin thanks the Swedish Research Program for Sulfate Recovery/Black Liquor Gasification. REFERENCES Adams. TN.. Frederick. W.J.. Grace. TM.. Hupa. M.. lisa. K.. Jones. A.. and Iran. H.. Kraft Recovery Boilers. Tappi Press. Atlanta. 1997. AF-IPK. Energy Balances for "Best Practice Mills" in Sweden: Bleached Market Kraft Pulp. Fine Paper, Linerboard, and Newsprint. consultant's report prepared for Weyerhaeuser Co.. Tacoma. Washington. April 1993. AFPA. Fact Sheet on 1994 Energy Use in the U.S. Pulp and Paper Industry. American Forest & Paper Association. Wash.. DC. March 27, 1996. Aghamohammadi. B.. Mansour. M.N.. Durai-Swamy, K., Steedman, W.. Rockvam. L.N.. Brown. C.. and Smith. P., "Large Scale Pilot Testing of the MTCVThermochem Black Liquor Steam Reformer." Proceedings. 1995 International Chemical Recovery Conference. TAPPI Press. Atlanta. 1995. pp. B297-B301. Backman. R. and Solmenoja K., "Equilibrium Behavior of Sodium. Sulfurand Chlorine in Pressurized Black Liquor Gasification with Addition of Titanium Dioxide." Paper and Timber. 76(5). 1994. pp. 320-325. Berglin. N.. "Pulp Mill Energy Systems with Black Liquor Gasification•a Process Integration Study," Licentiate thesis. Department of Heat and Power Technology. Chalmers Univ. of Technology. Goteborg. Sweden. 1996. Chiesa. P., Consonni, S., Lana, G.. and Macchi, E., "Predicting the ultimate performance of advanced power cycles based on very high temperature gas turbine engines", 93-GT-223. ASME, New York. NY, 1993. Chiesa, P., Lena, G.. Consonni. S.. and Macchi, E., "An assessment of the thermodynamic performance of mixed gas-steam cycles. Part 13: waterinjected and HAT cycles" prepared for 1994 ASME Gas Turbine Congress. June. 1994. Consonni. S.. "Paformance Prediction of Gas/Steam Cycles for Power Generation'. Ph.D. Thesis No. l893-T, Mechanical and Aerospace Engineering Dept., Princeton Univ., Princeton. NJ, USA, 1992. Consonni. S., Lona, G.. Maccht E., Chiesa, P.. and Bombarda. P.. "Gas-Turbine Based Advanced Cycles for Power Generation. Part A: Calculation Model." Proceedings, Yokohama International Gas Turbine Congress. Gas Turbine Society of Japan. Tokyo, pp. 111201-210. 1991. Consonni. S. and Larson, En, "Biomass-Gasifier/Aeroderivative Gas Turbine Combined Cycler, Part A: Technologies and Performance Modeling. and Part B: Performance Calculations and Economic Assessment" J. of Engineering for Gas Turbines and Power. Vol. 118. 1996. pp. 507-525. Dahlquist E. and Jacobs, R.. "Development of a Dry Black Liquor Gasification Process." Proceedings, 1992 International Chemical Recovery Conference, TAPPI Press, Atlanta, 1992. Empie, H.J.. "Alternative Kraft Recovery Processes," Tappi J., May 1991. pp. 272-276. Gardiner. W.C. (editor), Combustion Chemistry. Springer-Verlag, N.Y.. 1984. Grace. TM. and Timmer. W.M.. "A Comparison of Alternative Black Liquor Recovery Technologies," Proceedings, 1995 International Chemical Recovery Conference. TAPPI Press, Atlanta, 1995. Grant. T.. "Update of the American Forest & Paper Association's Recovery Boiler Program," Proceedings. TAPPI Engineering Conference. 9 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms









© Copyright 2026