
View PDF
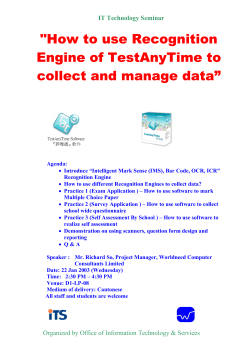
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., New York, N.Y. 10017 97-GT-4713 The Society shall not be responsible for statements or opinions advanced in papers or dikussion at meetings of the Society or of its Divisions or Sections, or printed in its publications. Discussion is printed only if the paper is published in an ASME Journal. Authorization to photocopy material for intemator personal use under circumstance not falling within the fair use provisionsoldie Copyright Act is granted by ASME to libraries and other users registered with the Copyright Clearance Center (CCC) Transactional Reporting Service provided that the base fee of 50.30 per page is paid direcay to the CCC, 27 Congress Street Salem MA 01970. Requests for special permission or bulk reproduction should be addressed to the ASMETechnkal Publishing Department All Rights Reserved Copyright 0 1997 by ASME DEVELOPMENT OF A DRY LOW EMISSION COMBUSTOR FOR THE ASE1 20 INDUSTRIAL GAS TURBINE ENGINE I . Printed in U.S.A III 111 1 MAW 111 111 P. Samuel and J.E. Lenertz AlliedSignal Engines Box 52181, Phoenix, AZ 85072-2181 D.B. Bain CFD Research Corporation Huntsville, AL 35805 Mowill Optimal Radial Turbines B.V. 7550 AV Hengelo, The Netherlands ABSTRACT OPFtA Pat. pp. RQL sec TBC U.S. USA UHC U.K. Vol. vppm 2-D 3-D The development of a dry, low-emissions combustor for the AlliedSignal Model ASE120 industrial gas turbine engine is in progress. The combustor is designed to provide IOMW of engine power output and also meet all current exhaust emissions requirements. The combustion system has a single-stage premixer and a novel, yet simple, variable geometry to control the flame temperature over the entire operating range of the ASE120 gas turbine engine. Design concepts of this lean premix-prevaporize combustor operating on air staging technology are presented. Preliminary results from computational fluid dynamics (CFD) analyses of the system are discussed. NOMENCLATURE AIAA American Institute of Aeronautics and Astronautics ASME American Society of Mechanical Engineers CFD Computational Fluid Dynamics Carbon Monoxide CO DF-2 Diesel Fuel, Grade No. 2 HPC High Pressure Compressor Hr High Pressure Turbine hr Hours ID Inside Diameter ISA International Standard Atmosphere Kelvin Kilograms kg kW KiloWatts LPC Low Pressure Compressor LPP Lean, Premix, Prevaporize Low Pressure Turbine LPT MW MegaWans No. Number NOx Nitrogen Oxides OD Outside Diameter Ohio OH 1 Optimal Radial Turbines, BY. (The Netherlands) Patent Pages Rich Burn, Quick Quench, Lean Burn Second Thermal Bather Coating United States United States of America Unburned HydroCarbons United Kingdom Volume Parts Per Million by Volume Two-Dimensional Three-Dimensional INTRODUCTION AlliedSignal Aerospace (USA), Optimal Radial Turbines B.V. (The Netherlands), Aerospace Industrial Development Corporation (Republic of Taiwan), Mitsubishi Heavy Industries (Japan) and Hyundai Space and Aircraft (Republic of Korea) are working together to develop a IOMW-class thy, low-emissions gas turbine engine for industrial applications. The gas producer section of the new engine design (designated as Model ASEI20), is derived from the production AlliedSignal Model TFE1042-70 low-bypass-ratio, afterbuming turbofan engine, with a Mitsubishi Heavy Industries free-shaft power turbine. The ASE120 engine is designed for use in power generation applications involving synchronous operation, or shaft-power applications such as gas compression and marine propulsion. To meet or exceed the increasingly stringent worldwide exhaust emissions requirements, the ASEI20 engine will be fitted with dry, low-emissions combustors with dual-fuel capability. The combustor design is based on patented, dry low-emissions technology from Optimal Radial Turbine B.V. (The Netherlands). Presented at the Intexnational Gas Turbine & Anoengine Congress & Fodadtion Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Orlando, Florida June 2—June 5,1997 — This paper focuses on various aspects of the ASE120 combustor design and development process and preliminary results obtained from computational fluid dynamics (CFD) analyses. Figure 1 compares cross-sections of the ASE120 industrial engine (top half of figure) and the 17E1042 aero engine (bottom half). The ASEI20 industrial engine is arranged into four primary modules: the high-pressure compressor (HPC), low-pressure compressor (LPC), low-emissions combustor, and free-shaft power turbine. BACKGROUND The new Model ASE120 industrial turbine engine design is based principally on the production Model 1FE1042, which is a lowbypass-ratio, afterbuming turbofan engine designed for supersonic military aircraft propulsion. The TFE1042 consists of a three-stage, axial-flow low-pressure compressor (LPC); a four-stage axial-flow and single-stage centrifugal-flow high-pressure compressor (HPC); an annular combustion system; a single-stage, axial high-pressure turbine (HPT); a single-stage, axial low-pressure turbine (LPT); and the (optional) afterburner. The TFE1042 aero engine has on overall pressure ratio of 19 and a bypass ratio of 0.4, and operates at a turbine inlet temperature of 1617K (1343C). The Model ASE120 industrial engine was derived by replacing the thrust-producing fan stage of the aero engine with three axial-flow compressor stages, and the aero combustor with a dry, low-emissions combustor. The gas-producing section of the ASE120 engine is aerodynamically coupled with a Mitsubishi free-shaft power turbine, since the outlet total pressure from the low-pressure turbine is about 3.7 times atmospheric pressure. The power turbine extracts work from the hot gases leaving the low-pressure turbine while expanding the gases to atmospheric pressure. Thermodynamic cycle studies have calculated the following characteristics for the resulting ASEI 20 engine operating on natural gas fuel at sea level, ISA conditions: Parameter DRY LOW-EMISSIONS COMBUSTOR The basic requirements for the design of the dry, low-emissions combustor for the ASE120 engine are as follows: • Provide 10 MW power output at sea level, ISA day conditions • Operate on natural gas or other liquid fuel(s), such as DF-2 diesel fuel • Meet or exceed all current (worldwide) exhaust emissions requirements. The emissions design target for natural gas operation is to produce less than 10 vol. parts per million (vppm) of nitrogen oxides (N0x), carbon monoxide (CO), and unburned hydrocarbons (UHC); for DF-2 diesel fuel, less than 25 vppm of NOx, less than 50 vppm CO, and less than 25 vppm UHC. • Provide reliable service with regard to ignition, durability, and operability. The combustor liner is designed to provide 90,000 hrs. of service with refurbishment after 30,000 hrs.; the combustor case is designed for a life requirement of 180,000 hrs. operation. Combustor Design Concept The design of stationary gas turbine combustors has become increasingly challenging, due to ever more stringent emissions regulations, customer requirements for engine operation on a variety of fuels, and higher reliability and operability goals. Traditional combustor designs typically took advantage of a primary zone operating at relatively high temperature to provide adequate flame stability and combustion efficiency, at the expense of high NO emissions. Until recently, methods such as water or steam injection, as well as exhaust gas processing such as selective catalytic reduction, have been used extensively in stationary gas turbine engines to meet the emissions regulations. Owing to high operating and installation costs, reduced engine reliability, and other disadvantages associated with these older methods, more recently industrial gas turbine engine manufacturers in general have adopted other dry control methods, such as lean-premix-prevaporization Estimated Value Power output 10MW Thermal Efficiency Turbine Inlet Temperature 35 Percent 1585K (131 IC) Overall Pressure Ratio Inlet air flow rate 21 32 kg/sec Exhaust Temperature 790K (516C) Mitsubishi Power Turbine Combustor Turbine compressor ASE120 41111111 iii iirmja4i ■-- arei‘eilthipa • 1111 1 't t ■ 1",=-• Ski (Afterburner Not Shown) TFE1042 Oor -r 07080- 1 A Figure 1. ASE120 Industrial Turbine Engine (Top Half) Is Derived From TFE1042 Aero Propulsion Engine (Bottom Half). 2 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Cast Ribs (Turbulators) G7080-6 Figure 6. Cross-Section of the Combustor Liner. Figure 7. Combustor Case and Valves Assembly (One Valve Shown). As shown in Figure 4, the excess air that is bypassed by the threeway valve is allowed to enter a bypass manifold and then into 24 discrete bypass tubes placed at the exit of the combustor. These bypass tubes are sized to allow maximum bypass flow, occurring at the engine idle power condition. The bypass tubes, cast as part of the liner, will butt up against the case with a seal to minimize leakage. The dilution orifices will be cast in the liner on both the inside and outside diameter (ID and OD) walls. The dilution orifices on the OD side are located just upstream of the bypass tubes. The cast material yields excellent long-term creep rupture properties for the required operational life. As discussed in the previous section, the design of the premixing system is of paramount importance to the success of attaining low NO emissions levels. The present system uses a venturi to premix the fuel and air entering the combustor. The air that is diverted to the combustor by the three-way valve enters the venturi through a perforated cone. Fuel is injected into the venturi from a dual-fuel piloted airblast atomizer that can be used with either natural gas or diesel (DF-2) fuel. The airblast air is bled from the compressor exit to maximize the available pressure drop for best fuel atomization. The venturi injects the fuel/air mixture into the combustor with a clockwise swirl (aft looking forward). The venturis provide high-velocity smooth passages for mixing and vaporizing, but with a short residence time to prevent autoignition with diesel fuel at elevated pressures and temperatures, as well as preventing flashback burning in the tube. Figure 7 provides an overview of the combustor case and valve assembly. The three-way valves are located outside the combustor case in two locations (only one is shown in the figure); these valves schedule the flow to the bypass ducts as well as the venturis that premix the fuel and air for the combustor. The valve/case assembly consists of the bypass duct that supplies air to the bypass tubes and the venturi ducts that supply air to the venturis. Although the main part of the combustor liner is cooled using convective techniques, effusion cooling will be used at the combustor exit to keep the wall temperatures at the desired level to provide required life. In addition, two local patches of effusion cooling will be used to cool the wake regions behind the venturis, where backside cooling is disrupted. The effusion cooling also helps develop the required radial temperature profile at the combustor exit. COMPUTATIONAL MODEL Computational fluid dynamics (CFD) analyses of the ASE120 annular combustor design were performed using the commercially available CFD Research Corporation computer code CFD-ACE. This code has the capability to analyze turbulent reacting flows, and has been thoroughly validated against benchmark test data. The CFD modeling of the ASE120 combustor involved the solution of mass, momentum, and energy equations within the computational domain. Turbulence was accounted by the use of a k-e model. The reaction rate was calculated using a kinetic model with a two-variable, prescribed PDF formulation. The models that were analyzed using CFD techniques included: combustor internal flow involving lean premixed combustion; combustor external flow around the liner and simulation of dilution/bypass flow at the combustor exit; a conjugate heat transfer analysis to predict liner temperatures; and simulation of fuel-air mixing within the premixer. All multi-block, structured grids were generated using the CFD-GEOM code, and the results were viewed and processed using the CFD-VIEW and CFD-POST codes. RESULTS AND DISCUSSION Figure 8 shows the computational domain used for the combustor internal flow analysis. Only a 180-degree sector was modeled, because of the symmetry of the combustor. The number of active grid nodes within the model was about 125,000. 5 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Liner wall heat transfer is enhanced by the use of small cast ribs (turbulators), as shown in Figure 6. A shroud is used on the outside diameter (OD) to help maintain the required flow velocity to cool the liner. A thermal barrier coating (TBC) is also applied to the inside of the liner. The OPRA combustor design utilizes an electrically-actuated air modulating valve to divide the engine airflow between the combustion air and the dilution air; the dilution air bypasses the combustion zone and mixes into the combustion gas upstream of the nozzle guide' vane through dilution holes. The air modulating valve and the fuel metering valve provide full control of the fuel-air ratio, which in turn determines the flame temperature. Together with a well-developed mixing system, in which the fuel is fully vaporized and premixed with air before entering the combustion chamber, extremely low emissions levels are obtained. Recently, OPRA has demonstrated this concept in the Model OP-16 gas turbine engine, a single-shaft, radial engine with a power generation capacity of 1600kW. Combustor Design Description The OPRA air-staging concept has been applied to the ASE120 combustor design. Application of this variable-area geometry concept is shown schematically in Figure 3. At any power condition, all of the combustion air flows into the burner through two premixers, and the remaining air flows through dilution and bypass orifices located at the exit of the burner and upstream of the turbine stator vanes. The dilution orifices are sized for maximum power, whereas the bypass orifices are sized for idle power. The air flowing into the combustor is controlled with the help of two three-way valves, as shown in Figure 3. G7080-4 Figure 4. Cross-Section of ASE120 Combustor. Combustor Bypass Flow HPC 3-Way Valve HPT G7080-3 Figure 3. ASE120 Combustor Airflow Schematic. At maximum power, all of the combustion air passes through the burner, and the remaining excess air flows through the dilution orifices. At lower power, only the air required to maintain a desired constant flame temperature is allowed into the combustor, and the remaining air is bypassed through combustor bypass and dilution orifices located near the combustor exit. This design concept will allow the pressure drop across the combustor to remain constant at all power levels. Figures 4 and 5 show cross-sectional views of the combustion system. The airflow into the combustion section will be deswirled to zero degrees at the compressor exit and diffused to a low Mach • number by extending the radial diffuser. This minimizes the combustor pressure drop, while providing high-velocity cooling air around the externally-cooled, annular combustor liner. Unlike film cooling, convective cooling of the liner prevents any quenching of CO and UHC reactions. G7080-5 Figure 5. Cross-Section of the Combustor, Showing the Venturi and the Valve Assembly. 4 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Cast Ribs (Turbulators) G7080-6 Figure 6. Cross-Section of the Combustor Liner. Figure 7. Combustor Case and Valves Assembly (One Valve Shown). As shown in Figure 4, the excess air that is bypassed by the threeway valve is allowed to enter a bypass manifold and then into 24 discrete bypass tubes placed at the exit of the combustor. These bypass tubes are sized to allow maximum bypass flow, occurring at the engine idle power condition. The bypass tubes, cast as part of the liner, will butt up against the case with a seal to minimize leakage. The dilution orifices will be cast in the liner on both the inside and outside diameter (ID and OD) walls. The dilution orifices on the OD side are located just upstream of the bypass tubes. The cast material yields excellent long-term creep rupture properties for the required operational life. As discussed in the previous section, the design of the premixing system is of paramount importance to the success of attaining low NO emissions levels. The present system uses a venturi to premix the fuel and air entering the combustor. The air that is diverted to the combustor by the three-way valve enters the venturi through a perforated cone. Fuel is injected into the venturi from a dual-fuel piloted airblast atomizer that can be used with either natural gas or diesel (DF-2) fuel. The airblast air is bled from the compressor exit to maximize the available pressure drop for best fuel atomization. The venturi injects the fuel/air mixture into the combustor with a clockwise swirl (aft looking forward). The venturis provide high-velocity smooth passages for mixing and vaporizing, but with a short residence time to prevent autoignition with diesel fuel at elevated pressures and temperatures, as well as preventing flashback burning in the tube. Figure 7 provides an overview of the combustor case and valve assembly. The three-way valves are located outside the combustor case in two locations (only one is shown in the figure); these valves schedule the flow to the bypass ducts as well as the venturis that premix the fuel and air for the combustor. The valve/case assembly consists of the bypass duct that supplies air to the bypass tubes and the venturi ducts that supply air to the venturis. Although the main part of the combustor liner is cooled using convective techniques, effusion cooling will be used at the combustor exit to keep the wall temperatures at the desired level to provide required life. In addition, two local patches of effusion cooling will be used to cool the wake regions behind the venturis, where backside cooling is disrupted. The effusion cooling also helps develop the required radial temperature profile at the combustor exit. COMPUTATIONAL MODEL Computational fluid dynamics (CFD) analyses of the ASE120 annular combustor design were performed using the commercially available CFD Research Corporation computer code CFD-ACE. This code has the capability to analyze turbulent reacting flows, and has been thoroughly validated against benchmark test data. The CFD modeling of the ASE120 combustor involved the solution of mass, momentum, and energy equations within the computational domain. Turbulence was accounted by the use of a k-e model. The reaction rate was calculated using a kinetic model with a two-variable, prescribed PDF formulation. The models that were analyzed using CFD techniques included: combustor internal flow involving lean premixed combustion; combustor external flow around the liner and simulation of dilution/bypass flow at the combustor exit; a conjugate heat transfer analysis to predict liner temperatures; and simulation of fuel-air mixing within the premixer. All multi-block, structured grids were generated using the CFD-GEOM code, and the results were viewed and processed using the CFD-VIEW and CFD-POST codes. RESULTS AND DISCUSSION Figure 8 shows the computational domain used for the combustor internal flow analysis. Only a 180-degree sector was modeled, because of the symmetry of the combustor. The number of active grid nodes within the model was about 125,000. 5 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms A perfectly-mixed fuel-air mixture burning at less than 1900K is expected to produce less than 10 vppm NOx (Steele ez al, 1996; Leonard and Stegmaier, 1993; Sattlemayer et al., 1990). The actual values of combustor operational flame temperature will be determined from planned future rig tests, which are discussed in a later section. Figure 10 shows the fluid flow field entering the combustion chamber from the venturi. The predicted swirl values at the combustor exit are 51 degrees at maximum power, and 40 degrees at idle power, in the absence of any dilution flow. This level of swirl at maximum power conditions is not acceptable to the turbine stator inlet, since the existing stator vanes from the aero engine were designed for zero-degree inlet swirl angle. It will be shown later that by properly feeding the dilution flow at the combustor exit, the exit swirl angle can be reduced to an acceptable level. Figure 8. Computational Grid For Combustor Internal Flow Simulation. The calculation domain started at the throat of the premix tube and extended to the combustor exit. The premix tube throat inlet conditions were extracted from a detailed two-dimensional (2-D) axisymmeuic premixer model analysis. The dilution/bypass flows were not modeled in this analysis, since the model was only intended to provide the characteristics of the combustor internal aerodynamics, and the computational expense of modeling the large number of dilution holes and bypass tubes would have been excessive. • Figure 9 shows the predicted combustor temperature levels at engine maximum power conditions on an axial slice through the prernixer centerline. This prediction example shows that the flame is located downstream of the premixer, and that the temperature is fairly uniform at approximately 1900K within the combustor. Figure 10. Vector Plot of Predicted Combustor Internal Flow At Maximum Power Operating Condition. Figure 9. Predicted Temperatures Within the Combustor At Maximum Power Operating Condition. The premixer was modeled using CFD to determine the level of fuel-air premixing, the susceptibility of flow separation in the diffusing passage, and the possibility of flashback into the premix tube. The calculation domain extended from the exit of the fuel nozzle swirl vanes to a "dump can" combustor. Figure 11 depicts the temperature levels within and downstream of the premixer. Neither flashback nor flow separation was predicted to be a problem at any engine power setting. At high power, 90 percent of the premixer airflow enters through the premixer screen, and the remaining air enters through the fuel nozzle. The fuel/air mixture discharged by the fuel nozzle mixes with the air flowing through the screen. The level of mixing produced within the venturi for a baseline configuration is shown in Figure 12. Although the turbulence enhancement from the screen helps the mixing process, it still requires further improvement. Producing very low levels of NO x emissions requires a homogeneous fuel/air mixture at the exit of the premixer section. We are currently analyzing several other configurations in an attempt to improve the mixing process. However, the accuracy of the CFD analysis in predicting the mixing levels is not well established. Therefore, rig tests are also planned to examine the mixing performance, and hence optimize the premixing section. 6 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms Figure 11. Reacting Flow Simulation Through Premixer (Shown as Temperature Contours in Degrees K). Figure 12. Predicted Mixing Within the Premixer (Shown as Contour Plots of Equivalence Ratio Values). Outer Annulus The dilution zone at the exit of the combustor was modeled to determine the exit swirl angle, temperature pattern factor, and radial profile. The analysis was carried out for maximum power and idle power conditions. The flow conditions inside the combustor were specified using the outputs from the combustor internal flow modeling. To Vaporizer Tube Compressor Discharge Only a single bypass tube, as well as a single dilution orifice on the ID and OD, were modeled, instead of the ISO-degree sector that was modeled for the internal flow simulations. This allowed the orifices to be properly resolved, and still reduced the total number of grid points required. The complete external passages around the combustor were modeled, starting at the compressor deswirl vanes. Figure 13 shows the details of the geometry analyzed. Internal Combustor Flow Bypass AIrTube Dilution Orifices As shown in Figure 14, the predicted maximum combustor exit swirl angles are 41 and 15 degrees, for the maximum and idle power conditions, respectively. Three-dimensional (3-D) viscous flow analysis of the existing turbine stator vanes indicates no penalty on performance at this level of swirl angle. However, the vane Cooling flows will have to be redistributed to optimize the stator cooling. Gme0-13 Bypass Air ToTurbine Cooling To'Rabin° Cooling Inner Annulus Figure 13. ASE120 Combustor Dilution/Bypass Flow Configuration. 7 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms A conjugate heat transfer analysis to predict the liner temperatures was performed, incorporating the combustor interior and external flow fields. The preliminary analysis results indicated acceptable wall temperatures everywhere, except for certain locations at the combustor exit near the dilution zone, and the wake behind the premix tube, where backside cooling is disrupted. Subsequently, effusion cooling was added to these areas. Since the combustion reactions will be complete near the combustor exit, the addition of effusion cooling at this location is not expected to increase the CO levels. Also, since the amount of effusion cooling at the wake of the premixer is only a very small fraction of the combustor flow, it should not create any major wall quenching effects in these two small areas. 0 -5 -10co S -15— ▪ m ow -20- O Maximum Power • Idle Power 0 B, -25— 0 4 • • • mm mm m mmmm m -30 — O 0, -35 — 0 -40 — -45 0 00 O 0 000 0 0 0 ° ill III III I 10 20 30 40 SO 60 70 60 90 100 Span, Percent 07080-14A COMBUSTOR DESIGN VAUDATION PLANS Rig tests, followed by full engine tests of the combustor, are planned to validate the combustor design during development. A high-pressure pipe rig test will be carried out, to evaluate the mixing quality within the premixer section using gaseous as well as liquid fuels. Tests are also underway to evaluate autoignition and flame flashback conditions for the premixer section. Furthermore, a fullannular test rig will be used to assess the combustor performance, including flame stability, combustor dynamics, emissions, durability, and fuel switching between gas and distillate fuels. Also, the operation of the air valves, flame temperature sensor, and associated control hardware will be tested simultaneously in the rig. The culminating test will be a full engine test, during which the combustor performance will be measured. Figure 14. Predicted Combustor Exit Swirl Angles For Maximum and Idle Power Operating Conditions. Figure 15 shows the predicted temperature profiles as a function of channel height. The predicted pattern factors at maximum and idle power are 0.09 and 0.16, respectively. It is interesting to note that for the maximum power condition, the radial temperature peaks at 50percent span; whereas at idle power conditions, the temperature is lowest at about 50-percent span. This is due to the fact that at idle power a large amount of cold air flows through the bypass tubes and penetrates into the mid-section of the flow. CONCLUSIONS 60 — A dry, low-emissions gas turbine combustor utilizing LPP technology is currently under development for the new AlliedSignal Model ASE120 industrial gas turbine engine. The ASE120 combustor design uses a patented, single-stage premixer and a simple, variable-geometry concept to control the flame temperature over the entire operating range of the engine. This novel design provides flexibility of operation while maintaining low exhaust emissions at all engine power levels. Preliminary results from CFD analyses indicate promising results for the combustor internal aerodynamics and exit flow conditions. The CFD analysis results were incorporated into the final design of the ASE120 combustor details. Rig tests are underway to validate the design and the CFD predictions. O Maximum Power • Idle Power 50 — 40 — 30 — be 20 — ce 10 — -10 — g -20-30 — -40 — -SO — -60 0 G7080-15A 1 1 1 10 20 30 1 1 I 40 50 60 Span, Percent 1 1 1 1 70 80 90 100 ACKNOWLEDGMENTS The authors wish to thank AlliedSignal Engines management for permission to publish this paper. The authors wish to acknowledge the contributions of the ASE120 design team to the work described in this paper. The contributions of many colleagues in gathering the information and preparing this manuscript are appreciated. Figure 15. Predicted Radial Temperature Profiles. 8 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms REFERENCES Mowill, R.J., 1996, "Process for Single Stage Premixed Constant Fuel/Air Ratio Combustion", U.S. Pat. Nos. 5,377,483; 5,477,671, and 5,481,866. Correa, M.S., 1992, "A Review of NOx Formation Under Gas Turbine Combustion", Combustion Science and Technology Vol. 87, pp. 329-362. Myers, G.A., Jackson, A.J.B., 1994, "Development of the Trent Econopac", ASME 94-GT-446, presented at the Gas Turbine and Aeroengine Congress & Exposition, The Hague, Netherlands. Davis, L.B., 1996. "Dry Low NOX Combustion Systems for GE Heavy-Duty Gas Turbines", ASME 96-GT-27, presented at the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, U.K. Puri, R., Stansel, D.M., Smith, D.A., and Razdan, M.K., 1995, "Dry Ultra-Low NOx 'Green Thumb' Combustor for Allison's 501-K Series Industrial Engines", ASME 95-GT-406, presented at the Gas Turbine and Aeroengine Congress & Exposition, Houston, USA. Dobbeling, K., Eroglu, A., Winkler, D., and Sattelmayer, T., 1996, "Low NO Premixed Combustion of MBtu Fuels in a Research Burner", ASME 96-GT-125, presented at the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, U.K. Razdan, M.K., McLeroy, J.T., and Weaveer, Wt., 1994, "Retrofittable Dry Low Emissions Combustor for 501-7 Industrial Gas Turbine Engine", ASME 94-GT-439, presented at the Gas Turbine and Aeroengine Congress, Hague, The Netherlands. Fiorentino, Al, Greene, W., Kim, J.C., and Mularz, E.J., 1980, "Lean, Premixed Prevaporized Fuel Combustor Conceptual Design Study", ASME 80-GT-16. Fric, TS., 1992, "Effects of Fuel-Air Unmixedness on NOx Emissions, A1AA 92-3345. Rawlins, D.C., 1995, "Dry Low Emissions: Improvements to the SoLoN0x Combustion System" Proceedings of the Canadian Gas Association 11th Annual Symposium on Industrial Applications of Gas Turbines, Banff, Alberta, Canada. Hayashi, S., Yamada, H., and Shimodaira, K., 1996, "Engine Testing of a Natural Gas-Fired, Low-N0x, Variable Geometry Gas Turbine for a Small Gas Turbine", ASME 96-GT-465, presented at the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, U.K. Satdemayer, T., Felchlin, M.P., Naumann, J., Heller, J., and Styner, D., 1990, "Second-Generation Combustors for ABB Gas Turbines: Bumer Development and Tests at Atmospheric Pressure". ASME 90-GT-162, Presented at the Gas Turbine and Aeroengine Congress, Brussels, Belgium. Nasal, J., Watanabe, T., and Toh, H., 1996, "Development of a Dry Low NOx Combustor for 2MW Class Turbine", ASME 96-GT53, presented at the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, U.K. Schlein, B., 1995, "Dry Low Emission in the G08-2", Proceedings of the Canadian Gas Association 1 I th Annual Symposium on Industrial Applications of Gas Turbines, Banff, Alberta, Canada. Leonard, G., and Stegmaier, J., 1993, "Development of an Aeroderivative Gas 'Turbine Dry Low Emissions Combustion System", ASME 93-GT-288, presented at the Gas Turbine and Aeroengine Congress, Cincinnati, OH. Steele, B.C., Tonouchi, Nicol, D.G., Horning, D.C., Mahe, P.C., and Pratt, D.T., 1996, "Characterization of NOx, N 20, and CO for Lean-Premixed Combustion in a High-Pressure Jet Stirred Reactor", ASME 96-CT-I28, presented at the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, U.K. Maughan, JR., Warren, R.E., and Tolpadi.. A.K., 1992, "Effect of Initial Fuel Distribution and Subsequent Mixing on Emission from Lean Premixed Flames", ASME 92-GT-121. Willis, D.J., Toon, 1.I., Schweiger, T. and Owen, D .A., 1993, "Industrial RB211 Dry Low Emission combustion", ASME 93-GT391, presented at the Gas Turbine and Aeroengine Congress, Cincinnati, USA Mowill, R.J., 1992, "Low Emissions Gas Turbine Combustor", U.S. Pat. No. 5,156,002. White, DJ., Roberts, P.B., and Compton, W.A., 1973, "Low Emission Variable Area Combustor for Vehicular Gas Turbines, ASME 73-GT-I9. Mowill, R.J., 1995, "Single Stage Premixed Constant Fuel/Air Ratio Combustor", U.S. Pat. No. 5,477,671. 9 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 12/29/2014 Terms of Use: http://asme.org/terms









© Copyright 2026