
Repair Joints in Nickel-Based Superalloys With Improved Hot
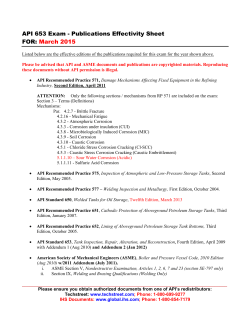
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., New York, N.Y. 10017 C i^ C J m ® 93-GT-247 The Society shall not be responsible for statements or opinions advanced in papers or discussion at meetings of the Society or of its Divisions or Sections, or printed in its publications. Discussion is printed only if the paper is published in an ASME Journal. Papers are available from ASME for 15 months after the meeting. Printed in U.S.A. Copyright © 1993 by ASME REPAIR JOINTS IN NICKEL-BASED SUPERALLOYS WITH IMPROVED HOT CORROSION RESISTANCE K. A. ELLISON, P. LOWDEN AND J. LIBURDI Liburdi Engineering Ltd. Hamilton, Ontario, Canada D. H. BOONE Boone and Associates Walnut Creek, California, USA ABSTRACT Sample repair joints in the nickel-base superalloys Inconel IN713 and IN-738 were tested in the laboratory for Type I high temperature hot corrosion (HTHC) resistance at 900°C. The joints were produced using a conventional "wide-gap" brazing process, having a composition similar to IN-718, and a novel powder metallurgy repair technique LPM" which in this study had a composition similar to alloy IN-738. Metallographic analysis of the resulting structures showed that the IN-718 based repairs, with and without simple aluminide coatings, had suffered extensive intergranular attack of the braze joints. However, the HTHC resistance of cast IN-718 was found to be excellent under identical test conditions. A comparison of the uncoated LPM' repair joints and cast IN-738 revealed only subtle differences in the morphology of the corrosion products; the maximum depths of attack were similar in each case. Silicon modified aluminide coatings provided a slight reduction in the rate of attack for the IN-738 alloy, while simple aluminide coatings were less resistant to HTHC than the base alloy. Similar results were found for the LPM joints, however localized coating penetration was observed in the vicinity of boride particles embedded in the coatings. These differences in behaviour were interpreted with reference to the chemical and structural changes brought about by the use of varying levels of boron as a melting point depressant in the repair layers. INTRODUCTION The repair of service damaged gas turbine engine parts using diffusion brazing processes is an important industrial activity. Millions of components, mainly high pressure and low pressure turbine nozzles, have been repaired by so called diffusion brazing (DB) or wide-gap brazing (WGB) methods and returned to service (Anthony and Goward, 1988). Such methods have been developed and applied not only by the OEM's but also by independent repair facilities (Duvall, et al, 1978; Smith, Jr. et al, 1984; Ellison, Lowden and Liburdi, 1992) In spite of these earlier successes, there is a continuing need in the industry to improve the material properties and extend the repair limits beyond current DB and WGB processes. Although some reports indicate that WGB processes are capable of achieving tensile and creep properties approaching those of the parent superalloys, independent testing and field experience suggests that these repair materials do not always possess the same degree of oxidation and hot corrosion resistance as the parent alloys (Jahnke and Demny, 1983; Boone, Ellison and Liburdi, 1992). Since many of the components currently being repaired require high temperature coatings, the performance of the coated repair joints is a key concern, especially since during the formation mechanisms of simple and modified aluminide coatings, the substrate elements will be incorporated to varying degrees into the final coating. Liburdi Engineering Ltd. has recently developed and introduced the LPM'"' repair process which is designed to extend the repair limits of existing WGB as well as TIG welding processes (Ellison, Lowden, and Liburdi, 1992). Based on its composition, the LPM T"' repair material was also expected to offer improved hot corrosion resistance compared to the existing WGB materials. In the present study, laboratory hot corrosion tests were performed on coated and uncoated powder metallurgy repair joints in nickel-base superalloys using both LPM TM' and a "standard" WGB material. The properties of the repair joints were compared to those of cast superalloys having almost identical compositions. The standard WGB process selected for comparison was one which was specifically developed to provide improved hot corrosion resistance for the repair of nickel-base alloys (Smith, Jr. et al, 1984). `LPM' is a trade mark and proprietary and patented technology of Liburdi Engineering Limited. Presented at the International Gas Turbine and Aeroengine Congress and Exposition Cincinnati, Ohio — May 24-27, 1993 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms I I TABLE 1 - BULK CHEMICAL COMPOSITIONS OF SUBSTRATE AND FILLER ALLOYS USED FOR HOT CORROSION TESTING Alloy Ni Cr Co IN-738 IN-718 IN-713 61.5 53.4 74.1 16.0 19.0 12.0 8.5 Element Mo Al Fe Ti 18.0 3.4 0.9 0.7 Ta B C 0.85 0.12 5.0 (Cb+Ta) 0.1 2.0 1.75 0.01 0.01 0.13 0.05 0.05 0.09 0.62 5.0 (Cb+Ta) 1.96 0.75 1.27 0.09 0.05 W Cb 2.6 Zr Substrate Alloys 3.4 0.6 6.0 1.75 3.0 4.5 Filler (Repair) Alloys LPM T "' WGB 63.1 52.1 15.5 19.0 8.9 18.0 2.46 0.9 3.43 0.6 EXPERIMENTAL 1.27 3.0 1.88 TABLE 2 - PROCESSING SEQUENCES USED TO PREPARE SAMPLE REPAIR JOINTS IN IN-738 AND IN-713 SUBSTRATES. Materials Inconel alloys IN-713, IN-738 and IN -718 were selected as substrates in these tests in order to (i) provide baseline data for the repair joints with similar compositions and (ii) to provide a range of chromium compositions which would be expected to exhibit varying degrees of hot corrosion resistance under these conditions. As stated above, two repair materials were evaluated. WGB processes are typically comprised of a two-component powder alloy mixture. The first alloy powder is normally selected for its high melting range, good strength and environmental resistance and in many cases has a composition similar to that of the base alloy being repaired. The second lower melting range alloy is usually nickel-base, containing elements from the group Co, Cr, Al, Ta, and with additions of B and/or Si as melting-point depressants. These mixtures are suspended in organic binders and applied to the surfaces of the cleaned defects. During a subsequent vacuum heat treatment, the articles to be repaired are heated to a temperature at which the second alloy powder melts and the mixture flows into defects. Transient liquid phase solidification occurs when boron is diffused into the remaining superalloy powder and the surrounding parent metal. In the present work, the WGB chemistry was identical to Inconel alloy IN -718, except that boron was added to one component to form the low-melting alloy. This mixture was reported to have good hot corrosion resistance relative to previous WGB materials (Smith, Jr. et al, 1984). The LPMTm repair material for these tests was based on the chemistry of Inconel alloy IN -738. A description of the basic processing steps has been given elsewhere (Ellison, Lowden, and Liburdi, 1992) however it is important to note here that this repair material has a total boron level which is almost half that of the WGB process. The compositions of both of the above repair materials, in addition to the three base alloys, are given in Table 1. The WGB and LPM TM joints were processed in the IN -713 and IN -738 substrates using procedures listed in Table 2. For the Cut sample blanks Belt dress all surfaces to 120 grit finish Tack weld paired blanks to produce constant gap widths (0.7-0.8 mm for WGB; 6-7 mm for LPM) Remove welding oxides by local grinding Degrease in acetone and alcohol LPMTM WGB Cut 3 mm wide samples with repair joint at centre Grind all surfaces to 120 grit finish Degrease in acetone and alcohol purpose of this study, a 0.7-0.8 mm (0.027-0.031 inch) constant gap width was used for WGB material, as dictated by the limitations of this process. The LPM TM joints were 6-7 mm (0.23-0.28 inches) in width, reflecting the extended repair limits possible with this technique (Ellison, Lowden and Liburdi, 1992). To simulate actual repair applications, some of the samples were coated using standard commercial pack or slurry aluminide coatings, which are summarized in Table 3. Finally, coated and uncoated IN -718 samples were included in the corrosion tests for comparison to the WGB mixture. Tests and Analysis Methods The hot corrosion tests were completed at 900°C in a threezone Lindburgh furnace. The samples were exposed for 100 h in Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms ^= yI 6 5 ` :+3 0 100 200 300 700 400 000 600 KINETIC ENERGY, EV 800 900 100 100 OUR JUW .9. vv Ovv svv •v. B 6 S 4 V13 2 0 ... URU KINETIC ENERGY, EV FIGURE 2 - AUGER SPECTRA FROM (A) THE BULK OF THE WIDE GAP BRAZE ALLOY AND (B) ONE OF THE BLOCKY GRAIN BOUNDARY PRECIPITATES (BEFORE CORROSION TESTING). FIGURE 1 - OPTICAL MICROGRAPHS SHOWING THE BULK STRUCTURE OF (A) THE WIDE GAP BRAZE AND (B) LPM TM JOINTS. ETCH: 100 ml HCI, 50 ml H 2 O, 1 g POTASSIUM METABISULPHITE, 1 g FERRIC CHLORIDE. RESULTS a flowing mixture of 0.5% SO 2 in air. The samples were weighed, preheated to 150°C and sprayed with a water solution containing a 60:40 mixture of Na 2SO 4 :MgSO 4 . After drying, the samples were re-weighed and re-sprayed in order to leave a uniform coating of 1.5 to 2 mg/cm 2 of the salt on each sample. The samples were removed from the furnace at 25 h intervals, examined and re-salted using the above procedure. These test conditions have been shown to produce so-called high temperature, Type I hot corrosion. After the 100 h exposure, the samples were removed from the furnace, examined visually and mounted for optical metallography. Some polished sections were analyzed prior to HTHC testing by scanning Auger electron spectroscopy (AES) in order to obtain chemical compositions from individual phases within the repair joints. Joint Microstructures Micrographs showing the joint structures prior to the hot corrosion tests are given in Figure 1. The grain size of the WGB and LPM T"' repairs were 24±12 µm and 118±27 µm, respectively. At 200-400x magnification, the structures appear to be two-phase, consisting of blocky or elongated grain boundary precipitates (white) and a darker grey matrix phase. The volume fractions of the grain boundary phases were estimated to be 15.7±3.6% (WGB) and 9.2±3.5% (LPM TM ). At higher magnifications, the y' structures within the LPM TM grains became visible. The compositions of the various phases in the WGB and LPM T"" joints were analyzed by AES. Figure 2 shows AES spectra from 3 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms s A 2 m j 25 prn e 20 cm 20 ,m FIGURE 3 - LTHA COATINGS ON (A) WGB AND (B) IN-718. HTLA COATINGS ON (C) WGB AND (D) IN-718. BORIDE PARTICLES FROM THE WGB SUBSTRATE WERE INCORPORATED INTO THE COATINGS OR REPRECIPITATED ALONG THE COATING-ALLOY INTERFACE. investigators identified blocky Cr 5B 3 precipitates at intergranular regions having similar morphologies to those observed here. It is likely that the significantly reduced volume fractions of boride phases in the intergranular regions of the LPM"" joints were directly related to the reduced overall boron content of this filler material. the WGB joint. The grey matrix phase gave spectra containing all elements expected from the bulk chemistry, within the limits of detection (0.1-1 atomic percent). The blocky grain boundary precipitates in the WGB contained high concentrations of B, Cr and Mo. Similar results were obtained for the LPM' "' joints. A review of phase stability diagrams in the Ni-Cr-B systems shows that boron has less than 1 wt% (5 at%) solubility in FCC nickel (Hoppin and Levinstein, 1962) and nickel-rich Ni-B alloys form a Ni,Ni3 B eutectic at 3.6 wt% (17 at% B) at 1093°C (Massalski, et al., 1986). However, B also forms high melting point compounds with elements such as Cr, Mo, Zr, etc. (Post, 1964). The formation of refractory metal boride phases in filler metal and base-metal diffusion zones in wide-gap nickel-base superalloy joints has been documented in previous studies (Jahnke and Demny, 1983; Lasalmonie, 1987). Each of these Coated Joints Micrographs of the initial coating structures on the WGB and LPM'"' are shown in Figures 3 and 4 and compared to the IN718 and IN-738 parent alloys. The thicknesses of the various coatings on the repair joints were approximately equal to those of the corresponding base alloys. However, there were distinct morphological changes in the coatings on the WGB and LPM' 4 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms FM 00 N z cc i f^ ^^ 1 ^ F G,. T 1 '1 3r. 1 11' J9 } r sG 1 f F Z^ I F Y. ^ +a1 s ^ F' SA 1 v I Z Q .-n O z U 0 J Cl) LL W J _ U H N W H cc H Cl) m Cl) w M00 FnLL Z ^ r` 0 z a J z 0 N (D z I- 0 0 w U z C D D cc LU LL V1 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms TABLE 3 - MAXIMUM DEPTHS OF CORROSION PENETRATION'. Type I Hot Corrosion Test: 900 ° C, 100h, 0.5%SO 2 in air, 1.5-2.0 mg/cm 2 Na 2SO 2 :MgSO 4 (60:40) Alloy or Repair Material Surface Pretreatments Uncoated Pack Aluminide 2 IN-713 IN-738 IN-718 750 16 28 600 (P 5 50 75 (P) WGB LPM T 750 20 400 (P) 75 (P) "' ) Vapour Phase Aluminide3 600 (P) 150 (P) 150 (P) 520 (P) 50 (P) Silicon Modified Aluminide° - 10 - - 75 (P) 1. In units of micrometers, measured as the combined thickness of external scale and internal precipitation zones. 2. Also known as a Low Temperature, High Activity (LTHA) coating. Pack processing at 700-900°C, Post coat diffusion heat treat at 1080°C/4h. 3. Also referred to as a High Temperature, Low Activity (HTLA) coating. Processing/diffusion at 1080°C/4h. 4. AI-12Si powder slurry coating. Diffusion heat treated at 870°C/2h. 5. P denotes local penetration of coating to base metal. substrates. These differences were primarily associated with the incorporation of chromium boride phases within and beneath the aluminide coatings. The LTHA coatings, which grow mainly by the inward diffusion of aluminum through the /3-NiAI phase during diffusion heat treatment at 1080°C (Goward and Boone, 1971), had substrate boride phases distributed throughout the entire coating structures for both the WGB and LPM' "'' joints. In addition, there were local breaks or gaps in the coatings above these embedded particles, exposing the boride phases. AES analysis on a cross section of the LTHA coating on the WGB substrate confirmed that a continuous layer of borides had developed in the inner coating zone. This precipitate zone was absent in the LTHA-coated IN-718 alloy. The IN-738 and IN-713 substrates developed multi-phase inner zones typical of TiC, M 23 C 6 and a(Cr,Mo) precipitation in a i3-NiAl matrix (Goward and Boone, 1971). However, the morphology of the precipitates in this same zone on the LPMT"' joint had changed from rounded to angular plates. Due to the limited solubility of chromium, molybdenum and other substrate alloying elements in Q-NiAl, it is possible that the continuous boride layer in the inner coating zones formed as these elements were rejected from the advancing (3-NiAl layer, with boron being supplied from the substrate. While the HTLA coatings on the WGB and LPM' joints were thinner than the respective LTHA coatings, they were characterized by a distinct absence of boride phases in the outer coating zones. The inner coating zones were similar to those observed for the respective LTHA coatings. Furthermore, there were no breaks in the coating above boride particles as observed in the case of the LTHA coatings. Finally, the silicon-modified coating on the LPMT"' joints and IN-738 substrates were thicker than either of the simple aluminide coatings described above. The boride particles were concentrated in the inner half of the coating and there were correspondingly fewer gaps above these particles. Hot Corrosion Behaviour - Uncoated Alloys and Repair Joints The maximum depths of corrosion attack on the base alloys and repair materials are given in Table 3. As expected, the IN-713 had the least resistance to HTHC of the three base alloys tested. This may be interpreted in terms of the relative concentrations of elements which are known to be beneficial or detrimental for corrosion resistance (Pettit and Giggins, 1987). Chromium has been identified as perhaps the most beneficial of the alloying elements since it may form protective Cr2 0 3 scales and inhibits basic fluxing of oxides of Ni, Co, Fe. The refractory elements such as Mo, W, V are known to produce detrimental effects when mechanism of corrosion is acidic fluxing. IN-713 has the lowest Cr content, and contains relatively high levels of Mo. The improved hot corrosion resistance of IN-738 and IN-718 was thought to be primarily due to higher Cr contents in these alloys. Of the two repair materials, the WGB was attacked almost as badly as IN-713. In contrast, the LPMTM' joints showed depths of attack which were nearly identical to the parent IN-738 alloy. Micrographs of the hot corrosion reactions on the WGB and IN718 are shown in Figure 5. The WGB exhibited a catastrophic rate of attack, as shown by the rapid penetration of corrosion products along grain boundaries and the formation of thick Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms + ^^7t y at om : tea N-713 IN-71a20am IN-713 _ 250µm WGB Substrate —off—Joint -1 4 y t M Substrate Internal oxidation zone Sulphide precipitation zone ^` S S B g _ r -s Boride precipitates in WGB Joint 33Ogm FIGURE 5 - MICROGRAPHS OF (A) IN-718 AND (B,C) A WGB JOINT AFTER 100 HOUR HOT CORROSION TEST. THE CHROMIUM BORIDE PARTICLES (B) APPEARED TO BE DISSOLVING INTO THE MATRIX AHEAD OF THE SULPHIDE PRECIPITATES (S). external scales. Alloy IN-718 exhibited only very thin corrosion layers and very little internal precipitation. Based on the morphology of the reaction products, it appeared that the corrosion reactions on the WGB joint grain boundaries were proceeding by the formation of chromium sulphide particles which were converted to oxides at a later stage. Furthermore, 7 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms 20µm FIGURE 7 - LTHA COATING ON THE WGB AFTER 100 HOUR HOT CORROSION TEST. PENETRATION AND SUBCUTANEOUS ATTACK OF THE COATING HAD OCCURRED BUT THE BORIDE PARTICLES WITHIN THE COATING WERE STABLE OR HAD REACTED VERY SLOWLY DURING THE EXPOSURE. Coated Joints and Alloys In general there was very little attack of the LTHA and HTLA coatings on IN-718, however there were localized areas where the coating had been completely consumed. There was no further propagation of the corrosion reactions into the alloy beneath these breaks in the coatings. The same aluminide coatings on the WGB produced no significant increase in resistance to HTHC. As shown in Figure 7, the LTHA aluminide coating was partially intact over some areas of the joint, but had been completely penetrated in other areas with subcutaneous coating attack and catastrophic corrosion of the underlying joint. The HTLA coating on the WGB had been completely consumed during the 100 h test and the depth of corrosion attack in the joint was comparable to the uncoated WGB. Examination of the partially intact LTHA coating on the WGB joint revealed that the boride particles in and beneath the coating were stable or had reacted very slowly in the HTHC environment, even though the surrounding matrix was being consumed. Relative to IN-718, the LTHA and HTLA coatings on IN -738 were less resistant to HTHC. There was general attack of each type of coating with areas of complete coating penetration. Propagation of the corrosion reactions into the IN-738 alloy beneath these areas appeared to be somewhat more advanced than for the uncoated IN -738. The same general observations applied to the LPM T"' joints coated with LTHA and HTLA aluminides. Moreover, as in the case of the LTHA-coated WGB joint, the boride particles which had been incorporated into each of the coatings during formation stage did not appear to have reacted with the test environment. However, the coating around many of FIGURE 6 - SURFACES OF UNCOATED (A) IN-738 AND (B) LPMT M JOINT AFTER 100 HOUR HOT CORROSION TEST. DEPLETION OF THE CHROMIUM BORIDES IN THE LPM TM ALLOY WAS OBSERVED IN A ZONE BENEATH THE THIN EXTERNAL SCALE. the boride particles did not appear to be selectively attacked, but were dissolving ahead of the sulphide precipitation front. The corrosion products foamed on uncoated LPM r "" and IN-738 are compared in Figure 6. IN-738 formed a thin external scale and the formation of internal precipitates was detected under this outer layer. The morphology of the internal precipitates was once again typical of chromium sulphide particles which are often observed beneath external scales and the depleted zones on this alloy in hot corrosion tests. As shown in the micrographs, the LPM' and IN-738 corrosion morphologies were almost identical. It was interesting to note that not one boride particle could be found in the LPM T "' filler material which intersected the exposed surface of the joint. They in fact appeared to have been depleted in a zone immediately underneath the alloy surface. 8 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms 100m µ 100 im ; - n ^J^ : C, - - s __ 100p.m 10.0^ihi FIGURE 8 - (A) IN-738 AND (B) LPM TM JOINT WITH PACK ALUMINIDE COATINGS AFTER 100 HOUR HOT CORROSION TEST. ALTHOUGH THE COATINGS WERE PARTIALLY CONSUMED, THERE WAS NO SIGNIFICANT ATTACK OF EITHER SUBSTRATE. FIGURE 9 - SILICON MODIFIED ALUMINIDE COATINGS ON (A) IN-738 AND (B) LPM TM JOINT AFTER 100 HOUR HOT CORROSION TEST. THE SILICON ADDITION RESULTED IN IMPROVED COATING PERFORMANCE RELATIVE TO THE SIMPLE ALUMINIDES AND NEITHER SUBSTRATE WAS ATTACKED. these particles had been locally consumed, leaving the boride particles directly exposed to the corrosive environment (Figure 8). Finally, the silicon-modified coating exhibited the greatest resistance to HTHC of all those studied on the IN-738 alloy. There were no local breakthroughs and the coating had lost very little of its original thickness. The LPM T"" joint coated with this material was also essentially un-attacked, even in those cases where the coating was partially penetrated by boride particles DISCUSSION These tests clearly demonstrated that the selection of a powder metallurgy (WGB) repair material which is based on an alloy with good hot corrosion properties will not necessarily lead to a joint which has equally good environmental resistance. The reduction in the properties of the IN-718 WGB system relative to the cast IN-718 alloy demonstrated this clearly. What is interesting, however, is that the LPM TM repair material performed as well as the cast IN-738 alloy. Obviously, since alloy composition has such a strong influence on hot corrosion behaviour, the relative effects of "high" and "low" boron (Figure 9). 9 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms I Finally, due to the electrochemical nature of the HTHC reactions, the influence of the boride precipitates and dissolved boric oxide (M.P. 450°C) on the local melt chemistry and corrosion reactions should also be considered. It has been demonstrated that molten boric oxide can be highly corrosive to many alloys above 900°C (Roller and Andrews, 1959). If a liquid boron oxide phase were to form in the substrate, it could lead to excessively fast oxidation and disintegration of the alloy. The liquid phase might penetrate along grain boundaries in the scales which could then become rapid diffusion paths for the reacting species. Alternatively, if the molten oxide formed at the scale-alloy interface or beneath the coating it could lead to a loss of mechanical adhesion, thereby negating the protective properties of either. Boron oxide also vaporizes rapidly, which would further complicate the corrosion mechanism (Rizzo, 1960). In view of the above considerations, a more detailed interpretation of the corrosion reactions does not seem possible at this time. additions must be considered when comparing these two systems. In an earlier report concerning the hot corrosion properties of uncoated WGB materials, it was suggested that catastrophic attack of the repair material was due to the low chromium content in the intergranular regions (Jahnke and Demny, 1983). The boride precipitation reactions in the present tests and the localized attack of the WGB prior-particle boundaries gives credence to this theory, however, analysis of chromium concentrations in the vicinity of grain boundaries for both repair materials would help to substantiate this conclusion. Indirect evidence of low chromium levels in the boundaries of the WGB may also be indicated by the fact that the chromium boride particles were dissolving in front of the sulphide precipitation front. Furthermore, the overall levels of chromium depletion would depend on the relative amounts of chromium and boron in the joints. In this respect, the LPM T "' repairs might be expected to have better hot corrosion resistance due to the lower overall boron additions, however the IN -718 alloy contains higher chromium levels which could offset any depletion by boride precipitation. Simple calculations of chromium depletion were made based on the assumptions that boron dissolved in the FCC joint matrix up to its solubility limit, and that the balance reacted to form Cr 5B 3 precipitates. An overall chromium depletion of 5.8 wt% was predicted for the WGB joints as opposed to 2.6 wt% for the LPM"" material, although the final chromium contents were almost equal at 12.2 and 12.8 wt%, respectively. Obviously, the corrosion resistance of the depleted matrix will also depend on the balance of elements present after any chromium depletion has taken place. With respect to the coated alloys and joints, it is germane to point out that the simple LTHA and HTLA aluminides are not generally considered to be resistant to this form of environmental attack. It is likely that chromium-containing coatings would have provided better protection against HTHC. In support of this, it was noted that the simple aluminides on IN-718 were more resistant than the same type of coatings on IN-738, which contains less chromium. The good HTHC resistance of the silicon-modified aluminide on both LPM T "' and IN -738 was also consistent with previous data for this coating. The simple aluminide coatings are applied primarily to improve the high temperature oxidation resistance of superalloy materials. In this regard, it is interesting to compare these results to those of a previous test program in which these same coated and uncoated joints were submitted for cyclic oxidation testing at 1100°C. In these earlier tests, the uncoated WGB joints were more rapidly consumed than the LPM T "' joints under cyclic oxidation conditions; the reactions proceeded by internal oxidation of the WGB boundaries along with the formation of thick non-protective scales. However, the uncoated LPM TM' joints did not form protective oxides and were more rapidly consumed than the uncoated IN -738 base alloy. The simple LTHA and HTLA aluminide coatings were more effective in preventing attack of the LPM T"' repair joints relative to the WGB material, and the oxidation resistance of the silicon-modified LPM T"' joints was excellent (Boone, Ellison and Liburdi, 1992). CONCLUSIONS Hot corrosion tests were performed on standard WGB and LPM'"' repair joints in nickel base superalloys. WGB joints based on IN -718 alloy with and without standard aluminide coatings suffered extensive intergranular attack of the braze joints, while cast IN-718 had good corrosion resistance in the same tests. LPM'"' repairs based on alloy IN-738 with low boron additions showed excellent hot corrosion resistance, equivalent to that of the cast IN-738 alloy. ACKNOWLEDGEMENTS The authors wish to thank V. Lamanna for help with sample preparation and S. Sawyer for assistance with the hot corrosion testing. REFERENCES Anthony, K. C. and Goward, G. W., 1988, "Aircraft Gas Turbine Blade and Vane Repair", Superalloys 1988 , Duhl. D. N., Maurer, G., Antolovich, S. and Lund, S., eds., The Metallurgical Society, pp. 745-754. Boone, D. H., Ellison, K. A. and Liburdi, J., 1992, "The Effect of Braze Repair Techniques on the Cyclic Oxidation Behaviour of Uncoated and Coated Nickel-Base Superalloys", Presented at 3rd International Symposium on High Temperature Corrosion and Protection of Materials", Les Embiez, France. Duvall, D. S., Owczarski, W. A., Paulonis, D. F. and Schaefer, R. P., 1978, "Metallic Filler Material", U.S. Patent No. 4,073,639. Ellison, K. A., Lowden, P. and Liburdi, J., 1992, "Powder Metallurgy Repair of Turbine Components", ASME paper 92GT-312, presented at the ASME Gas Turbine and Aeroengine Congress and Exhibition, Cologne, Germany. 10 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms Goward, G. W. and Boone, D. H., 1971, "Mechanisms of Formation of Diffusion Aluminide Coatings on Nickel-Base Superalloys", Oxidation of Metals, Vol.3, pp.475-495. Hoppin, G. S. and Levinstein, M. A., 1962, "Elevated Temperature Nickel-Base Brazing Alloys", U.S. Patent No. 3,024,109. Jahnke, B. and Demny, J., 1983, "Microstructural Investigations of a Nickel-Based Repair Coating Processed by Liquid Phase Diffusion Sintering", Thin Solid Films, Vol. 110, pp. 225-235. Lasalmonie, A., 1987, "Diffusion Brazing of Some Nickel-Base Superalloys: Some Basic Aspects", Ann. Chim. Fr., Vol. 12, pp. 247-257. Massalski, T. B., Murray, J. L., Bennett, L. H. and Baker,H., eds., 1986, "Binary Alloy Phase Diagrams", Vol 1., American Society for Metals, Metals Park, pp. 370-371. Pettit, F. S. and Giggins, C. S., 1987, "Hot Corrosion", in Superalloys II, Sims, C. T., Stoloff, N. S. and Hagel, W. C., eds., John Wiley & Sons, New York, pp. 327-358. Post, B., 1964, "Refractory Binary Borides", in Boron, Metallo-Boron Compounds and Boranes, Adams, R. M., ed., Interscience Publishers, New York, pp. 301-371. Rizzo, H. F., 1960, "Oxidation of Boron at Temperatures Between 400 and 1300 ° C in Air", in Boron Synthesis, Structure and Properties, Kohn, J. A., Nye, W. F., and Gaule, G. K., eds., Plenum Press, New York, pp. 175-189. Roller, D and Andrews, C. R., 1959, "The Effect of Molten Boric Oxide on Selected High Temperature Alloys", Corrosion, Vol. 15, pp. 85t-96t. Smith, Jr., M. S., Perkins, R. J., Fryxell, R. E. and Young, W. R., 1984, "Homogeneous Alloy Powder", U.S. Patent No. 4,478,638. 11 Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 03/09/2015 Terms of Use: http://asme.org/terms









© Copyright 2026