ABC
docz
Explore
Log in
Create new account
Download
Report
business and industrial
energy
natural gas
A Performance Monitoring of Gas for Failure Prevention Turbines
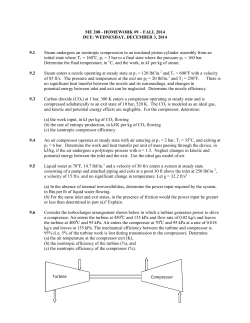
ME 200 - HOMEWORK #9 – FALL 2014 9.1
BOWA3
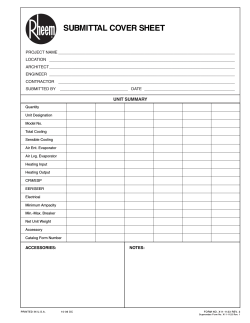
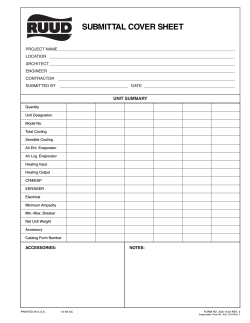
SUBMITTAL COVER SHEET UNIT SUMMARY PROJECT NAME LOCATION
SUBMITTAL COVER SHEET
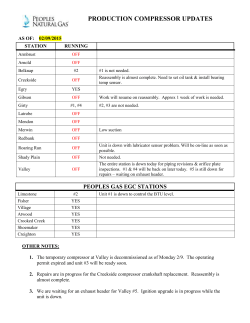
Station Update - Peoples Natural Gas
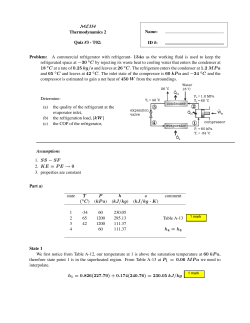
Eng3901 - Quiz 2 Sample Questions 1 Eng3901 – Thermodynamics I
The predictable and reliable performance of our air filters
SUBMITTAL COVER SHEET
ME354 − C Name:
SUBMITTAL COVER SHEET
© Copyright 2026
About abcdocz
DMCA / GDPR
Report