
Energy consumption in batch thermal processing: model
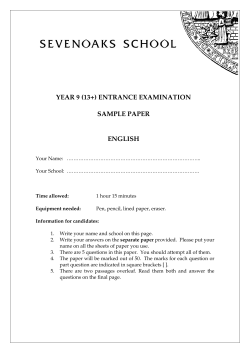
Journal of Food Engineering 73 (2006) 217–224 www.elsevier.com/locate/jfoodeng Energy consumption in batch thermal processing: model development and validation R. Simpson a a,* , C. Corte´s a, A. Teixeira b Departamento de Procesos Quı´micos, Biotecnolo´gicos, y Ambientales, Universidad Te´cnica Federico Santa Marı´a, Casilla 110-V, Valparaı´so, Chile b Department of Agricultural and Biological Engineering, Frazier Rogers Hall, P.O. Box 110570, University of Florida, Gainesville, FL 32611-0570, USA Received 29 July 2004; accepted 22 January 2005 Available online 14 April 2005 Abstract Thermal processing is an important method of food preservation in the manufacture of canned foods, retortable pouches, trays and bowls (retortable shelf-stable foods). The aim of this research was to develop a mathematical model to estimate total and transient energy consumption during the heat processing of retortable shelf-stable foods. The transient energy balance for a system defined as the steam and its water condensate in the retort requires no work term. The heat transfer terms include radiation and convection to the cook room environment, and heat transfer to the food in the cans. Mass and energy balance equations for the system were solved simultaneously, and the equation describing heat transfer in the food material was solved numerically using an explicit finite difference technique. Correlations valid in the range of interest (100 C through 140 C) were utilized to estimate the thermodynamic properties of steam, condensate, and food product. Depending upon selected conditions, retort insulation will account for a 15–25% energy reduction. In addition, initial temperature could reduce the peak energy demand in the order of 25–35%. These models should be useful in searching for optimum scheduling of retort battery operation in the canning plant, as well as in the optimising process conditions, to minimize energy consumption. 2005 Elsevier Ltd. All rights reserved. Keywords: Energy consumption; Batch processing; Retort insulation 1. Introduction Thermal processing is an important method of food preservation in the manufacture of shelf-stable canned foods, and has been the cornerstone of the food processing industry for more than a century. Although the literature in food science and thermal processing is very extensive, most of the references deal with the microbiological and biochemical aspects of the process. * Corresponding author. Tel.: +56 32 654302; fax: 56 32 654478. E-mail address: [email protected] (R. Simpson). 0260-8774/$ - see front matter 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2005.01.040 The basic function of a thermal process is to inactivate pathogenic and food spoilage causing microorganisms in sealed containers of food using heat treatments at temperatures well above ambient boiling point of water in pressurized steam retorts (autoclaves). Excessive heat treatment should be avoided because it is detrimental to food quality and underutilizes plant capacity. Batch processing with a battery of individual retorts is a common mode of operation in many food-canning plants (canneries). Although high speed processing with continuous rotary or hydrostatic retort systems can be found in very large canning factories (where they are cost-justified by high volume throughput), 218 R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 Nomenclature A Cp E gc H h m_ M P Pm Q_ R t t* T T0 T v V area (m2) specific heat (J/kg K) energy (J) universal conversion factor; 1 (kg m/N s2) enthalpy (J/kg) heat convection coefficient (W/m2 K) mass flow rate (kg/s) mass (kg) pressure (Pa) molecular weight (kg/kmol) thermal energy flow (W) ideal gas constant 8.315 Pa m3/kmol K (J/ kmol K) time (s) time required to eliminate air from retort temperature (K) initial temperature average product temperature (K) velocity (m/s) volume (m3) Greek symbols q density (kg/m3) e surface emissivity of retort shell at an average of emitting and receiving temperatures (dimensionless) such systems are not economically feasible in the majority of small to medium-sized canneries (Norback & Rattunde, 1991). Among problems confronted by canned food plants with batch retort operations, are peak energy/labour demand, underutilization of plant capacity and underutilization of individual retorts (Simpson, Almonacid, & Teixeira, 2003). In batch retort operations, maximum energy demand occurs only during the first few minutes of the process cycle to accommodate the venting step, while very little is needed thereafter in maintaining process temperature. In order to minimize peak energy demand it is customary to operate the retorts in a staggered schedule, so that no more than one retort is venting at any one time. Similar rationale applies to labour demand, so that no more than one retort is being loaded or unloaded at any one time. A limited number of research studies have addressed and analysed energy consumption in retort processing (Barreiro, Perez, & Guariguata, 1984; Bhowmik, Vischenevetsky, & Hayakawa, 1985 and Singh, 1977) Most of these have attempted to quantify total energy consumption but not transient energy consumption. Furthermore, these studies were applied to processes used for traditional cylindrical cans, and their findings are not c r ratio of specific heat at constant pressure to specific heat at constant volume (dimensionless) Stefan–Boltzmann constant, 5.676 · 108 W/m2 K4 Subscripts a air b bleeder amb ambient c convection cv condensed vapour cr critical value cw cooling water e metal container in insulation p food product r radiation rt retort s steam sl saturated liquid sv saturated vapour rs retort surface t time v vapor w condensed water necessarily applicable to processes used for flexible or semirigid trays, bowls or retort pouches. AlmonacidMerino, Simpson, and Torres (1993) developed a transient energy balance equation for a still-cook retort, but the model only simulated the holding time and did not include come up time. Transient energy consumption should be an important factor in deciding retort scheduling, as well as determining optimum variable temperature profiles to achieve specified objectives (e.g. Minimize energy consumption, maximize nutrient retention, or minimize process time) (Almonacid-Merino et al., 1993). Many studies have shown that maximum nutrient retention at constant retort temperature does not differ considerably from the one obtained from time variable retort temperature processes (VTRT) when optimising average quality (Almonacid-Merino et al., 1993; Saguy & Karel, 1979; Silva, Hendrckx, Oliveira, & Tobback, 1992). However, Almonacid-Merino et al. (1993) have shown that process time can be significantly reduced, while maintaining a high quality product with a TVRT process. Another objective function that has been successfully investigated is the search for maximum surface retention of a given quality factor (Banga, Martin, Gallardo, & Casares, 1991). To give a practical use to R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 the TVRT profiles, Almonacid-Merino et al. (1993) included a constraint to determine which of the searched temperature profiles were feasible and possible to reproduce in a real retort. In order to optimise food canning plant operating decisions and to implement optimum TVRT profiles, a comprehensive mathematical model was developed to predict transient and total energy consumption for batch thermal processing of canned foods including retortable pouches, trays and bowls. 2. Materials and methods 2.1. Model development The transient energy balance for a system defined as the retort including cans without their contents, and the steam and condensate in the retort requires no work term (Fig. 1). The heat transfer terms—between the system and its environment—include radiation and convection to the plant cook room environment, and heat transfer to the food within the cans. Equations were solved simultaneously and the heat transfer equation for the food material was solved numerically using an explicit finite difference technique. Correlations valid in the range of interest (100 C through 140 C) were utilized to estimate the thermodynamic properties of steam, condensate, and food material. The process was divided into three steps: (a) venting period, (b) period after venting to reach process temper- Fig. 1. Still vertical retort (cross-sectional view of vertical retort used for study). 219 ature, and (c) holding time. Cooling step was not analysed because no steam is required. First, the mathematical model for the food material is presented and then a full development of the energy model for the complete thermal process. 2.1.1. Mathematical model for food material Food material was assumed to be homogeneous and isotropic, therefore the heat conduction equation for the case of a finite cylinder solid could be expressed as 1 oT o2 T o2 T 1 oT þ þ 2 ¼ r or or2 oz a ot ð1Þ where T is a function of the position (r, z) and time (t). The respective boundary and initial conditions are as follows: T ðfood material; 0Þ ¼ T 0 where T0 is a known and uniform value through the food material at time 0. To estimate the temperature at food surface at any time t, a finite energy balance was developed at the surface (Fig. 2). kA oT oT þ hAoT ¼ MCp or ot ð2Þ In most practical cases, it can be assumed that Biot number is well over 40, meaning that the temperature of the surface of the food material could be equalized, at any time, with retort temperature (Almonacid-Merino et al., 1993; Datta, Teixeira, & Manson, 1986; Simpson, Aris, & Torres, 1989; Simpson, Almonacid, & Torres, 1993; Teixeira, Dixon, Zahradnik, & Zinsmeiter, 1969). The aforementioned statement is not necessarily applicable for retortable pouch or semi rigid trays and bowls processing (Simpson et al., 2003). The model (Eq. (2)) considers the possibility of a Biot number less than 40, but is also suitable for a Biot number equal to or larger than 40. Fig. 2. Finite energy balance at the food surface (infinite slab). 220 R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 2.1.2. Mass and energy balance during venting Before expressing the energy balance, it is necessary to define the system to be analysed: Steam-air inside the retort—at any time t (0 6 t 6 t*), during venting— was considered as the system (Fig. 1). Global mass balance ð12Þ dM m_ s m_ sv m_ a ¼ dt ð3Þ Mass balance by component Air: m_ a ¼ dM a dt ð4Þ Vapour: m_ s m_ sv m_ w ¼ Condensed water: m_ w ¼ m_ w ¼ dM sv dt The mass flow of condensate was estimated from the energy balance as m_ w ðH sv H sl Þ ¼ dQ_ ¼ hAðT in T amb Þ þ reAðT 4in T 4amb Þ dT p dT rt þ M rt C prt dt dt dT e dT in þ M in C pin þ M e C pe dt dt þ M p C pp ð5Þ dM w dt ð6Þ dT p dT rt dT e dT in þ M rt C prt þ M e C pe þ M in C pin dt dt dt dt ðH sv H sl Þ hAðT in T amb Þ þ reAðT 4in T 4amb Þ þ M p C pp M ¼ M a þ M sv þ M w ; m_ ¼ m_ sv þ m_ a ð7Þ General energy balance ½H s m_ s IN ½H sv m_ sv þ H a m_ a OUT þ dQ_ dW_ dEsystem dt ð8Þ where dQ_ ¼ dQ_ c þ dQ_ r þ dQ_ p þ dQ_ e þ dQ_ rt þ dQ_ in ð9Þ dW_ ¼ 0 ð10Þ Replacing the respective terms into Eq. (9), the term dQ in Eq. (8) can be quantified as d Q ¼ hAðT in T amb Þ þ reAðT 4in T 4amb Þ dT p dT rt dT e þ M rt C prt þ M e C pe dt dt dt þ M in C pin dT in dt ð11Þ The following expression shows how the cumulative term of Eq. (8) was calculated. Because of the system definition, changes in potential energy as well as kinetic energy were considered negligible: ð14Þ Therefore the steam mass flow demand during venting should be obtained replacing Eqs. (5), (6), (7), (11), (12), and (14) into Eq. (8). 2.1.3. Mass and energy consumption between venting and holding time (to reach process temperature) As was mentioned before, first, it is necessary to define the system to be analysed: Steam and condensed water inside the retort were considered as the system (Fig. 1). Global mass balance: m_ s m_ b ¼ and þ M p C pp ð13Þ Therefore, where ¼ dEsystem dH sv dM sv dV sv dP sv ¼ M sv þ H sv P sv V sv dt dt dt dt dt dH a dM a dV a dP a þ Ha Pa Va þ Ma dt dt dt dt dH w dM w dV w dP w þ Hw Pw Vw þ Mw dt dt dt dt Vapour: m_ s m_ b m_ w ¼ Condensed water: m_ w ¼ dM dt dM sv dt dM w dt Energy balance on the bleeder System: Steam flow through the bleeder. Considering an adiabatic steam flow: v2 ½H sv m_ b IN H b þ ¼0 m_ b 2gc OUT ð15Þ ð16Þ ð17Þ ð18Þ where the bleeder is assumed to be operating in steady state condition, with no heat, no work, and negligible potential energy effects, the energy balance around the bleeder reduces to (Balzhizer, Samuels, & Eliassen, 1972) R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 ðH b H sv Þ þ v2b v2sv ¼0 2gc ð19Þ For a gas that obeys the ideal gas law (and has a Cp independent of T), ðH sv H b Þ ¼ C p ðT sv T b Þ ð20Þ Neglecting v2sv in relation to v2b , and replacing Eq. (20) into Eq. (19), it reduces to Tb 2 vb ¼ 2gc C p T sv 1 ð21Þ T sv Considering an isentropic steam flow in the bleeder which obeys the ideal gas law, Eq. (21) could be re-written as ! ðc1 c Þ 2gc P sv c Pb 2 vb ¼ 1 ð22Þ c1 qsv P vs where the continuity equation is m_ b ¼ qvb A ð23Þ 221 If Ps is bigger than Pc, substituting Eq. (25) into Eq. (24), the expression for the mass flow is as follows: cþ1 c 2ðc1Þ c1 P s Ab 2 P amb 2 m_ b ¼ qffiffiffiffiffiffi for < ð27Þ RT s c þ 1 cþ1 Ps c 2.1.4. Mass and energy balance during holding time System: Steam inside the retort (Fig. 1). Global Mass balance: m_ s m_ b ¼ Vapour: m_ s m_ b m_ w ¼ Condensed water: m_ w ¼ dM dt dM sv dt dM w dt ð28Þ ð29Þ ð30Þ Energy balance on the bleeder The steam flow through the bleeder was estimated as previously mentioned, therefore: vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi !ffi c c1 u ðc1 c Þ P s Ab P amb u 2 P 2 P amb amb t if 6 <1 m_ b ¼ rffiffiffiffiffiffiffiffi 1 c1 cþ1 Ps Ps RT s P s c cþ1 c 2ðc1Þ c1 P s Ab 2 P amb 2 if < m_ b ¼ rffiffiffiffiffiffiffiffi cþ1 Ps RT s c þ 1 c dT p dT rt dT e dT in þ M rt C prt þ M e C pe þ M in C pin hAðT in T amb Þ þ reAðT 4in T 4amb Þ þ M p C pp dt dt dt dt m_ w ¼ ðH sv H sl Þ Therefore, combining Eqs. (22) and (23): vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi !ffi u ðc1 u c Þ P s Ab P amb t 2 P amb m_ b ¼ qffiffiffiffiffiffi 1 RT s c1 Ps Ps Therefore the steam mass flow was estimated as m_ s ¼ m_ w þ m_ b ð24Þ 3. Results and discussion c The maximum velocity of an ideal gas in the throat of a simple converging nozzle is identical to the speed of sound at the throat conditions. The critical pressure is Pc (Balzhizer et al., 1972) P c ¼ P amb 2 cþ1 c c1 ð25Þ Then Eq. (23) will be valid for Ps in the following range: 2 cþ1 c c1 6 P amb <1 Ps ð31Þ ð26Þ 3.1. Preliminary validation The developed model was tested using bibliographic data (Barreiro et al., 1984), as a preliminary means of validation. The following data were utilized for the following calculations: Retort: mrt: 163.6 kg, crt: 500 J/kg C, Ab: 7.94 · 106 m2, Art: 2.97 m2, Vrt: 0.356 m3. Containers: Cans dimensions: 307 · 409, number of cans inside the retort: 180, me: 0.06 kg, ce: 500 J/kg C. Product: Pea puree with a thermal diffusivity of 1.70 · 107 m2/s. 222 R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 Table 1 Comparison between data obtained from Barreiro et al. (1984) and calculations from the developed procedure in this study Temperature (C) Process time (min) Energy (MJ) (Barreiro et al., 1984) Energy (MJ) (this research study) 104.4 110.0 115.6 121.1 126.7 132.2 196 113 85 66 56 50 118.0 100.8 97.0 93.1 95.0 100.4 114.6 103.6 103.0 106.7 109.4 114.8 Processing conditions: The time–temperature requirements were calculated for the thermal sterilization of the pea puree in 307 · 409 cans reaching an integrated lethal value Fc of 2.52 min for Clostridium Botulinum at 121.1 C (Barreiro et al., 1984). Tpo: 37.8 C, Tcw: 26.7 C. Surface heat transfer coefficient and emissivity: h: 5.77 w/m2 C, e: 0.94. Table 1 shows a comparison between calculations (total energy consumption) obtained from Barreiro et al. (1984) and the ones obtained with the model developed in this study. Although estimations are in the same range and compare well, values obtained with the model developed in this research study are higher except at TRT 104 C. One potential explanation lies in the fact that the procedure developed by Barreiro et al. (1984) clearly underestimates the steam mass flow during venting. One of the main contributions of this research study was to develop a complete transient energy model, but also to approach the critical behaviour of energy demand during venting. 3.2. Model applications To analyse the effect and the impact of different process variables in total and transient energy consumption, the following variables were studied (most data for the simulation purposes were obtained from Barreiro et al., 1984): (a) Retort insulation: Fig. 3 compares the transient and total steam consumption for insulated (3.8-cm thick layer of asbestos cement) and non-insulated retort. Using the insulated retort the total steam consumption reduction was in the order of 19% when compared to non-insulated retort (Fig. 3). Insulation did not play a significant role in terms of reducing peak energy consumption (Fig. 3). (b) CUT: Fig. 4 compares the transient steam consumption for different come up times (CUT) (5, 10 and 15 min). Fig. 4 shows that if CUT increases the maximum peak of steam consumption is reduced. As an example, if CUT increases from 5 to 15 min the Fig. 3. Transient and total steam consumption rate profiles for insulated and non-insulated retort. Fig. 4. Process temperatures and transient steam consumption rate profiles for different CUT times. Fig. 5. Transient and total steam consumption rate profiles for different initial food temperatures. R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 reduction in peak energy consumption is in the order of 12%. (c) Initial food temperature (T0): Fig. 5 compares the transient steam consumption for different initial food temperatures (27.8 and 75 C). Fig. 6 shows that for the high temperature the maximum peak and the total steam consumption are reduced 30% and 29% respectively. Clearly the most important variable to reduce peak energy consumption was the initial temperature of the food material. (d) Retort size: Fig. 6 compares the steam consumption per processed can for different retort size with the same ratio product/retort volume (0.47). Case 1: Retort dimensions: mrt: 163.6 kg, Art: 2.97 m2, Vrt: 0.356 m3, Containers: cans dimensions: 307 · 409, number of cans inside the retort: 180. 223 Case 2: Retort dimensions: mrt: 230.4 kg, Art: 3.50 m2, Vrt: 0.6 m3 (Bhowmik et al., 1985), Containers: cans dimensions: 307 · 409, number of cans inside the retort: 303. Fig. 6 shows that for the larger retort size the ratio of steam consumption [kg]/mass product [kg] is reduced (13%) but the maximum steam consumption is increased (85%). Possibly the main reason behind this result is that the area over volume ratio decreases as the retort increases. Previous analyses can be extended to figure out the impact of process temperature in relation to total energy demand for a given process. As an example, Fig. 7 shows the effect of insulation and processing temperatures (104.4, 110.0, 115.6, 121.1, 126.7, and 132.2 C) on energy consumption during retorting of pea puree in 307 · 409 cans (Barreiro et al., 1984). 4. Conclusions Fig. 6. Transient steam consumption rate profiles and ratio product mass/steam consumption mass for different retorts sizes. A complete mathematical model to predict transient and total energy consumption was developed and tested against published data for a preliminary validation. The transient energy consumption in batch operations shows that maximum energy demand occurs only during the first few minutes of the process cycle to accommodate the venting step, while very little is needed thereafter in maintaining process temperature. Depending upon selected conditions, retort insulation will account for a 15–25% energy reduction. In addition, initial temperature could reduce peak energy demand in the order of 25–35%. The model can be used to identify those improvements in facility and product handling with the highest impact on total and transient energy consumption, but also to identify feasible variable retort temperature profiles. Acknowledgment We kindly appreciate the contribution made by Mr. He´ctor Patin˜o. References Fig. 7. Effect of processing temperature and insulation on energy consumption. Almonacid-Merino, S. F., Simpson, R., & Torres, J. A. (1993). Timevariable retort temperature profiles for cylindrical cans: Batch process time, energy consumption, and quality retention model. Journal of Food Process Engineering, 16(4), 171–187. Balzhizer, R. E., Samuels, M. R., & Eliassen, J. D. (1972). Chemical engineering thermodynamics. Englewood Cliffs, NJ: Prentice-Hall. Banga, J. R., Martin, R. I. P., Gallardo, J. M., & Casares, J. J. (1991). Optimization of thermal processing of conduction-heated canned foods: Study of several objective functions. Journal of Food Engineering, 14(1), 25–51. 224 R. Simpson et al. / Journal of Food Engineering 73 (2006) 217–224 Barreiro, J., Perez, C., & Guariguata, C. (1984). Optimization of energy consumption during the heat processing of canned foods. Journal of Food Engineering(3), 27–37. Bhowmik, S. R., Vischenevetsky, R., & Hayakawa, K. (1985). Mathematical model to estimate steam consumption in vertical still retort for thermal processing of canned foods. Lebensmittel Wissenschaft und Teechnologie, 18, 15–23. Datta, A. K., Teixeira, A. A., & Manson, J. E. (1986). Computer based retort control logic for on-line correction of process deviations. Journal of Food Science, 51, 480–483, 507. Norback, J., & Rattunde, M. (1991). Production planning when batching is part of the manufacturing sequence. Journal of Food Process Engineering, 14, 107–123. Saguy, I., & Karel, M. (1979). Optimal retort temperature profile for optimizing thiamine retention in conduction-type heating canned foods. Journal of Food Science, 44, 1485–1490. Silva, C., Hendrckx, M., Oliveira, F., & Tobback, P. (1992). Critical evaluation of commonly used objective function to optimise overall quality and nutrient retention of heat-preserved foods. Journal of Food Engineering, 17(4), 241–258. Simpson, R., Aris, I., & Torres, J. A. (1989). Sterilization of conduction-heated foods in oval-shaped containers. Journal of Food Science, 54, 1327–1331, 1363. Simpson, R., Almonacid, S., & Torres, J. A. (1993). Mathematicals models and logic for the computer control of batch retorts: Conduction-heated foods. Journal of Food Engineering, 20, 283–295. Simpson, R., Almonacid, S., & Teixeira, A. A. (2003). Optimization criteria for batch retort battery design and operation in food canning-plants. Journal of Food Process Engineering, 25, 515–538. Singh, R. P. (1977). Energy consumption and conservation in food sterilization. Food Tecnol., 31(3), 57–60. Teixeira, A., Dixon, J., Zahradnik, J., & Zinsmeiter, G. (1969). Computer optimization of nutrient retention in the thermal processing of conduction-heated foods. Food Technology, 23(6), 845–850.










© Copyright 2026