
STUDIES ON PROCESSED CHEESE SPREAD
STUDIES ON PROCESSED CHEESE SPREAD BASED ON SUDANESE CONVENTIONAL CHEESES By Rasha Tag Elsir Ibrahim Fazaa B.Sc. Agric. (Honours) University of Khartoum 1999 A Thesis Submitted in Partial Fulfillment of the Requirements for M.Sc. of Science in Agriculture (Food Science and Technology) Supervisor: Prof. Abdelhalim Rahama Ahmed Co-supervisor: Dr. Hassan Ali Mudawi. Food Science & Technology Department Faculty of Agriculture, University of Khartoum January - 2004 1 DEDICATION This work is dedicated to My father, mother and grandmother OmElHassan To my brothers, Ibrahim, Yassir and Faisal To my sisters Noon, Leina and Bian To my friends and colleagues With love and respects Rasha 2 3 Acknowledgement From the very beginning to the end I thank Allah who provides me with health and strength and through whom a number of relatives and friends and many more than I can mention helped me throughout this study. I would like to express my sincere gratitude to my supervisor Prof. Abdelhlaim Rahama for his valuable advice and directions throughout the study. Also, I would like to express my sincere gratitude to Dr. Hassan Mudawi, Dr. Mohammed Osman, Dr. Abdelwahab Hassan, Dr. Gamaa AbdelGadir, Tech Elamin Abdallah, Ustz. Ibtihag Awad and Eng. M.M. Elfanageeli for their help and support. Deepest gratitude and appreciations are also extended to Dr. Mohammed Osman Mirgani, the Manager of Raira factory and the Staff member. Thanks are due to Dr. Isam Eldeen Hassan Abdelmomen and Ustz Alaa Eddin Ahmed, Kuku Milk Factory, Ustz Abood Ali Fait, King Abdelaziz City for Science and Technology, Riyadh and Ustz Sami Mahgoub, Elmarai Company for Dairy Product KSA., Riyadh for their help and encouragement. Last but not least Iam greatly indebted to my uncle Abuobida Taha, and my family for financing this study. 4 ABSTRACT The effect of certain chemical emulsifiers and gum Arabic as a natural emulsifier on quality of processed cheese spread was studied. Processed cheese spread samples were prepared based on conventional Sudanese cheese; namely white cheese, mozzarella cheese and shedder cheese. The results showed that the total solids, fat, ash and phosphorous content of the processed cheese spread were significantly (P ≤ 0.05) lower than the conventional market sample, while the total protein, soluble protein and salt of developed cheese spread were significantly (P ≤ 0.05) higher than the commercial one. Processed cheese containing an emulsifier of 3% hydrous trisodium orthophosphate (TSOP) was significantly (P ≤ 0.05) superior in taste and after taste compared to other treatments as well as commercial cheese. An insignificant (P ≤ 0.05) difference was also observed in flavour, texture and overall preference among cheeses, however, the processed cheese containing 2.5% unhydrous trisodium orthrophosphate (TSOP) and 0.5% gum Arabic was significantly (P ≤ 0.05) inferior in flavour, taste, texture, and overall preference compared to other treatments as well as commercial sample. When samples of processed cheese spread were stored in a refrigerator at 5 4ºC for 45 days and examined intervally (15 days) during storage for changes in physico-chemicals attributes, significant (P ≤ 0.05) decrease was observed in pH, total protein and total soluble protein, against significant (P ≤ 0.05) increase in acidity, total solids, sodium chloride and phosphorus content of samples. It is worth mentioning that the pH, total protein and soluble protein of processed cheese containing disodium hydrogen orthrophosphate (DSHOP) and gum arabic showed significant (P ≤ 0.05) decrease compared to samples containing no gum arabic. On the other hand, addition of gum arabic to TSOP showed significant (P ≤ 0.05) increase in pH, total solids, ash and phosphorus content of the cheeses and significant (P ≤ 0.05) decrease in their total protein, soluble protein, sodium chloride and acidity. It was concluded that processed cheese containing 3% hydrous TSOP was found to match acceptability of commercial cheese known to be patented for confidential ingredients with respect to emulsifying agents 6 ﺑﺴﻢ اﷲ اﻟﺮﺣﻤﻦ اﻟﺮﺣﻴﻢ ﺧﻼﺻﺔ اﻷﻃﺮوﺣﺔ ﺗﻤﺖ دراﺳﺔ أﺛﺮ اﺳﺘﺨﺪام ﺑﻌﺾ اﻟﻤﺴﺘﺤﻠﺒﺎت اﻟﻜﻴﻤﻴﺎﺋﻴﺔ واﻟﺼﻤﻎ اﻟﻌﺮﺑﻲ آﻤﺴﺘﺤﻠﺐ ﻃﺒﻴﻌﻲ ﻋﻠﻰ ﺟﻮدة اﻟﺠﺒﻦ اﻟﻤﻄﺒﻮخ اﻟﻘﺎﺑﻞ ﻟﻠ ّﺪهﻦ ).(Spread ﺗ ﻢ ﺗﺤ ﻀﻴﺮ ﻋﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤ ﺼﻨﻊ ﺑﺎﺳ ﺘﺨﺪام ﻋﻴﻨ ﺎت ﻣ ﻦ اﻟﺠ ﺒﻦ اﻟﻤﻌﻬ ﻮد ﺑﺎﻟﺴﻮدان )اﻟﺒﻴﻀﺎء ،ﻣﻮزرﻳﻼ واﻟ ﺸﺪر( .أﻇﻬ ﺮت اﻟﻨﺘ ﺎﺋﺞ اﻧﺨﻔﺎﺿ ًﺎ ﻣﻌﻨﻮﻳ ًﺎ ) (P ≤ 0.05ﻓ ﻲ ﻣﺤﺘﻮي اﻟﻤﻮاد اﻟﺼﻠﺒﺔ ،اﻟ ّﺪهﻦ ،اﻟﺮﻣﺎد واﻟﻔﺴﻔﻮر ﻓﻲ ﻋﻴﻨﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤ ﺼﻨﻊ ﻣﻘﺎرﻧ ﺔ ﺑﺎﻟﻌﻴﻨﺔ اﻟﺘﺠﺎرﻳﺔ ﺑﻴﻨﻤﺎ آﺎن ﻣﺤﺘﻮي اﻟﺒﺮوﺗﻴﻦ اﻟﻜﻠﻲ ،اﻟﺒﺮوﺗﻴﻦ اﻟﺬاﺋﺐ واﻷﻣ ﻼح ﺑﺎﻟﻨ ﺴﺒﺔ ﻟﻌﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤ ﺼﻨﻊ أﻋﻠ ﻰ ﻣﻌﻨﻮﻳ ًﺎ ) (P ≤ 0.05ﻣ ﻦ اﻟﻌﻴﻨ ﺔ اﻟﺘﺠﺎرﻳ ﺔ .ﻋﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤﺤﺘﻮﻳ ﺔ ﻋﻠ ﻰ اﻟﻤ ﺴﺘﺤﻠﺐ %3ارﺛﻮﻓﻮﺳ ﻔﺎت ﺛﻼﺛﻴ ﺔ اﻟ ﺼﻮدﻳﻮم ” “TSOPاﻟﻤ ﺎﺋﻲ أﻇﻬﺮت ﺗﻤﻴﺰًا ﻣﻌﻨﻮﻳًﺎ ) (P ≤ 0.05ﻓﻲ اﻟﻄﻌ ﻢ وﺗ ﺬوق ﻣ ﺎ ﺑﻌ ﺪ اﻟﻄﻌ ﻢ ﻣﻘﺎرﻧ ﺔ ﺑﺒﻘﻴ ﺔ اﻟﻤﻌ ﺎﻣﻼت واﻟﻌﻴﻨﺔ اﻟﺘﺠﺎرﻳﺔ .آﺬﻟﻚ ﻓﻘﺪ أﻇﻬﺮت اﻟﻨﺘﺎﺋﺞ ﻋ ﺪم وﺟ ﻮد إﺧ ﺘﻼف ﻣﻌﻨ ﻮي ) (P ≤ 0.05ﺑﺎﻟﻨ ﺴﺒﺔ ﻟﻠﻨﻜﻬ ﺔ ،اﻟﻘ ﻮام )إﺣ ﺴﺎس اﻟﻔ ﻢ( واﻟﻘﺒ ﻮل اﻟﻨﻬ ﺎﺋﻲ ﺑﻴﻨﻤ ﺎ آﺎﻧ ﺖ ﻋﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤ ﺼﻨﻊ اﻟﻤﺤﺘﻮﻳ ﺔ ﻋﻠ ﻰ ) (2.5% DSHOP + 0.5GAاﻻ ﻣ ﺎﺋﻲ ﻣﺘﺪﻧﻴ ﺔ ﻣﻌﻨﻮﻳ ًﺎ ) (P ≤ 0.05ﻓ ﻲ اﻟﻨﻜﻬ ﺔ ، اﻟﻄﻌ ﻢ ،اﻟﻘ ﻮام واﻟﻘﺒ ﻮل اﻟﻨﻬ ﺎﺋﻲ ﻣﻘﺎرﻧ ﺔ ﺑﺎﻟﻌﻴﻨ ﺔ اﻟﺘﺠﺎرﻳ ﺔ ،آ ﺬﻟﻚ ﻓ ﺈن ﻋﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ واﻟﻤﺨﺰن ﻋﻨﺪ درﺟ ﺔ ﺣ ﺮارة °4م وﻟﻤ ﺪة 45ﻳﻮﻣ ًﺎ واﻟﺘ ﻲ ﺗ ﻢ اﺧﺘﺒﺎره ﺎ دورﻳ ًﺎ آ ﻞ 15ﻳ ﻮم ﻗ ﺪ أﻇﻬﺮت اﻧﺨﻔﺎﺿًﺎ ﻣﻌﻨﻮﻳًﺎ ) (P ≤ 0.05ﻓﻲ ﻗﻴﻢ اﻟﺮﻗﻢ اﻟﻬﻴﺪروﺟﻴﻨﻲ ،اﻟﺒﺮوﺗﻴﻦ اﻟﻜﻠﻲ واﻟﺒ ﺮوﺗﻴﻦ اﻟ ﺬاﺋﺐ ﻣﻘﺎﺑ ﻞ زﻳ ﺎدة ﻣﻌﻨﻮﻳ ﺔ ﻓ ﻲ ﻣﺤﺘ ﻮي اﻟﺤﻤﻮﺿ ﺔ ،اﻟﻤ ﻮاد اﻟ ﺼﻠﺒﺔ ،آﻠﻮرﻳ ﺪ اﻟ ﺼﻮدﻳﻮم واﻟﻔﺴﻔﻮر ﻟﻠﻌﻴﻨﺎت. أﻇﻬﺮت ﻧﺘﺎﺋﺞ اﻟ ﺮﻗﻢ اﻟﻬﻴ ﺪروﺟﻴﻨﻲ ،اﻟﺒ ﺮوﺗﻴﻦ اﻟﻜﻠ ﻲ واﻟﺒ ﺮوﺗﻴﻦ اﻟﻜﻠ ﻲ اﻟ ﺬاﺋﺐ ﻟﻌﻴﻨ ﺎت اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤ ﺼﻨﻊ واﻟﻤﺤﺘ ﻮي ﻋﻠ ﻰ اﻻرﺛﻮﻓﻮﺳ ﻔﺎت اﻟﻬﻴﺪروﺟﻴﻨﻴ ﻪ ﺛﻨﺎﺋﻴ ﺔ اﻟ ﺼﻮدﻳﻮم 7 واﻟﺼﻤﻎ اﻟﻌﺮﻳﻰ اﻧﺨﻔﺎﺿًﺎ ﻣﻌﻨﻮﻳًﺎ ) (P ≤ 0.05ﻣﻘﺎرﻧﺔ ﺑﺎﻟﻌﻴﻨ ﺔ اﻟﺨﺎﻟﻴ ﺔ ﻣ ﻦ اﻟ ﺼﻤﻎ .ﻣ ﻦ ﻧﺎﺣﻴ ﺔ أﺧﺮي ﻓﺈن إﺿﺎﻓﺔ اﻟﺼﻤﻎ اﻟﻌﺮﺑﻲ ﻟﻠـ" "TSOPأﻇﻬﺮت زﻳﺎدة ﻣﻌﻨﻮﻳﺔ ) (P ≤ 0.05ﻓ ﻲ اﻟ ﺮﻗﻢ اﻟﻬﻴﺪروﺟﻴﻨﻲ ،ﻣﺤﺘﻮي اﻟﻤﻮاد اﻟﺼﻠﺒﺔ ،اﻟﺮﻣﺎد واﻟﻔﺴﻔﻮر ﻟﻬﺬﻩ اﻷﺟﺒﺎن .واﻧﺨﻔﺎﺿ ًﺎ ﻣﻌﻨﻮﻳ ًﺎ ) P (≤ 0.05ﻓ ﻲ ﺑﺮوﺗﻴﻨﻬ ﺎ اﻟﻜﻠ ﻲ واﻟﺒ ﺮوﺗﻴﻦ اﻟ ﺬاﺋﺐ وزﻳ ﺎدة ﻣﻌﻨﻮﻳ ﺔ ) (P ≤ 0.05ﻟﻜﻠﻮرﻳ ﺪ اﻟﺼﻮدﻳﻮم واﻟﺤﻤﻮﺿﺔ. وﺧﻼﺻ ﺔ اﻟﻘ ﻮل أن ﻋﻴﻨ ﺔ اﻟﺠ ﺒﻦ اﻟﻤﻄﺒ ﻮخ اﻟﻤ ﺼّﻨﻊ ﺑﺈﺳ ﺘﺨﺪام ) (3% TSOPاﻟﻤ ﺎﺋﻲ ﻳﺘﻮاﻓ ﻖ ﻣ ﻦ ﺣﻴ ﺚ ﻣﻌ ﺎﻳﻴﺮ اﻟﻘﺒ ﻮل ﻣ ﻊ اﻟﺠ ﺒﻦ اﻟﺘﺠ ﺎري وﻣ ﻦ ﺣﻴ ﺚ اﺳ ﺘﺨﺪام TSOPآﻤ ﺎدة ﻣﺴﺘﺤﻠﺒﺔ ﻣﻮﺛﻮق ﺑﻬﺎ ﻣﻦ ﺿﻤﻦ اﻟﻤﻜﻮﻧﺎت اﻷﺳﺎﺳﻴﺔ. 8 LIST OF CONTENTS Page Dedication ……………………………………………………………………………………………… i Acknowledgment …………………………………………………………………………………… ii Abstract ……………………………………………………………………………………………….… iii Arabic abstract ……………………………………………………………………………………….. v List of contents ……………………………………………………………………………………… vii List of tables ………………………………………………………………………………………… ix List of figures ………………………………………………………………………………………… x CHAPTER ONE: INTRODUCTION ……………………………………………………… 1 CHAPTER TWO: LITERATURE REVIEW…………………………………………… 3 2.1 Milk and dairy products……………………………………………………………………… 3 2.1.1 Cheese………………………………………………………………………………………… 3 2.1.1.1. Classification of cheese……………………………………………………………… 5 2.1.1.2. Cheese technology…………………………………………………………………… 6 2.1.1.3. Chemistry of cheese formation……………………………………………………... 8 2.1.1.4. Chemistry of curdling…………………………………………………………………. 8 2.1.1.5. Chemistry of stretching…………………………………………………………….. 8 2.1.1.6. Processed cheeses………………………………………………………………………. 9 2.1.1.6.a. Chemistry of processed cheese…………………………………………………... 11 2.1.1.6.b. Salts as emulsifiers in processed cheese………………………………………. 11 2.1.1.6.c. Role of emulsifiers in processed cheese………………………………………. 13 2.1.1.6.d. Types of emulsifiers used in processed cheese…………………………….. 13 2.1.1.6.e. Nutrients of processed cheese………………………………………………….… 18 2.1.1.6.f. Factors affecting quality of processed cheese……………………………… 22 2.1.1.6.g. Physico-chemical quality defects of processed cheese…………………… 26 2.1.1.6.h Effect of storage on processed cheeses…………………………………….… 27 CHAPTER THREE: MATERIALS AND METHODS…………………………….. 28 3.1. Materials………………………………………………………………………………………..… 28 9 3.1.1. Food materials…………………………………………………………………………...… 28 3.1.2. Chemicals and reagents……………………………..…………………………………… 28 3.2. Experimental methods……………………………………………………………………… 3.2.1. Preparation of processed cheese spread to select types of emulsifies……… 29 29 3.2.2. Preparation of processed cheese spread using different levels of emulsifier ……………………………………………………… 3.3. Analytical procedures……………………………………………………….………………… 30 30 3.3.1. Physicochemical attributes of samples……….……..………………………… 30 3.3.1.1. pH……………………………………………………………….…………………………… 31 3.3.1.2. Total solids………………………………..……………………………………………… 31 3.3.1.3. Titratable acidity…………………………………...…………………………………… 31 3.3.1.4. Fat content………………………………………………………………………………… 32 3.3.1.5. Ash content…………………………..…………………………………………………… 33 3.3.1.6. Phosphorus determination…………………………………………………………… 33 3.3.1.7. Total protein……………………………………………………………………………… 34 3.3.1.8. Soluble nitrogen…………………………………….…………………………………… 35 3.3.1.9. Chloride (salt) …………………………………………………………………………… 35 3.4. Organoleptic quality of cheese………………………………..…………………………… 37 3.5. Statistical analysis ……………………………………………………………………………... 37 CHAPTER FOUR: RESULTS AND DISCUSSIONS………...……………………… 38 4.1. Effect of emulsifier on physio-chemical characteristics of processed cheese 38 4.2. Effect of storage on physical properties of processed cheese spread...…….…… 39 4.3. Effect of storage on chemical properties of processed cheese spread...…...…… 45 4.4. Effect of emulsifier on organoleptic properties of processed cheese spread… 57 CHAPTER FIVE: CONCLUSIONS AND RECOMMENDATIONS......……… 69 5.1. Conclusions…………………………………………………………….………………………… 69 5.2. Recommendations…………………………………………..………………………………… 70 REFERENCES…………………………………………………….………………………………… 71 APPENDICES……..………………………………………….……………………………………… 77 10 LIST OF TABLES Table 1. Page Effect of type of emulsifier on physico-chemical characteristics of 39 processed cheese spread……………………………………………………………… 2. Changes in pH during storage of processed cheese spread. containing 41 different emulsifiers...…………………………………………………………….…… 3. Changes in total solids (%) of processed cheese spread during storage 45 4. Changes in total protein (N × 6.38) of processed cheese spread during 46 storage.………………………………..……………………………………………….…… 5. Changes in fat level (%) of processed cheese spread during storage 50 6. Changes in ash content (%) of processed cheese spread during storage 52 7. Changes in phosphorus level (mg/100 g) of processed cheese spread 54 during storage.……………….…………………………………………………….…… 8. Changes in NaCl level (%) of processed cheese spread during storage 56 9. Organoleptic quality of processed soft cheese spread containing 58 different emulsifiers.…………………………………………………………….…… 10. Organoleptic quality of processed mixed cheese spread containing 60 different emulsifiers.……..………………………………………………….…… 11. Organoleptic quality of processed soft mixed cheese spread containing 61 different emulsifiers.………..………………………………………………….…… 12. Organoleptic quality of processed cheese spread containing different 63 of emulsifiers.………………..…………………………………………….…… 13. Organoleptic quality of processed mixed cheese spread containing 64 different levels of hydrous emulsifiers.………………………………….…..… 14. Organoleptic quality of processed mixed cheese spread containing 66 different levels of hydrous emulsifiers.…………………………………...…… 15. Organoleptic quality of processed cheese mixed spread containing different levels and types of emulsifiers.……………………………………….. 11 68 LIST OF FIGURES Figure Page 1. Simplified procedure for the manufacture of various types of cheese 7 2. Changes in titratable acidity (% lactic acid) of processed cheese 43 spread during storage………………………………………..…..…………………… 3. Changes in soluble protein of processed cheese spread during storage 12 48 CHAPTER ONE INTRODUCTION Mankind has known milk since old times. Cow milk was used as food since 6000 BC. It is quick to ferment and become sour, when temperature gets high and start separating the whey and curd is then formed. Through this simple accidental occurrence that the cheese industry evolved. Cheese is one of nature's most interesting and versatile foods, a staple of worldwide importance and use. Good cheese can be produced from the milk of most mammals such as cow, sheep, goat, buffalo and camel and can be preserved for many months. As a rich source of protein and calcium, cheese has few nutritional rivals. But, throughout the world, cheese craft and cheese consuming habits, were dictated by geographic, economic and historic conditions and consequently have differed radically. These differences have made their impact on present – day cheese technology. Processed cheese is made from natural ripened cheese. Cheese of different age and types were blended together and processed into a final product with pleasant flavour and smooth body and texture. The basic aim of processing is to blend natural cheese, water and emulsifying salts into a homogenous mixture and pasteurize to obtain an end product which has sufficient fluidity for convenient packing which possesses long keeping quality. 13 In Sudan, cheeses are consumed widely by the different socioeconomic classes of Sudanese families. There are no available data on either of methods of processing or the quantity produced of cheese, which makes it difficult to estimate the amount of cheese produced. Generally, cheese produced in Sudan are of two types namely a soft white cheese (Gibna Beida) and a braided semi-hard cheese "Mudaffara". Other types of cheese introduced by Sudanese industry are mozzarella, which is a picklled cheese and a processed cheese spread which no longer produced by the Sudanese industry. The objective of this work is to study the effect of certain chemical emulsifiers and gum arabic as a natural emulsifier on quality of processed cheese spread based on Sudanese conventional cheeses. 14 CHAPTER TWO LITERATURE REVIEW 2.1 Milk and dairy products: Milk and dairy products are good sources of protein, calcium, phosphorus, potassium and many trace minerals and vitamin A, thiamin and riboflavin (Kons, 1972; Payne, 1993). Fresh liquid milk is traditionally used in most of the developing countries and little may be consumed after boiling and usually only in tea and coffee (Dirar, 1993). A great proportion of the milk produced in tropical countries is converted into indigenous products like ghee or some kind of fermented concentrated products that can be kept without artificial cooling. Most of these concentrated products are at present made in the homes but are gradually being made commercially. For most tropical milk processing plants it is a good business to produce these long-life locally accepted products, rather than imitating dairy products from temperate climates like fresh butter, cream and cheeses which need expensive refrigeration (Payne, 1993). 2.1.1 Cheese: Cheese is the generic name for a group of fermented milk – based food products, produced in a great range of flavours and forms 15 throughout the world from humble beginnings i.e. simply as a means of conserving milk constituents (Fox, 1993a). Sandine and Elliker (1988) mentioned that there are more than 1000 cheese varieties and Walter and Hargrove (1983) described more than 400 varieties and listed the names of a further 400, while Burkhalter et al. (1986) classified 510 varieties of cheese. It is commonly believed that cheese evolved in the "Fertile crescent" between the Tigris and Euphrates, In Iraq, 8000 years ago (Knopf, 1976). The first fermented dairy foods were produced by a fortuitous combination of events which are initiated by the ability of a group of bacteria, now known as the lactic acid bacteria, to grow in milk and to produce enough acid to reduce the pH of milk to the isoelectric point of the caseins, at which these proteins coagulate. Neither the lactic acid bacteria nor the caseins were designed for this function (Fox, 1993a). Lampert (1992) defined cheese as the product made from the curd obtained from whole, partially skimmed or skimmed milk of animals with or without added cream by coagulating the casein with rennet, lactic acid or other suitable enzyme or acid, and with or without further treatments of the separated curd by heat or pressure, or by means of ripening ferments, special molds or seasoning. The same 16 author stated that, in the United States, the name cheese is un qualified and is understood to mean cheddar cheese. 2.1.1.1. Classification of cheese: Classification of cheese is very complicated, due to the great range of cheese varieties. Many different methods of classification were adopted, considering size, shape packing or coating, as well as place of manufacture, type of milk, moisture content, ripening and preserving agency (Scott, 1998). Cheese can be classified according to its texture into very hard (Romano cheese), hard (Cheddar cheese), semi-soft (Limburger, white soft cheese) and soft cheese (cream, cottage). It can also be classified according to manner of ripening, into cheese of bacterial ripening, mold ripening, surface micro-organisms and unripened cheese (Morris et al, 1945) On the other hand, some of these cheeses are subdivided into sub-classes according to many factors; such as moisture fat and the method of ripening (Knopf, 1976). Lampert (1992) reported that there are eighteen kinds of cheese typical of the different processes by which they are made namely, Brick, Camembert, Cheddar, Cottage, Cream, Edam, Couda, Hand, Limburger, Neufchatel, Parmesan, Provolone, Romano, Roque fort, Sapsago, Swiss, Trappist and whey cheese. Shaw (1994) reported that soft cheese can be classified into soft un-ripened and soft ripened, or into semi soft cheese and other 17 soft/semi soft cheese. The other soft/semi soft cheese is subdivided into whey cheese (Ricotta), processed cheese (blocks, food and spreads) and cheese substitute (Spread). 2.1.1.2. Cheese technology: The basic technology for the manufacture of all types of cheese is similar (Figure 1). Relatively small changes, in procedures, during manufacture result in large perceived differences in the final cheese. The technology is well established but in recent years has become subjected to a considerable degree of refinement and automation (Varnam and Sutherland, 1994). In the manufacture of cheese milk is transformed into a concentrated less perishable food stuff. Most of the protein and fat of the milk are retained by the cheese but the more soluble constitutes, such as the milk sugar and much of the mineral matter, are lost in the amount of casein, fat and water in the milk upon coagulation. The casein forms the network of curd within which the fat and water are held (Lampert, 1992). Shaw (1994) reported that the manufacture of cheese is basically a means of preserving milk over the short to medium term, with the essential characteristics being the lowering of pH and water activity. The fundamental principle of soft/semi-soft cheese manufacture involves a reduction in pH and water activity brought about by a controlled lactic fermentation, accompanied by subsequent drainage of whey and salting of the curd. 18 Cheese technology Milk Add starter Incubate Add recent Acid set Cut Ripen Drain Scald Pack Stir Ripened soft (Camembert) Drain Salt Pack Texture crud Unripened soft (Ricotta) Milk Salt Note: Stage in parentheses are not involved in the manufacture of some varieties. Manufacture may involve some light cutting and scalding. Hoop Press Bacteria Pack Smear ripened semisoft e.g. munster Internal mould Pack Mould ripened semihard e.g. roquefort Bacteria Pack Bacteria ripened hard and semi-hard e.g. Cheddar Fig. 1. A Diagram of simplified procedure for the manufacture of various types of cheese. 19 2.1.1.3. Chemistry of cheese formation: Conversion of milk from a fluid to a gel (Coagulation) is a basis step common to all types of cheese. Gel formation is a consequence of protein destabilization and may be brought about either by acid proteinases such as chymosin, the active component of rennet, quiescent, acidified to pH value close to the isoelectric point of the proteins or by a combination of acidification and heating (Varnam and Sutherland, 1994). 2.1.1.4. Chemistry of curdling: The casein complex in milk has been shown to comprise four moieties α, β, K, γ and it is the K Casein, which exerts stabilising influence against coagulation. The rennet enzyme, chymosin, cleaves the phenylalanine methionine bond (105-106) in the K-casein molecule which effectively destabilizes the casein complex. It is a two stage process, the first being enzymic: K – casein Enzyme para – K – casein + macropeptide and the second, non-enzyme stage which occurs concurrently: Para–K–casein Ca++ pH 6.0-6.4 di calcium para–K–casein (Shaw, 1994). 2.1.1.5. Chemistry of stretching: The chemistry of stretching operation involves conversion by lactic acid, of the di-calcium para caseinate, produced as a result of 20 rennet action to mono-calcium para caseinate which, when held to 54ºC or higher becomes smooth pliable, stringy and retains fat; pH 6.2 Calcium caseinate + chymosin dicalcium para caseinate dicalcium para caseinate + lactic acid monocalcium paracaseinate + calcium lactate (Shaw, 1994). 2.1.1.6. Processed cheeses: Processed cheeses are characterized essentially by composition, water content and consistency; according to these criteria three main groups may be distinguished as processed cheese blocks, Processed cheese foods and Processed cheese spreads (Kosikowski, 1982). Processed cheeses are manufactured by blending and heating one or more base cheese with a sutitable emulsifying salt until a homogeneous mass results. Processed cheese spreads may also contain other dairy ingredients, such as skim – milk, cream butter and whey powder. Many value added spreads are available containing such additives as shrimp, pepper, horseradish, nuts, mushroom, garlic and herbs (Shaw, 1994). Caric and Kalab (1993) found that the processed cheese spreads are made by selecting suitable cheese according to age, flavour, body and texture. Proper selection of natural cheese is of the utmost importance for the successful production of processed cheese. Meyer (1973) concluded that the computation of the ingredients is conducted 21 on the basis of established fat and dry matter contents of the natural cheese components. The operation of blending the ingredients is strongly influenced by the desired characteristics of the final products. Grinding (milling) is an operation which enable better contact between emulsifying agent and blend ingredients during processing. Addition of emulsifying agent is the last step in preparing the blend for processing (Caric and Kalab, 1993). Thomas (1977) reported that, the processing of cheese means heat treatment of the blend in a kettle at 70 – 85ºC for 5 – 15 min is dependent on the product being made. Heating can be indirect, or direct by steam. After cooling, the blend is discharged either by tilting the processor or by aseptic pumping to packaging machine (Meyer, 1973). Wwhen continuously processed, the blends are sterilized at 130–140ºC for 2 to 3 seconds in a battery of stainless steel tubes (Kosikowski, 1982). Zimmermann (1982) Patented a continuous process for simultaneous melting, homogenization and sterilization in processed cheese production without the application of pressure. A Japanese patent (Hayashi et al., 1982) described a method for the post – processing heat treatment (to 100ºC) of packed processed cheese, produced in the usual ways. Processed cheese is usually packed and warapped in lacquered foil, tubes cups, cans, card board or plastic, cartons and occasionally in glass jars. A recent development is 22 the continuous formation, slicing and packing of the cheese slices, suitable for sandwiches. The final product should be stored at temperatures below 10ºC (Caric and Kalab, 1993). 2.1.1.6.a. Chemistry of processed cheese: The difficulties that occur with processed cheese are directly related to the natural cheese used as raw material. Natural cheese like other biological substances is a complicated biological and biochemical system which cannot be regulated (Meyer, 1973). In turning natural cheese into processed cheese one of the most important aims is to achieve a completely stable emulsion. When cheese itself is heated it does not become fluid, but melts into a gummy mass, and fat and water are separated. In this way cheese breaks down into its three main constituent parts. The process is explained as follows: calcium caseinate undergoes denaturation as a result of heat. Furthermore, salt and hydrogen bridging bonds are destroyed and the secondary and tertiary structures of casein are dissolved. As a consequence, fat and water emerge from the cavities which have been broken up (Bonell, 1970). On the other hand it was reported that when the same cheese is heated after adding an emulsifying salt, this phenomenon does not occur (Meyer, 1973). 2.1.1.6.b. Salts as emulsifiers in processed cheese: In the manufacture of processed cheese, certain salts are used for the purpose of preventing the separation of fat from the cheese, 23 and at the same time, giving the finished product the desired body and texture. such salts are known as emulsifiers (Templeton and Sommer, 1936). Research on emulsifying salts and their role in cheese processing became quite extensive, as processed cheese products gained consumer popularty in the mid-thirties (Scharpf, 1971). After a comprehensive study of salts in processed cheese, emulsifying salt combines an alkaline monovalent cation with a tri-or quadrivalent anion. Another old suggestion was made that the hydroxyl groups in various organic salts directly influence the emulsifying action of the salt (Taub, 1933). Habicht (1934) suggested that a partial saponification occurs between the cation of the salt and the fatty acid and that phosphate anion combines with casein in such away that there is a film of protein around each fat globule to prevent escape of fat Palmer and Sly (1944) described processed cheese as an "oil in water suspension, stabilized by an emulsion sol consisting of hydrated casein and the emulsifying salt". Holtstroff et al. (1951) emphasized that satisfactory emulsifiers must have poly valent anions, for alkaline solutions, and precipitate or sequester calcium. As the emulsifying agents (milling salts) provide a uniform structure for the processed cheese, during the melting process, they are considered of major importance in processed production (Caric and Kalab, 1993). 24 2.1.1.6.c. Role of emulsifiers in processed cheese: The essential role of emulsifying agents in the manufacture of processed cheese is to supplement the emulsifying capacity of cheese protein. This is accomplished by removing calcium from the protein system, peptizingn, solublizing and dispersing the proteins, emulsifying the fat and stabilizing the proteins, emulsifying the fat and stabilizing the emulsion, controlling pH and stabilizing it and forming an appropriate structure of the product after cooling (Shimp, 1985). The same author stated that the ability to sequester calcium is one of the most important function of the emulsifying agents. When calcium in the Ca paracaseinate complex of natural cheese is removed during processing by the ion-exchange, with melting salts. Insoluble paracaseinate is solubilized, usually as Na–caseinate (Caric, 1991). 2.1.1.6.d. Types of emulsifiers used in processed cheese: • Phosphate emulsifiers: The largest single use for phosphate in cheese processing is in the manufacture of pasteurized processed cheese, because of their versatility and low cost, (Scharpf, 1971). Types of phosphate emulsifying salts used in processed cheese are; a) Monophosphates (orthophosphate) Caric and Kalab (1993) reported that the mono or orthophosphoric acid forms are in three different types of sodium 25 salts; the mono sodium dihydrogen phosphate (NaH2PO4; E339i), the disodium hydrogen phosphate (Na2HPO4; E339ii), and the trisodim orthophosphate (Na3PO4; E339iii). The most commonly used phosphate emulsifiers for processed cheese have been the alkaline salts of orthophosphoric acid (Scharpf, 1971). Sodium orthophosphate was used in commercial manufacture in the United States (Garstin, 1921). A slight variation in the use of these phosphates was subsequently patented by Eldredge (1921), Kaufman and Kaufman (1928), Classey et al. (1935), Siegwart (1936), Palmer (1935) and others. These patents covered the mono-through trisubstituted sodium slats of orthophosphoric acid and mixture of them (Scharpf, 1971). Patent of Mc Collough (1968) covers the composition and use in cheese of a carefully prepared crystalline di-sodium phosphate dihydrate which is substantially free of pyrophosphate. The use of tri sodium orthophosphate in processed cheese has been, also patented by Kraft (1938), and Parsons (1941), although the great alkaline of this generally precludes its use as a single emulsifier, small amounts of tri sodium orthophosphates are used most frequently in combination with other emulsifiers (i.e. di sodium orthophosphates) when it is desired to raise the pH of highly acidic cheese stocks. 26 b) Condensed poly phosphates: There are three types of condensed poly phosphates namely, poly phosphates, meta phosphates-ring (e.g. Na3P3O4 and Na4P4O2) and condensed phosphate rings with chains and branches (Caric and Kalab, 1993). Condensed phosphates have been used with considerable success in Europe in the manufacture of processed cheese. Sodium pyrophosphates have been used alone (Benckiser and Draisbach, 1931b; Draisbach, 1939) and in combination with alkali orthophosphates (Bohac, 1966), citric, tartaric and adipic acid (Benckiser and Draisbach, 1931b). The next higher homolog tripoly phosphate has been suggested as a possible emulsifier for processed cheese manufacture (Hoermann and Firgau, 1937; Knapsack-Griesheim, 1958). The preparation and use of emulsifier mixtures containing high- and low- temperature modifications of sodium tripoly phosphate are described by Knapsach – Griesheim (1958). The manufacture and use of the higher condensed phosphates in processed cheese have been pioneered by German workers, the well – known German Joha process is a patented method based on the use of polymeric phosphate emulsifying salts (Benckiser, 1955). French (Benckiser and Draisbach 1931a) and U.S. patents (Draisbach, 1933) covered generically the use of sodium metaphosphates, wherein solutions of this compound are added to finely ground cheese at 27 temperatures below 100ºC. The emulsifying properties of a novel composition based on mixtures of insoluble alkali condensed phosphates and soluble alkali-meta, calcium and magnesium salts have been demonstrated (Ronald, 1951). In this system long-chain crystalline poly phosphates (Kurrol's or Maddrell's salts) are solubilized in situ by the presence of the soluble alkali-metal salts. In a mixture containing both Maddrell's and Kurrol's salts in which either amounts to 20 – 80% of the total weight of both, no additional solubilizing salt is needed because they will mutually solubilize each other (Scharpf, 1971). All condensed polyphosphates hydrolyse in aqueous solutions; hydrolysis also occurs during melting and afterwards. The degradation of polyphosphate increases with the duration of processing, irrespective of the rate of stirring and the temperature used (Caric and Kalab, 1993). About 50% of the polyphosphates added are hydrolysed during the melting procedure and the remainder is hydrolysed after 7 to 10 weeks of storage (Roesler, 1966). • Citrate emulsifiers: Citric acid is a tribasic acid and forms three sets of sodium salts, monosodium citrate (NaH2C6H5O7), di sodium citrate (Na2HC6H5O7) and tri sodium citrate (Na3C6H5O7). From many citrates available, only tri sodium citrate alone or in combination with other salts, is used as an emulsifying agent in processed cheese production, although 28 citric acid may be used to correct the pH of the cheese. Potassium citrate imparts a bitter taste to the finished product (Caric and Kalab, 1993), also monosodium citrate was reported to cause emulsion breakdown during cheese melting, because of its high acidity, while disodium citrate leads to water separation during solidification of the melt also because of high acidity (Thomas, 1977). Addition of citrate, orthophosphate, pyrophosphate all at 3% to curds obtained from concentrated milk, led to products with poor sensory attributes, although citrate at 2% gave satisfactory results (Caric and Kalab, 1993). • Natural emulsifiers: Different types of natural emulsifiers could be used in processed cheese manufacture such as yolk, guar gum and gum arabic. The commercial exploitation of gum arabic for stabilizing emulsions has been established over many years, but the sterochemical basis for this application was only elucidated in 1980. The emulsifying properties of gum arabic are related to its nitrogen (protein) content (Dickinson et al., 1988). Recently work has shown the emulsifying properties of gum. The arabino galactan protein complex (AGP) contains only about half the protein associated with gum arabic, but is nevertheless responsible for most of its emulsifying properties (Randall et al., 1989). 29 Dickinson et al. (1988) studied the emulsifying behaviour of gum arabic and concluded that there is a strong correlation between the proportion of protein in the gum and its surface properties at the water interface (emulsifying property). The relatively low protein content of gum arabic requires high concentration of gum in most emulsification systems (Imeson, 1997). 2.1.1.6.e. Nutrients of processed cheese: Cheese is a food of high nutritive value, rich in protein, fat and minerals, such as calcium and phosphorus. Various cheeses differ considerably in their composition and therefore in their energy values (Atherton et al., 1977). • Fat: Scott (1998) reported that cheese from whole milk is known to contain most of the fatty acids (saturated or unsaturated), but the extra unsaturated fats in the milk quickly cause rancidity problem unless antioxidants are added immediately as the milk is produced. Fresh cheese have an absolute fat content of up to 12%, while ripened one Consumers generally contains between and 30 % fat. prefer high fat cheese, because a high fat content contributes significantly Renner (1993) stated 20 to flavour quality. Moreover, that the typical aroma of some types of cheese, for instance cheddar, developed only when the fat in 30 dry matter content is at least 40 – 50%, because the aroma is due mainly to the break down products of fat formed during cheese ripening. However, the production of low- fat cheese offers great opportunities to market new products which are perceived as "healthy" due to their low fat content. On the other hand, Jamesson (1990) found that low-fat cheese are organoleptically acceptable than high-fat one. The concentration of free fatty acids in cheese is usually 15g/kg. There is a close link between the content of free volatile fatty acids in a number of cheese varieties and their flavour (Renner, 1993). • Protein: The nutritional importance of cheese arises from its content of biological proteins. The protein content of different varieties of cheese varies between 20 and 30%. Within any one type of cheese, the protein content varies inversely with the fat content (Renner, 1993). The protein content of food for man must also contain those amino acids essential for nutrition. Animal proteins are more likely to contain these essential amino acids than vegetable proteins and therefore, have a better biological value (Scott, 1998). Cheese can contribute significantly to the supply of essential amino acids. Renner (1993) reported that, when the amino acid composition of milk and cheese proteins are compared to the reference protein, which indicates the ideal concentration of essential amino acids in a dietary protein, it 31 can be seen that cheese protein meets the requirements to the same extent as milk protein except those for methionine plus cystine. • Minerals: a) Phosphorus and calcium: The phosphorus and calcium contents of cheese are important as those of milk (Scott, 1998). Since hundred grammes of soft cheese will supply 30 – 40% of the daily calcium requirement and 12 – 20% of the daily phosphorus requirement then hundred gram of a hard cheese will meet the daily calcium requirement completely, and contribute 40 – 50% of the phosphorus requirement (Renner, 1993). In the USA, the serving of cheese is said to contribute on average about 25% and up to 42% of the recommended dietary allowance of calcium (Tunick, 1987). It should be noted that where one variety of cheese is made with different fat contents, the higher fat cheese contains less calcium and phosphorus. The nutrient density for calcium in different types of cheese is 1.3–7.0 and for phosphorus 2.0–5.7 (Renner, 1993). The physicochemical changes occurring during cheese manufacture and ripening, do not affect calcium bioavailability, calcium absorption rate from cheddar cheese averaged 76.8% (Buchowski, and Miller, 1990) while the phosphorus absorption by human subjects was 64% from milk and 62% from cheese (Renner, 1993). 32 The ratio of calcium to phosphorus in cheese was also thought to be desirable nutritionally (Andlow, 1977). b) Sodium: The wide range of the sodium contents is due to the different amounts of sodium chloride added to cheese; the following are average values for the NaCl content (%) of different cheeses, namely fresh cheese 0.1, processed cheese 2.5, feta 3.7, Camembert 2.4; Edam/Gouda 1.9; Mozzarella 1.6 and Cheddar 1.7 (Kindstedt and Kosikowski, 1984). A minimum intake of less than 500 mg and maximum of four gram sodium per caput per day was suggested by the German Nutrition Association (Renner, 1993). Cheese contributes to the total sodium intake only to small extent, even in countries with a high cheese consumption, e.g. 0.12 – 0.23 gram sodium per caput per day in Australia, Switzerland and the United Kingdom (Edwards et al., 1989). Although cheese contributes only about 5% to the total sodium intake, the manufacture of low- sodium cheese is recommended by using a brine containing potassium or magnesium chloride (Renner, 1993). Attempts to produce a low- sodium cheese by simply reducing the quantity of sodium chloride added during manufacture, have been unsuccessful and result in a cheese of poor body which is prone to microbiological spoilage during ripening. 33 Equally, attempts to replace sodium chloride with "salt substitutes", such as KCl have met limited success. Suitable low Na+ cheese has been made by blending a cheese base made from directly acidified milk (tri-acetyl glycerol cheese) with a ripened cheese of normal Na+ content (Varnam and Sutherland, 1994). 2.1.1.6.f. Factors affecting quality of processed cheese: • Types of natural cheese used: Raw material for processing of processed cheese is used to refer exclusively to rennet cheese i.e. the hard, soft and sliceable cheese. Beside the usual analytical variables, such as pH value, dry matter and food content, every raw material for processing is characterized above all by a certain level of protein and by the nature of its structure. The absolute protein content includes all existing, nitrogen containing components, the relative casein content describes the level of protein available for the formation of a stable protein structure. Due to long time experience in practice it was confirmed that the intact casein content level in the final product must not fall below 12% (Anis and Ernstrom, 1984). Beside these chemical influence, cheese structure can be changed through mechanical and thermal treatment. A young cheese is stable against thermal and mechanical treatment therefore processed cheese with long, sliceable and elastic structure is achieved when young raw materials are taken for the production of processed cheese (Almarai, 2003). 34 Under heavy mechanical and thermal forces the long structure of processed cheese can be shortened without any chemical degradation. If the process goes beyond the optimum creaming state the originally slightly viscous system turns to a highly viscous pudding – like solid. The specialist refers to this state of affairs as over creaming (Anis and Ernstrom, 1984). The production of the different processed cheese types (sliceable, spreadable, block processed cheese, toasting slices …etc) requires the correct selection and composition of raw materials to be processed. Abou Donia et al., (1983) reported that in some countries, processed cheese is manufactured from only one variety of cheese of different degrees of maturity e.g. processed cheddar cheese in UK and Australian, cheddar, Gruyere and Mozzarella in the USA and Canada. More frequently, processed cheeses are produced from a mix of various natural cheese types. This results in easier processing and a better flavour balance. Since it is possible to correct certain physical properties, some defective cheese can be used in processed cheese manufacture. Natural cheeses with microbial defects should not be selected for processing. However, proper selection of good quality natural cheese is not by itself a guarantee that the processed cheese will be of the high quality desired (Fox, 1993b; Kosikowski, 1982). 35 • Emulsifiers: The most important ingredients in processed cheese are the emulsifying salts and natural cheeses, with considerable work having been reported on the effect of emulsifying salts on the physical and chemical changes, keeping quality and sensory evaluation of processed cheese (Thomas et al., 1980). Dickinson (1999) found that the stability and rheology of emulsion made with sodium caseinate depend on two factors; the structure and composition of the adsorbed protein layer at the oil – water interface, and the state of self – assembly – and aggregation of the protein in the aqueous phase. Mayer (2001) describe the bitterness in processed cheese probably, because of an overdose of a specific emulsifying agent (of light phosphorus content). • Milk addition: In addition to natural cheeses, various other dairy products for prepared of processed cheese spreads used which are classified into: a) Skim milk powder: Skim milk powder improves the spreadability and stability of processed cheese, but if used in quantities exceeding 12% of the total mass, it may adversely affect the consistency or may remain undissolved. However, skim milk powder may be reconstituted first, 36 its casein precipitated by citric acid or proteolytic enzymes and the resulting crud added to the blend (Thomas, 1977). b) Milk fat ingredients: Caric and Kalab (1987) mentioned that the milk fat ingredients used to adjust the fat content of processed cheese to the desired level must be of high quality and be free from off-flavours. c) Pre-cooked cheese: Another dairy – based product commonly used as an ingredient in processed cheese spreads is pre-cooked cheese or "rework", which intensifies the creaming properties of the blend (Berger et al., 1989; Caric, 1991). • Non-Dairy ingredients: In certain countries non diary ingredients used in processed cheese dried vegetables, garlic and caraway or mayonnaise in certain countries, some sweet non-dairy ingredients are used in processed cheese as non-dairy additives e.g. fruit syrup cocoa, vanilla and coffee extract. Some attempts have been made to incorporate cotton seed flour (Caric, 1991). All non-dairy ingredients intended for blending (muscle foods, vegetables, spices) must be sterile and of the highest quality, with typical flavour. The quantities of these must be properly prescribed for blending (Caric and Kalab, 1993). 37 Also, for bacterial growth inhibition, some preservaties are used, such as sorbic acid, sorbic acid salts, boric acid and natural compound such as niacin. In addition to some antioxidant such as tocopherols, natural or artificial, butyl hydroxy toluene and bytyl hydroxy anisole (Caric, 1991). 2.1.1.6.g. Physico-chemical quality defects of processed cheese: Many defects of natural cheese are carried over to the processed offspring but a number of defects are completely remedied by processing. But in natural cheese with putrid, unclean and chemical flavours should not be used. (Kosikowski, 1982). Fox (1993b) defined a good processed cheese as cheese that should have a smooth, homogenous structure, uniform colour and free from fermentation gas holes. The same author stated that various factors can cause physico-chemical defects. The most important factors are the unsuitable blend, arising from the use of poor-quality or contaminated natural cheese, a bad relationship of blend components, improper protein/fat ratio in cheese, irregular quality or quantity of emulsifying agent, incorrect values of pH, moisture content, or quantity of reworked cheese and inadequate processing, e.g. unsuitable time, temperature regimens, inadequate agitation, improper cooling and unsuitable storage condition. 38 2.1.1.6.h. Effect of storage on processed cheeses: The changes that occurred in the processed cheese during storage depend on the composition and properties of the fresh product and the storage conditions. Fresh samples from different brands of processed cheese were stored by Hamed et al. (1997) at room temperature for 4 months, and analyzed for moisture, fat, salt, total and soluble protein contents, inorganic phosphorus, pH and organoleptic properties. During storage moisture, fat, total and soluble protein and pH slightly decreased, while sodium chloride increased. The scores for flavour, texture, colour and general appearance of fresh and stored processed cheese showed a general tendency to decrease throughout the storage period. Shehata et al. (1982) reported that the total scores of the organoleptic properties of processed cheese decreased with advanced storage. Storage at room temperature for 4 months of market processed cheeses had a slight effect on its chemical composition, however storage has a more pronounced effect on the quality and rheological properties of processed cheeses (Hamed et al. 1997). Singh and Kanawjia (1989) reported that the sensory characteristis of flavour and texture of processed cheese decreased during storage at 37C° but biochemical changes in pH, soluble nitrogen and titratable acidity increased at the same storage temperature. 39 CHAPTER THREE MATERIALS AND METHODS 3.1. Materials: 3.1.1. Food materials: Three types of Sudanese cheese (cheddar cheese, white cheese and mozzarella cheese) were obtained from Butana Factory, Khartoum North. Five types of emulsifiers (anhydrous disodium hydrogen ortho-phosphate, hydrous disodium hydrogen ortho phosphate, hydrous trisodium ortho-phosphate, Sodium dihydrogen ortho-phosphate and trisodium citrate) were obtained from the Food Research Centre, Shambat, and The Department of Food Science and Technology, Faculty of Agriculture, University of Khartoum. A preservative (potassium sorbate) was obtained from Crystal Industrial Co. LTD, an antioxidant (Butyl hydroxy toluene) was obtained from Elsheikh Mustafa Alamin Group Companies and gum arabic was obtained from the Gum Arabic Company. 3.1.2. Chemicals and reagents: All chemicals and reagents used were of technical grade donated by the Food Research Centres store, Shambat and the Department of Food Science and Technology, Faculty of Agriculture, University of Khartoum. 40 3.2. Experimental methods: 3.2.1. Preparation of processed cheese spread to select types of emulsifiers: For the selection of the best emulsifiers, the preparation of the processed cheese spread was done according to Meyer, (1973) with some modification. Processed cheese was prepared by addition of the five emulsifiers mentioned earlier to white cheese alone and to a mixture of white cheese, cheddar cheese and mozzarella cheese using stainless kettle. One hundred grammes of blended white cheese (24.3% fat, 52.73% moisture), 3% of anhydrous disodium hydrogen orthophosphate and 9.68% of butter were mixed thoroughly by "Billy bar blender HR 1340" for 2 minutes under direct water bath steam, 6% of water were then added, continous for 8 minutes. Other four experiments were carried out following the same procedure using hydrous disodium orthophosphate, hydrous tri-sodium orthophosphate, hydrous sodium dihydrogen orthophosphate and anhydrous tri-sodium citrate, instead of disodium hydrogen orthophosphate as emulsifiers. Manual packing was followed for all samples using 250gm glass containers. Packed materials were then examined for initial acceptability tests. Also, five experiments were carried out following the same procedure, using a mixture of blends (of cheddar cheese containing 41 33.7% fat, 32.1% moisture, white cheese and mozzarella cheese of 22.3% fat, 45.95% moisture, instead of white cheese alone. The three most acceptable samples were then selected in addition to the above two samples. The five selected samples were then subjected to acceptability tests for screening of the best emulsifiers to be used in processed cheese preparation. 3.2.2. Preparation of processed cheese spread using different levels of emulsifier: Five levels (2% emulsifier, 2% emulsifier + 1% gum arabic, 2.5% emulsifier, 2.5% emulsifier + 0.5 gum arabic and 3% emulsifier) of the two best emulsifiers, selected from earlier acceptability test (disodium hydrogen orthophosphate anhydrous and tri disodium ortho phosphate dodecahydrate) were used as optimum emulsifier for production of processed cheese spread following the same procedure mentioned earlier. These four types of formulations are stored for 45 days under refrigeration (temperature 4°C). The analysis was carried out at 0.0, 15, 30 and 45 days intervals of storage and they were analyzed for physical, chemical and organoleptic quality. 42 3.3. Analytical procedures: 3.3.1. Physicochemical attributes of samples The physiochemical properties of cheese samples were assessed by the following procedures. 3.3.1.1. pH: The pH was determined in 10% solution of sample as described by Newlander and Atherton method (1964) using a glass electrode pH meter (KARL KOIB, D-6072 Dreieich) at room temperature (38ºC). 3.3.1.2. Total solids: The total solids content was determined according to the AOAC method (1990). Two grammes of cheese were placed into a clean dried flat-bottom aluminum dish, heated in a steam bath for 10-15 minutes, and transferred to an air oven for 3 hours at 103 + 2ºC. After drying, the dishes were placed in a desiccator to cool and weighed. Drying and weighing were repeated several times until constant weight was obtained. The total solids content was calculated from the following equation: % Total solids = w1 ×100 w2 where: w1 = weight of sample after drying. W2 = weight of sample before drying. 43 3.3.1.3. Titratable acidity: The acidity of cheese was determined according to the AOAC method (1990). Ten grammes of cheese were weighed and placed in a conical flask and distilled water at 40ºC was added until the volume in the flask was 105 ml. The sample was then vigorously agitated and filtered. Twenty five milliliters of the filtrate were pipetted into a porcelain dish and 5 drops of phenolphthalein indicator were added. The sample was titrated against 0.1N NaOH till a faint pink colour that lasted for at least 30 seconds was obtained. The acidity was calculated from the following equation: % Acidity = T×4 w Where: T = titre value W = weight of sample. 3.3.1.4. Fat content: The fat content was determined by the Gerber method (AOAC, 1990). A 10 ml sulphuric acid (density 1.815 gm/ml) were poured into clean dry Gerber tubes. About 3 grammes of cheese was weighed into a preweighed 50ml beaker, 3-4 ml of warm (50-55ºC) distilled water were added and mixed with the glass rod until a uniform slurry was formed. The slurry was transferred quantitively to a Gerber tube, then 44 1 ml of amyl alcohol was added to the tube followed by addition of distilled water. The contents in the tube were thoroughly mixed till white particles were seen. The tubes were centrifuged at 1100 rpm for 5 minutes. The fat column separated was read and taken as percent fat in sample. 3.3.1.5. Ash content: Ash content was determined according to the AOAC method (1990). Two grammes of cheese were weighed into clean and dry crucible and evaporated to dryness on steam bath. The crucibles were placed in a muffle furnace of 550ºC for 1.5-2 hrs, cooled in a desiccator and weighed, the ash content was calculated as follows: % Ash = w1 ×100 w0 where: w1 : weight of ash w0 : weight of sample. 3.3.1.6. Phosphorus determination: The phosphorus was determined by the method of Chapman and Pratt (1982). One gram of sample was weighed in a crucible and ignited at 550ºC in a muffle furnace till a light grey ash was formed. Then 5ml of 5 N HCl was added to the ashed sample, it was then put in a sand bath for 10 minutes, then filtered into a 50 ml volumetric 45 flask. The filter paper was washed with H2O; washings were collected in the same flask, then diluted to volume with H2O. Five ml of the ash extract was transferred into 50 ml volumetric flask, 10 ml ammonium molybdate vanadate reagent (22.5 g NH4Mo7O.2H2O in 400 ml H2O + 1.25 g ammonium vanadate in 300 ml boiling distilled water) and 250 ml conc. HNO3 was added, mixed and completed to one litre, then mixed again after 30 minutes. The density of colour was read at 470 nm wavelength UV. 120-02 Spectrophotometer. 3.3.1.7. Total protein: The method recommended by the AOAC (1965) Analytical for the determination of total nitrogen in cheese, with the use of Kjeldahl systems, was applied. A 2 grammes of cheese sample were placed in Kjeldahl flask, 25 ml of concentrated sulphuric acid were added to the sample in the flask and Kjeldahl tablets were added as catalyst. The flask was heated for digestion in the fumes room for 3 hours till a clear solution was obtained and the contents were allowed to cool to room temperature. The contents of Kjeldahl flask were rinsed and transferred to the distillation apparatus and then distilled with 10 ml of NaOH solution (40%). The distillate was received in 10 ml of boric acid (2%) with added indicator (methyl red and bromocresol green) and then titrated against 0.02N HCl where the total nitrogen was calculated according to the equation: 46 % total nitrogen = T × N ×1.4 wt. of sample where: T = volume of titration N = Normality of HCl. % total protein = total nitrogen × 6.38. 3.3.1.8. Soluble nitrogen: The soluble nitrogen was determined by the Kjeldahl method according to Ling (1963). A 2 gram cheese was weighed into small beaker, 25 ml of warm distilled water were added, the contents were gently and transferred into a 100 ml graduated flask. Distilled water was added until 100 ml of the extract was obtained, the contents were mixed well, filtered and 5ml of the filtrate was transferred with a pipette into a Kjeldahl flask. The procedure for measuring total nitrogen was then used to estimate soluble nitrogen in cheese as follows: % Soluble nitrogen = T × N × 1 . 4 × 6 . 38 × 20 wt . of sample where: T = volume of titration N = Normality of HCl. 47 3.3.1.9. Chloride (salt): The method used for the determination of chloride and sodium chloride (salt) in processed cheese was recommended by the AOAC (1990). A 2g sample was weighed into a preweighed 50ml beaker, 20ml of warm (50º to 55ºC) distilled water was added, mixed until a uniform slurry was formed by using glass road. The mixture was then transferred to 250ml flask, 10ml of distilled water (50º to 55ºC) was added to the flask after rinsing the beaker, then 25ml of 0.1N silver nitrate, 10ml of con. nitric acid, 50ml of distilled water were added to the sample, while boiling the 5ml of 5% potassium permanganate were added 3 times, until the colour of the solution turns brown for at least 5 minutes. The solution was heated until the brown colour disappeared, then the solution was filtered by using filter paper thoroughly with hot distilled water in a clean 250ml flask, then the solution was cooled to room temperature. A 2ml of ferric ammonium sulphate (indicator) was added, the excess silver nitrate was titrated against 0-1N potassium thiocyanates until the pale red brown colour appeared. A 2ml of distilled water was used instead of 2 grammes sample to get the blank value. calculation: % Sodium chloride = [T1 × N1 (AgNO 3 ) − T2 × N 2 ( NKSCN )] × 0.0585 × 100 g sample taken where: 48 T1: ml of silver nitrate (AgNO3) N1: Normality of AgNO3. T2: ml of potassium thiocyanate (KSCN) N2: Normality of (KSCN) 3.4. Organoleptic quality of cheese: The organoleptic quality of processed cheese spread was evaluated by the ranking method described by Ihekoronye and Ngoddy (1985). Fourteen judges from Food Research Center (Shambat) and from University of Khartoum were asked to examine and evaluate the cheese samples by giving ranks for attributes stated to them on evaluation forms. The sample with best attributes was given the rank No. 1, and the total number of samples was taken as least rank in quality (Appendices 1 and 2). Sum of ranks were statistically analysed and interpreted according to Ihekoronye and Ngoddy (1985). 3.5. Statistical analysis: Analysis of variance was carried out according to SAS (1997) system using 5% level of significance. 49 CHAPTER FOUR RESULTS AND DISCUSSIONS 4.1. Effect of emulsifier on physio-chemical characteristics of processed cheese: Table 1 shows the pH, acidity total solids, total protein, soluble protein, fat, ash, salt and phosphorus of cheese containing 3.6% disodium hydrogen orthophosphate (anhydrous DSHOP), cheese containing 2.5% DSHOP + 0.5% gum Arabic (GA), cheese containing 3% trisodium orthophosphate (hydrous TSOP) and cheese containing 2.5% TSOP + 0.5% (GA) as emulsifier compared to the commercial cheese. The results indicated that there was a significant (P ≤ 0.05) increase in the pH of cheese containing different types of emulsifiers, compared to commercial cheese, except for cheese containing DSHOP + GA which showed significant (P ≤ 0.05) decrease compared to other samples. The results also revealed that, there was insignificant (P ≤ 0.05) decrease in the acidity, total solids, fat and phosphorus of the commercial product and the samples made by the different types of emulsifiers used. 50 Table 1. Effect of type of emulsifier on physico-chemical characteristics* of processed cheese spread Type of emulsifier in cheese** * ** *** PH Soluble Acidity (% T.S Total lactic acid) (%) protein (%) Protein (%) Fat Ash Salt Phosphorous (%) (%) (%) (mg/100gm) Commercial*** 5.6c 1.810 a 51.53 a 24.56 c 23.59 d 31.10 a 4.7 ab 1.88 c 663.155 a (3%) DSHOP 6.4 a 0.947 c 36.33 c 32.30 a 30.34 a 20.00 ab 3.8 d 2.58 a 427.000 bc (2.5%) DSHOP + (0.5%)GA 5.3 d 1.680 ab 40.10 b 31.11 ab 28.14 b 19.50 c 4.9 a 2.47 ab 420.300 bc (3%) TSOP 6.1 b 1.640 ab 37.2 c 31.46 ab 29.29 ab 18.80 d 4.0 bc 2.36 b 585.000 c (2.5%) TSOP + (0.5%) GA 6.2 b 1.520 b 40.15 b 29.47 b 26.79 c 19.00 c 4.4 b 2.21 b 637.100 b Mean values having different superscript letters in each column differ significantly (P≤0.05) DSHOP: Cheese containing 3.0% (unhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (unhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. Commercial: Processed cheese purchased from the market (made in Australia), cheese containing diosodium hydrogen orthophosphate + trisodium diphosphate as emulsifiers.. 51 There was also insignificant (P < 0.05) increase in the total protein, soluble protein and salt of sample treated with emulsifiers compared to the commercial one. On the other hand, there was insignificant difference (P ≤ 0.05) in the ash content between commercial cheese and the cheese containing different types of emulsifiers, with the exception of the sample containing 3% DSHOP. 4.2. Effect of storage on physical properties of processed cheese spread: Table 2 shows changes in pH during storage of processed cheese spread containing different emulsifiers. There was significant (P ≤ 0.05) decrease in the pH of samples treated with different emulsifiers and stored for different times, except for cheese containing 2.5% DSHOP + 0.5% GA as emulsifier which at 15 and 30 days of storage showed insignificant difference (P ≤ 0.05) in pH compared to other treatments. Addition of gum Arabic to sample containing DSHOP has significantly (P ≤ 0.05) decreased the pH of the processed cheese spread as the storage period progressed, however, addition of gum Arabic to cheese containing 2.5% TSOP as an emulsifier increased the pH significantly (P ≤ 0.05) for the different storage times. 52 Table 2. Changes in pH* during storage of processed cheese spread. containing different emulsifiers Storage period (days) Type of emulsifier in cheese** 1 15 30 45 7.7a 6.6d 6.7c 6.4e 7.4b 6.0h 5.9h 5.3i 3% TSOP 7.4b 6.2f 6.4e 6.1g 2.5% TSOP + 0.5% GA 7.4b 6.4e 6.6cd 6.2f 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P ≤ 0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 53 The decrease in pH of processed cheese observed here is similar to that observed by Hamed et al. (1997) using similar treatments. Fig. 2. illustrates the effect of different emulsifiers on the titratable acidity of processed cheese spread stored for different times. Prolonging the storage period to 45 days, significantly (P ≤ 0.05) increased the acidity of the processed cheese spread, except in samples treated with the DSHOP at 15–30 storage days which showed insignificant (P ≤ 0.05) decrease while cheese containing TSOP at 1530 storage days showed insignificant (P ≤ 0.05) increase. Addition of gum Arabic to samples containing DSHOP or TSOP affected significantly (P ≤ 0.05) the acidity of the processed cheese spread as the storage period progressed. There was significant (P ≤ 0.05) increase in the acidity of samples containing DSHOP for different times of storage. Addition of gum Arabic to samples containing TSOP caused significant (P ≤ 0.05) decrease in the acidity value, at all storage periods except at zero hour storage, which showed insignificant (P ≤ 0.05) difference between samples containing TSOP and sample containing TSOP + GA. These values are in agreement with those reported by Shehata et al., (1982) and Singh and Kanawjia (1989) who showed increase in acidity of processed cheese spread with storage time. 54 1.8 titratable acidity (% lactic acid) 1.6 1.4 1.2 1 0.8 0.6 0.4 0.2 0 0 5 10 15 20 25 30 35 40 45 50 Storage period (days) Fig. 2. Changes in titratable acidity (% lactic acid) of processed cheese spread during storage Samples containing 3% DSHOP Samples containing 3% TSOP Samples containing 2.5% DSHOP + 0.5 GA Samples containing 2.5% TSOP + 0.5% GA 55 Table 3 shows the effect of different types of emulsifier in cheese samples stored at different times on the total solids of the processed cheese spread. There was significant (P ≤ 0.05) increase in the total solids of most of the sample containing different emulsifiers stored for 30 days, except for samples containing DSHOP which at 15-30 days of storage showed insignificant difference (P ≤ 0.05). Combining gum Arabic with DSHOP or TSOP increased significantly (P ≤ 0.05) the total solids of the processed cheese spread as the storage period increased. Templeton and Sommer (1936) found that the moisture of processed cheese decreased during storage. Hamed et al., (1997) reported that the moisture contents of processed cheese slightly decreased throughout the storage period probably due to evaporation. 4.3. Effect of storage on chemical properties of processed cheese spread: Table 4 shows changes in total protein of processed cheese spread containing different types of emulsifiers during storage. Significant decrease (P ≤ 0.05) was observed in total protein content of cheese spread during storage as a result of using different emulsifiers, however, samples containing DSHOP, TSOP 56 and TSOP+GA stored for 30-45 days showed a slight, yet insignificant 57 Table 3. Changes in total solids* (%) of processed cheese spread during storage Type of emulsifier in Storage period (days) cheese** 1 15 30 45 35.57i 36.27h 36.60gh 36.33h 39.10c 40.02b 40.60a 40.10b 3% TSOP 35.78i 36.88fg 37.57e 37.20ef 2.5% TSOP + 0.5% GA 38.37d 39.13c 40.02b 40.15ab 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P≤0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 58 Table 4. Changes in total protein* (N × 6.38) of processed cheese spread during storage Type of emulsifier in Storage period (days) cheese** 1 15 30 45 37.49c 35.32d 32.63f 32.30f 35.58d 33.42e 32.13fg 31.11h 3% TSOP 40.05a 35.25d 31.52gh 31.46gh 2.5% TSOP + 0.5% GA 38.75b 33.59e 29.55i 29.47i 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P ≤ 0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 59 decrease in protein content. The highest protein content (40.05%) was recorded in samples containing TSOP and the lowest level of protein (29.47%) was recorded for samples containing TSOP+GA. Addition of gum Arabic to samples containing DSHOP or to samples containing TSOP decreased the total protein significantly (P ≤ 0.05) as the storage period increased. Hamed et al., (1997) reported that the total protein of the processed cheese decreased by storage time. He attributed this to the limited degradation or assimilation of protein in cheese. Fig. 3 illustrates changes in soluble protein of processed cheese spread during storage as affected by different emulsifiers used. There was a decrease in the soluble proteins of the samples during the storage with most emulsifiers used except with samples containing DSHOP or TSOP+GA stored for 1 – 15 days. Addition of gum Arabic to samples containing DSHOP or to TSOP affects significantly (P ≤ 0.05) the level of soluble protein of the processed cheese as the storage period increased. 60 34 33 32 % soluble protein 31 30 29 28 27 26 25 24 0 5 10 15 20 25 30 35 40 45 50 Storage period (days) Fig. 3. Changes in soluble protein of processed cheese spread during storage Samples containing 3% DSHOP Samples containing 3% TSOP Samples containing 2.5% DSHOP + 0.5 GA Samples containing 2.5% TSOP + 0.5% GA 61 Similar values were also observed between soluble proteins of samples containing TSOP and TSOP + GA at 1 storage time. Singh and Kanawjia (1989) reported that the soluble nitrogen of processed cheese increased during storage. Table 5 shows the effect of different emulsifiers used on the fat content of the processed cheese spread stored for different periods of time. There was a significant (P ≤ 0.05) increase in the fat of cheese spread containing different emulsifiers stored for 0-15 days, however, there was a significant (P ≤ 0.05) decrease in the fat of samples stored for 15-30 days. Similar significant differences (P ≤ 0.05) were also observed in the fat content of cheese spread containing different emulsifiers stored for 30 – 45 days. Addition of gum Arabic to samples containing DSHOP or to samples containing TSOP as shown in table 5 had insignificant (P ≤ 0.05) effect on fat content levels, except values of 15 days of storage time, which showed significant (P ≤ 0.05) increase in fat content of processed cheese containing DSHOP. 62 Table 5. Changes in fat* level (%) of processed cheese spread during storage Storage period (days) Type of emulsifier in cheese** 1 15 30 45 20.00cd 21.33b 20.00cd 20.00cd 20.33c 22.67a 20.33c 19.50cde 3% TSOP 19.33cdef 21.33b 19.33cdef 18.83ef 2.5% TSOP + 0.5% GA 19.33cdef 21.67b 18.33f 19.00def 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P ≤ 0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 63 Shehata et al. (1982) found no significant change in the fat content of processed cheese spread during storage whereas Hamed et al. (1997) reported that the fat content of the processed cheese spread slightly decreased during storage. Table 6 shows the effect of different emulsifiers on the ash content of the processed cheese spread stored for different period of time. The results indicated that there was insignificant (P ≤ 0.05) decrease in the ash of samples containing DSHOP and samples containing DSHOP+GA stored for 1-15 days, however, samples containing either TSOP or TSOP+GA showed significant (P < 0.05) increase at the same time of storage. In 15-30 days of storage the results indicated that there was insignificant difference (P ≤ 0.05) in the ash levels of samples containing DSHOP and samples containing TSOP + GA showed that there was significant decrease in the ash. During the period of 30 – 45 days of storage the results showed that there was significant (P ≤ 0.05) increase in the ash content of samples treated with different emulsifiers, except for the one containing DSHOP+GA which at 30 – 45 days of storage period showed insignificant difference (P ≤ 0.05) compared to those containing DSHOP, TSOP and TSOP+GA. 64 Table 6. Changes in ash* content (%) of processed cheese spread during storage Type of emulsifier in cheese** Storage period (days) 1 15 30 45 3.23f 3.13f 3.27f 3.80de 5.07a 4.90ab 4.80b 4.93ab 3% TSOP 3.23f 3.93d 3.60e 4.03d 2.5% TSOP + 0.5% GA 4.00d 4.35c 3.68e 4.40c 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P≤0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 65 Addition of gum Arabic to samples containing either DSHOP or TSOP increased significantly (P ≤ 0.05) the ash content of the processed cheese spread as the storage period progressed, except the samples of 30 storage days, which showed insignificant (P ≤ 0.05) difference. Table 7 shows the effect of different emulsifiers on the phosphorus content of the processed cheese spread stored for different periods of time. The results indicated that, as the storage period increased the phosphorus content of processed cheese spread increased, except for samples containing DSHOP + GA 15 – 30 days stored for 1530 days which showed significant decrease (P ≤ 0.05) in the phosphorus content as time of storage progressed. Addition of gum Arabic to samples of cheese containing DSHOP or TSOP increased phosphorus content value at all storage times. Addition of gum Arabic to sample of cheese containing DSHOP lead to significant (P ≤ 0.05) increase in phosphorus content for samples stored for 0 and 15 days, while samples stored for 30 and 45 days show insignificant (P ≤ 0.05) difference between samples of cheese containing DSHOP and DSHOP + GA were observed. Addition of gum Arabic to samples of cheese containing TSOP lead to 66 Table 7. Changes in phosphorus* level (mg/100 g) of processed cheese spread during storage Type of emulsifier in cheese** Storage period (days) 1 15 155.5j 344.6h 369.8gh 427.0ef 284.9i 404.3fg 371.5gh 420.3f 3% TSOP 266.4i 440.4ef 495.1cd 585.0b 2.5% TSOP + 0.5% GA 455.5ef 468.2de 527.8c 637.1a 3% DSHOP 2.5% DSHOP + 0.5% GA * 30 45 Mean values having different superscript letters in columns and rows differ significantly (P ≤ 0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthophosphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthophosphate + 0.5% gum Arabic as emulsifier. 67 significant (P ≤ 0.05) increase in phosphorus content stored for 0 and 45 days, and insignificant (P ≤ 0.05) difference stored for 15 and 30 days. Hamed et al., (1997) stated that the storage time had no effect on the inorganic phosphorus content of processed cheese. Table 8 shows changes in sodium chloride (NaCl) of processed cheese spread containing different emulsifiers during storage. Significant increase (P ≤ 0.05) was observed in NaCl content of cheese spread at different periods of storage, except for samples containing TSOP stored for 30 – 45 days and sample containing TSOP + GA stored for 15 – 30 days, where insignificant (P ≤ 0.05) decrease was observed. Addition of gum Arabic to samples containing DSHOP or TSOP decreased significantly (P ≤ 0.05) the NaCl of the processed cheese spread as the storage period increased, except the one containing DSHOP stored for 15 storage days, which was increased significantly (P ≤ 0.05) after addition of gum Arabic. Hamed et al., (1997) found similar effect on NaCl content, which might be attributed to both losses in moisture as well as increase in other cheese solids. 68 Table 8. Changes in NaCl* level (%) of processed cheese spread during storage Storage period (days) Type of emulsifier in cheese** 15 30 45 2.21e 2.47b 2.58a 2.33d 2.40c 2.47b 3% TSOP 2.19e 2.40c 2.36cd 2.5% TSOP + 0.5% GA 2.13f 2.13f 2.21e 3% DSHOP 2.5% DSHOP + 0.5% GA * Mean values having different superscript letters in columns and rows differ significantly (P ≤ 0.05) ** DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA: Cheese containing 2.5% (anhydrous) disodium hydrogen orthophosphate + 0.5 gum Arabic as emulsifier. TSOP: Cheese containing 3.0% (hydrous) trisodium orthoph-osphate as emulsifier. TSOP+GA: Cheese containing 2.5% (hydrous) trisodium orthopho-sphate + 0.5% gum Arabic as emulsifier. 69 4.4. Effect of emulsifier on organoleptic properties of processed cheese spread Table 9 shows the organoleptic quality of processed cheeses prepared from white cheese containing emulsifiers found suitable for making processed cheese (cheese containing 3.0% (un hydrous) disodium hydrogen orthophosphate (DSHOP), cheese containing 3.0% (hydrous) disodium hydrogen orthophosphate (DSHOP), cheese containing 3.0% (hydrous) tri-sodium orthophosphate (TSOP), cheese containing 3.0% sodium dihyrogen orthophosphate (SDHOP) and cheese containing 3.0% tri sodium citrate (TSC). Samples of cheese containing anhydrous DSHOP, hydrous DSHOP, SDHOP or TSC were significantly (P ≤ 0.05) superior to samples containing hydrous TSOP in flavour. However, insignificant (P ≤ 0.05) differences were observed among all treatments with respect to taste, texture and total preference of the samples. On the other hand, samples of cheese containing hydrous DSHOP were significantly (P ≤ 0.05) superior to samples containing hydrous DSHOP, samples containing hydrous TSOP, samples containing DSHOP and those containing TSC in after taste. 70 Table 9: Organoleptic* quality of processed white cheese spread containing different types of emulsifiers Sum of ranks Type of emulsifier in After Texture & Overall taste consistency preference Flavour Taste 32a 35a 35a 34a 37a 31a 32a 23b 31a 31a 57c 47a 44a 43a 51a SDHOP 48a 52a 54a 52a 48a TSC 42a 44a 49a 50a 43a ** cheese DSHOP (unhydrus) DSHOP (hydrous) TSOP (hydrous) *: means in each column having different superscript letter differ significantly (P ≤ 0.05). **: DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP: Cheese containing 3.0% (hydrous) disodium hydrogen orthophosphate (hydrate). TSOP: Cheese containing 3.0% (hydrous) trisodium hydrogen orthophosphate . SDHOP: Cheese containing 3.0% sodium di hydrogen orthophosphate TSC: Cheese containing 3.0% tri sodium citrate 71 Table 10 shows organoleptic quality of processed cheese prepared from white, chedder and mozzarella cheeses containing different emulsifiers. Samples of cheese containing anhydrous DSHOP were significantly (P ≤ 0.05) superior in all quality attributes to cheese containing hydrous DSHOP and those containing hydrous TSOP or TSC. Samples of cheese containing SDHOP were obviously inferior to samples of cheese containing anhydrous DSHOP, hydrous DSHOP, hydrous TSOP or TSC in all quality attributes tested. Table 11 shows organoleptic quality of processed cheese spread containing emulsifiers proved to be optimum and hence selected from the previous two tests mentioned earlier. It was observed that in flavour, taste, after taste and overall performance, the samples of cheese containing anhydrous DSHOP-1 and hydrous TSOP-1. Were significantly (P ≤ 0.05) superior to samples of cheese containing hydrous DSHOP-2, hydrous DSHOP-1 and anhydrous DSHOP-2. However, in texture and consistency, the sample containing hydrous TSOP-1 was superior to those samples. 72 Table 10: Organoleptic* quality of processed mixed cheese spread** containing different types of emulsifiers Sum of ranks Type of emulsifier in After Texture Overall Flavour Taste 28b 25b 28b 25b 23b 30a 33a 36a 37a 33a 46a 42a 37a 37a 40a SDHOP 57c 68c 65c 70c 70c TSC 50a 42a 44a 41a 44a cheese *** DSHOP (anhydrous) DSHOP (hydrous) TSOP (hydrous) taste consistency preference *: means in each column having different superscript letter differ significantly (P ≤ 0.05). **: White , cheddar and mozzarella cheese were used for making processed cheese. ***: DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP: Cheese containing 3.0% (hydrous) disodium hydrogen orthophosphate . TSOP: Cheese containing 3.0% (hydrous) trisodium hydrogen orthophosphate. SDHOP: Cheese containing 3.0% sodium dihydrogen orthophosphate TSC: Cheese containing 3.0% tri sodium citrate 73 Table 11: Organoleptic* quality of processed white and mixed cheese spread** containing different types of emulsifiers Sum of ranks Type of emulsifier in cheese *** DSHOP-1 (anhydrous) DSHOP-2 (hydrous) DSHOP-1 (hydrous) DSHOP-2 (hydrous) TSOP-1 (hydrous) After Texture Overall Flavour Taste 28b 27b 29b 40a 27b 57c 56c 60c 52a 58c 33a 37a 43a 45a 37a 64c 61c 59c 47a 62c 25b 27b 21b 26b 26b taste consistency preference *: means in each column having different superscript letter differ significantly (P ≤ 0.05). ** 1. Containing cheddar, white and mozzarella cheese. 2. Containing white cheese only. ***: DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP: Cheese containing 3.0% (hydrous) disodium hydrogen orthophosphate. TSOP: Cheese containing 3.0% (anhydrous) trisodium hydrogen orthophosphate. 74 The results of organoleptic quality of processed cheese containing the emulsifiers of anhydrous DSHOP, hydrous DSHOP and hydrous TSOP were selected as optimum emulsifiers with best performance from the preceding test (Table 12). The results indicated that the cheese containing emulsifiers of anhydrous DSHOP and cheese containing hydrous TSOP were significantly (P ≤ 0.05) superior in all quality attributes compared to cheese containing hydrous DSHOP-2. Table 13 shows the organoleptic quality of processed cheese spread containing screened emulsifiers of anhydrous DSHOP and hydrous TSOP used at different level of treatments (e.g. 2% anhydrous DSHOP, 2% anhydrous DSHOP + 1% GA, 2.5% anhydrous DSHOP, 2.5% anhydrous DSHOP + 0.5 GA and 3% anhydrous DSHOP. Addition of 2% anhydrous DSHOP to processed cheese showed lower acceptability of flavour and taste compared to other emulsifiers, although the difference was insignificant (P ≤ 0.05) with after taste, samples of cheese containing 2% anhydrous DSHOP +1% GA were inferior to cheeses containing other emulsifiers coupled with gum arabic with respect to texture and consistency, sample of cheese Table 12: Organoleptic* quality of processed mixed cheese spread** containing different types of emulsifiers 75 Sum of ranks Type of emulsifier in cheese *** After Texture Overall Flavour Taste 7b 7b 7b 6a 7b 13b 15c 14c 15c 14c 10b 8b 9b 9b 9b DSHOP (anhydrous) DSHOP (hydrous) TSOP (hydrous) taste consistency preference *: means in each column having different superscript letter differ significantly (P ≤ 0.05). **: Cheddar, White and mozzarella cheese were used for making processed cheese ***: DSHOP: Cheese containing 3.0% (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP: Cheese containing 3.0% (anhydrous) di sodium hydrogen orthophosphate. TSOP: Cheese containing 3.0% (hydrous) tri sodium hydrogen orthophosphate. 76 Table 13: Organoleptic* quality of processed mixed cheese spread** containing different level of anhydrous of emulsifiers Sum of ranks Type of emulsifier in cheese *** 2% DSHOP (anhydrous) After Texture Overall Flavour Taste 34a 36a 40a 57c 41a 52a 48a 55c 59c 51a 49a 45a 38a 40a 44a 39a 40a 38a 28b 37a 36a 41a 39a 26b 37a taste consistency preference 2% DSHOP + 1%GA (anhydrous) 2.5% DSHOP (anhydrous) 2.5% DSHOP + 0.5% GA (anhydrous) 3% DSHOP (anhydrous) *: means in each column having different superscript letter differ significantly (P ≤ 0.05). **: White, cheddar and mozzarella cheese were used for making processed cheese. ***: DSHOP: Cheese containing (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA Cheese containing (anhydrous) disodium hydrogen orthophosphate + gum Arabic as emulsifier 77 containing 2.5% anhydrous DSHOP + 0.5% GA and cheese containing 3% anhydrous DSHOP were significantly (P ≤ 0.05) superior to cheeses containing other levels of emulsifiers and gum arabic. Table 14 shows the organoleptic quality of processed cheese spread containing different levels of TSOP emulsifier. It was observed that, the samples of cheese containing 2% hydrous TSOP + 1% GA were inferior significantly (P ≤ 0.05) in flavour to these samples containing 2% (hydrous) TSOP, 2.5% (hydrous) TSOP, 2.5% (hydrous) TSOP + 0.5% GA and 3% (hydrous) TSOP. However, in taste the samples containing 2.5% (hydrous) TSOP + 0.5% GA were superior significantly (P ≤ 0.05) to samples containing 2% (hydrous) TSOP, 2.5% (hydrous) TSOP and 3% (hydrous) TSOP while the sample containing 2% (hydrous) TSOP + 1% GA were inferior. On the other hand in the aftertaste and texture (consistency) attributes, all samples of cheese showed insignificant different (P ≤ 0.05). while in overall preference the samples of cheese containing 2.5% (hydrous) TSOP +0.5% GA and samples of cheese containing 3% (hydrous) TSOP were superior significantly to samples 78 Table 14: Organoleptic* quality of processed mixed cheese spread** containing different levels of hydrous emulsifiers Sum of ranks Type of emulsifier in cheese *** 2% TSOP (hydrous) 2% TSOP + 1% GA (hydrous) 2.5% TSOP (hydrous) After Texture Overall Flavour Taste 41a 47a 46a 43a 57c 57c 56c 51a 48a 50a 41a 37a 42a 40a 46a 31a 28b 31a 40a 29b 39a 42a 40a 39a 28b taste consistency preference 2.5% TSOP + 0.5% GA (hydrous) 3% TSOP (hydrous) *: means in each columns having different superscript letter differ significantly (P ≤ 0.05). **: White, cheddar and mozzarella cheeses were used for making processed cheese. ***: TSOP :Cheese containing (anhydrous) trisodium hydrogen orthophosphate as emulsifier. TSOP + GA: Cheese containing (hydrous) trisodium orthophosphate + gum Arabic as emulsifier. 79 of cheese containing 2.5% (hydrous) TSOP, cheese containing 2% (hydrous) TSOP + 1%GA and cheese containing 2% (hydrous) TSOP. The result obtained from the organoliptic quality of processed cheese spread are more or less in agreement with those reported by Thomas et al. (1980) who observed insignificant difference in general acceptability of processed cheese when several emulsifying salts were used. Table 15 shows the organoleptic quality of processed cheese spread containing emulsifiers screened as best ones compared to commercial cheese. The flavour, texture and total preference of cheese containing 3% hydrous TSOP and the commercial cheese (control) were significantly (P ≤ 0.05) superior to those cheeses containing other emulsifying agents. However, in taste and after taste , the cheese containing 3% hydrous TSOP was superior to those samples. This may be attributed to the fact that commercial cheese was fully matured due to long storage period and also it may contain some other additives beside its methods of manufacturing that characterizes such type of cheeses. 80 Table 15: Organoleptic* quality of processed cheese spread** compared to commercial one Sum of ranks Type of emulsifier in cheese*** Flavour Taste After taste Texture Overall consistency preference 3% TSOP (hydrous) 27b 24b 27b 29b 24b 2.5% TSOP (hydrous) + 0.5% GA 36a 36a 43a 34a 39a 3% DSHOP (anhydrous) 48a 46a 43a 47a 47a 2.5% DSHOP (anhydrous) + 0.5% GA 59c 59c 52a 58c 60c Commercial** 25b 30a 30a 27b 25b *: means in each columns having different superscript letter differ significantly (P ≤ 0.05). **: Processed cheese purchased from the market (Made in Australia) cheddar and mozzarella cheese, Cheese containing disodium hydrogen orthophosphate + trisodium emulsifiers ***: TSOP: Cheese containing (anhydrous) trisodium hydrogen orthophosphate as emulsifier. TSOP + GA: Cheese containing (hydrous) trisodium orthophosphate as emulsifier + gum Arabic as emulsifiers. DSHOP: Cheese containing (anhydrous) disodium hydrogen orthophosphate as emulsifier. DSHOP + GA Cheese containing (anhydrous) disodium hydrogen orthophosphate as emulsifier + gum Arabic 81 CHAPTER FIVE CONCLUSIONS AND RECOMMENDATIONS 5.1. Conclusions: From the results found in this study one can conclude the following: 1. Sudanese cheese (white, chedder and mozzarella) can act as excellent raw materials for preparation of processed cheese spread. 2. An emulsifiers such as hydrous tri-sodium orthrophosphate (TSOP) can act as an ideal emulsifying agent in processed cheese industry. 3. Addition of gum arabic to the chemical emulsifiers was found to improve some of the physico-chemical attributes of processed cheese but not necessarily organoleptic properties of the end product. 4. Emulsifiers based on phosphate salts were found more effective in processed cheese preparation compared to emulsifiers based on citrate salts. 5. Finally, processed cheese spread based on hydrous TSOP as an emulsifying agent was found to match more or less commercial processed cheese in most acceptability attributes. 82 5.2. Recommendations: From the conclusions drawn before, the following points can be recommended: 1. Conventional Sudanese cheese can be used as raw materials for making processed cheese spread. 2. Chemical emulsifiers based on hydrous phosphate salts are recommended as ideal emulsifiers compared to emulsifying agents based on citrate salt. 3. Gum arabic is considered a good natural emulsifier if coupled with phosphate salts. 4. Further work is recommended on effect of combination of chemical or natural emulsifiers on acceptability and storage quality of processed cheese spread. 83 REFERENCES AOAC (1990). Official method of analysis, 15th edition Association of Official Analytical Chemists, Washington, D.C.USA. AOAC (1965). Official method of analysis, 10th edition Association of Official Analytical Chemists, Washington, USA. Abou-Donia, S.A.; Salem, A.E. and El-Sayed, K.A. (1983). Enrichment of processed cheese with cottonseeds flour. Indian J. Dairy Sci., 36, 119. Almarai, (2003). The theory of processed cheese manufacture manual, Almarai company for dairy product, Kingdom of Saudi Arabia, Riyadh. Andlow, R.J. (1977). Journal Human Nutrition, 31, 45. (cited by Fox, 1993a). Anis, S.M.K. and Ernstrom, C.A. (1984) properties of products from ultrafiltrated whole milk. J. Dairy Science 67, 79. Atherton, Henry, V. and Newlander, J.A. (1977). Chemistry and testing of dairy products 4th ed. Avi publishing company, INC. Westport. Benckiser, J.A. (1955). The Joha manual. Joha Benckiser GmbH. Ludwigshafean. Rhein. Benckiser, J.A. and Draisbach, F. (1931b).Cheese German patent 564, 365. Dec. 20. Benckiser, J.A. and Draisbuch, F. (1931a). Cheese French patent 720, 681. Dec. 20. Berger, W.; Klostermeyer, H.; Merkenich, K.; and Uhlmann, G. (1989). Process cheese manufacture, Joha Leitfaden, BKladenburge, P. 71. 84 Bohac, V. (1966). Some physical measurements useful in the production of processed cheese. International Dairy Congrs. 17th, Munich, 4, 263 – 266. German. Bonell, W. (1970). Chemical and physical processes in making of processed cheese in "Solva manual" Edr. Heide Van der, R. GEBR-Giulini GMBW Ludwigshaffer. AMRHEIN-Germany. Buchowski, M.S. and Miller, D.D. (1990). Calcium bioavailability from ripening chedded cheese. J. Food Sci. 55, 1293. Burkhalter, R. Renner, E. and Reng-Schauen, A. (1986). In Cheese chemistry, physics and microbiology. 2nd ed. Volume 1, edited by Fox (1993) major cheese groups. Chapman and Hall London. Caric, M. and Ibrahim (1987). Effect of drying techniques on milk powders quality and microstructure: A recview food microstruc 6: 171-180. Caric, M. (1991). Cheese. In Encyclopedia of food science and technology, vol. III, (ed. Y.H. Hui. John) Wiley and sons. Inc. New York. Caric, M. and Kalab, M. (1987). In cheese: chemistry, physics and microbiology. 2nd ed. Volume 2, (ed. by Fox) major cheese groups. Chapman and Hall London. Caric, M. and Kalab, M. (1993). In processed cheese products in cheese, chemistry, physics and microbiology. 2nd ed. Volume 2, (ed. by Fox) major cheese groups. Chapman and Hall London. Chapman, H.D. and Pratt, P.F. (1982). Methods of analysis of soil, plant and water. 2nd edition. Page 170. University of California, Agricultural Diviation, USA. 85 Classey, L.; Aplin and Barrett, Ltd. (1935). Cheese British patent 739, 246. Dec. 2. Dickinson, E. (1999). Caseins in emulsions: Interfacial properties and interactions, International Dairy Journal 9, 305-312. Dickinson, E.; Murray, B.S.; Stainsby, G. and Anderson, D.M.W. (1988). Surface activity and emulsifying behaviour of some acacia gums. Food hydrocolloids 2, 477. Dirar, H. A. (1993). The indigenous fermented foods of the Sudan: a study in African Food and Nutrition CAP. International, New York. Draisbach, F. (1933). Cheese. US. Patent 1, 897, 892 Feb. 14. Draisbach, F. (1939). Cheese. US. Patent 2, 163, 778 Jun. 27. Edwards, D.G.; Raye, A.E. and Druce, E. (1989). Eur. Journal clinic nutrition. 34, 855 (cited by Fox, 1993a). Eldredge, E.E. (1921). Process of sterilizing same US patent 1, 374, 141. Apr. 5. Fox, P.F. (1993a). Cheese: An overview, in cheese: chemistry, physics and microbiology. 2nd ed. Volume 1, major cheese groups. Chapman and Hall London. Fox, P.F. (1993b). Cheese: chemistry, physics and microbiology. 2nd ed. Volume 2, major cheese groups. Chapman and Hall London. Garstin, G.H. (1921). Cheese and process for sterilizing same US patent 1, 368, 624. Feb. 15. Habicht, L. (1934). On the scientific basis of the cheese melting process. Milchwirtschaftliche Forsch. 16, 347-387. Hamed, A.; Khader, A.F.; El Garawany, G.A. and Abdel Salam, M.H. (1997). Effect of storage on the composition, rheological 86 properties and organoleptic quality of commercial processed cheeses, Egyptian J. Dairy Sci. 25: 113-122. Hayashi, T.; Shibukawa, N.; Yoneda, Y. and Musashi, K. (1982). Cheese. Japanese examined patent JP 57 55 380 B2. Hoermann, F. and Firgau, H. (1937). Cheese manufacture US patent 2, 081, 273. May. 25. Holtstroff, A.F.; Mularz, V. and Traisman, E. (1951). Study of processed cheese emulsifiers. J. Dairy Sci. Abstr. 34, 486. Ihekoronye, A.I. and Ngoddy, P.O. (1985). Integrated food science and technology for the tropics. Macmillan. Pub., London. Imeson, A. (1997). Thikining and Gelling agents for food, second edition, Blackie academic 7 professional, An. Imprint of Chapman 7 hall, 2-6 Boundary Row, London. SE 18 HN, UK. Jamesson, G.W. (1990). Cheese with less fat. Aust. J. Dairy Technology. 45, 93. Kaufman, H.H. and Kaufman, A.H. (1928). Cheese formula US. Patent 1, 694, 921. Dec. 11. Kindstedt, P.S. and Kosikowski, F.V. (1984). Calcium and sodium concentrations in chedder cheese. J. Dairy Sci. 67, 879. Knapsack-Griesheim, A. (1958). Compositions containing sodium tri phosphate. British patent 788, 682, Jan. 8. Knopf, A.A. (1976). The world of cheese. Evan Jones, New York. Kons, S.N. (1972). Milk and Milk products in human nutrition. Food and Agricultural Organization of the United Nations, Rome. .Kosikowski, V. (1982). Cheese and fermented milk foods, 2nd edition, Kosikowski and Associates, New York. 87 Kraft, Phenix, Cheese Crop (1938). Cheese German patent 665, 133 Sept. 19. Lampert L.M. (1992). Modern dairy products Eurasia publishing house (P) Ltd. New Delhi. Ling, E.R. (1963). Textbook of dairy chemistry. Vol. 2. Chapman and Hall Ltd., London. Mayer, H.K. (2001). Bitterness in processed cheese caused by an overdose of specific emulsifying agent. International Dairy Journal 11, 533-542. McCollough, F. (1968). Di sodium ortho phosphate dehydrate. US. Patent 3, 385, 662. May. 28. Meyer, A. (1973). Processed cheese manufacture, Food Frade press Ltd. London. pp 58, 283. Morris, H.A.; Jezeski, J.J. and Combs, W.B. (1954). The use of white mutants of penicillium roqueforti in cheese making, J. Dairy Sci. 37: 711. Newlander, J.A. and Atherton, H.V. (1964). The chemistry and testing of dairy products, 3rd edition, (revised), Olsen. Publishing co., Milwakee, Wisconsin. Palmer, H.J. (1935). Cheese British patent 423, 844. Feb. 8. Palmer, H.J. and Sly, W.H. (1944). Cheese melting salts and their properties. J. Soc. Chem. Ind. 63, 363 – 367. Parsons, C.H. (1941). Method of preparing cheese US patent 2, 251, 496. Aug. 5. Payne, W.J.A. (1993). An Introduction to Animal husbandry in the tropics 4th edition. Longman group Ltd. 88 Randall, R.C.; Phillips, G.O. and Williams, P.A. (1989). Fractionation and characterization of gum from Acacia senegal. In food colloids. 3 (1): 65-76. Renner, E. (1993). Nutritional aspects of cheese in cheese: chemistry, physics and microbiology. 2nd ed. Volume 1, major cheese groups. Chapman and Hall London. Ronald, C.T. (1951). Processed cheese and method from making the same. US patent 2, 564, 374. Aug. 14. Rosler, H. (1966). Behaviour of polyphosphates in processed cheese, Milchwissen schaft, 21, 104-107 (Geraman). SAS (1997). SAS/STAT user's Guide, statistics, Ed. Cary, N.C. Sandin and Elliker, (1988). International dairy federation IDF Bullelin, 246. Scharpf, L.G. (1971). The use of phosphate in cheese processing symposium proceedings in food processing. The AVI publishing Co. Inc. Westport, Conn., pp 120-157. Scott, R. (1998). Cheese making practice, applied science publishers Ltd. London. Shaw, M.B. (1994). Modern cheese making: soft cheeses in modern dairy technology, advances in milk products. Volume 2, edited by Robinson, R.K. Elsevier. Applied science publisher. London and New York Shehata, A.E.; Magdoub, M.V.L.; Gouda, A. and Hofi, A.A. (1982). Effect of age of natural cheese acidity and binding agents of the physical sensory properties of processed cheese spread Research Bulletin Faculty of Agriculture. Ani Shams University No. 88, 15pp. 89 Shimp, L.A. (1985). Basic knowledge simplifies choice. J. of Food Technology. 39-63. Siegwart, F. (1936). Cheese Swiss patent 180, 395. Jan. 2. Singh, S. and Kanawjia, S.K. (1989). Quality assessment of market samples of processed cheese. Indian J. Dairy Sci. 42, 1. Taub, J. (1933). Process of treating cheese. US. Patent 1, 940, 031. Templeton, H.L. and Sommer, H.H. (1936). Studies on the emulsifying salts used in processed cheese. J. Dairy Sci. 9: 561. Thomas, M.A. (1977). The processed cheese industry. Dept. of Agriculture, Sydney, Australia, pp 1, 93. Thomas, M.A.; Newell, G.; Abad, G.A. and Turner, A.D. (1980). Effect of emulsifying salts on objective and subjective properties of processed cheese, J. of Food Science, 45, 458 – 466. Tunick, M.K. (1987). Calcium in dairy products. J. Dairy Sci. 70, 2429. Varnam, H. and Sutherland, J.P. (1994). Milk and milk products, technology, chemistry and microbiology, Chapman and Hall, London. Walter and Hargrove, (1983). Milk and dairy products in human nutrition, volkswirtsch. Verlag, München. Zimmermann, F. (1982). Cheese. German Federal Republic patent Application, DE 3124 725 AL. Appendix 1. Ranking used for organoleptic quality of processed cheese spread Sample No………………. Date:………………….. 90 Name: …………………………………………………………………. Please, kindly examine samples of processed cheese spread presented to you, and rank them for quality attributes mentioned on form giving I to best rank and 4 to least rank in quality. No. sample Flavour Taste After taste Texture Overall (consistency) preference A B C D Comments: …………………………………………………………………………………………………………… ……………………………….………………………………………………………………….……… …………………………………………………………………………………………………………… ……………………….…………………………………………………………………. …………………………………………………………………………………………………………… ……………………………….…………………………………………………………………. 91 Appendix 2. Ranking used for organoleptic quality of processed cheese spread Sample No………………. Date:………………….. Name: …………………………………………………………………. Please, kindly examine samples of processed cheese spread presented to you, and rank them for quality attributes mentioned on form giving I to best rank and 5 to least rank in quality. No. sample Flavour Taste After taste Texture Overall (consistency) preference A B C D E Comments: …………………………………………………………………………………………………………… ……………………………….………………………………………………………………….……… …………………………………………………………………………………………………………… ……………………….…………………………………………………………………. …………………………………………………………………………………………………………… ……………………………….…………………………………………………………………. 92
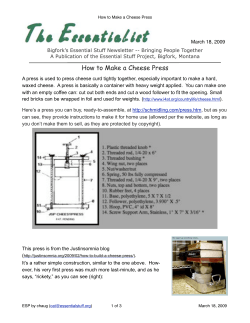
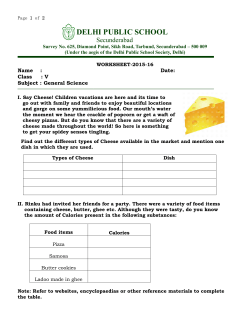
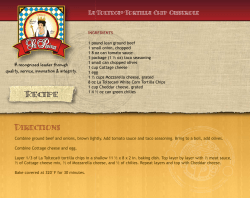







© Copyright 2026