
Document 191002
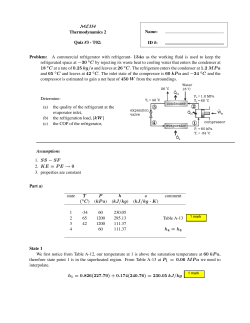
Four Costly Water Chiller Errors and How to Avoid Them One of my first encounters with refrigeration occurred during a summer work term at Scotian Halibut’s land-‐based marine recirc site. The site had been developed over a period of 4-‐5 years. Fish had just been put into the final tanks before my work term began in May. As ambient temperatures started to climb past the comfort zone for halibut production, the rush was on to install chillers on the newest recirc system. Nearly six figures later, two 30 horsepower refrigeration compressors were up and running. The performance of the chilling system – I didn’t even think to measure it! Even when watching utility bills triple when all chillers were running, nobody thought to check efficiency o f the chillers. Fast forward six years. Our refrigeration contractor retired. Chillers at the hatchery were approaching 10 years old and compressors were failing on a regular basis. Water chiller maintenance costs were quickly rising upwards. Yet the refrigeration systems on our two coolers were trouble free and just as old. I began to dig into refrigeration suspecting that the water chillers had some flaws in design. They certainly did. I finally decided to measure performance. The numbers were not good. Coefficient of performance (COP) on average measured 1.6. Then a new refrigeration contractor (Wilson Titanium Products) came on the scene that specializes in constructing water chillers from scratch. Before he even saw the equipment he told me what the problem was. At that point we had 60hp of compressors running. Wilson took half of the compressors out of service. Then we connected the remaining 30hp to all the chiller barrels. Performance doubled or better to COP=3.5 on average. Chilling capacity remained the same. The power bill due to chilling was halved. Coefficient of performance is a form of efficiency measurement that compares the work done with the energy input. Clearly being greater than 100% efficient is not possible. But in refrigeration, the object is not to create energy with the input electrical energy. The work done is energy transferred from one spot to another. In refrigeration, energy transferred should be greater than energy input. In chilling applications, a COP between 3.5-‐4.5 should be achieved in most aquaculture applications. If heating, the COP should be higher than 4.0. I have recently seen COP measured over 5.0 in new heat pumps built by Wilson Titanium. The formula for measuring COP is: 𝐶𝑂𝑃 =
!"#$%& !"#$%&'""'(
!"#$%&'$(" !"#$%& !"#$%&'(
To get an exact measurement of COP requires a lot of equipment. Fluid density, flow rate, temperature into and out of chiller barrels, voltage of compressor, amp draw of compressor, power factor of compressor at its current operating point, are all variables in the COP formula. Fortunately there is a general rule of thumb equation to quickly gauge chiller performance. 𝐶𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑜𝑟 𝐻𝑜𝑟𝑠𝑒𝑝𝑜𝑤𝑒𝑟 =
Where 𝐹𝑙𝑜𝑤 𝑅𝑎𝑡𝑒 ∗ 𝑇𝐷
24
1. Compressor horsepower is the electrical energy use in hp 2. Flow rate is the water flow in US gpm 3. TD is “Water Temperature Out -‐ Water Temperature In” in °F Let’s say for example that you run your flow rate and TD through the formula and come up with 5hp. If your compressor is rated for 5 hp you have an efficient chiller with a COP = 4.5. If your compressor is rated for more than 5hp, your COP is lower, etc. If your COP is lower than 3.5 – 4.5, you are almost certainly shelling out more money to the power company than necessary. So what was wrong with our system? We had several common errors at play. What I have since found to be the most common factors that affect chiller performance in aquaculture facilities are as follows: 1.
2.
3.
4.
Inadequate water flow rate Inadequate heat recovery (if part of the system) Compressor in wrong application Compressor, condenser, evaporator, thermal expansion valve balances Inadequate Water Flow Rate The water flow rate through a chiller barrel can have a significant impact on performance. When a chiller barrel is manufactured, it is designed for a specific flow rate. This flow rate is not a maximum flow as is often the case with other aquaculture equipment. A chiller barrel needs to have a minimum flow rating that is important to maintain. Heat transfer is highly dependent on surface area. A slower flow rate through a chiller barrel causes boundary conditions to be established on the heat transfer surfaces effectively diminishing the available heat transfer area (aka chiller barrel capacity). Find out what your chiller barrels’ minimum flow rates are and maintain them. Ideally, the chiller barrel should be plumbed in a loop configuration to maintain flow rather than in series with other equipment. When a chiller barrel is used in series in a system with variable flow, major inefficiencies are likely, and even equipment failure is possible. For optimal COP and equipment life, adhere to the manufacturer’s recommended flow rate range. Inadequate Heat Recovery Heat exchangers are often used to recover heat leaving a hatchery or other land based site. When part of a heating system, heat exchangers may often be responsible for doing the majority of heating or cooling of incoming water. For example, at Scotian Halibut this summer, incoming water temperatures were as high 18°C. One of our brood stock tank temperatures had 40 L/min incoming water to be maintained at 5°C. With heat recovery working well, the heat exchanger was able to cool the incoming water from 18°C down to 8°C. The chiller took care of the remaining 3°C. For more details and tips about heat recovery in aquaculture see a previous article from January/February 2009 issue “Heat Recovery –Countercurrent Approach Provides Greater Efficiency”. Without the heat recovery in place, the chiller load would have been over four times greater! Which means the chiller would have to be 4* larger, and the electrical use of that one action would be 4* higher. However, the other issue is that the operating point of a chiller that sees 18°C water is different than one seeing 8°C water. Suction pressures, superheat, and thermal expansion valve (or other metering devices) settings, would be different. To get to the point, a chiller produces highest efficiency at one point. To stray from that point can have a very significant effect on chiller COP. Compressor in Wrong Application In general, refrigeration applications are classified as low temp, medium temp, and high temp. Most freezers would be low temp, most fridges/coolers are medium temp, most air conditioners considered high temp. Compressors and refrigerants are designed for a specific class. One challenge in aquaculture is determining which category the application is in. Due to seasonal variations in ambient temperatures some applications may even bridge the gap from low temp to medium temp; or medium temp to high temp. Compressor manufacturers provide performance tables that show what the efficiency of the compressor is at various operating points and where the compressor can and can’t operate. Your refrigeration contractor should be able to show these to you and know what your operating points will be. Using this chart you can determine COP before buying, given that the remainder of the system is properly matched to the compressor at your operating points. Compressor, Condenser, Evaporator, Thermal Expansion Valve (TXV) Imbalances This one is the main reason why we at Scotian were having such a low COP and such high maintenance costs. The evaporator was only capable of about 40% of the compressor capacity. A 10 ton compressor and condenser were custom fit to an evaporator with two of 2 ton TXVs on it for a total capacity of 4 tons. Because the compressor, (semi-‐hermetic), was cooled by refrigerant from the evaporator, the symptom we were seeing was failed, overheated compressors. Admittedly, solving this issue took a knowledgeable refrigeration contractor. Hover, determining if a system is balanced should be as easy as reading the nameplates on the compressor, condenser, evaporator, and thermal expansion valves. In conclusion, refrigeration systems in aquaculture should have a life of 10-‐20 years, and all of it free of catastrophic failure. Maintenance should be surface items depending on the environment such as inspecting electrical components annually if moisture and/or salt is present, or painting the equipment. If this is not the case, it is cheaper to find the right help now. Refrigeration equipment consists of very expensive materials that only seem to increase in price – titanium, copper, refrigerant, etc. If you are interested in reducing your energy bill, take the time to measure your COP. If you have a significant amount of heating or cooling with refrigeration equipment, there may be significant savings available to you.









© Copyright 2026