
Journal of Pipeline Engineering COPY SAMPLE
December, 2008 Vol.7, No.4 Journal of Pipeline Engineering SA M PL E C O PY incorporating The Journal of Pipeline Integrity Scientific Surveys Ltd, UK Clarion Technical Publishers, USA Journal of Pipeline Engineering Editorial Board - 2008 SA M PL E C O PY Obiechina Akpachiogu, Cost Engineering Coordinator, Addax Petroleum Development Nigeria, Lagos, Nigeria Mohd Nazmi Ali Napiah, Pipeline Engineer, Petronas Gas, Segamat, Malaysia Dr Michael Beller, NDT Systems & Services AG, Stutensee, Germany Jorge Bonnetto, Operations Vice President, TGS, Buenos Aires, Argentina Mauricio Chequer, Tuboscope Pipeline Services, Mexico City, Mexico Dr Andrew Cosham, Atkins Boreas, Newcastle upon Tyne, UK Prof. Rudi Denys, Universiteit Gent – Laboratory Soete, Gent, Belgium Leigh Fletcher, MIAB Technology Pty Ltd, Bright, Australia Roger Gomez Boland, Sub-Gerente Control, Transierra SA, Santa Cruz de la Sierra, Bolivia Daniel Hamburger, Pipeline Maintenance Manager, El Paso Eastern Pipelines, Birmingham, AL, USA Prof. Phil Hopkins, Executive Director, Penspen Ltd, Newcastle upon Tyne, UK Michael Istre, Engineering Supervisor, Project Consulting Services, Houston, TX, USA Dr Shawn Kenny, Memorial University of Newfoundland – Faculty of Engineering and Applied Science, St John’s, Canada Dr Gerhard Knauf, Mannesmann Forschungsinstitut GmbH, Duisburg, Germany Lino Moreira, General Manager – Development and Technology Innovation, Petrobras Transporte SA, Rio de Janeiro, Brazil Prof. Andrew Palmer, Dept of Civil Engineering – National University of Singapore, Singapore Prof. Dimitri Pavlou, Professor of Mechanical Engineering, Technological Institute of Halkida , Halkida, Greece Dr Julia Race, School of Marine Sciences – University of Newcastle, Newcastle upon Tyne, UK Dr John Smart, John Smart & Associates, Houston, TX, USA Jan Spiekhout, NV Nederlandse Gasunie, Groningen, Netherlands Dr Nobuhisa Suzuki, JFE R&D Corporation, Kawasaki, Japan Prof. Sviatoslav Timashev, Russian Academy of Sciences – Science & Engineering Centre, Ekaterinburg, Russia Patrick Vieth, Senior Vice President – Integrity & Materials, CC Technologies, Dublin, OH, USA Dr Joe Zhou, Technology Leader, TransCanada PipeLines Ltd, Calgary, Canada Dr Xian-Kui Zhu, Senior Research Scientist, Battelle Pipeline Technology Center, Columbus, OH, USA ❖❖❖ 4th Quarter, 2008 233 The Journal of Pipeline Engineering incorporating The Journal of Pipeline Integrity Volume 7, No 4 • Fourth Quarter, 2008 O PY Contents C Dr Mo Mohitpour, Andy Jenkins, and Gabe Nahas ........................................................................................... 237 A generalized overview of requirements for the design, construction, and operation of new pipelines for CO2 sequestration PL E Professor José Luiz de Medeiros, Betina M Versiani, and Ofélia Q F Araújo .................................................... 253 A model for pipeline transportation of supercritical CO2 for geological storage Dr Andrew Cosham and Robert J Eiber ............................................................................................................... 281 Fracture propagation in CO2 pipelines SA M H S Costa-Mattos, J M L Reis, R F Sampaio, and V A Perrut ............................................................................. 295 Rehabilitation of corroded steel pipelines with epoxy repair systems Sidney Taylor .......................................................................................................................................................... 307 In-service recoating of a 40-in crude oil pipeline in Kazakhstan Advertisement feature: 2009 Pipeline Pigging and Integrity Management conference and exhibition ............................. 319 ❖❖❖ THE COVER PICTURE shows pipe recoating under way on a project to rehabilitate and recoat 60km of the CPC pipeline in Kazakhstan. The project is discussed in Sidney Taylor’s paper on pages 307-318. 234 The Journal of Pipeline Engineering T HE Journal of Pipeline Engineering (incorporating the Journal of Pipeline Integrity) is an independent, international, quarterly journal, devoted to the subject of promoting the science of pipeline engineering – and maintaining and improving pipeline integrity – for oil, gas, and products pipelines. The editorial content is original papers on all aspects of the subject. Papers sent to the Journal should not be submitted elsewhere while under editorial consideration. Authors wishing to submit papers should send them to the Editor, The Journal of Pipeline Engineering, PO Box 21, Beaconsfield, HP9 1NS, UK or to Clarion Technical Publishers, 3401 Louisiana, Suite 255, Houston, TX 77002, USA. Instructions for authors are available on request: please contact the Editor at the address given below. All contributions will be reviewed for technical content and general presentation. The Journal of Pipeline Engineering aims to publish papers of quality within six months of manuscript acceptance. Notes 4. Back issues: Single issues from current and past volumes (and recent issues of the Journal of Pipeline Integrity) are available for US$87.50 per copy. SA M 3. Information for subscribers: The Journal of Pipeline Engineering (incorporating the Journal of Pipeline Integrity) is published four times each year. The subscription price for 2008 is US$350 per year (inc. airmail postage). Members of the Professional Institute of Pipeline Engineers can subscribe for the special rate of US$175/year (inc. airmail postage). Subscribers receive free on-line access to all issues of the Journal during the period of their subscription. O 5. Publisher: The Journal of Pipeline Engineering is published by Scientific Surveys Ltd (UK) and Clarion Technical Publishers (USA): C PL E 2. Copyright and photocopying: © 2008 Scientific Surveys Ltd and Clarion Technical Publishers. All rights reserved. No part of this publication may be reproduced, stored or transmitted in any form or by any means without the prior permission in writing from the copyright holder. Authorization to photocopy items for internal and personal use is granted by the copyright holder for libraries and other users registered with their local reproduction rights organization. This consent does not extend to other kinds of copying such as copying for general distribution, for advertising and promotional purposes, for creating new collective works, or for resale. Special requests should be addressed to Scientific Surveys Ltd, PO Box 21, Beaconsfield HP9 1NS, UK, email: [email protected]. PY 1. Disclaimer: While every effort is made to check the accuracy of the contributions published in The Journal of Pipeline Engineering, Scientific Surveys Ltd and Clarion Technical Publishers do not accept responsibility for the views expressed which, although made in good faith, are those of the authors alone. Scientific Surveys Ltd, PO Box 21, Beaconsfield HP9 1NS, UK tel: +44 (0)1494 675139 fax: +44 (0)1494 670155 email: [email protected] web: www.j-pipe-eng.com www.pipemag.com Editor and publisher: John Tiratsoo email: [email protected] Clarion Technical Publishers, 3401 Louisiana, Suite 255, Houston TX 77002, USA tel: +1 713 521 5929 fax: +1 713 521 9255 web: www.clarion.org Associate publisher: BJ Lowe email: [email protected] 6. ISSN 1753 2116 vvv www.j-pipe-eng.com went live on 1 September 2008 4th Quarter, 2008 235 Editorial Where’s the T in CCGS? O PY A further aspect is associated with the fact that the gas to be transported will not be pure naturally-occurring CO2, which is currently being transported by pipeline without problem in a number of places. It will be so-called ‘anthropogenic’ CO2 (i.e. man-made), and it will by no means be pure if its origins are power-station and industrial sources. The uninitiated might think: “a gas is a gas, CO2 is all around us, so what’s the problem?”. But CO2 is a difficult gas to move by pipeline, and even minor impurities make it far more problematic. C T The Journal is privileged in this issue to have been able to publish three significant papers on aspects of CO2 transportation by pipeline, written by international experts who have informed views of the issues involved. Dr Mo Mohitpour of Tempsys Pipeline Solutions in Canada and co-authors from TransCanada PipeLines introduce the subject with their wide-ranging overview of the current status of CO2 transportation, and some of the design aspects that it will be necessary to accommodate if largescale CO2 pipelines are to become a reality. Following this, Professor Jose Luiz de Medeiros of Rio de Janeiro’s Federal University and colleagues discuss two models that have been developed to design CO2 pipelines; taking as a starting point the McCoy model, the authors examine in detail the advantages and disadvantages of this ‘base-case’, and go on to introduce their newly-developed approach which they consider is more attuned to the actual situation that will be faced by pipeline designers in this context. They acknowledge that this is only a step towards a fully-flexible solution, postulating that further work will be required properly to incorporate all of the varying parameters that are necessary. SA M PL E HE RECENT international seminar in Salvador, Brazil1, on the subject of carbon dioxide capture and geologic storage (CCGS) gave rise to a number of interesting discussions as participants were updated on the latest views and research in this important area. CCGS -– or, perhaps more usually, CCS – is a subject of widespread importance and frequent discussion, although there seem as yet to be few solutions to either the ‘capture’ or the ‘geologic storage’ problems. Some of the figures for quantities of CO2 that will need to be both captured and stored are breathtaking in their size, and thy are followed by unanswered questions about how long-term storage (is this a hundred years, a thousand years, an aeon?, and who will have the responsibility for managing the process?) is to be effected. Another interesting aspect of the event, which seems to be echoed at similar discussions around the world, was that of the 150 or so papers and presentations, only eight referred to the elephant-in-the-corner issue of transportation of the CO2 from the capture site to the storage site: hence the title of this editorial. Arguably, CCGS – or CCTGS – is not the right route to be followed to reduce the effects of global warming, and there are many other fora in which this is being debated. But if it is accepted that CCTGS plays a part, than the transportation aspect is huge. The sheer quantities of CO2 that will need to be transported will probably considerably exceed the amount of natural gas and crude oil that is currently being transported by pipeline world-wide, requiring a vast new international pipeline network to be constructed from scratch. The deadlines being quoted for carbon emissions’ reduction mean that this network will need to be implemented in the next ten years or less, and the pipelines themselves will be long-distance, and through developed regions where routeing will itself be a major issue. The long-distance aspect is of particular relevance, as the regions and strata suitable for geologic storage are all far from the locations where the carbon dioxide is being emitted. *2nd International Seminar on Carbon Capture and Geological Storage, Salvador, Brazil, 9-12 September, 2008. Organized by Petrobras University, Rio de Janeiro. The third paper on the general subject is from Dr Andrew Cosham of Atkins Boreas in the UK and Robert Eiber of his eponymously-named consulting firm in Columbus, USA. This paper delves further into the technicalities of pipeline design for CO2 transportation, and examines the issue of fracture propagation. The authors point out that fracture propagation control will require careful consideration in the design of a CO2 pipeline, which may be considerably more susceptible to long-running ductile 236 The Journal of Pipeline Engineering Performance of European cross-country oil pipelines B PY There were 12 spillage incidents reported in 2006, corresponding to 0.34 spillages per 1000km of line. This is slightly above the five-year average but well below the longterm running average of 0.56, which has been steadily decreasing over the years from a peak of 1.2 in the mid 1970s. There were no reported fires or fatalities – but one injury – connected with these spills. The gross spillage volume was 726cum, equivalent to 0.9 parts per million (ppm) of the total volume transported: this corresponds to 21cum per 1000km of pipeline, and compares favourably with the long-term average of 57. Nearly 99% of the spilled volume was recovered or disposed of safely. O Most of the reported pipeline spillages were small, and just over 5% of the spillages since 1971 have been responsible for 50% of the gross volume spilled. Pipelines carrying hot oils (such as fuel oil) have, in the past, suffered very severely from external corrosion due to design and construction problems. Many have been shut down or switched to cold service, and the great majority of the pipelines included in this review now carry unheated petroleum products or crude oil. PL E The two further papers in this issue relate to pipeline rehabilitation. Professor Jorge Reis ad colleagues from the Universidade Federal Fluminense at Niteroi in Brazil, in association with Petrobras’ research institution CENPES, describe their work on scientifically analysing epoxy repair systems for carbon-steel pipelines. They conclude that while composite repair systems may not be totally effective for certain circumstances (in particular, through-thickness corrosion defects), they have identified a simple and systematic methodology for repairing leaking corrosion defects in metallic pipelines with epoxy resins. Finally, Sidney Taylor of Incal Pipeline Rehabilitation (based in France, Russia, and the USA) discusses in detail a rehabilitation project on the CPC pipeline in Kazakhstan, were 60km of the line has been recoated and refurbished using a somewhat unusual technology. which, at the end of 2006, had a combined length of 35,390km, slightly more than the 2005 inventory; the difference is mainly due to corrections in the reported data. The volume transported in 2006 was 805m cum of crude oil and refined products, a figure which has been stable in recent years; total traffic volume in 2006 was estimated at 130 x 109 cum km. C fractures than natural gas pipelines. The need to prevent such propagating fractures imposes either a minimum required toughness or a requirement for mechanical crack arrestors and in some situations the requirement for fracture propagation control will dictate the design of a CO2 pipeline. The issues are illustrated in examples involving the design of an 18-in and a 24-in pipeline, and the authors conclude that if fracture control is considered early in the design, any constraints on the design can be identified and, in principle, resolved without too much difficulty. SA M RUSSELS-based CONCAWE – the oil companies’ European association for the environment, health, and safety in refining and distribution – has for the last 36 years been collecting spillage data on European crosscountry oil pipelines, paying particular attention to spillage volumes, clean-up and recovery, environmental consequences, and incident causes. As many readers will be aware, the results of these surveys have been published in annual reports since 1971, and form a most important statistical record. CONCAWE’s latest report, published in August2, covers the performance of these pipelines in 2006, and includes a full historical perspective going back to 1971. The performance over the complete 36-year period is analysed in various ways, including gross and net spillage volumes and spillage causes, which are grouped into five main categories: mechanical failure, operational, corrosion, natural hazard, and third party. The rate of inspections by intelligent pigs is also reported. Approximately 70 companies and agencies operating oil pipelines in Europe currently provide data for this annual survey. These organizations operate 159 pipeline systems 2 Performance of European cross-country oil pipelines: a statistical summary of reported spillages in 2006 and since 1971. Published by CONCAWE, Brussels, www.concawe.org. Half the 2006 incidents were related to mechanical failures, four to third-party activities, and two to corrosion. Over the long term, third-party activities remain the main cause of spillage incidents, although it has been progressively reduced over the years. Mechanical failure is the second largest cause of spillage; after great progress in reducing this during the first 20 years of the reviews, the frequency of mechanical failure has been following an upward trend since the mid 1990s. Most of the European pipeline systems involved were constructed in the 1960s and 1970s. CONCAWE points out that in 1971, 70% of the inventory was 10 years old or less; by 2006, only 7% was 10 years old or less, and 37% was over 40 years old. However, this ageing does not appear to have led to any increase in spillages. Over the complete survey period (from 1971) the two most important causes of spillages are third-party incidents and mechanical failure, with corrosion well back in third place and operational and natural hazards making minor contributions. Significantly, third-party incident frequency has been reduced progressively over the years although, having made good progress prior to 1991, it appears that this trend might subsequently be reversing. In 2006, 78 runs by all types of intelligent pig covered 7020km of pipeline. Most inspection programmes involved concluded on page 292 4th Quarter, 2008 237 A generalized overview of requirements for the design, construction, and operation of new pipelines for CO2 sequestration by Dr Mo Mohitpour*1, Andy Jenkins2, and Gabe Nahas3 PY 1 Tempsys Pipeline Solutions Inc, White Rock, BC, Canada 2 Vice President, TransCanada PipeLines Ltd, Calgary, AB, Canada 3 Project Manger, TransCanada PipeLines Ltd, Calgary, AB, Canada O SA M PL E C O VER RECENT decades, carbon dioxide has been transported through pipelines with no demonstrated examples of substantial leakage, ruptures, or incidents, and more CO2 pipelines are expected to be built within the next ten years due to economic and environmental drivers (high oil prices, climatechange-related policies), for carbon capture and geological sequestration (CCS), for re-injection, and to support enhanced oil recovery (EOR) projects. While there are some differences between CO2 transportation for EOR and CCS (such as impurities and routeing through more populated areas), if industry experience and best practice are followed, there seems to be little reason to be concerned about the design, construction, operation, and safety of CO2 pipelines for CCS; an added advantage is that CCS for EOR using captured CO2 brings two benefits for same cost. C ARBON DIOXIDE (CO2) is a colourless, odourless, non-flammable, non-toxic substance that may exist as a gas, liquid, solid, or in all three phases at its triple point. The critical pressure and temperature of CO2 is 1070psi (7377kPa) and 88oF (31oC), respectively. It is present in earth’s atmosphere at a current concentration level of approximately 370ppm (0.037%), although somewhat higher concentrations may occur in occupied buildings. Air in the lungs contains approximately 5.5% (55,000ppm) of CO2. Although it is non-toxic, air containing 10-20% CO2 concentrations by volume are immediately hazardous to life by causing unconsciousness, failure of respiratory muscles, and a change in the pH of the bloodstream. *Author’s contact information: tel: +1 604 618 6784 email: [email protected] CO2 may be shipped as either a gas or a liquid. Pipeline transportation of CO2 is usually at high pressures in liquid state or as a gas in dense phase. International concerns over global warming continue to grow: man-made emissions of carbon dioxide have become the main focus of government policies, as carbon dioxide is the largest contributor to anthropogenic greenhouse gas emissions. With increasing global energy use and consequential CO2 emissions (see Fig.1 [1]) and expectation of continuing high oil prices, CO2 capture and storage (CCS) is becoming a viable option for managing man-made greenhouse gases. Figure 2 indicates the percentage breakdown of sources of CO2 emissions in the USA [1]. The inset in the figure provides global breakdowns indicating that the level of CO2 emission that can possibly lead to capture and use is The Journal of Pipeline Engineering Fig.1. Trend in global energy use and CO2 emissions [1]. • • • • • C Carbon dioxide (CO2 ) is a combustion by-product of fossil fuels (oil, natural gas, coal) that are used for electricity production, transportation, heating, and industrial applications. It is also released when solid waste, wood, and wood particles are burned. PL E CO2 and greenhouse gas emissions methane (CH4) nitrous oxide (N2O) hydrofluorocarbons (HFCs) perfluorocarbons (PFCs), and sulphur hexafluoride (SF6) O largest from electrical power generation and industrial usage (cement, chemical, and pharmaceutical manufacture, etc.). PY 238 SA M CO2 is one of six anthropogenic greenhouse gases (GHGs) that have been targeted by the international community as causing global warming. The other five man-made GHGs of concern are: Fig.2. Breakdown of the causes of CO2 emission. Carbon dioxide capture and storage is a process for reducing 239 Fig.3. CO2 and greenhouse-gas emission chronology. SA M PL E C O PY 4th Quarter, 2008 Table 1. CO2 safety profile [3]. * National Institute for Occupational Safety and Health. The Journal of Pipeline Engineering PL E C O PY 240 Fig.4. Phase diagram for pure CO2 (after refs 4 and 5). SA M GHG emissions into the atmosphere by first extracting CO2 from the gas streams typically emitted during electricity production, fuel processing, and other industrial processes. The CCS process involves three stages: gathering of the CO2 from emitting sources or CO2-rich reservoirs, transmission of the CO2 to the storage site, usually by pipeline, and injection of the CO2 into the geological reservoir. Awareness of greenhouse-gas emission goes as far back as 1896 when Svante Arrhenius (1859–1927), a Swedish scientist, postulated that fossil fuel combustion may eventually result in enhanced global warming [2]. He proposed a relation between atmospheric carbon dioxide concentrations and temperature that is the forefather of present-day CO2 emission calculations. The chronology of CO2 and GHGs is indicated in Fig.3. At low concentrations (1% by volume), CO2 causes no ill effects on humans, fauna, or flora. At concentrations of about 6% by volume, CO2 can cause nausea, vomiting, diarrhoea, and irritation to mucous membranes, skin lesions, and sweating. At about 10% by volume, it cause asphyxiation, Table 1 [3]. CO2 is a fluid with unusual properties. Its phase diagram is illustrated in Fig.4 [6]; CO2’s triple point and critical points respectively exist at 0.52MPa (5.2bar), -56.6oC, and 7.38MPa (73.8bar), +31oC. The line connecting the two points is the vapour-liquid line separating the gaseous and liquid phases. The triple-point CO2 exists as one of the three phases: solid, liquid, or gas. Safety data and phase characteristics The properties of CO2 are unusual compared to other fluids transported through pipelines. For example pipeline temperatures for methane are generally above the critical point of methane, and therefore no phase change would be expected to occur during the transportation. Oil pipelines also operate at pressures lower than the critical point, and therefore produce no phase change. CO2 is essential for life, being a critical component in photosynthesis. As an example of this, greenhouses purposely elevate CO2 levels in order to “fertilize” the plants they contain. It is important to avoid phase changes during pipeline operation. However, as the critical point for CO2 is closer to the pressures/temperatures that may be encountered during pipeline operation, the design and operation of 241 PY 4th Quarter, 2008 • 1972: PL E CO2 pipelines are more complicated than that for other fluid-transportation pipelines. To avoid phase changes, therefore, CO2 is generally transported in the temperature range 4-24oC [7]. C O Fig.5. Typical thermodynamic path for compression, cooling, and pipeline operation for CO2. • 1972: SA M CO2 pipeline milestones and experience World experience of CO2 pipelines is about 7500km, of which 6000km (3700miles) are mostly large-diameter and operational in the USA. The oil industry uses CO2 (currently, mostly in pure form) for enhancing oil production. CO2-enhanced oil recovery (CO2-EOR) is currently employed in the USA and Canada, Turkey, and Trinidad and Tobago as well as Brazil. Of the 74 globallyactive facilities, 70 are in the USA (administered by 27 operators). The following highlight achievments in EOR and CCS, as well in the use of pipelines as a mode of transportation: • early 1960s: injection of CO2 (by the oil industry) for secondary and tertiary EOR • 1970s: low-volume geologic storage of CO2 (onshore) for EOR • 1970s: removal of CO2 from flue gas from power plants construction of the first onshore CO2 transmission pipeline (Canyon Reef Carriers) first major CO2 flood (in Scurry County, Texas) • 1979-1989: major naturally-occurring CO2 discovered (N-CO2) • 1989: acid gas injection • 1996: first offshore saline aquifer injection (Statoil) • 2008: highest-ever oil prices ($145/brl) Long-distance CO2 pipelines serve these CO2-EOR projects and, as indicated, many of these pipelines have been operating since the early 1970s. From the offshore perspective, Snohvit (in the Norwegian sector of the North Sea) is the field with the (first) offshore CO2 transmission pipeline. Since 1996, Statoil (Norway’s state-owned oil company) has been injecting carbon dioxide from a by-product of natural gas recovery into a 32,000sqkm aquifer 800m below the floor of the North Sea in this field (also known as the Sleipner field [5]). This innovative approach to greenhouse gas reduction was spurred in 1991 by a government-imposed carbon tax on all carbon emissions from extraction activities on Norway’s continental shelf. In The Journal of Pipeline Engineering PY 242 C standards, and no specialty fluid-transmission code is applicable or available. CO2 pipelines were unregulated until 1986; however, ASME/ANSI B31.4 and B31.8 are generally applicable, as appropriate. PL E order to avoid a NOK 1-million/day penalty, Statoil developed a carbon capture, transportation, and injection scheme that stores the carbon dioxide in the underground aquifer once it has been removed from the natural gas. O Table 2. Major North American CO2 pipelines. SA M From an onshore perspective, transportation, injection, and storage of CO2 in the last 36 years has mostly been from underground natural deposits/reservoirs such as those located in Colorado, USA. A typical system includes CO2 gathering, CO2 dome fields, and processing (water removal/dehydration, compression, as CO2 from natural sources is water saturated). Therefore CO2, after being gathered from wells, is conditioned (through three-phase separators) and then compressed. A considerable amount of water is condensed during the first and second compression cycles, followed by removal of water by amine absorbers and subsequently further compressions to assure water-free and dry CO2 prior to pipeline transportation in liquid form, Fig.5 [8]. Table 2 and Figs 6 and 7 summarize the major CO2 pipelines operating in North America, many of which have been operating since the early 1980s, with the CO2 being transported at over 2500psi as a supercritical or densephase fluid in the economically-preferable state [8]. North American regulatory oversight Existing CO2 pipeline facilities have been designed to meet current gas and/or oil pipeline system codes and In the US, CO2 pipelines are regulated by the US Department of Transportation’s (DOT) Code of Federal Regulation (CFR ) Section 195 Liquids Pipelines (for the transportation of CO2 in Liquid Form). Under US DOT CFR 195, CO2 is regulated as a “hazardous material and carbon dioxide”. In Canada, the Natural Resources Code, Chapter 117, Hazardous liquids or carbon dioxide pipeline transportation industry, 2005, as well CSA Z662, 2007, apply. CO2 pipelines are considered ‘high volatile/low hazard and low risk’ facilities. However, the US DOT consistently has adopted the language of “hazardous materials and carbon dioxide.” This means that a higher level of inspection is required for CO2 pipelines than for crude oil pipelines. Regulations specifically call for 26 inspections (generally monitoring of pipeline rights of way) per year. CO2 is classified as a Class L material, in other words highly volatile, non-flammable, and non-toxic. No judgment is made on CO2 as a safety risk. There is a specific call to mitigate fracture propagation with a fracture arrestor. Generally, fracture arrestors are specified where materials do not have sufficient toughness to arrest running fracture. Valve material compatibility in CO2 service is also a requirement. 243 PY 4th Quarter, 2008 M SA • All CO2 pipeline applications are subject to a mandatory review by regulatory bodies to ensure technical completeness and operational safety. • Since CO2 is non-toxic, no specific requirements for setbacks, emergency response planning (ERP), or leak detection are required. • Because CO2 is heavier than air and tends to accumulate in low areas (ventilation is poor), pipeline Fig.7. US pipeline laterals, and the Canadian distribution system [9]. operators are required to be trained in safe working procedures in oxygen-deficient atmospheres as well in the handing of fluids that undergo phase changes under pressure (asphyxiation occurs at concentrations greater than 5%). C PL E Because CO2 is being treated as hazardous, but not declared hazardous, all the review requirements for high-risk hazardous pipelines apply in the US if the pipeline is greater than 457mm (NPS18), or passes through a populated area; the term “populated area” means a population density greater than 1,000/square mile (400/sqkm). However from a Canadian regulatory perspective, the following are applicable: O Fig.6. Major CO2 sources and pipeline locations in North America. • Inspection requirements (every five years) include smart pigging (which is difficult in CO2 pipelines) and direct assessment. From a governmental policy point of view, specific legislative proposals are being reviewed that reflect the current perception that CO2 capture probably represents the largest technological hurdle to implementing widespread CCS, and that CO2 transportation by pipeline does not present as significant a barrier. While these perceptions may be accurate, industry and regulatory bodies are identifying important policy issues related specifically to CO2 pipelines which may require government attention [10]. 244 The Journal of Pipeline Engineering Overall design and installation considerations SA M From a hydraulics point of view, CO2 composition/purity and characteristics (see Fig.4) impact system design and hence pipeline operation. These components affect the following, which in turn affect pipeline capacity and operational requirements: • density/specific volume • viscosity • specific heat (at constant pressure and constant volume) • compressibility • enthalpy/entropy • conductivity O leak tests pigging ‘slinky’ and water-hammer effects safety considerations C CO2 composition drives pipeline design, and the following compositions are typical of the CO2 that is generally transported through pipelines from CO2-rich fields: PL E The pipeline industry requires that CO2 transmission systems be designed and constructed at optimal cost, bearing in mind that they must be safe, reliable, and have minimal impact on the environment and the general public. This is achieved by consideration of a number of factors, including those of design and installation as indicated in Fig.8. • • • • PY Fig.8. Overall design and installation considerations for CO2 pipelines. • • • • CO2: N2: CH4: H2S: 98.372% – 98.350% 1.521% – 0.136% 0.107% – 1.514% 0.000 (approx.) A typical CO2 pipeline quality specification for enhanced oil recovery (EOR) is indicated in Table 3. Excessive water content in CO2 can cause formation of highly-corrosive carbonic acid, levels of between 18 and 30lb/MMscf (288–480 mg/m3) of which are accepted by industry for CO2 transmission in carbon steel pipelines. Effect of impurities Impact on pipeline capacity An example of variation of density with temperature for pure CO2 is given in Fig.9; it is significant to note the nonlinearity of these properties at normal pipeline operating temperatures and pressures [8]. Other factors affecting the design or operation of CO2 pipelines are: • • • • • impurities/sensitive properties water content CO2 concentration thermodynamic characteristics dense-phase handling CO2 impurities significantly affect pipeline design, and in particular the system capacity. Impurities influence the vapour pressure of CO2, and thus affect the pipeline’s capacity and its facilities’ capabilities and design. The affect of composition of CO2 on the phase diagram is shown in Fig.10, and the influence on a typical pipeline capacity is shown in Fig.11. Impurities generally open-up the CO2 gas/liquid bubble (i.e. increase the area of two-phase region, Fig.10), and move the critical point, thus affecting the vapour pressure and temperature. Generally, the critical pressure increases, but the critical temperature decreases as the level of impurities is increased or changed. This, in 245 PY 4th Quarter, 2008 C the minimum pump suction pressure must be set higher than the fluid vapour pressure. A high pump suction pressure requires a correspondingly-higher maximum operating pressure so that optimum station spacing and flow rate can be attained. Alternatively, pump stations have to be spaced closer than required to meet the required net positive suction head (NPSH). PL E turn, affects the operating range of a pipeline and the way CO2 is transported (in liquid rather than supercritical dense phase, for instance). O Fig.9. Density variation of CO2 with temperature (a property significant in pipeline flow computations). M For a given pressure drop, the presence of impurities markedly reduces the pipeline capacity (Fig.11) as they affect the operating region; it has been shown that the reduction in capacity is more significant at larger diameters [7]. SA Centrifugal pumps are used to transport CO2 at liquid dense-phase or supercritical conditions. The advantages of such pumps are their lower cost, better efficiency, higher reliability, and good operating flexibility. CO2 impurities affect pump design, however. In order to prevent cavitation, A propagating ductile fracture is driven by fluid pressure which acts on the unrestrained walls of a fractured pipe. A ductile fracture will not propagate if there is insufficient energy in the system to overcome resistance to the propagation of the fracture. Decompression characteristics % P re se n t Level R e a so n f o r le v e l c o n c e rn 95 M in M in im um m iscibility pr e ssur e (M M P)* N itr o g e n 4 M ax M in im um m iscibility pr e ssur e (M M P)* Hydr ocar bon 5 M ax M in im um m iscibility pr e ssur e (M M P)* 480 m g / m 3(30 lb/ M M SCF) M ax Cor r osion 0.001 (10 ppm ) M ax Cor r osion 0.01-0.02 (10-200 ppm ) M ax S a f e ty 0.04 m l/ m 3 (0.3 US g al/ M M SCF) M ax O p e r a tio n s 6 5 oC M ax M ate r ial ( in cludin g coatin g ) C o m p o n e n ts CO 2 Wate r O xyg e n H2S Table 3. Pipeline quality CO2 (*due to minimum miscibility pressure) requirement for EOR use only. Impact on fracture control properties Glycol Te m pe r atur e The Journal of Pipeline Engineering PY 246 C t σd σf σy = pipe wall thickness (m) = decompressed pipe hoop stress (Pa) = pipe steel flow stress = yield stress (MPa) PL E of liquid or dense-phase CO2 lead to a high vapour pressure during decompression, and this results in a high driving force at the crack tip concentrating large stresses in the hoop direction at the fracture tip, similar to natural gas pipelines (Fig.12). O Fig.10. Phase diagram showing the influence of impurities on CO2. SA M CO2 pipelines, as natural gas pipelines, are susceptible to running ductile fractures [11]. The pipeline has to fail first for fracture propagation to be an issue: when a CO2 pipeline is burst (mostly due to external forces or corrosion), high vapour pressure can prevent rapid depressurization which, in turn, can cause a propagating ductile fracture. The arrest of propagating ductile fractures is an important criterion that needs to be considered when designing CO2 pipelines. The fracture-arrest criterion stipulated by Battelle states that ductile fractures will not propagate if the pipeline is designed such that: σd 2 ⎛ −π EN ⎞ > cos −1 exp ⎜ ⎟ σf π ⎝ 24 ⎠ 3.33 where: σd = and EN = A Cv D E EN Pd Pd D 2t EC v 1 ⎛ Dt ⎞ 2 Aσ f2 ⎜ ⎟ ⎝ 2 ⎠ = area beneath Charpy notch (m2) = material Charpy notch toughness (J) = pipe outside diameter (m) = Young’s modulus of elasticity (Pa) = normalized toughness parameter = decompressed pressure (Pa) Examination of the fracture-control equation indicates that the pipe flow stress σf has to be equal to or greater than the decompressed hoop stress σd by a factor of 3.33 to ensure avoidance of ductile fracture propagation in CO2 pipelines [11]. Alternatively, the pipe toughness, strength, or wall thickness has to be increased to satisfy the condition for no ductile fracture. As indicated above, impurities drag the phase envelope to the left, Fig.10, and impurities cause a lowering of the critical pressure and, generally, temperature. The phase boundary determines the vapour pressure; this sets the decompression pressure at a pipeline break or rupture which, in turn, decides if a ductile fracture will occur or not. Cosham and Eiber [12] indicate that the increase in impurities in CO2 will require pipes having a higher wall thickness or toughness to arrest a ductile fracture. Salient design and operational considerations Some of the special features of CO2 that need to be taken into account in any pipeline design include [8, 13]: • The need to dehydrate the CO2 stream to reduce corrosion. • Some petroleum-based and synthetic lubricants can 4th Quarter, 2008 247 Fig.11. The effect of impurities on pipeline capacity (based on 82.7kPa/ km pressure drop at 10341kPa in an NPS 16 pipeline at 16oC). potential for flow transients, known as “water hammer” by including some surge capacity. O Other factors include: C • a provision to reduce the possibility of brittle fracture and ductile fracture propagation. Lower-grade steel, higher wall thickness and/or toughness; alternatively, installation of fracture arrestors can be implemented. • assessments of high-consequence areas under pipeline-integrity management programmes. PL E • Supercritical CO2 can damage some elastomer sealing materials. Elastomers are permeable to CO2, and a pressure release may cause explosive decompression and blistering. The solution is generally to control the rate of decompression, or at least the number of decompression cycles, and to choose a high Durometer elastomer (> 90) elastomer that has a solubility rating farthest from CO2. PY harden and become ineffective in the presence of CO2. • Viton valve seats and Flexitallic gaskets are typically specified in the USA for CO2 pipelines. SA M • CO2 cools dramatically during decompression, so pressure and temperature must be controlled for routine maintenance. • Dry CO2 has poor lubricating properties which require special design features for compressors, pumps, and traps, etc. • The pipeline needs to be designed to minimize the Fig.12. Ductile and brittle fracture outcomes. The thermodynamic characteristics of CO2 make pressure and temperature ranges critical in pipeline operation. Blow-downs (Fig.13 [14]) and pipeline loading must be controlled over significantly-longer times than in normal natural gas pipeline procedures, to prevent excessively-low temperature gradients. CO2 has significant mass, and therefore its release at high pressures is noisy, cold, and powerful. Depressuring CO2 from pipeline-injection pressures to atmospheric pressure can result in auto-refrigeration temperatures of -90°C, and The Journal of Pipeline Engineering CO2 pipelines are equipped with scraper traps, Fig.14. However, the industry has significant problems with pigging CO2 pipelines when using rubberized material for the pig’s components. Pipeline pigging in CO2 service is also difficult SA M PL E this will require the use of flare pre-heaters as well as lowtemperature materials. Blow-downs are sized for blowing down a 32-km section of pipeline in 6-8 hours to avoid dry ice formation. C Fig.13. Blow-down of a pure CO2 pipeline [14]. O PY 248 Fig.14. Scraper traps in a typical CO2 pipeline application. 4th Quarter, 2008 249 Fig.15. Typical CO2 orifice meter run (for custody transfer). PY PL E • Meter runs require insulation as a 1ºF (0.5ºC) temperature differential can swing pressures by up to 20psi. Incidents related to CO2 pipe operation are rare. The US DOT’s Office of Pipeline Safety’s statistics for the period 1994 to 2000 on pipeline incidents in the USA show no significant statistics on CO2 pipeline incidents. Considering the number of CO2 pipelines, it can be concluded that the number of incidents is lower than for hazardous liquid pipelines in general. There were no injuries or fatalities associated with incidents on CO2 pipelines that have been reported, and the cost of the resultant property damage was significantly less than for hazardous liquid pipelines. O Piping design, Figs 15 and 16, for CO2 operation generally considers the following: CO2 pipeline operational safety considerations C without the aid of a precursor lubricant such as diesel, because dry CO2 has very poor lubricating characteristics. Industry experience indicates that, after pipeline commissioning, the use of scrapers is redundant as very little moisture drops out. • Orifice plates (with a 0.400-in pressure transmitter connected to a flow computer) are used for CO2 flow measurement. SA M • Meter runs are typically equipped with differential pressure and temperature recorders as well as a densitometer. A pressure-relief system is also added. The only incident of significant importance relates to CO2 release from a non-pipeline source. In August, 1986, at Lake Nyos in Cameroon, West Africa, a volcanic crater lake released a large volume of CO2 (Fig.17 [15]). This was not a volcanic eruption, but a gas burst. A natural release of Fig.16. Typical station block-valve arrangement. 250 The Journal of Pipeline Engineering ventilation to prevent accumulation. An additional measure to reduce risk could include adding chemical odorants, like those added to natural gas, which help in detecting leaks especially around more populous areas. This technique has had a positive impact on leak detection at the Weyburn facility and its supplying pipeline [17]. Fig.17. CO2 release from volcanic eruption, Lake Nyos, Cameroon [15]. Public safety is the top priority in any pipeline emergencies. “Emergency “ is defined as any unforeseen combination of circumstances or disruption of normal operating conditions that poses a potential threat to human life, health, environment, or property if not contained, controlled, or eliminated. The two primary operational safety considerations for CO2 facilities are therefore: • to avoid suffocation in areas where CO2 may be blowing-down, leaking, and displacing oxygen (especially in enclosed or low-lying areas); and • to exercise extreme caution when operating or maintaining high-pressure CO2 facilities due to the compressibility and potentially-violent expansion (150 to 1) of CO2 as it changes phase. C O A typical dispersion of a CO2 vapour cloud after release from a pipeline is shown in Fig.18 [3]. With reference to Table 1, staging areas for responding to emergencies during a rupture can be identified. This allows for an organized response to the release, including proper siting of emergencyresponse personnel and equipment, and safe and effective performance of necessary work. Typical modelling for CO2 source characterization and dispersion can be made using commercially-available software such as BP’s CIRRUS. PL E In comparison 10km of NPS 12 pipeline contains about 380 million cum of CO2 (at standard pressure and temperature, operating at 15.3MPa and 20oC) which is about 210 – 2600 times less than the Lake Nyos incident [16]. For a 32-km section of NPS 36 pipeline, this is equal to about 9 million cum. The best practice for CO2 pipeline design thus includes, but is not limited to, selecting sites and methods that reduce the probability of accumulation resulting from leakage or injection well failure. PY between 80 million and 1 billion cum of CO2 was recorded. Being denser than air, the CO2 failed to disperse, and flowed down into nearby populated valleys, resulting in the deaths of about 1700 people. SA M Best site selection practices would involve selecting a site away from populated areas and, if indoors, having sufficient Fig.18. A typical CO2 cloud after release from a pipeline (after Ref. 3). 4th Quarter, 2008 251 • There is a significant knowledge base, developed from the experience gained from 36 years of operation and regulation of the existing CO2 pipelines by operators and regulatory bodies. This knowledge and expertise is available when considering the development of new CO2 pipelines and networks. • Over this 36-year period, CO2 has been transported through pipelines with no demonstrated examples of substantial leakage, rupture, or incident. • More CO2 pipelines are expected to be built within the next decade due to the economic and environmental drivers (high oil prices, climatechange-related policies) for carbon capture/ geological sequestration, for re-injection, and to support enhanced oil recovery projects. M PL E • While there are some differences between CO2 transportation for EOR and CCS (such as impurities and routeing through more-populated areas), if industry experience and best practice are followed, there would seem to be little reason to be concerned about the design, construction, operation, or safety of CO2 pipelines for CCS. PY • Most existing pipelines are mainly sited in areas of low to medium population densities. O • There are already in existence long-distance CO2 pipelines and also networks of CO2-distribution pipelines. 2. H.A.M.Sneiders, 1970. Arrhenius, savante august. Dictionary of Scientific Biography. 3. A.Turner, J.Hardy, and B.Hooper, 2006. Risks associated with a CO2 pipeline: methodology and case study. GHGT 8,Trondheim, 19 -22 June, https://extra.co2crc.com.au/ modules/pts2/download.php?file_id=951&rec_id=369. 4. S.T.McCoy, 2008. The economics of CO2 transport by pipeline and storage in saline aquifers and oil reservoirs. PhD Thesis, Carnegie Mellon University Pittsburgh, PA. 5. O.Kaarstad, 2005. Carbon capture and storage: the visions. New and innovative approaches for CO2 capture and storage. International Seminars on Planetary Emergencies 34th Session, Erice, Sicily, August 24. 6. O.Kaarstad, 2004. Creating a North Sea CO2 value chain. Statoil ASA, http://ec.europa.eu/research/energy/pdf/ 14_1610_kaarstad_en.pdf. 7. P.N.Seevam, J.M.Race, J.M.Downie, and P.Hopkins, 2008. Transporting the next generation of CO2 for carbon capture and storage: the impact of impurities on supercritical CO2 pipelines. Proc..ASME 7th International Pipeline Conference, Calgary Alberta, Canada, Sept 29-Oct 3, IPC2008-64063. 8. M.Mohitpour, H.Golshan, and A.Murray, 2007. Pipeline design and construction – a practical approach. 3rd edn, ASME Press, New York. 9. K.Havens, 2008. CO2 transportation. Indiana Center for Coal Technology Research, June 5, http://www.purdue.edu/ dp/energy/pdfs/CCTR/presentations/Havens-CCTRJune08.pdf. 10. P.W.Parfomak and P.Foldger, 2007. Carbon dioxide (CO2) pipelines for carbon sequestration: emerging policy issues. CRS Report for the US Congress, RL33971http:// www.iepa.com/ETAAC/ETAAC%20Handouts%208-8-07/ CRS%20-%20Report%20CO2%20Pipelines%20for %20CCS%20k%20davis.pdf. 11. G.G.King, 1981. Design of carbon dioxide pipelines. Presented at ASME Energy-Sources Technology Conference and Exhibition ( ETCE), Houston, Texas, Jan 18-22. 12. A.Cosham and R.J.Eiber, 2008. Fracture control in carbon dioxide pipelines – the effect of impurities. Proc..ASME 7th International Pipeline Conference, Calgary, Alberta, Canada, Sept 29-Oct 3, IPC 2008-64346. 13. A.Jenkins and M.Mohitpour, 2008. Design, construction and operation of new pipelines for CO2 sequestration: an overview of technical requirements. 2nd Petrobras International Seminar on CO2 Capture and Geological Storage, 9-12 Sept, Salvador, Brazil. 14. Kinder Morgan, 2006. CO2 transportation. Presented at World Resources Institute, February 28. 15. K.Krajick, 2003. Defusing Africa’s killer lakes. Smithsonian, 34, 6. 46-55. 16. J.Dillon, 2008. Status of CO2 capture and sequestration in Canada. Hatch Energy Presentation, May 19. 17. J.Gale and J.Davison, 2002. Transmission of CO2 – safety and economic considerations. IEA Greenhouse Gas R&D Programme, presented at the GHGT-6 Conference, Kyoto, Japan, October. http://www.usea.org/CFFS/CFFSErice/ Presentations-Remarks/Kaarstad%201430.pdf. C Conclusions SA • CCS for EOR using captured CO2 brings two benefits for the same cost. • Incentives should be designed to be revenue-positive to government. Acknowledgments This paper is based on a continuing programme by TransCanada Ventures for the transmission of CO2 by pipeline. Thanks are due to TransCanada PipeLines Ltd’s management for permission to publish this paper. Reviews conducted by Dr H.Golshan (TransCanada) and Dr A.Cosham (Atkins Boreas) are gratefully acknowledged. References 1. M.Mohitpour, 2008. Energy supply and pipeline transportation – challenges and ppportunities. ASME Press. 252 The Journal of Pipeline Engineering Rio Pipeline 2009 Call for Papers September 22-24 Presentation of Papers Instructions for sending Abstracts/Final Papers The Rio Pipeline Conference will take place from September nd th 22 to September 24 , 2009, in SulAmerica Conventions Center, in Rio de Janeiro. This main forum for the pipeline industry is organized every odd year and bring together professionals and executives of the sector in search for knowledge of the state-of-art technologies and management practices in the area. The Conference program includes panels, talks, technical sessions (oral/posters) and minicourses on relevant topics. The proposals forwarded must be brand-new, without intention to publish prior to the Conference and must not contain any commercial material and/or publicity. Abstracts forwarded by any other means will not be accepted. Those who are interested in submitting technical papers should follow the schedule, the proposed subjects and the instructions available at the event site. Access: www.riopipeline.com.br Official language of the event: English PY Format of the abstracts/final papers: • Abstracts written in English (100 - 500 words) • Final paper written in English (maximum - 8 pages) • Oral Session: Powerpoint Presentation written in English Schedule to Submit Papers SA M • Automation, Supervisory Systems and Measurement • Distribution Bases, Terminals, Compression and Pumping Stations • Corrosion • Subsea Pipelines • GIS and Mapping • Structural Integrity, Reliability and Risk Analysis • Logistics and Operation • Maintenance and Rehabilitation • Environment and Operational Safety • Slurry Pipelines • Design, Construction, Assembly and Materials • Social Responsibility • Inspection Techniques Technical Sessions (Oral) 15/02/2009 Notification of abstracts assessment 15/04/2009 Deadline to receive final papers (maximum - 8 pages) 28/05/2009 Notification of acceptance/review of final papers 15/06/2009 Deadline to receive reviewed papers 15/07/2009 Notification of date, time and form of paper presentation (oral/poster) O Deadline to receive abstracts (100 - 500 words) C PL E Themes 20/01/2009 (new date) Further information: Lídia Bairros Phone.: (55 21) 2112-9077 E-mail: [email protected] The abstracts must be submitted until January 20th, 2009 (new date), according to instructions available at Rio Pipeline 2009 website. www.riopipeline.com.br Formal presentation of technical or economic nature of general interest to a great audience. Technical Sessions (Poster) These sessions will provide an informal forum for direct contact between authors and delegates on technical topics of specific focus. They can be scientific topics or cutting-edge topics of great interest, but aimed at a distinct public. Participation Organization 4th Quarter, 2008 253 A model for pipeline transportation of supercritical CO2 for geological storage by Professor José Luiz de Medeiros*, Betina M Versiani, and Ofélia Q F Araújo Escola de Química, Federal University of Rio de Janeiro, Ilha do Fundão, Rio de Janeiro, RJ, Brazil I PL E C O PY T IS recognized in many broad circles – as well as in restricted ones – that cumulative emissions of greenhouse gases (basically CO2) are gradually and dangerously contributing to a measurable and concrete anthropogenic interference of the global climate system. From the viewpoint of the current century, CCGS – carbon capture and geological storage – is being considered as the most serious response by industry for mitigating the effects of emissions of fossil carbon into the atmosphere. CCGS demands the co-operative intervention of three technologies: (a) capture and compression of CO2 from large industrial sources; (b) transportation of CO2 from sources to feasible geological sinks; and (c) geological injection, storage, and retention of CO2. It is currently recognized, both technically and economically, that only the second of these three ‘legs’ – transport of CO2 via high-pressure and high-capacity pipelines – is proven to be a reliable and feasible technology in the CCGS ‘tripod’. SA M On the other hand, the thermodynamic characteristics of CO2 transportation by pipeline are very specific, and the supercriticality, high density, and high compressibility of the fluid play important roles. In this area, the literature seems not to be particularly forthcoming in terms of decisive studies. The work of McCoy [1] is a recent exception due to its analytical nature, full engagement in searching for valid economic estimates, and ample scope of the investigation. Nevertheless, the pipeline model proposed in this study has made certain simplifications which may compromise some of its results in view of the characteristics of the flow. In this context, the present work addresses a modelling and simulating resource capable of generating quantitative responses concerning CO2 transportation issues in the CCGS scenario. The authors present here a rigorous pipeline model for transportation of CO2 in the supercritical state, and demonstrate its use for simulating CO2 transportation to an appropriate geological formation for storage. This model takes into account the physical parameters of supercritical CO2 within a rigorous stationary high-density compressible flow framework. The features of this model include: (a) high-density supercritical thermodynamic and transport properties; (b) correct topographic effects (i.e. gravitational compression and expansion of the fluid and respective thermal consequences); (c) heat transfer effects according to temperature distributions in the soil and in the injection column; and (d) the ability to incorporate multiple machine stations such as booster compressors, exchangers, and recovery turbines. The model was designed for engineering applications involving pipelines which transport dense supercritical CO2 either in its pure form, or in mixtures with other gases and fluids. E NVIRONMENTAL CONCERNS NOWADAYS focus on atmospheric CO2 levels which have steadily increased from a pre-industrial level of 278ppm to the current 379ppm. It is estimated [1] that the current level of *Author’s contact information: tel: +55 21 2562 7535 e-mail: [email protected] global greenhouse gas emissions has reached 50 Gt/yr (50 x 109 metric tons per year), of which 60% corresponds to CO2 from fossil fuel combustion by industry. For instance, it has been postulated that the thermoelectric power sector, with its 10 Gt/yr of CO2 around the world (2.4 Gt/yr of which is generated in the USA), is the main contributor to industrial fossil carbon emissions, particularly by coal-fired plants in the northern hemisphere [1]. 254 The Journal of Pipeline Engineering (a) post-combustion capture, where fuel is burned with air, by the usual means, followed by the separation of CO2 from the flue gases; (b) pre-combustion, where CO2 is separated after the conversion of the fuel into a carbonless fuel (i.e. H2); (c) oxyfuel combustion, which occurs with pure O2 in stoichiometric proportion, leading to a flue gas having only H2O and CO2, the last being easily separated as a pure stream. PY In terms of the probable contaminants, CO2 from oxyfuel combustion (such as with natural gas), post-combustion, and pre-combustion systems, could be carrying small contents of, respectively, CH4/N2, N2, and H2. The (total) cost of capturing and compressing CO2 ranges from $10 to $60 per ton of CO2, according to the plant type and other operation factors [3]. To estimate this cost, it must be noted that, in general, all alternatives in Fig.1 are technically well understood; it is probable that most of the component activities can be found successfully operating for many years as parts of other chemical- and energyproduction processes. Nevertheless, the three abovementioned alternatives have not yet been proved at the scale required. PL E In this context, CCGS – carbon capture and geological storage – is being considered as the most viable (projected) response by industry to the mitigation of CO2 emissions carrying fossil carbon. CCGS demands the co-operative intervention of three technologies: (a) the capture and compression of CO2 from large industrial sources; (b) the transportation of the CO2 from the sources to feasible geological sinks; and (c) geological injection and geological retention of the CO2. Capture and compression of CO2 is accomplished according to one of the three main processes shown in Fig.1: O As shown in Ref.1, and according to the IPCC summary, achieving the European Union’s target of long-term stabilization of no more than 2oC of GMTR would require a constant deceleration of emissions such that a reduction between 50% and 85% of the carbon emissions in 2000 could be obtained by 2050. If, instead, long-term stabilization is projected at 3.3oC of GMTR, a milder deceleration of emissions will be required, leading to a level of emissions equivalent to 2000 by 2050. affecting the transportation costs. Composition is also important if the geological destination of the fluid corresponds to applications in enhanced oil recovery (EOR) since, in this case, the purity of the CO2 is a relevant factor. C As a result, if human energy supply remains fossil-carbonbased, and with the expected growth of population as well the understandable expectations of rising living standards and energy usage, cumulative greenhouse CO2 emissions may contribute what is being called a “dangerous anthropogenic interference” to the climate system. The key factor behind for this is the global mean temperature rise (GMTR) above pre-industrial levels; measurements of the GMTR and its forecasts according to several scenarios of fossil carbon emissions can be found in specialized sources, such as the IPCC AR4 [2]. SA M As explained in Ref.1, CCGS was devised as a “bridge” technology that will be superimposed on current technologies for energy production until new, non-fossil, energy sources eventually become more widely established. From a strictly short-term point of view, CCGS will add a layer of costs to any current technology for energy production, thus decreasing the economic efficiencies of all plants and increasing the cost of electricity (COE) in US$/MWhr. It is expected that the capture step alone will add about $10-30/MWhr to a current COE of about $4060$/MWhr [1]. As can be seen, if CCGS is to become a reality, a simple approximation shows that a target of 10 Gt of CO2 will have to enter into the CCGS conveyor chain every year. Capture and compression of CO2 The capture and compression of CO2 is briefly described here as it will be probably responsible for the major contributing slice of the total CCGS cost per unit of CO2. Capture and compression also impacts all subsequent steps in the CCGS chain because it affects the composition of the fluid to be transported to the site of geo-injection. The fluid composition, by its turn, defines properties like compressibility, viscosity, vapour-liquid equilibrium (VLE), and the potential for corrosion, all of which are factors Geological injection and retention of CO2 The existence of enormous geological formations – geosinks – appropriate for CO2 storage is the decisive factor which supports (and formerly suggested) CCGS initiatives. But, on the other hand, as commented in Ref.1, the theoretical capacity of geological formations as sinks for CCGS is uncertain. In spite of this, it is easy to see that there is, at least, a capacity of the same order of size of all known (depleted or not) reserves of fossil carbon. Estimated world capacities (EWC) of geo-sinks are presented in Ref.1. EOR and ECBM (enhanced coal bed methane recovery) are other acronyms frequently used in this context, respectively referring to injection processes of CO2 into oil reservoirs (to improve flow and recover more oil), and into coal veins (to displace and recover methane). Geo-sinks appropriate for CO2 storage are basically associated with sedimentary basins, including: • deep saline aquifers (EWC: 103-104Gt) • depleted natural gas and oil reservoirs and EOR operations (EWC: 103Gt) • ECBM operations (EWC: 10-100Gt), and 255 C O PY 4th Quarter, 2008 PL E Fig.1. CO2 capture and compression process routes (adapted from Ref.1). • caverns in deep saline veins. SA M There is thus an obvious correlation between the discovery of geo-sinks and the exploration of oil, gas, and coal. If a geo-sink is not a coal bed or a depleted oil-gas reservoir itself, there is little surprise that its discovery has occurred during drilling in oil-, gas-, and coal fields. Although EOR (and ECBM) operations provide an apparent CCGS paradox of using fossil carbon to get more fossil carbon, they are considered valid CCGS destinations because the coefficient expressing barrels of oil recovered per ton of CO2 injected is both economical and CCGS favourable. A little exercise with numbers can show this: in general, EOR operations can be considered very attractive if one ton of injected CO2 (priced, say, at the capture cost of $10-60 per compressed ton or less) leads to, at least, one barrel of recovered oil (priced, at the present time, at $80 per barrel or more). In this context, Ref.1 presents EOR results for four field cases (Purdy-Northeast, SACROC, Ford-Geraldine, and Joffre-Viking), showing that, at the end of injection campaigns (respectively 9, 22, 5, and 15 years), approximate recovery coefficients of 0.8, 1.3, 1.6, and 1.4 (in barrels recovered per ton of injected CO2) were respectively obtained. Thus, it is not far from reality if we assume a conservatively typical EOR coefficient of 1 barrel of recovered oil per ton of injected CO2 (a rule of thumb in West-Texas stipulates 1.7 barrel recovered per ton of CO2 injected). Assuming, also, that the oil contains 85% carbon by weight, we arrive at the conclusion that a ton of injected CO2 will generate less than 0.3 tons of new CO2 after the complete oxidation of the recovered oil. So, EOR may be also profitable on the carbon scale of CCGS if at least 30% of the injected CO2 remains geologically stored. The capacity and location of geo-sinks affects CCGS feasibility as a whole, due to their direct impact on transportation planning, investment, and cost. It is conceivable, for instance, that CO2 would have to be transported over large distances because more distant sinks could be more adequate destinations than nearby formations [1]. The adequacy of a particular candidate geological formation as a geo-sink depends on: • its geological nature • its size and probable capacity of storage, if exhibiting a favourable geology • its potential long-term interaction with the injected CO2 • its necessary well depths, well-head pressures, reservoir pressure, maximum allowable flow rate of injection per well, and • safety and infrastructure concerns. For instance, based on existing information on EOR processes, a typical injection well in a EOR field has a depth 256 The Journal of Pipeline Engineering This procedure for estimating transportation cost of CO2 is, probably, the current best estimate which can be found in the literature. The figure is impressive, and should be carefully compared with the above-mentioned expected cost of capture and compression of CO2 ($10-60/t). Nevertheless, despite the very comprehensive nature of this work, the model for CO2 pipeline uses some unnecessary simplifications during the integration of the differential flow model. Though understandable – because the work was basically interested in a engineering estimate of the pipeline diameter – the truth is that the kind of simplifications that were made can affect the final result, and do not necessarily guarantee that a conservative design has been achieved. These simplifications are, by the way, very common in pipeline engineering, but they can generate small differences that may be relevant, particularly for long pipelines with high flow rates operating with the special peculiarities of CO2 in the CCGS context, namely: high pressure, high density, high isothermal compressibility, non-uniformity, slight supercritical condition, and sensitive to the influence of the topography along the pipeline route. Considering the importance of this issue, these simplifications should be removed in order to attain a more rigorous conclusion. PL E In comparison to the aspects of CCGS already discussed, there is some industrial experience with pipeline transportation of CO2. Nowadays, about 50Mt/yr of CO2 (equivalent to the output from 16 coal-fired power plants) are transported by 3100km of CO2 pipeline, mainly for EOR processes in the USA and Canada [1]. A legendary example (perhaps the largest and longest CO2 pipeline in the world) is the 808-km long, 30-in diameter, Cortez Pipeline transporting 13Mt/yr of CO2 from Colorado to oilfields in Texas, USA. The base-case in McCoy’s study considers a 100-km pipeline with no booster compressor, no elevation change, ground temperature of 12oC, minimum outlet pressure of 103bar, and inlet pressure of 138bar. This proposed pipeline extends across the Midwest of the USA with a transportation target of 5Mt/yr of CO2. The model designed the line with a diameter of 16in (390mm). This analysis also reports a capital cost of $36 x 106 and O&M of $0.325 x 106 per year. Considering a annualized fixed cost of 15% of capital, the unitary total cost of this transport reaches only $1.16 per ton of CO2 per 100km. Applying a Monte Carlo sensitivity analysis, McCoy [1] determined a range of $0.75 to $3.56 per ton of CO2 for this cost, recommending the median value of $1.65 per ton of CO2 (per 100km) as a suitable representative estimate for investment decisions. PY An efficient CO2 transportation system will be required to address the mega-assignments of transport in the CCGS scenario. In spite of the existence of many options for transporting compressed (gas or liquid) CO2 from sources to geo-sinks – including highway tankers, railway tankers, ships, and pipelines – it is evident that the impressive tonnages that must be transported to make CCGS feasible will dictate that only pipelines working at high pressure and high capacities are suitable for the job. For instance, 23Mt/yr of CO2 have to be transported to dispose of the entire production of a single 500-MW coal-fired power plant; this corresponds to transporting 230-350t/hr of CO2, just to service a single, medium-sized, client. Looking at the big picture this means, undoubtedly, that only a network of large-scale pipelines could provide viable overland transport of massive flow rates of CO2. O Transportation of CO2 year and per kilometre of pipeline) in 2004 dollars. Similar estimates were proposed for other O&M contributions for each item, such as booster compressors. C between 1000-3000m, reservoir pressure between 100-200 bar, and is usually fed with 10-50 ton CO2 per day. SA M From these real cases, and from the considerable experience of the pipeline industry with high-pressure, long-distance, transport systems for products such as natural gas, a cost estimation procedure for the pipeline transportation of CO2 is possible. Nevertheless, the literature presents only few studies addressing engineering, cost, and maintenance of CO2 pipelines in detail, basically concentrating on rulesof-thumb for sizing CO2 pipelines, and correlations for cost estimates, corrosion monitoring, and corrosion countermeasures [1]. Reference 1 presents an extensive engineering and cost model for CO2 pipelines. From the projected flow rate and related information, this model can design the basic geometric parameters of rectilinear pipelines and estimate capital costs and operation and maintenance costs (O&M). Since the classes of operating pressures for CO2 pipelines are the same as for natural gas, the capital costs were based on a regression analysis over published project costs of natural gas pipelines in the USA between 1995 and 2005. The data was treated in order to convert all values to 2004 dollars using the Marshall and Swift equipment cost index. Based on historical O&M data for a 480-km long CO2 pipeline with no booster compressor, McCoy’s model projects a fixed O&M coefficient of $3,250/yr/km (per The flow model in Ref.1 assumes known values of fluid composition, weight flow rate, ground temperature, inlet and outlet pressures, line length, and elevation change between the initial and final points of the pipeline. This last parameter results in a simplified topography with constant inclination. The goal of the algorithm is the determination of the line diameter as a floating-point number, which is subsequently rounded-up to the nearest existing commercial diameter. The procedure starts with a correct differential formula in terms of the mechanical energy balance (i.e. a differential form of the Bernoulli equation for compressible flow), 4th Quarter, 2008 257 which was subsequently integrated assuming averaged values of some properties and flow coordinates, namely: temperature (θ), compressibility factor (Z), density (ρ), viscosity (μ), friction factor (f) and Reynolds Number (Re). We comment briefly below on some consequences of these simplifications: SA M PL E 1. The temperature (θ) is assumed constant at an average value (θAVE) given by the ground temperature (θ E). This simplification rules out a correct description of the common situation where the fluid enters the line at a different temperature. Besides, this simplification also ignores eventual temperature changes due to the combined action of velocity changes of the fluid (via kinetic energy enthalpy conversion), adiabatic gravity compression/ expansion (i.e. when the heavy fluid flows along a descending/ascending terrain), and heat transfer (heating or cooling) from the outside. As is well known, temperature strongly and inversely influences the fluid density; the consequences of taking temperature as a constant may result in an underestimated line diameter, because ignoring positive changes of flow temperature at intermediate locations in the pipeline leads to overestimated values of density and, consequently, results in underestimation of velocity and of the coefficient of head loss per km. 5. Changes of elevation were considered linearly distributed along the pipeline, because the model only demands the knowledge of the initial and final elevation values. This simplification may have serious impacts on the model response in the supercritical CO2 context if the pipeline extends across a hilly terrain (see, for example, the case of the Cortez pipeline cited above). Essentially, CO2 flows as a heavy compressible fluid. So ignoring the correct topographic, point-to-point, effects, may lead to an optimistic description of the flow behaviour. Basically, intermediate segments in the pipeline with sharp positive changes of elevation (very inclined uphill segments), cause adiabatic expansion of the fluid due to momentum loss by gravity action. This loss of momentum is, at first, reversible and can be recovered during subsequent downhill segments, but the rapid expansion decreases the fluid density, accelerating the stream, irreversibly increasing the rate of loss of momentum via friction, which varies nearly with the square of velocity. This irreversible loss is not recovered when the fluid flows through a subsequent downhill segment. The final effect is that the pressure value at the end of the pipeline is lower than the value predicted by the model. Thus, this imprecision may lead to an unfeasible design due to an incorrect diameter selection. PY • the flow has only pressure as a dependent variable • the full energy conservation principle is not observed, and • the mechanical energy balance is solved with several averaged terms as constants. 4. Viscosity (μ) is calculated at θAVE and PAVE. This is a simplification similar to (but less severe than) the above case, causing propagation errors in the estimation of the Reynolds Number and the friction factor. O The main point lacking in this approach is that the flow must be modelled with one independent variable – normally the axial position (x) in the line – and two differential equations – a momentum balance (or a mechanical energy balance), and a full energy balance – which have to be solved simultaneously for two flow-dependent variables: temperature (θ) and pressure (P). The simplifications introduced mean that: 3. The compressibility factor (Z) is assumed as a constant calculated at θAVE and PAVE. This simplification may be problematic because Z has a low value (0.2-0.3); assuming a constant Z may therefore lead to large relative errors in this property, resulting in further errors which influence density estimation. C These assumptions are, in general, not significant in ordinary flow problems but, as mentioned above, due to the supercriticality and high density present in the CO2 transportation problem, they may acquire more importance. reverberate strongly in velocity and head loss calculations, affecting the profile of pressure (and, again, the profile of the density). 2. Pressure is assumed constant at an average value (PAVE) with the purpose of calculating averaged properties like density, viscosity, and the compressibility factor. This simplification introduces errors in the above properties and in other averaged variables (such as Reynolds Number, friction factor, and density) calculated using them. The impact in the model response is difficult to evaluate, but it is not negligible because, for instance, density errors Objective and scope of this work According to the information stated above, and independently of the acknowledgement of many previous efforts by the many specialists involved with the development of CCGS technology, it is easily recognizable, both technically and economically, that only ‘leg’ – the transport of CO2 by high-pressure and high-capacity pipelines – has proved to be a reliable, feasible, and ‘ready-to-go’ technology in the CCGS tripod. The state-of-the-art of pipeline transportation of CO2 has been extensively and completely studied [1]. Nevertheless, 258 The Journal of Pipeline Engineering 0.04401 kg/mol Acentric Factor (ω) 304.15 K (30.98 oC) Critical Volume (VC) 93.9*10-6 m3/mol 73.8 bar Critical Density (ρC ) 469 kg/m3 0.239 Triple Point Temperature (TTP) 216.6 K (-56.6oC) Critical Dynamic Viscosity (μC ) 3.1 10-5 Pa.s Triple Point Pressure (PTP) as we show above, the flow model that was developed adopted some simplifications of a practical nature which may generate imprecision when dealing with the very special type of flow that is presented by CO2 transportation in the CCGS scenario. Consonant with this, the present work addresses a more complete modelling resource capable of generating quantitative responses and profiles for all the flow variables in the context of CO2 transportation by pipeline. This approach provides a pipeline model for transportation of CO2 (and its mixtures) in the supercritical state to an appropriate geological formation for storage. This model numerically solves three ordinary differential equations corresponding to one-dimensional forms of: Table 1. Summary of the physical and critical constants of CO2. pipeline model for supercritical transportation of CO2 is introduced. The fourth section formulates and solves an example involving a 1000-km long, 14-in diameter, pipeline designed to transport 2.6Mt/yr (300t/hr) of a fluid with 95% CO2 for EOR finalities. This pipeline starts at an elevation of 150m, having a destination elevation of 0m, but it has to cross a highland section rising to 850m and a length of 150km. The final 2500-m long section of this line is a vertical 8-in column (or a set of several smaller columns with the same total flow area) for geological injection of the fluid. The pipeline also includes three ancillary items: a booster compressor and cooler exchanger are located just before the pipeline section which has to climb the highland section; a heater is installed near the injection wellheads for pre-heating the fluid prior to expansion; and a recovery turbine, preceded by the heater, is installed near the wellheads to remove the excess of head from the stream, since the descent flow in the injection column will recompress the fluid, attaining the appropriate reservoir pressure at down-hole conditions. The investment in the recovery turbine and heater is justified because the conversion of heat into power thus obtained met the requirements for power consumption of the booster compressor. PL E • momentum balance • full energy balance, and • inventory distribution, for three dependent variables: pressure, temperature, and fluid inventory. 5.2 bar PY Critical Pressure (PC) 0.274 O Critical Temperature (TC) Critical Compressibility Factor (ZC) C Molar Mass (M) SA M The model also takes into account the properties of CO2 within a rigorous stationary high-density compressible flow framework, in conjunction with: (a) high-density supercritical thermodynamics by the Peng-Robinson equation of state; (b) topographic effects (i.e. adiabatic gravitational compression and expansion, including the respective thermal consequences); (c) heat transfer effects according to the temperature distribution in the soil and in the injection column; (d) multiple machine stations, such as booster compressors, exchangers, and recovery turbines; (e) rigorous calculation of the parameters from point to point along the pipeline. The model was designed for engineering applications involving long-distance pipelines transporting dense supercritical CO2, either in its pure form or in mixtures with other gases and fluids. The remainder of this paper is organized in the following manner. The next section describes the physical characteristics of CO2 and corresponding implications in flow problems at high density, high isothermal compressibility, and high pressure. Following this, the In order to make some comparison with the flow model in Ref.1, in this fourth section we also solve another pipeline example which was designed and analysed extensively in the earlier study. This consists of a 100-km long, 16-in, pipeline for transporting 5Mt/yr of pure CO2 across a plain terrain in the Midwest of the USA, with inlet pressure of 138bar and minimum outlet pressure of 103bar. Although Ref.1 claims a 380-mm internal diameter pipeline is feasible, the present model shows that the final pressure was 102.8bar, less than the intended value. Although small in size, this difference is critical because it shows that the required lower limit for the head, at the end of the pipeline, was not met by the design. CO2: the fluid As shown in the CO2 phase diagram in Fig.2, CO2 exhibits large state regions where it can exist as solid, liquid, and vapour phases. The boundary lines where two of these 4th Quarter, 2008 259 SA M Table 1 presents a summary of physical and critical constants of CO2. At temperatures and pressures greater than the critical values, the fluid is in a supercritical condition: this state region, shown in Fig.2, is located beyond the end of the VLE line and below the SLE line. The region of supercritical fluid is very large in terms of pressure values, extending from 73.8bar to almost 104bar, where the formation of solid can occur above the critical point. In this region the fluid can pass – isothermally, via a not necessarily large decrease in pressure – from a typical liquid condition (high density, low isothermal compressibility) to a typical dense-gas condition (high density, high isothermal compressibility) without any abrupt phase transition as occurs across the VLE line. Historically, long-distance pipelines were constructed for transportation of liquids (crude oil, liquid petrochemical commodities, fuels, and water) and certain gases (natural gas and light petrochemical commodities). Long liquid pipelines rarely operate above 90-10 bar pressure, whereas in long gas systems the flow can leave the compressor stations at 190-200bar. These differences (and others shown below) are consequences of the following characteristics of these two operations: • Compressibility effects 1 (severe for gas pipelines, O mild for liquid pipelines): for stable liquids the fall of pressure due to friction does not appreciably affect the flow velocity (i.e. the fluid is assumed to be nearly incompressible). For gas pipelines, on the contrary, the decrease of pressure reduces density, increasing velocity and enhancing, by friction, the subsequent fall of pressure/density and the rise of the velocity: C PL E regions intersect constitute the two-phase coexistence lines, and are shown in Fig.2 as SVE (the solid-vapour equilibrium line), SLE (the solid-liquid equilibrium line), and VLE (the vapour-liquid equilibrium line). The intersection of all three phase regions (and the coexistence lines) is located at the Triple Point at -56.56oC and 5.2bar, where the three phases coexist. The Critical Point is another special point in the phase diagram, corresponding to the end of the VLE line at 30.98oC and 73.8bar. The SLE line does not, apparently, have a similar critical point. PY Fig.2. Phase diagram of pure CO2, showing Triple and Critical Points, two-phase lines (SVE: solid-vapour, SLE: solid-liquid, VLE: vapour-liquid equilibria), and the supercritical fluid region. P ↓ ⇒ ρ ↓ ⇒ v ↑ ⇒ P ↓↓ ⇒ ρ ↓↓ ⇒ v ↑↑ ... This sequence ends, obviously, with the limit of the speed of sound, which is a complete operational impossibility. For this reason, gas pipelines have to operate at the maximum possible pressure (maximum density) so that the velocity and the head loss per km coefficient can be kept at minimum and almost-constant values. Recompression by booster compressors is necessary whenever the head loss per km exhibits a trend to increase beyond a certain tolerance. More than merely increasing the pressure, the role of a booster compressor is to restore the original inclination of the descending pressure profile along the pipeline, because the negative inclination of this profile increases rapidly in magnitude with the fall of pressure. • Compressibility effects 2 (severe for gas pipelines, mild for liquid pipelines): for stable liquids, the consequences of a pipe rupture can be modest if actions are immediately taken for pump shut-down. On the contrary, for long gas pipelines, a shutdown, even followed by isolating actions along the line, will still be insufficient to prevent a sonic discharge of fluid through the rupture orifice until almost all the fluid inventory of the isolated section of the pipeline has escaped to the atmosphere. This 260 The Journal of Pipeline Engineering For downhill sections of the pipeline, the opposed situation occurs; the fluid is now compressed nearly adiabatically, increasing both temperature and density, which reduces its velocity: z ↑⇒ P ↓ ⇒ θ ↓, ρ ↓ ⇒ v ↑ ⇒ P ↓↓ ⇒ ρ ↓↓ ... This last effect is particularly important in the injection column, which may be several kilometres in vertical length. As can be seen, adiabatic heating and cooling are common effects that must be taken into account in high-density compressible-flow modelling. To do this, as said before, it is necessary for the model to incorporate the temperature (θ) as a second dependent variable. SA (C ) 1 ⎛ ∂ρ ⎞ ⎜ ⎟ =∞ ρ ⎝ ∂P ⎠θ M PL E Moreover, as can be seen in Table 1, the critical temperature of CO2 is high (compared to natural gas), and close to the ambient temperature. Thus, it is conceivable that the flow temperature and pressure may approach the corresponding critical values, while the fluid is maintained slightly supercritical ( θ ≅ TC , P ≅ PC ). In this situation, the fluid accesses a state region, just above the Critical Point, where its isothermal compressibility is still very large, since the critical isothermal compressibility is infinity: Though necessary, high densities mean, as said above, that the topography will strongly affect the flow as the fluid gains (or loses) height (z), due to gravity. When the flow passes through a uphill section, it expands nearly adiabatically, experiencing reductions both of density (ρ) and temperature (θ), and increasing its velocity and the coefficient of head loss by friction, which leads to a subsequent fall in pressure (see Eqn 1c, below). PY The specific physical properties of CO2 confer to CO2 pipelines some important differences from the above two systems. Going directly to the point, it is enough to say that all three above phenomena have a severe effect on longdistance CO2 pipelines, which exhibit the properties of both high-pressure liquid pipelines and of high-pressure compressible-flow pipelines. The reason for this is that CO2 behaves in the line as a very dense compressible fluid, with a density that can even approach the density of water: compared to natural gas at same pressure and temperature, CO2 has a density almost three times higher, which can reach 900-1000kg/m3. O • High-density effects (severe for liquid pipelines, mild for gas pipelines): contrary to the case for gas pipelines, the high liquid density makes the distribution of pressure in a pipeline to be strongly affected by gravity through topographic changes of elevation. This characteristic may even change the pressure class at the end of a downhill section. densities as high as possible, and at low velocities (commonly below 2-3m/s) so as to keep friction head losses as low as possible, thus maintaining the power consumption costs as low as possible. In the CO2 case, the situation is no different. CO2 has to be previously compressed and cooled to a supercritical dense or liquid state at pressures as high as possible, meaning supercritical pressures between 90bar and 200bar, depending on the distance to be crossed. High densities are mandatory; low densities mean high velocities and extra friction, entailing huge head losses. C discharge will expose, despite the shut-down and isolating actions, the environment at the rupture location to severe risk and damage. (1) In other words, in the upper vicinity of the Critical Point, the density can vary rapidly with pressure (the same kind of phenomenon that may occur with other CO2 properties), implying that small decreases of pressure cause rapid increases of velocity and head loss per km, as shown in Eqn 1b below. Another fact distinguishing CO2 and natural gas pipelines is that, depending on the neighbourhood temperature, the flow occurs in the liquid state in cold countries like Canada (θ < TC) or as a supercritical dense fluid (θ > TC, in hot countries such as Brazil). This characteristic severely impacts the flow economy, enhancing even more the compressibility difficulties described above. To avoid this, the CO2 flow must be operated at pressures above 86-90bar, where compressibility effects are not so intense. Finally, there is one more important difference from natural gas pipelines: CO2 flow must be kept at a supercritical pressure in order to prevent phase change by vaporization, which could transform the flow into a two-phase flow, characterized by difficulties in connection with several possible flow regimes and associated instabilities. There is also another reason to avoid vaporization: since the formation of a low-density phase would accelerate the stream, high head losses would occur, leading to further falls of density, higher velocities, and so on. As stated above, a basic rule in the design of compressible flow pipelines (such as natural gas pipelines) stipulates that, to be efficient, the long-distance transport must be done at In summary, some characteristics expected for CO2 transportation pipelines, in the context of CCGS, are the following: P ↓ ⇒ ρ ↓↓ ⇒ v ↑↑ ⇒ P ↓↓↓ ⇒ ρ ↓↓↓↓ ... (θ ≅ TC , P ≅ PC ) (1b) z ↑⇒ P ↓ ⇒ θ ↓, ρ ↓ ⇒ v ↑ ⇒ P ↓↓ ⇒ ρ ↓↓ ... (1c) 4th Quarter, 2008 261 Independent Variable : x : axial position ( m ) Dependent Variables : P( x ) : Pr essure ( Pa , abs ) θ( x ) : Temperature ( K ) I( x ) : Fluid Inventory ( kg ) Fluid Composition and Molar Mass : Y : Vector of molar fractions MM : Molar Mass ( kg / mol ) Ther mod ynamic Pr operties and their Dependences U ( P ,θ ,Y ), H ( P ,θ ,Y ) : Internal Energy ( kJ / mol ) and Enthalpy ( kJ / mol ) S ( P ,θ ,Y ), V ( P ,θ ,Y ) : Entropy ( kJ / mol .K ) and Molar Volume ( m 3 / mol ) Table 2. Variables and basic thermodynamic properties for the pipeline model. ρ ( P ,θ ,Y ), c( P ,θ ,Y ) : Density ( kg / m 3 ) and Sonic Velocity ( m / s ) Specialized Ther mod ynamic Pr operties φˆiV ,φˆiL : Fugacity Coefficients of Vapor and Liquid Phases for Species i • High operation pressures, high flow rates, and heavy-wall pipes. PY the power used can be recovered in larger amounts prior to injection from to the heating preceding the expansion. This provides the possibility that operating the pipeline at extra-high pressures could be advantageous at very large flow rates because, in this case, the pipeline has the facet of being able to convert heat into power. This feature can be even better exploited if the source of heat is geothermal, as is the case in several locations in the USA. M C PL E • In order to maintain a small value for the head loss per km coefficient, and also to maintain the pressure profile as supercritical (and away from the zone of high values of isothermal compressibility), boostercompressor and intercooler stations may be necessary at 500-600km intervals, assuming a neutral topography. More-hilly topographies may need morefrequent booster-compressor stations. O • CO2 has to be compressed and cooled to a supercritical dense or liquid state at pressures as high as possible. SA • The destination of the fluid is normally an injection column upwards of a thousand meters in length in which, due to gravity, the fluid will be compressed (with the help of its own large molecular mass) during its descent to the reservoir. Thus the stream does not need excessive pressurization to meet the well-head conditions. The necessary thermodynamic condition should be just a slight supercritical temperature and a slight sub-critical pressure which, after the natural geo-compression, can reach the necessary EOR head. This will allow power to be produced by the flow just prior to injection, by means of recovery turbines preceded by heaters to raise the fluid temperature to 100oC; this will both enhance the power production, and avoid formation of dry ice or excessive freezing during expansion. The capital cost of using recovery turbines and heaters is more than met in this process, and such units are even capable of producing all the power required by the intermediate compressor stations, as we will see in the following sections of this paper. The use of recovery turbines endorses the provision of extra compression units along the pipeline, since • Due to the fluid compressibility, the rate of dissipation of mechanical energy by friction decreases with pressure. The use of recovery turbines and heaters, in conjunction with higher levels of operating pressure, can therefore dramatically increase the mechanical efficiency of the pipeline (η) expressed by Eqn 2: η =1− Power dissipated by friction Power consumption-Power recovereed (2) • Obviously, the optimum levels of power consumption and power recovery through the pipeline should be decided by taking into consideration the pipe costs as a function of the pressure. Model for CO2 transportation by pipeline The authors have developed a pipeline model appropriate for CO2 transportation within the context of CCGS. Tables 2, 3, and 4 present the basic nomenclature for the variables, properties, and parameters in this model; all units are expressed in the SI units, and the basic features of the model are the following: 262 The Journal of Pipeline Engineering ⎛ ∂U CV ≡ ⎜⎜ ⎝ ∂θ ⎞ ⎟⎟ ⎠V ,Y : Isocoric Heat Capacity ( kJ / mol .K ) ⎛ ∂ρ ⎞ ΞP ≡⎜ ⎟ ⎝ ∂P ⎠θ ,Y : Isothermal Compressibility ( kg / Pa .m 3 ) ⎛ ∂ρ ⎞ Ξθ ≡ ⎜ ⎟ ⎝ ∂θ ⎠ P ,Y : Isobaric Expansivity ( kg / K .m 3 ) μ f (Re,ε / d ) v : Dynamic Vis cos ity ( Pa.s ) : Darcy Friction Factor : Fluid Velocity ( m / s ) q( x ) Ψ : Fluid Flow Rate ( kg / s ) at Position x : Tube Wall Shear Stress ( Pa ) v : Mach Number c d .v.ρ 4q = : Re ynolds Number Re ≡ μ π .d .μ M ≡ Table 3. Thermodynamic and flow properties for the pipeline model. The vertices are spatially-located points on the physical domain of the pipeline. It is convenient that all special sites along the pipeline route – including pumping and metering stations, booster compressors, exchangers and recovery turbines, as well client and supplier sites, etc. – are assigned as vertices. The fluid can only enter or leave the pipeline through the external flow rates of the vertices ({Wn}). Each vertex n relates to a single flow specification, which is normally its external flow rate (Wn) or its pressure (Pn). For example, a simple junction vertex can be specified with Wn = 0, while a client vertex should be specified by associating to its external flow rate the (negative) value of the desired flow rate of fluid that leaves the pipeline. The tubes physically correspond to inclined rectilinear segments of the pipeline, each one asymmetrically interconnecting two vertices. The orientation of tubes is arbitrary and is fixed a priori. The mass flow rate (q) is a property of the tubes and is algebraically positive if the flow obeys the tube orientation, otherwise it is negative. It is recommended that a given tube could reproduce, as far as possible, the topography of the pipeline section corresponding to it: in other words, when the pipeline has to overcome a classic highland formation, the corresponding extension of the pipeline should be described by at least four vertices and three tubes in order to account for the uphill, plateau, and downhill terrain sections. SA M PL E • Steady-state rigorous compressible flow with specified distribution of mass flow rate (q(x)), fixed along the line. • One independent variable: the axial position through the pipeline (x). • Three dependent variables: pressure (P), temperature (θ), and fluid inventory (I). • Heat transfer taken into account from the distribution of external temperature, θE(x), and the distribution of the heat transfer coefficient Ω(x). • Friction term via the Churchill equation for universal Darcy friction factor (f) [4]. • Ideal gas properties from Poling, Prausnitz, and O’Connel [5]. • Viscosity of dense compressible fluid from the Chung et al. model [6]. • Rigorous thermodynamics from the Peng-Robinson equation of state. • Complete topography of the pipeline taken into account through the distribution of elevations (z(x)) and pipeline inclinations (a(x)). • Pipe roughness modelled as a function of position (ε(x)). • Pipeline description as a digraph: vertices and oriented edges (tubes). • Pipeline specifications: pressure at vertex 1, and external flow rates for other vertices. • Data of feed streams: temperature (θ), pressure (P), and species molar fractions (Y). vertices and E oriented edges (oriented tubes). The chemicals present in the fluid define another important set, with C chemical components. Components, tubes and vertices are numbered independently: indexes i and j are used for components, and k and n are assigned to tubes and vertices (i, j = 1 … C, k = 1 … E, n = 1 … N) respectively. From this point on, sets of vertex and tube properties will be represented by the symbol { } enclosing further symbols respectively, indexed by k and n. PY : Isobaric Heat Capacity ( kJ / mol .K ) O ⎞ ⎟⎟ ⎠ P ,Y C ⎛ ∂H C P ≡ ⎜⎜ ⎝ ∂θ Discrete sets associated to vertices and tubes In order to describe the pipeline model, and following a strategy in network problems [7], the pipeline is first represented in digraph form. This form is a highly-concise representation of the system, and is composed by sets of N The properties of the pipeline, which are known parameters depending on position (x), should be put as discrete sets assigned to vertices or to tubes. The degree of accuracy of the digraph format of the pipeline will therefore increase with the number of vertices and tubes in the representation. In this context, some properties are assigned to vertices while others belong to tubes: for example, the distribution of pipeline elevations and external temperatures are implemented as sets {zn}, {θEn} of the vertex properties, while pipeline diameters, areas of flow section, inclinations, segment lengths, equivalent lengths of fittings, heat transfer coefficients, and wall roughnesses are implemented as sets {dk}, {Ak}, {ak}, {Lk}, {LEk}, {Ωk}, {εk}of the tube properties. Along tube k all the pipeline parameters which are known functions of position, and can not have a fixed value as in the sets above, are considered linearly dependent on the axial position on the tube by using linear interpolations made with the adjacent vertex properties. This is done, for example, to generate the linear profiles of external temperatures and elevations along tube k from the 4th Quarter, 2008 263 d( x ) A( x ) : Internal Diameter ( m ) at Position x : Flow Area at Position x LE ( x ) : Cummulative Equivalent Length ( m ) of Fittings at Position x ε( x ) : Pipe Wall Roughness ( m ) at Position x α( x ) ⎞ ⎛ dz : Elevation ( m ) at Position x ⎜ = sin( α )⎟ ⎠ ⎝ dx : Pipeline Inclination ( rd ) at Position x ( positive for uphill ) θE( x ) : Distribution of External Temperature ( K ) Ω( x ) : Distribution of Heat Transfer Coefficient ( kW / m 2 .K ) g : Gravity Acceleration ( 9.81m / s 2 ) R : Ideal Gas Cons tan t ( 8.314 Pa .m 3 / mol .K ) z( x ) N , E ,C : Numbers of Vertices , Tubes and Chemical Components Wn , q k : External Flow Rate of Vertex n and Flow Rate of Tube k ( kg / s ) (3a) z ( k ) ( x ) = z n1 + ( z n 2 − z n1 )( x / L k ) (3b) As an example, consider in the above context a single pipeline, with one supply point (at Vertex 1), several (or no) compressor and heat-exchanger stations, and several client vertices, all located sequentially in the line. The nomenclature in Tables 2, 3, and 4, is used, and the focus is on the flow through tube k, described by its independent axial position variable x ∈ [0, L k ] . PL E where x represents the axial coordinate along tube k. It must be noted that this indexing procedure is carried out only for the pipeline parameters; thermodynamic and flow properties, and the flow-dependent variables, are all treated as continuous functions of axial position in the flow. PY θE( k ) ( x ) = θE n1 + (θE n 2 − θE n1 )( x / L k ) Flow model equations O corresponding property values at the initial and final vertices (say, vertices n1 and n2), as shown below: C Table 4. Pipeline parameters, constants, and sizes of sets for the pipeline model. SA M The proposed pipeline model assumes that all positiondependent pipeline parameters in Table 4 are previously known. Additionally, from the pipeline specifications, the distribution of flow rate (q(x)) along the line is also known a priori; the flow rates of all tubes are known, configuring a set {qk} of tube flow rates. When the flow system corresponds to a single pipeline, extending from a single supply site, carrying fluid to a set of client vertices, disposed sequentially with or without intermediate booster stations, the development of the model equations can be segmented in terms of the set of tubes representing the pipeline. To do this, the single spatial coordinate x is used as independent variable along a specific tube k. In the case of a system with the topology of a pipeline network, the situation can be very different and will be addressed in a future work. It can be shown that the stationary balances of momentum, energy, and mass (i.e. the fluid inventory), applied to an infinitesimal length of compressible, single-phase, nonisothermal flow, can be put into ordinary differential forms, respectively shown in Eqns 4a and 4b (below), and 4c: dI = A k .ρ dx Equation 4c is the simplest, and is used to estimate the distribution of fluid inventory (I(x)) of tube k, since the required factor, the fluid density, is already being calculated for use in Eqns 4a and 4b. Eqn 4a reflects the momentum balance of the flow in tube k, with its terms in units of rate of momentum (force) per unit of volume. It shows that gravity creates momentum into the flow when αk is negative (downhill flow), and steals it from the fluid when αk is positive (uphill flow). The intensity of this transfer is regulated by the local value of the ⎛ ⎛ q ⎞2 ⎞ dP ⎛ q ⎞2 Ψ.π .dk dθ ⎜1 − ⎜ k ⎟ Ξ P ⎟ − ⎜ k ⎟ Ξθ = − ρ .g .sen(α k ) − ⎜ ⎝ ρ .Ak ⎠ ⎟ dx ⎝ ρ . A k ⎠ dx Ak ⎝ ⎠ ⎛ ⎛ q ⎞2 θ .Ξθ ⎞ dP ⎜1 − ⎜ k ⎟ ΞP + ⎟ ⎜ ⎝ ρ .Ak ⎠ ρ ⎟⎠ dx ⎝ ⎛⎛ q ⎞ ρ .CP − ⎜ ⎜ k ⎟ Ξθ − ⎜ ⎝ ρ .Ak ⎠ MM ⎝ 2 (4c) ⎞ dθ ρ .Ωk .π .dk .(θE( k ) ( x ) − θ ) ⎟ = − ρ .g .sen(α k ) + ⎟ dx qk ⎠ (4a) (4b) 264 The Journal of Pipeline Engineering fluid density, as shown in the equation. On the other hand, momentum always leaves the flow by the action of friction. The term for momentum transfer by friction is shown in Eqn 5 using the Darcy friction factor; in this work, the friction factor is predicted, for all single-phase flow regimes, by the Churchill formula [4] in terms of Reynolds Number and relative roughness (Eqn 6): Ψ.π .dk = f (Re, ε k / dk ) ⎛ L Ek . ⎜1 + 2 Lk ⎝ ⎞ qk . qk ⎟ ⎠ ρ .dk . A k f = f (Re, ε / d ) Thermodynamic model: the Peng-Robinson EOS Popular cubic EOSs following the form of Eqn 9, such as the van der Waals EOS, the Soave-Redlich-Kwong EOS, and the Peng-Robinson EOS (this last employed in this model) can be presented in a generalized cubic form in terms of the fluid density, as shown in Eqn 11: (5) P= (11) (6) The Reynolds Number is calculated by Eqn 7: 4qk Re = π .dk .μ In this equation, terms a, b, and the mixture molar mass, MM, are dependent on the fluid composition (Y) according to the following definitions: (7) C b = ∑ Yib i C C M M = ∑ Yi M M i The EOS is also used to estimate the values of the residual properties that must be added to the corresponding ideal gas property values in order to estimate the properties of the fluid. For instance, in Eqn 4b, the isobaric heat capacity of the fluid is estimated from the respective ideal gas ( C P# (θ , Y ) ) value by Eqn 10: C P (T , P , Y ) = C PR (T , P, Y ) + C P# (T , Y ) O (12c) i =1 C b i = Ωb PL E M SA (9) (12b) i =1 j =1 (8) Equation 4b reflects the energy balance of the flow, with its terms being the units of energy per unit of length and per unit of volume (the same units as in Eqn 4a). This equation shows that energy can only enter or leave the flow by gravity and heat transfer. The left-hand sides of Eqns 4a and 4b express the changes of energy and momentum of the flow, and the impact of the dependent variables temperature and pressure. These affects are dependent on an appropriate equation of state (EOS) in order to describe the fluid’s thermodynamics. Equations of state are normally put in the form shown in Eqn 9, expressing pressure as a function of density, temperature, and composition. From this, the fluid density and the two differential coefficients ( Ξ P , Ξθ ) can be numerically determined as functions of (θ, P, Y). C a = ∑ ∑ Yi Yj ai (θ ) aj (θ )(1 − k ij ) PY μ = μ (θ , P , Y ) (12a) i =1 Equation 7 requires the estimation of the dynamic viscosity for high-pressure, dense, compressible fluids. In order to do this, the Chung Model [6] expressed in Eqn 8: P = P ( ρ ,θ , Y ) Rθ .ρ a.ρ 2 − M M − b ρ ( M M + α .b ρ ) ( M M − β .b ρ ) RTC i PC i ai (θ ) = Ω a (12d) ( RTC i ) 2 PC i Φ i (θ ) (12e) ⎡ ⎛ θ ⎞⎤ Φ i (θ ) = ⎢1 + (ξ 0 + ξ1 .ω + ξ2 .ω 2 ) ⎜⎜1 − ⎟⎥ TC i ⎟⎠ ⎥⎦ ⎢⎣ ⎝ 2 (12f) where α , β , Ω a , Ωb , ξ 0 , ξ1 , ξ2 are positive constants characteristic of the EOS in use. TCi, PCi, ωi, and MMi denote the critical temperature, critical pressure, acentric factor, and molecular mass (kg/mol) of component i. Equations 12a and 12b are known as the ‘classical EOS mixing rules’; as shown in Table 5, at least three well-known different cubic EOSs may result from the values chosen for these constants. The binary interaction coefficient, kij, in Eqn 12b, is used as zero in the absence of more-detailed information on the system of interest, and can be treated as an additional degree of freedom to force the EOS to adhere to a set of vapour-liquid equilibrium (VLE) data for the system of interest. (10) The residual heat capacity ( C PR (T , P , Y ) ) is numerically obtained from the EOS as a function of (θ, P, Y). All the necessary ideal gas properties for pure components that are used in this work come from polynomial forms presented in Poling et al. [5]. The generalized EOS (Eqn 11) can be rewritten in a cubic polynomial dimensionless form shown in Eqn 13 (below), in terms of the compressibility factor Z, where: Z= P .M M ρ .Rθ Z 3 − (1 + (1 + β − α )B ) .Z 2 + ( A + ( β − α )(B + B2 ) − αβ B2 ) Z − ( AB − αβ (B2 + B3 ) ) = 0 (14a) (13) 4th Quarter, 2008 265 Parameter α Soave-Redlich-Kwong EOS 1 0 0 1+ 2 −1+ 2 27/64 1/8 0 0 0 0.42748 0.08664 0.48508 1.55171 -0.1561 0.45724 0.07780 0.37464 1.54226 -0.26992 Process unit or device Bi = Discharge temperature after cooler Finds isentropic temperature and work Heater and recovery turbine (one stage) Discharge pressure Efficiency Temperature at turbine entrance Expansion valve and exchanger Discharge pressure Efficiency (=0) Exchanger Discharge pressure Discharge temperature after exchanger Discharge temperature Finds heat duty of preheater; finds isentropic temperature and work; Finds isentalpic temperature Pb Rθ (14b) Pa ( Rθ ) 2 Pb i Rθ A i (θ ) = Pai (θ ) ( Rθ )2 (14c) (14d) (14e) A typical use of the cubic EOS for property evaluation in flow calculations follows the sequence: . (12 ),(14 ) . (13 ) . (14 a ) θ , P , Y ⎯Eqs ⎯⎯⎯ ⎯ → A, B ⎯Eq ⎯⎯ → Z ⎯Eq ⎯⎯⎯ → ρ , etc More-specialized thermodynamic properties, eventually necessary for specific types of calculation (such as the VLE calculations), are the fugacity coefficients ( ϕˆi ) of species in each phase. It can be shown that such functions are written for the generalized EOS, with Eqns 14 a-e, according to Eqns 15(below) and 16: ln ϕ i = − ln(Z − B) + O PY Efficiency M A= Discharge ressure SA B= Resolution method Booster compressor (one stage) and cooler PL E Table 6. Optional process units (devices) available in the model. Specifications Peng-Robinson EOS C Table 5. Parameters for some popular EOSs from the generalized EOS (Eqn 11). β Ωa Ωb ξ0 ξ1 ξ2 van der Waals EOS 0 Applies the efficiency. Finds actual work, power and machine temperature. Finds heat duty. Applies the efficiency. Finds actual work, power and discharge temperature. Applies discharge temperature. Finds heat duty. Applies discharge temperature. Finds heat duty. C D i = 2∑ Yj A i (θ ) A j (θ )(1 − k ij ) (16) j VLE calculations are necessary for determining the locus of the vapour-liquid equilibrium data for the fluid being transported. The state path of the fluid along the pipeline can be plotted onto the VLE locus to ascertain the formation of two-phase flow, or to evaluate the risk of it occurring. The VLE locus is generated by scanning pairs of temperature and pressure with a feasible VLE solution involving the fluid composition in question. The solution must have the fluid composition as a liquid at its bubble point, or as a vapour at its dewpoint. The VLE locus ends at the critical state of the fluid composition. The VLE equations correspond to C equalities of the product of molecular fractions and fugacity coefficients of all components, for the liquid and vapour phases. Specification and resolution of thermomechanical devices in the vertices The pipeline model allows vertices to have optional process units (or devices) such as booster compressors, recovery turbines, valves, and exchangers (cooler or heater) capable of applying changes of state to the fluid before it resumes Bi ⎛ ABi ⎞ ⎛ α β ⎞ ⎛ ABi ⎞ ⎛ D i 1 ⎞ ⎛ Z − β B ⎞ −⎜ + − ⎟ ln ⎜ ⎟ ⎟⎜ ⎟+⎜ ⎟⎜ Z − B ⎝ (α + β )B ⎠ ⎝ Z + α B Z − β B ⎠ ⎝ (α + β )B ⎠ ⎝ ABi B ⎠ ⎝ Z + α B ⎠ (15) 266 The Journal of Pipeline Engineering Fig.3. Algorithm for numerical resolution of the pipeline model. M The temperature and pressure from the device specifications overwrite the final values from the previous upstream flow as initial conditions for the next downstream tube. Numerical resolution of the pipeline flow model C O PY final values from the previous stage as new IVP conditions. Before the new stage starts, the thermo-mechanical device allocated to the vertex (if present) is calculated by the appropriate procedure described in Table 6. The new tube is then selected, appropriate IVP conditions are set, and the integration sequence is started; the procedure is repeated until the last vertex in the pipeline is reached, and the algorithm in Fig.3 describes the procedure. PL E the flow downstream. Prior to the downstream flow calculation, the thermo-mechanical device allocated in the vertex (if present) is solved by the appropriate thermodynamic procedure. Table 6 presents typical specifications and resolution procedures for acceptable devices in vertices as proposed by the pipeline model; in all cases, the initial condition of the flow at the device entrance corresponds to the thermodynamic state of the upstream fluid. SA All the tubes in the pipeline model are solved sequentially from tube 1 to E, following the flow path. The resolution for tube k is conducted by means of numerical integration of Eqns 4a, 4b, and 4c for the distributions of temperature, pressure, and fluid inventory, using the known distribution of tube flow rates. Several terms and properties, required in Eqns 4 a-c, are directly obtained through Eqns 5-14. The numerical integration proceeds via an ‘adaptive gear method’ modified for highly-stiff problems [8]. Each tube k is integrated from its initial vertex n1 to its ending vertex n2. The dependent variables should be known at n1 as in the standard initial value problem (IVP). The initial condition of tube k is written as θ 0( k ) , P0( k ) , I 0( k ) . For tube k = 1, the initial temperature and pressure correspond to the fluid conditions at the pipeline entrance; the initial inventory is obviously set to zero. When the integration for tube k reaches its end vertex, the final values of dependent variables (θ, P, I) can be prepared as initial values for the integration for the next stage. But, if this vertex is equipped with a process device, the device specifications of temperature and pressure overwrite the Two examples of CO2 pipelines The pipeline model is illustrated using two examples, described as follows. Both use same the thermodynamic and transportation property models as well as the pipeline model described in the previous section. Example 1: 14-in, 300ton, 200bar, V6 This is a 1000-km long pipeline, 14-in (350mm) internal diameter, pipeline carrying 300t/hr (2.6Mt/yr) of fluid containing CO2, CH4, and N2. The pumping pressure at Vertex 1 is 200 bar. There is a booster compressor at vertex 6, and the pipeline has two client vertices, the last of which is the bottom of a 2500-m deep injection column the diameter of which is 200mm. 16 vertices and 15 tubes were proposed. Tables 7, 8, and 9 present, respectively, feed data, tube data, and vertex data for this example. Figures 4 and 5 present the VLE locus of the fluid on planes P vs θ, and P versus ρ. Figures 4 and 5 are useful concerning the thermodynamics of the fluid in this example, because they clearly show the state region where the mixture is two-phase. This two-phase domain is defined by the union of the bubble and dew lines with the region between them; the critical point of this fluid (according to Peng-Robinson EOS with zero binary parameters of interaction) is near 78bar and 27oC, 3-4oC below the critical temperature of pure CO2 and a few bars above its critical pressure. 4th Quarter, 2008 267 O vertical injection column, with external temperature changing gradually from 20oC to 67oC. C The pipeline is fed with fluid at 200bar, but to overcome the highland formation, starting at position 450km, a booster compressor was installed prior to the uphill segment to recompress the fluid to 200bar. This compressor has a cooler to recondition the fluid to 37oC, if necessary. As a result of the head recovery in the downhill segment, the excess pressure of the fluid should be reduced prior to its delivery, and for this reason the fluid is pre-heated in vertex 12 to 105oC and flows to the turbine in vertex 13 to be expanded to 70bar, releasing power. The turbine has an after-cooler to accommodate the decrease in temperature of the stream, if necessary. Finally, at vertex 15, the fluid PL E The pipeline in Example 1 is depicted spatially in Fig.6, where each axis uses a different scale. The little orange circles and the coloured diamonds are ‘flagging’ the system tubes and vertices; the vertices are coloured according to the specification in Table 8. The pipeline discharges fluid at vertices 14 and 16, and vertex 15 is the well-head of the injection column that ends at vertex 16. The pipeline exhibits changes of elevation in the following segments: PY Fig.4. VLE locus P vs θ for the fluid in Table 7. SA M • vertex 6 to vertex 7 (tube 6) is an uphill slope, 50.005km long, ascending to a plateau at an altitude of 850m from a level of 150m; • vertex 8 to vertex 9 (tube 8) is a downhill slope, 50.007km long, descending to an altitude of 0m; • vertex 15 to vertex 16 (tube 15) is a 2500-m long Fig.5. VLE locus P vs ρ for the fluid in Table 7. 268 The Journal of Pipeline Engineering Composition CO2 95%mol CH4 2%mol 3%mol N2 Flow rate Temperature Pressure (abs) Molar mass ρ (density) 952.74 kg/m3 300 t/h 200 bar 10oC (283.15 K) (2.6 Mt/y) Calculated thermodynamic and transport properties c (sonic velocity) Z CP 545.35 m/s 0.3834 0.0917 kJ/mol.K Fluid state Liquid 9.5E-5 Pa.s μ γ = C P / CV U S -388.638 kJ/mol -0.07306 kJ/mol.K Table 8. Tube data for Example 1. y(m) z(m) Elevation 150 150 150 150 150 150 Fittings M SA LE (m) 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 3.2725 36.38 3.2725 --- 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1 GateVlv 1GateVlv+1T 1 GateVlv --- O Ground temp. θE 20oC 20oC 20oC 20oC 20oC 20oC Extra device 1 0 0 --2 100E3 0 --3 150E3 0 --4 250E3 0 --5 350E3 0 --6 450E3 0 Comprs + Cooler 7 500E3 0 850 20oC --W=0kg/s o 8 650E3 0 850 20 C --W=0kg/s 9 700E3 0 0 20oC --W=0kg/s 10 800E3 0 0 20oC --W=0kg/s 11 900E3 0 0 20oC --W=0kg/s 12 970E3 0 0 20oC Heater W=0kg/s 13 970010 0 0 20oC Turbine W=0kg/s + Cooler 14 971E3 0 0 20oC --W=-41.7kg/s 15 1000E3 0 0 20oC --W=0kg/s 16 1000E3 0 -2500 67oC --W=-41.7kg/s Comprs: 1 Stage Adiabatic Compressor; Turbine: 1 Stage Adiabatic Turbine; Effic: Efficiency Table 9. Vertex data for Example 1. Table 7. Feed data for Example 1. PY Ω (kW/m2K) 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 C PL E Length Diameter (ID) Roughness (m) (m) (m) 1 100E3 0.35 4.572E-5 2 50E3 0.35 4.572E-5 3 100E3 0.35 4.572E-5 4 100E3 0.35 4.572E-5 5 100E3 0.35 4.572E-5 6 50005 0.35 4.572E-5 7 150E3 0.35 4.572E-5 8 50007 0.35 4.572E-5 9 100E3 0.35 4.572E-5 10 100E3 0.35 4.572E-5 11 70E3 0.35 4.572E-5 12 10 0.35 4.572E-5 13 990 0.35 4.572E-5 14 29E3 0.35 4.572E-5 15 2500 0.20 4.572E-5 GateVlv : Gate Valve 100% Open, T :Standard Tee x(m) H -387.736 kJ/mol 2.29404 Tube Vertex 0.042971 kg/mol Vertex specification P=200bar W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s Device specification ----------POUT 200bar TOUT 37oC Effic 60% ----------TOUT 105 oC POUT 70bar TOUT 37oC Effic 60% ------P P 269 PL E C O PY 4th Quarter, 2008 Fig.6. Spatial representation of the pipeline for Example 1. descends into the injection column, where it gradually recovers pressure by gravitational compression. During this sector, the fluid also gradually increases its temperature due to compression and due to the rising temperature of the column walls. Figures 7 and 8 show the simulated spatial profiles of pressure and temperature for the pipeline in Example 1. In Fig.8, in the domain of tube 1, it can be seen that the flow takes about 70km to bring the fluid temperature from the feed value of 10oC to the ground value of 20oC. In Figs 7 and 8, each important physical transformation undergone by the fluid during the transfer is identified; for example, At vertex 12, the heater raises the fluid temperature to 105oC, at approximately 120bar of pressure., for which approximately of 20,000kW is required. The flow then arrives at vertex 13 where the recovery turbine reduces its pressure to 70bar producing 1350kW of power. An extra cooling of 3000kW is necessary to attain the required pipeline temperature of 37oC at the outlet of vertex 13. The SA M The numerical resolution of this example starts from the initial condition of the pipeline where fluid conditions correspond to the feed data in Table 7, i.e. θ = 10oC, P = 200bar, and I = 0kg. Using the numerical solution, profiles of the dependent variables, thermodynamic properties, and flow properties can be draw. In order to facilitate the analysis of the results, which come in the form of spatial profiles against position, the graphic’s background is colourcoded corresponding to the set of tubes in the pipeline, so that the spatial domain of each tube becomes more clearly visible. For instance, the domain of tube 1 is red, tube 2 domain is orange, and so on. The width of one domain is proportional to the length of the tube in question. the pressure can be seen to fall steadily until vertex 6 is reached, near 125bar. The pressure then rises back to 200bar due to the booster compressor, consuming 1250kW of power. During the next, 50-km long, uphill segment (vertex 6 to vertex 7), the pressures again falls to near 130bar along a highly-negative gradient. In Fig.8, slight cooling can be identified during this expansion along the uphill section. At vertex 7 the plateau has been reached, and there follows a 150-km long horizontal section (vertex 7 to vertex 8) where the pressure gradient is similar to the gradient upstream of vertex 6. At the end of the plateau, the downhill section (vertex 8 to vertex 9) exhibits a highlypositive pressure gradient, showing that compression takes place, and the pressure increases to approximately 170bar. The temperature also rises, but it is attenuated by the cooling effect of the ground. At the downhill end, the flow crosses a 270-km long horizontal section (vertex 9 to vertex 12) where the pressure gradient is again similar to the gradient upstream of vertex 6. 270 The Journal of Pipeline Engineering SA M PL E C O PY Fig.7. Profile of pressure for the pipeline in Example 1. Fig.8. Profile of temperature for the pipeline in Example 1. Fig.9. Summary of results for the thermo-mechanical devices at vertices: SP = specified, in = inlet, out = outlet, Q = heat duty [booster compressor + cooler at v6, heater at v12, turbine + cooler at v13] 4th Quarter, 2008 271 SA M PL E C O PY Fig.10. Profile of fluid velocity for the pipeline in Example 1. Fig.11. Profile of fluid density for the pipeline in Example 1. power produced by the recovery turbine is sufficient to drive the booster compressor at vertex 6, obviously at the expense of reducing the density of the fluid to be injected. rises from near 20oC to more than 70oC. The fluid reaches the reservoir at a pressure almost of 130bar, which is adequate for this application. At the outlet condition of vertex 13, the fluid is supercritical at 70bar and 37oC. This condition allows the flow to arrive at vertex 14, situated 1km downstream of vertex 13, where the first client receives 150t/hr of fluid. The flow rate inside the pipeline, which continues the flow toward vertex 15, is now only 150t/hr. Vertex 15 is reached 27km downstream from vertex 14, with a pressure of 67bar and temperature near the ground temperature of 20oC, and geo-injection through tube 15 then takes place. As the gravitational compression takes place, a rise of pressure occurs from 67bar to almost 130bar. Temperature also Figure 9 reports a summary of results for the thermomechanical devices at vertices 6, 12, and 13, corresponding respectively to booster compressor and cooler at vertex 6, pre-heater at vertex 12, and turbine and cooler at vertex 13. The values reported in the text above for power and heat duties of thermo-mechanical devices are depicted as bars in Fig.9. The profile of flow velocity is depicted in Fig.10, showing that it was successfully maintained below 3m/s as prescribed. Higher velocities were only observed at the heater outlet and through the injection column. The profile of density is shown in Fig.11, while the profile of the 272 The Journal of Pipeline Engineering SA M PL E C O PY Fig.12. Profile of compressibility factor for the pipeline in Example 1. compressibility factor is shown in Fig.12. The profile of fluid inventory is depicted in Fig.13, showing that there are almost 80,000 tonnes of fluid in this pipeline. Figure 14 depicts the complex flow path of the fluid onto its VLE locus on the plane P (bar) vs θ (oC). Figure 15 depicts a magnification of the same flow path to allow the details of the state trajectory to be more visible: the path starts at the feed condition with θ =10oC and P = 200bar, well above the bubble point curve (i.e. as a compressed subcooled liquid). Gradually, the fluid state migrates directly toward the two-phase region at a temperature near the ground temperature of 20oC. The booster compressor stops this trend and restores the fluid to a high-pressure state. The final moves of the fluid state show that it almost touches the dew-point curve when the fluid arrives at vertex 15 with a pressure of 67bar and temperature near the Fig.13. Profile of fluid inventory (tonnes) for the pipeline in Example 1. ground temperature of 20oC. The pressure rises again as the flow enters the 2500-m long injection column, achieving almost 130bar in the downhole conditions; the final density of the fluid downhole is above 300kg/m3. If a higher density is required, the injection pressure should be increased by reducing the loss of pressure in the recovery turbine, although this results in losing a fraction of the power recovery. Example 2: 16-in, 571ton, 134bar This example concerns the base-case of the CO2 pipeline in Ref.1. This is a 100-km long pipeline carrying 571t/hr (5Mt/yr) of pure CO2; the pumping pressure (Vertex 1) is 134bar, and the pipeline does not have changes of elevation. There is only one client vertex at the end of the line; a basic 4th Quarter, 2008 273 Fig.15. Magnification of the flow path in Fig.14. Fig.16. VLE locus P vs θ for the fluid in Table 11. SA M PL E C O PY Fig.14. The VLE locus for the pipeline in Example 1. 274 The Journal of Pipeline Engineering ρ (density) 944.28 kg/m3 Pressure (abs) Flow rate Temperature 571 t/h 12oC 134 bar (5 Mt/y) (285.15 K) Calculated thermodynamic and transport properties c (sonic velocity) Z CP 507.38 m/s 0.27127 0.1029 kJ/mol.K Fluid State Liquid 8.4E-5 Pa.s Composition CO2 100%mol μ Molar mass 0.044 kg/mol H Table 10. Feed data for the pipeline in Example 2. -406.206 kJ/mol γ = C P / CV U S 2.5363 -406.85 kJ/mol -0.07259 kJ/mol.K Length (m) Diameter (ID) (m) Roughness (m) Ω (kW/m2K) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 10E3 5E3 10E3 10E3 10E3 5000 15E3 5000 10E3 10E3 7E3 1 99 400 2500 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 0.38 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 4.572E-5 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 5E-3 Fittings C O PY Tube ------------------------------- LE (m) ------------------------------- 0 10E3 15E3 25E3 35E3 45E3 50E3 65E3 70E3 80E3 90E3 97E3 97001 97100 97500 100E3 y(m) z(m) 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Elevation 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 M 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 x(m) SA Vertex PL E Table 11. Tube data for the pipeline in Example 2. Ground temp. θE 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 12oC 67oC Vertex specification P=134bar W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=0kg/s W=-158.6kg/s Extra device --------------------------------- Device specification --------------------------------- Table 12. Vertex data for the pipeline in Example 2. premise of this study was that the fluid pressure at this client vertex should be equal to or greater than 103bar. There are no extra thermo-mechanical devices. The design method in Ref.1 calculates an internal diameter of 380mm (14.9in), which was subsequently rounded to a larger commercial diameter of 390mm (15.3in). However, since 380mm was established as a feasible diameter for the design, it is this value that we consider in the present comparison. The same mesh of 16 vertices and 15 tubes was proposed to represent the system, and Tables 10, 11, and 12 present, respectively, feed data, tube data, and vertex data for this example. Figures 16 and 17 present the VLE locus of this 4th Quarter, 2008 275 SA M PL E C O PY Fig.17. VLE locus P vs ρ for the fluid in Table 11. Fig.18. Profile of pressure for the pipeline in Example 2. fluid on planes P versus θ, and P versus ρ. Since the fluid is a pure substance, the VLE locus in Fig.16 is the single VLE line of Fig.2 (the bubble and dew curves are the same), as seen by the Peng-Robinson EOS. Figure 17 shows the state region where the mixture is two-phase. The numerical resolution of this example starts with the initial condition of the pipeline where the fluid conditions correspond to the feed data in Table 10. With the numerical solution for this example, profiles of dependent variables, thermodynamic properties and flow properties can be drawn, and Figs 18-21 show the simulated spatial profiles of pressure, temperature, velocity, and density. In Fig.18 the profile of pressure can be seen to have a practicallyconstant coefficient of head loss per km, and the velocity and fluid density are almost constant, which can be confirmed through Figs 20 and 21. Figure 19 shows a very small temperature drop along the pipeline route: the fluid loses 1oC (below the ground temperature) between vertices 1 and 16 as can be seen in the figure. This is probably due to a mild Joule-Kelvin effect created by the fall of pressure from 138bar to almost 103bar, but attenuated by the heat transfer from the ground, which prevents the sharper cooling associated with the isenthalpic expansion. Figure 20 shows the velocity profile for this example, showing that there was only a 3% of increase in this variable. This is reflects the almost-constant density, which decreased by only 3% after 100km of flow. This behaviour is also shown in the density profile Fig.21. Figure 22 depicts the flow path of the fluid and its VLE 276 The Journal of Pipeline Engineering SA M PL E C O PY Fig.19. Profile of temperature for the pipeline in Example 2. locus on the plane P versus ρ. The path starts at the feed conditions of θ = 12oC and P = 134bar, well above the bubble point curve (i.e. as a compressed sub-cooled liquid). Gradually it migrates directly toward the bubble curve at a temperature slightly below the ground temperature of 12oC. The flow is properly monophasic (i.e. as a compressible liquid) along the entire pipeline. The purpose of this example is to analyse the feasibility of the pipeline design proposed in Ref.1. To do this, we have to take a good look at the pressure at the end of the pipeline and compare it with the desired lower bound of 103bar. Figure 23 magnifies the end section (i.e. the end of the domain of tube 15) of the pressure profile in Fig.18; it can be seen that the final fluid pressure corresponds to 102.8bar. This implies a small, but nevertheless perceptible, loss of feasibility for the pipeline design as proposed in Ref.1. The Fig.20. Profile of flow velocity for the pipeline in Example 2. target lower bound of 103bar of pressure at the pipeline end point is unattainable with an internal diameter of 380mm. The point is, as mentioned at the end of the first section of this paper, that there are some unnecessary simplifications in this model which may compromise the final design. Although this methodology applies simplifications based on taking averaged values of thermodynamic and flow properties, it can be seen that none of them are conservative or design protective, and they affect the design erratically and in an unpredictable way. This small imprecision (which can be considered to be fairly common in pipeline engineering) may become invisible (or practically disappear) in short pipelines or those that are operating at low flow rates. But similarly it 4th Quarter, 2008 277 SA M PL E C O PY Fig.21. Profile of density for the pipeline in Example 2. Fig.22. Flow path on the VLE locus for the pipeline in Example 2. Fig.23. Magnification of the end section (tube 15) of the pressure profile for the pipeline in Example 2. 278 The Journal of Pipeline Engineering can become more influential in longer systems at higher flow rates, or with those that have sharp positive changes of elevation and/or positive changes of temperature. Although this imprecision, as verified here, can generate unfeasible designs by only the smallest of margins in the majority of cases, it can have a considerable impact on others. • rigorous dense compressible fluid flow modelled with 1-D momentum and total energy balance equations; • three dependent flow variables: pressure, fluid temperature, and fluid inventory • heat transfer taken into account; • rigorous description of pipeline topography and gravitational effects on the flow; • multiple thermo-mechanical devices allowed, such as booster compressors, exchangers, and recovery turbines; • properties rigorously calculated from point to point along the route, and no averaged properties are used. Concluding remarks PY O PL E Although there is no ‘T’ in the above acronym, it is acknowledged that only the transportation step, through high-pressure, high-capacity, CO2 pipelines, is the currentlyproven reliable and (very) economic technology in the CCGS ‘tripod’. The estimated cost of CO2 transportation ranges between $1 to $2 per ton per 100km for highcapacity pipelines [1]. This CO2 pipeline model was able to simulate the transport performance of a 16-in, 1000-km long pipeline, working at 2.6Mt/yr of a gas with 95% CO2. The pipeline is fed with a fluid at 200bar pressure; starting from the pump station at 150m altitude, the pipeline had to cross a 250-km long highland area with an altitude of 850m. A booster compressor was installed at the beginning of the uphill section to repressure the fluid to 200bar. Due to the recovery of the hydraulic head during the downhill section, a heater and a recovery turbine were installed near the two client sites at the end of the pipeline. The production of power by the recovery turbine was sufficient to drive the booster compressor. The last segment of the pipeline is a vertical, 8-in diameter, 2500-m long, injection column to carry the fluid to the geological sink. Following depressurisation through the recovery turbine, the pipeline delivers fluid to the wellhead at the minimum possible head, taking advantage of the gravitational compression occurring during the descent to repressurize the fluid to the level of pressure required by the sink. In this example, specific issues characteristic of CO2 transport, such as the expected effects of dense supercritical compressible flow and rapid variation of hydraulic head across height changes (including the associated thermal effects), were reproduced by the model C This paper presents a brief review of some aspects of CO2 transportation in connection with carbon capture and geological storage (CCGS) strategies. Basically, CCGS is the projected main response by industry towards mitigating CO2 emissions carrying fossil carbon. As explained in Ref.1, CCGS was devised as a “bridge” technology to be superimposed on current fossil energy technologies until new, no-fossil, energy sources eventually become more widely established. CCGS involves the co-operation of three technologies: CO2 capture at industrial sources and compression; CO2 transportation from sources to geological sinks; and geological storage. SA M The capture and compression step, though well-known on technical grounds, is not yet proven to be operational under long-term conditions. The corresponding cost of capture is also impressive, ranging between $10 to $60/ton of CO2, depending on the process of CO2 production and on the technology adopted for its capture. The geological storage step, which was originally behind the CCGS initiatives, ironically still demands more quantitative methods and reliable estimation procedures in order to establish the critical parameters for geological sinks, including: the practical long-term capacity of storage; the long-term behaviour of the maximum admissible flow rate of injection per well; the dynamics of the interaction of CO2 with the sinks; the security and stability of the reservoirs of stored CO2; and the necessary procedures for long-term monitoring the integrity of the CO2 reservoirs. In connection with the initiatives on CO2 transportation, this work presents a one-dimensional model for CO2 transport by high-pressure pipeline. This model was designed for engineering applications involving long-distance pipelines transporting dense supercritical CO2 either in its pure form or in mixtures with other gases and fluids. The model has the following features: • rigorous thermodynamics of dense supercritical fluids through the Peng-Robinson EOS; The proposed pipeline model was also used to simulate the base-case pipeline for CO2 transport analysed in Ref.1. This comparison shows that despite the modest simplifications present in the design for the base-case pipeline, the special characteristics of supercritical CO2 made the proposed design unfeasible, albeit by a small margin of pressure at the destination of the pipeline. References 1. S.T.McCoy, 2008. The economics of CO2 transport by pipeline and storage in saline aquifers and oil reservoirs. PhD Thesis, Carnegie-Mellon University, Pittsburgh, USA. 2. B.S.Fisher, et al., 2007. Issues related to mitigation in the long term, context, In: Climate Change 2007: Mitigation. Contribution of Working Group III to the 4th Assessment Report of the Inter-governmental Panel on Climate Change 4th Quarter, 2008 279 6. T.H.Chung, et al., 1988. Generalized multi-parameter correlation for nonpolar and polar fluid transport properties. Industrial & Engineering Chemistry Research, 27, pp671-679. 7. R.S.H.Mah, 1990. Chemical process structures and information flows. Butterworth Publishers, New York. 8. J.L.de Medeiros, A.L.H.Costa, J.P.P.Neto, and O.Q.F.Araújo, 2002. Dynamic modeling of pipeline networks for dense compressible fluids tuned with time series of plant data. Proc. IPC-2002, International Pipeline Conference, Calgary, Canada. PL E C O PY (IPCC), B.Metz et al. Eds, Cambridge University Press, Cambridge, UK. 3. K.Thambimuthu et al., 2005. Capture of CO2 in IPCC Special Report on Carbon Dioxide Capture and Storage, B.Metz et al. Eds, Cambridge University Press, Cambridge, UK. 4. S.Churchill, 1977. Friction-factor equation spans all fluidflow regimes. Chemical Engineering, 11, pp91-92. 5. B.E.Poling, J.M.Prausnitz, and J.P.O’Connell, 2001. The properties of gases and liquids, 5th Edn, McGraw-Hill Book Co. M Technical Writing A–Z: A Commonsense Guide to Engineering Reports and Theses, British English Edition INTEREST FROM ASME PRESS by Trevor M. Young by James A. Wingate Topics include: format and content of reports and theses; copyright and plagiarism; print and Internet reference citation; abbreviations; units and conversion factors; significant figures; mathematical notation and equations; writing styles and conventions; frequently confused words; grammatical errors and punctuation; commonsense advice on issues such as getting started and holding the reader’s attention. Gain practical knowledge from frank, colorful cases and learn to solve mechanical problems related to hydraulics, pipe flow, and industrial HVAC and utility systems with these organized solutions to the problems involving: water and steam hammer phenomena; gravity flow of liquids in pipes; siphon seals and water legs; regulating steam pressure drop; industrial risk insurers’ fuel gas burner piping valve train; controlling differential air pressure of a room with respect to its surroundings; water chiller decoupled primary-secondary loops; pressure drop calculations of incompressible fluid flow in piping and ducts; water chillers in turndown; hydraulic loops; radiation heat transfer; and thermal insulation. SA TITLES OF 2005 256 pp. Softcover ISBN: 0-7918-0237-X Order No. 80237X $29 (list)/$23 (ASME member) Order sets of 10 copies at a special price. Order No. 80236S $199 American Edition: 2005 256 pp. Softcover ISBN: 0-7918-0236-1 Order No. 802361 $29 (list)/$23 (ASME member) Order sets of 10 copies at a special price. Order No. 80236S $199 Pipeline Operation and Maintenance: A Practical Approach by M. Mohitpour, J. Szabo, and T. Van Hardeveld Covering pipeline metering, pumping, and compression, the book covers day-to-day concerns of the operators and maintainers of the vast network of pipelines and associated equipment and facilities that deliver hydrocarbons and other products. It is a useful reference for veterans and a training tool for novices. 2004 600 pp. Hardcover ISBN: 0-7918-0232-9 Order No. 802329 $125 (list)/$99 (ASME member) Order Now! Mister Mech Mentor, Volume I: Hydraulics, Pipe Flow, Industrial HVAC & Utility Systems 2005 160 pp. Softcover ISBN: 0-7918-0235-3 Order No. 802353 $45 (list)/$36 (ASME member) Pipeline Design and Construction: A Practical Approach, Second Edition by M. Mohitpour, H. Golshan and A. Murray This second edition includes updated codes and standards information, solutions to technical problems, additional references, and clarifications to the text. It offers straightforward, practical techniques for pipeline design and construction, making it an ideal professional reference, training tool, or comprehensive text. 2003 700 pp. Hardcover ISBN: 0-7918-0202-7 Order No. 802027 $110 (list)/$88 (ASME member) North America: www.asme.org • Europe: www.ihsatp.com 280 The Journal of Pipeline Engineering EIJ;D: EYjeX[h'(#'+"(&&/ PL E C O PY mmm$f_f[b_d[(&&/$Yec SA M :;7:B?D;97BB<EHF7F;HI <[XhkWho'"(&&/ 4th Quarter, 2008 281 Fracture propagation in CO2 pipelines by Dr Andrew Cosham*1 and Robert J Eiber2 1 Atkins Boreas, Newcastle upon Tyne, UK 2 Robert J Eiber Consultant, Inc, Columbus, OH, USA T HE FOURTH REPORT from the Intergovernmental Panel on Climate Change states that “Warming of the climate system is unequivocal…”. It further states that there is a “very high confidence that the global average net effect of human activities since 1750 has been one of warming.” One of the proposed technologies that may play a role in the transition to a low-carbon economy is carbon dioxide capture and storage (CCS). The widespread adoption of CCS will require the transportation of the CO2 from where it is captured to where it is to be stored. Pipelines can be expected to play a significant role in the required transportation infrastructure. C O PY The transportation of CO2 by long-distance transmission pipeline is an established technology; there are examples of CO2 pipelines in USA, Europe, and Africa. The design and operation of a CO2 pipeline is more complicated than a typical hydrocarbon pipeline, because of the highly non-linear thermodynamic properties of CO2 and because it is normally transported in a pipeline as a dense-phase fluid. There are number of issues to be considered. Furthermore, CO2 captured from fossil-fuel power stations may contain different proportions and/or types of impurities from those found in the sources of natural or anthropogenic CO2 transported in existing CO2 pipelines. M PL E Fracture propagation control is one such issue that requires careful consideration in the design of a CO2 pipeline. CO2 pipelines may be more susceptible to long running ductile fractures than hydrocarbon gas pipelines. The need to prevent such propagating fractures imposes either a minimum required toughness (in terms of the Charpy V-notch impact energy) or a requirement for mechanical crack arrestors. Indeed, fracture propagation control has implications for the diameter, wall thickness, and grade of the pipeline, in addition to the Charpy V-notch impact energy of the linepipe steel, because in some situations the requirement for fracture propagation control will dictate the design of a CO2 pipeline. SA The issues surrounding fracture propagation control in a CO2 pipeline are illustrated through the means of two simple design examples: a 24-in (609.6-mm) diameter pipeline with a design pressure of 100bar (1450psi), and a 18-in (457.2-mm) diameter pipeline with a design pressure of 180bar (2610psi). It is been shown that fracture propagation control in a CO2 pipeline can be addressed relatively simply. Some care is required because the trends observed in CO2 pipelines are not the same as those in natural gas pipelines, and the required toughness to arrest a ductile fracture may be very sensitive to small changes in the design parameters. Nevertheless, provided that fracture control is considered early in the design, any constraints on the design can be identified and, in principle, resolved without too much difficulty. It is important not to forget that transportation is an implicit, and essential, part of CCS. T HE FOURTH report from the Intergovernmental Panel on Climate Change (IPCC) [1] states that “Warming of the climate system is unequivocal, as is now evident from observations of increases in global average air and ocean temperatures, widespread melting of snow and ice, and rising global average sea level.” It further states that there is a “very high confidence that the global average net effect of human activities since 1750 has been one of warming.” Provided that action is taken soon to reduce emissions of ‘greenhouse gases’, the potentially severe effects of climate change can be avoided, without excessive cost [2, 3]. * Author’s contact information: tel: +44 (0)191 230 6501 email: [email protected] Carbon dioxide capture and storage (CCS) is one of the technologies that has been proposed to reduce emissions of carbon dioxide (CO2) to the atmosphere from fossil-fuel 282 The Journal of Pipeline Engineering FAILURE fracture initiation control LEAK RUPTURE PROPAGATION ARREST fracture propagation control Fig.1. Fracture control. PY O Fracture control is concerned with designing a pipeline with a high tolerance to defects introduced during manufacturing, construction, and service; and preventing, or minimizing, the length of long running fractures. CO2 pipelines are potentially more susceptible to long running fractures than conventional natural gas pipelines. SA M PL E A second factor that has raised the profile of CCS amongst governments is the need to ensure security of energy supply. Clean-coal technology is seen as having the potential to make a significant proportion of a diverse low-carbon energy mix. Coal is one of the most available sources of energy in the USA, and similarly in the UK and other parts of Europe, not to mention the rest of the world. A cleancoal power station would incorporate CCS. The UK government, through the Department for Business, Enterprise, & Regulatory Reform (BERR) has organized a competition to develop a commercial-scale coal-fired plant capable of demonstrating the full range of CCS technologies1. The project envisages the construction of a 300-400MW plant, capable of capturing up to 90% of its CO2 emissions. A number of countries around the world, including Australia, the USA, and Norway, also have government supported projects to develop commercialscale CCS power stations. A 30-MW pilot plant at the Schwarze Pumpe power station in Germany, demonstrating carbon capture and storage, opened in September, 2008 [5, 6]. However, initially the CO2 is being transported from the plant to the storage site by road tanker, not pipeline. The transportation of CO2 by long-distance transmission pipeline is an established technology. However, the design and operation of a CO2 pipeline is more complicated than a typical hydrocarbon pipeline [7, 8]. One of the issues that needs to be considered is fracture control, and specifically fracture propagation control. C power stations. An IEA (International Energy Agency) study estimated that the widespread adoption of CCS technologies could contribute approximately 20% of the reduction in emissions required to reduce projected emissions in 2050 to their 2003 levels (although, in comparison, energy-efficiency measures could contribute approximately 45%) [4]. In simple terms, there are two types of carbon-capture technology: pre-combustion and post-combustion, with various methods of implementing either technology. The composition of the ‘captured’ CO2 will depend on the process used to capture it. Once the CO2 is captured, it needs to be transported to where it is to be stored. Pipelines can be expected to play a significant role in the required transportation infrastructure [7]. Transportation is an essential part of carbon capture and storage, but sometimes appears to be something of a ‘Cinderella’ subject. 1 The CCS demonstration competition now falls under the remit of the Department for Energy and Climate Change (DECC). Existing CO2 pipelines transport CO2 from CO2-dome fields and plants processing gas from reservoirs with a high proportion of CO2. ‘Captured’ CO2 may have a different composition, and the type and proportion of the impurities in the CO2 may have a significant effect on the susceptibility of the pipeline to a running fracture, in addition to their effect on hydraulic design [9]. In this paper, the issues surrounding fracture propagation control in a CO2 pipeline are illustrated by two simple design examples. Fracture control Fracture control is an important consideration in the design of a pipeline. A fracture control plan for a pipeline will consider two issues (see Fig.1): • fracture initiation control; and • fracture propagation control. A propagating (or running) fracture will result in the loss of many lengths of linepipe, and hence is undesirable. Fracture propagation control is achieved by ensuring that the toughness of the linepipe steel is sufficiently high to arrest propagating fractures, and needs to be considered in pipelines conveying gaseous fluids, two-phase fluids, densephase fluids, or liquids with high vapour pressures. Propagating fractures are described as either brittle or 4th Quarter, 2008 283 2500 108°F 2000 pressure (psi ) measured 80°F predicted 1500 94°F 1000 70°F 500 PY 0 0 Fig.2. Experimental and theoretical decompression curves for CO2 (after Maxey (1986)). 500 1000 1500 -1 O velocity (ft.s ) ‘arrest pressure’ is greater than the ‘saturation pressure’ [14-18]. The ‘arrest pressure’ can be determined using part of the TCM; the ‘saturation pressure’ can be determined from a phase diagram (or a gas-decompression program), given the initial pressure and temperature. Linepipe specifications and pipeline design codes specify toughness requirements in terms of the minimum shear area as measured in a drop-weight tear test (DWTT) to address the ‘upper shelf’ requirement [10-13]. Brittle fracture propagation is not an issue in modern linepipe steel. The transportation of carbon dioxide by pipeline SA M PL E C ductile: brittle propagating fractures are prevented by ensuring that the linepipe steel is operating on the ‘upper shelf’; ductile propagating fractures are prevented by specifying a minimum toughness to ensure that a ductile fracture will arrest or, if the required toughness is too high, by using mechanical crack arrestors. A ductile fracture will not propagate if there is insufficient energy in the system to overcome the resistance to propagation. The resistance to a running fracture can be characterized by the Charpy-V notch (CVN) impact energy of the linepipe steel, although the relationship between CVN and fracture resistance becomes non-linear at high impact energies (when the full-size impact energy exceeds approximately 100J). The driving force for a running fracture is the internal pressure: if the fluid in the pipeline decompresses slowly, for example high pressures at low decompression wave velocities (as is the case for CO2, see Fig.2), then a higher toughness is required to arrest the running fracture. The Battelle two-curve model, widely used in fracturecontrol studies, expresses the resistance and driving force in terms of the fracture and gas decompression wave velocities [11, 12]. For CO2 it can be shown that fracture propagation control can be conservatively simplified to determining the toughness required to ensure that the CO2 is transported in pipelines over long distances as a dense-phase fluid, for operational and economic reasons. The typical range of operating pressures and temperatures of CO2 pipelines are 1,250psi (86.2bar) to 2,220 psi (153bar), 40°F (4°C) to 100°F (38°C) [8, 19]. CO2 pipelines are susceptible to propagating ductile fractures because the CO2 is transported in the dense phase. It is a high vapour pressure liquid: at high pressures, supercritical CO2 behaves as a liquid, and has a liquid-like density, but it yields a very large volume of gas when its pressure is lowered [20]. Fracture propagation control requires careful consideration in the design of a CO2 pipeline, as do a number of other issues such as hydraulics and corrosion control [8]. The transportation of CO2 by long-distance transmission pipeline is an established technology, and one of the first – the Canyon Reef Carriers pipeline system in West Texas – was commissioned in 1972 [7]. There are now over 2,500km of CO2 pipelines in the USA and Canada for enhanced oil The Journal of Pipeline Engineering 97.5 99 284 100 CO2 & N2 100 pressure (bar) 95 90 125 75 10°C 25 0 100 200 300 400 500 600 -1 C Fig.3. Theoretical decompression curves for mixtures of CO2 and N2. Decompression characteristics of CO2 and fracture control PL E recovery (EOR) projects [7], with other pipelines in the Netherlands, Turkey, North Africa, and Norway (the latter, the Snøhvit pipeline, being the world’s first offshore CO2 pipeline [21]). The source of the CO2 transported in these pipeline is either natural or ‘anthropogenic’ (i.e. manmade), although none of the anthropogenic sources are (yet) ‘captured’ CO2 from fossil-fuel power stations. O velocity (m.s ) PY 50 The fact that long-distance, high-pressure CO2 pipelines have been designed, constructed, and operated successfully for many years indicates that the issues associated with the design and operation of CO2 pipelines can be addressed. Several CO2 pipelines in USA have mechanical crack arrestors installed at regular intervals along their length, because linepipe with a sufficiently high toughness was not available when the pipelines were constructed [7, 8, 22, 23]. Fitting crack arrestors is expensive; retro-fitting them to existing pipelines is even more so. CO2 is normally transported as a dense-phase fluid. Consider a rupture in a CO2 pipeline: the CO2 initially decompresses rapidly as a liquid; the decompression path then crosses the phase boundary, and the resulting twophase fluid decompresses much more slowly. Experimentally determined decompression curves for CO2 are illustrated in Fig.2. The discontinuities in the decompression curves occur when the decompression path crosses the phase boundary; the pressure at which it crosses the phase boundary is the saturation pressure. The renewed interest in CO2 pipelines, both new and the change-of-use of existing pipelines from their current service to CO2 service, means that it is informative to look again at the issue of fracture propagation control in CO2 pipelines. The decompression in a pipeline following a rupture can be approximated as an isentropic process . GASDECOM is a program for calculating the decompression curve for mixtures of hydrocarbons [11, 12], based on the Benedict- SA M In a wider context, it is also worth noting that there are differences between the existing CO2 pipelines, which were (with the odd exception) constructed for the purposes of EOR, and the new CO2 pipelines that will be constructed as part of the required transportation infrastructure for CCS. Some of these differences are summarized in Table 1, and the implications arising from these differences will need to be addressed. Carbon dioxide exhibits highly non-linear thermodynamic properties, and it departs significantly from ideal gas behaviour as the pressure increases. The critical point of CO2 is at a pressure of 73.77bar (1,070psi) and a temperature of 31°C (88°F). The presence of impurities, such as methane or hydrogen, can have a significant effect on the behaviour of the fluid [9, 18]. The decompression characteristics of a fluid have a significant effect on the toughness required to arrest a running ductile fracture, and it is the decompression characteristics of CO2 that mean that fracture propagation control requires careful consideration. 4th Quarter, 2008 285 160 initial pressure (bar) 140 typical operating conditions of CO2 pipelines 120 100 high i.p. 80 60 low i.p. 40 low i.p. high i.p 20 PY 99% CO2, 1% N2 0 0 Fig.4. The effect of initial conditions on the saturation pressure of a mixture of CO2 and N2. 10 20 . 30 40 50 60 C O initial temperature (°C) typical operating pressure and temperature range of CO2 pipelines, increasing the initial temperature and/or decreasing the initial pressure will increase the saturation pressure. The saturation pressure is key to determining the toughness required to arrest a propagating ductile fracture in a CO2 pipeline. Factors that increase the saturation pressure will increase the arrest toughness. Two examples SA M PL E Webb-Rubin-Starling (BWRS) equation of state, with modified constants known to give accurate estimates of isentropic decompression behaviour. Figure 2 compares the measured decompression curves with theoretical predictions using a modified version of GASDECOM. The agreement between the experimental and theoretical decompression curves is relatively good, and a reasonable estimate of the saturation pressure, for given initial conditions, can consequently be obtained assuming an isentropic decompression and a phase boundary described by the BWRS equation of state. The presence of impurities has a significant effect on the saturation pressure. Impurities such as hydrogen, nitrogen, and methane will increase the saturation pressure [18]. Theoretical decompression curves for mixtures of CO2 and N2, from 0% N2 to 10% N2, are shown in Fig.3 [18], illustrating a significant increase in the saturation pressure as the proportion of N2 increases. This increase in the saturation pressure will significantly increase the arrest toughness (as discussed further below). The initial pressure and temperature of the fluid also have a significant effect on the saturation pressure. Theoretical predictions of the saturation pressure for 100% CO2, and 99% CO2 and N2, for a range of initial pressures and temperatures, are shown in Fig.4 [18]. Considering the Considering the above, it is clear that the composition of ‘captured’ CO2 and the pipeline operating conditions need to be well defined at the early stages of the design, so that the implications for achieving fracture propagation control can be addressed. The issues associated with achieving fracture propagation control in a CO2 pipeline are illustrated through two examples: • 24-in (609.6-mm) diameter pipeline with a design pressure of 100bar; and • 18-in (457.2-mm) diameter pipeline with a design pressure of 180bar. The above pipeline diameters and design pressures are representative of what might be required to transport the CO2 produced by a 1,600-MW coal-fired power station over a distance of approximately 200km. A power station of this size would produce something of the order of 8 million ton/yr of CO2. In both cases, the linepipe grade is taken to be API 5L X65 and the design factor is 0.72. The wall thicknesses are 286 The Journal of Pipeline Engineering 200 CH4 fracture velocity curves 150 decompression curves 18 in., 40 J 100 50 24 in., 50 J X65, f = 0.72 10°C 0 0 100 200 300 400 500 600 -1 C Fig.5. Theoretical decompression curves for pure CO2 and pure CH4, and fracture velocity curves for the 18- and 24-in pipelines. All references to Charpy V-notch (CVN) impact energy in the following refer to upper-shelf values (100% shear) measured using full-size specimens tested at the minimum pipeline operating temperature. In a linepipe specification, the required impact energy may be expressed as either the minimum of three test results, or the average of three. The implications of this issue are not considered here. PL E calculated accordingly and are, for the 24-in and 18-in diameter pipelines respectively, 9.45mm and 12.76mm, giving diameter to wall thickness ratios of 64.5 and 35.8. 700 O velocity (m.s ) PY pressure (barg) CO2 SA M In practice, a standard API 5L wall thickness would be adopted and, depending upon the pipeline design code (for example, PD 8010-1,2 : 2004 or ASME B31.4 [24, 25, 26]), wall-thickness manufacturing tolerances may also need to be considered. In addition, the design factor may not dictate the minimum required wall thickness (which may be governed by resistance to external interference in onshore pipelines, or collapse and stability in offshore pipelines). While, for simplicity, none of these issues are considered here, their implication is that the wall thickness will tend to be slightly (or significantly) greater than the minimum required to satisfy the limit on the design factor. An increase in the wall thickness is beneficial from a fracturecontrol perspective because it reduces the arrest toughness (see below). It is assumed that the linepipe steel is operating on the upper shelf: 85% shear area in a DWTT at the minimum pipeline operating temperature2. It is also assumed that the pipelines are onshore, although this has little significance for the purposes of these examples. 2 In some design codes and standards the requirements is expressed in terms of the minimum design temperature, and in others in terms of the minimum operating temperature. In most cases the difference is not significant. It is more conservative to use the minimum design temperature. A methane (natural gas) pipeline It is instructive to consider the requirements for fracture propagation control if the above two pipelines were transporting methane (CH4). There are a number of different method that could be used to estimated the required CVN impact energy to arrest a running ductile fracture (the arrest toughness). The EPRG recommendation for crack-arrest toughness for highstrength linepipe steels [13] would be the simplest approach, while the Battelle short formula (SF) [11, 12], as recommended in ASME B31.8 [27], is slightly more complicated. The most-accurate, but also the mostcomplicated, approach, is the Battelle two-curve model (TCM) [11, 12]. It is important to emphasize that the TCM would not normally be used for a CH4 pipeline (and, in any case, the SF is an approximation to the TCM). It is considered here because its use illustrates the implications of the different decompression curves for CH4 and CO2. Table 2 gives the required toughness for the two pipelines calculated using the EPRG recommendations, the SF and the TCM. The SF is conservative with respect to the TCM, 4th Quarter, 2008 287 E xistin g C O 2 p ip e lin e s N e w C O 2 p ip e lin e s CCS EO R Table 1. Differences between existing and new CO2 pipelines. im pur itie s, de pe n din g on th e captur e m e th od r e m ote , un populate d ar e as populate d ar e as ' static' de m an d f luctuation de m an d (due to load f actor s) h ig h e r th r oug h put ? 18 in ., 18 0 b a r EPRG 40 J 40 J SF 53 J T CM 50 J O PY 2 4 in ., 10 0 b a r 53 J 40 J the initial pressure increases the arrest toughness. The decompression curve is only part of the picture; it depends only on the initial pressure and temperature and the fluid composition. The fracture-velocity curves illustrate the effect of pipeline geometry and grade. The 18-in diameter pipeline has a higher resistance to a ductile fracture than the 24-in pipeline because the diameter to wall thickness ratio is smaller (for the same toughness, at any given fracture velocity, the required driving pressure is higher)3. The higher fracture resistance of the 18-in pipeline more than offsets the higher driving force implied by the decompression curve. Consequently, a lower arrest toughness is predicted for the 18-in, 180-bar, pipeline than for the 24-in, 100-bar, pipeline. SA M PL E as would be expected. The EPRG recommendations give the lowest required toughness. The EPRG recommendations for X70 and below are based on 0.75 times the AISI formula, and take into account the statistical distribution of the CVN impact energy in an actual linepipe supply (mid-1990s data). The minimum toughness specified by the EPRG recommendations ensures that 50% of the linepipe will meet the required toughness. The SF and TCM are simply formulae for calculating the arrest toughness. The results of the three different criteria are broadly comparable. Modern linepipe would easily exceed the required toughness. C Table 2. Required full-size CVN impact energy for a CH4 pipeline. n e ar ly pur e CO 2 f r om dom e f ie lds Further insight into the underlying behaviour is given in the results of the TCM. Figure 5 shows the theoretical decompression curves for pure methane, based on an initial temperature of 10°C and initial pressures of 100 and 180bar, and the fracture velocity curves for the 18 and 24in diameter pipelines, based on the minimum arrest toughness (and hence the respective decompression and fracture velocity curves intersect at a tangent). The decompression curves are characteristic of the decompression of a gaseous fluid in the gaseous phase. The decompression curve for an initial pressure of 180bar is more severe than that for an initial pressure of 100bar (at any given decompression wave velocity, the decompression pressure is higher). All other factors being equal, increasing 3 The smaller diameter to wall thickness ratio has a second effect. At any given decompression wave velocity, the hoop stress in the 18-in pipeline is lower than that in the 24-in pipeline, even though the pressure is higher. The following general trends for a CH4 pipeline can be identified: • the higher the initial pressure, the more severe is the decompression curve; • the lower the initial temperature, the more severe is the decompression curve; • the smaller the diameter to wall thickness ratio, the lower is the arrest toughness; and • the lower the design factor, the lower is the arrest toughness. A carbon dioxide pipeline Consider now the same 18-in and 24-in diameter pipelines, but transporting carbon dioxide (CO2) rather than methane. 288 The Journal of Pipeline Engineering 200 180 160 180 bar, 10°C pressure (bar) 140 120 100 100 bar, 10°C 80 60 40 CO2 phase boundary 0 -20 -10 0 10 20 30 40 O temperature (°C) PY 20 C pressure of 100bar (the estimated saturation pressures are approximately 35 and 39bar, respectively). The decompression curve for an initial pressure of 180bar is less severe than that for an initial pressure of 100bar – the opposite of what was observed above. SA M PL E Figure 5 shows the theoretical decompression curves for pure carbon dioxide, based on an initial temperature of 10°C and initial pressures of 100 and 180bar. The decompression curves are very different from those of methane decompressing from the same initial conditions, and are characteristic of the decompression of a densephase fluid. The discontinuity, or plateau, in the decompression curve occurs when the decompression path crosses from the single-phase region (liquid) into the twophase region (liquid-gas). The marked difference between the decompression curves for methane and carbon dioxide, illustrated in Fig.5, clearly demonstrates why it is only necessary to consider the saturation pressure when determining the required arrest toughness in a CO2 pipeline. The full decompression curve is not required. Fig.6. Isentropic decompression paths. The isentropic decompression paths corresponding to the decompression curves are shown in Fig.6. The saturation pressure is the pressure at which the decompression path intersects the phase boundary. The saturation pressure for an initial pressure of 180bar is lower than that for an initial car bon dioxide (CO 2) In the case of a CO2 pipeline, the toughness required to arrest a running ductile fracture can be estimated through consideration of the arrest pressure and the saturation pressure (as previously discussed). The saturation pressure follows from the isentropic decompression path, as indicated in Fig.6, and its calculation is simpler than the calculation of the decompression curve, and similarly the calculation of the arrest pressure is simpler than the calculation of the fracture-velocity curve [17]. Table 3 gives the required toughness for the two pipelines calculated in this manner (the TCM would give identical results). Comparing the results for a CO2 and a CH4 pipeline, the arrest toughness in the 24-in pipeline is slightly higher (although not significantly) when the contents 2 4 in ., 10 0 b a r 18 in ., 18 0 b a r 53 J 12 J (9 J) Table 3. Required fullsize CVN impact energy for a CO2 pipeline and a CH4 pipeline. Note: The arrest toughness for the 18-in. diameter CO2 pipeline is quoted for an initial pressure of 100bar and, in brackets, an initial pressure of 180 bar. m e th an e (CH4) 50 J 40 J 4th Quarter, 2008 289 CVN impact energy (J) 200 180 24 in., 100 bar 160 18 in., 180 bar 140 120 100 80 60 40 20 X65, f = 0.72 30 PY 0 Fig.7. Effect of saturation pressure on the CVN impact energy required to achieve fracture propagation control in the 18- and 24-in pipelines. 40 50 60 70 80 90 C hoop stress at the saturation pressure in the case of the 24in pipeline also has implications for the significance of the effect of impurities on the arrest pressure (see below). SA M PL E are CO2, and higher in the 18-in pipeline when the contents are CH4. The differences in the arrest toughnesses follow from the decompression characteristics of the two fluids. The results for the 18-in pipeline are, in fact, somewhat artificial because it is likely that there would be insufficient energy in the system to sustain a running fracture at the saturation pressure, because the hoop stress is low (the hoop stress at the saturation pressure is less than 20% SMYS). It is important to note that the arrest toughness for the 18-in pipeline is not determined by the design pressure; in Table 3 it is assumed that the minimum operating pressure is 100bar, and it is this minimum pressure that determines the required toughness (see below). O saturation pressure (bar) For CH4, the higher initial pressure results in a moresevere decompression curve; conversely, for CO2 pipeline, it is the lower initial pressure. From this observation, it follows that fracture propagation control is easier to achieve in a CO2 pipeline that has a high design pressure, and this is illustrated in the decompression paths given in Fig.6. The difference between the saturation pressures for the two initial pressures is small: it is less than 10% of the difference between the initial pressures. The design factor for the 18and 24-in pipelines is 0.72, i.e. the hoop stress is 72% SMYS. The driving force for a running fracture is directly related to the hoop stress: for an initial pressure of 180bar, the saturation pressure is approximately 0.2 times the initial pressure, and the hoop stress is less than 20% SMYS. For an initial pressure of 100bar, the saturation pressure is approximately 0.4 times the initial pressure, and the hoop stress is approximately 30% SMYS. Consequently, a lower arrest toughness is predicted for the 18-in, 180-bar pipeline than the 24-in, 100-bar pipeline (see Table 3). The higher Having established the arrest toughness for the 18- and 24in diameter pipelines, the sensitivity of this toughness to changes in the wall thickness and the saturation pressure can be investigated. The arrest toughness increases and tends to infinity as the saturation pressure increases, see Fig.7. The limiting saturation pressure, above which mechanical crack arrestors would be required, depends on the diameter, wall thickness, and grade, and is the flow-stress-dependent arrest pressure [17]. Increasing the initial temperature and/or decreasing the initial pressure would increase the saturation pressure. The addition of impurities would change the saturation pressure, either increasing or decreasing it [18]. The increase in the arrest toughness is greater for the 24-in pipeline than for the 18-in pipeline because the saturation pressure at the assumed initial conditions is closer to the flow-stressdependent arrest pressure. The arrest toughness decreases as the wall thickness increases, as shown in Fig.8. Increasing the wall thickness is equivalent to reducing the design factor, given that the diameter, grade, and design pressure remain unchanged. The arrest toughness increases and tends to infinity as the wall thickness decreases. The limiting wall thickness, below which mechanical crack arrestors would be required, depends on the saturation pressure, diameter, and grade (as above, it is related to the flow-stress-dependent condition). It may or may not correspond to a realistic design case, The Journal of Pipeline Engineering PL E given that pipeline design codes place a limit on the design factor (for example, 0.72). C O PY 290 SA M The trends in the results in Figs 7 and 8 show that fracture propagation control is achievable in both the 18- and 24-in diameter pipelines, but that the 24-in case is more sensitive to changes in the design conditions. Figure 5 illustrates why fracture propagation control is an issue in CO2 pipelines, but also that it does not always follow that it is more of an issue than in CH4 pipelines – it depends on the initial conditions and the composition. Considering the 24-in pipeline, the estimated saturation pressure for initial conditions of 100 bar and 10°C is approximately 39bar, and the arrest toughness is approximately 53J. A 5-bar increase in the saturation pressure increases the arrest toughness to approximately 89J, while a 10-bar increase means that mechanical crack arrestors are required (irrespective of the toughness of the linepipe steel), as can be seen in Fig.8. The design is constrained by the requirements for fracture propagation control, not the design factor. Increasing the wall thickness to 12.4mm (giving a design factor of 0.55) reduces the arrest toughness to approximately 53J. To illustrate the effect of impurities on the saturation pressure, for initial conditions of 100bar and 10°C, the addition of 1% nitrogen (i.e. a mixture of 99% CO2 and 1% N2) would increase the saturation pressure by 5bar, and the addition of 2.5% would increase it by approximately 13bar. The following general trends for a CO2 pipeline can be identified: Fig.8. Effect of wall thickness on the CVN impact energy required to achieve fracture propagation control in the 18- and 24-in pipelines. • the lower the initial pressure, the higher the arrest toughness; • the higher the initial temperature, the higher the arrest toughness; • the smaller the diameter to wall thickness ratio, the lower the arrest toughness; and • the lower the design factor, the lower the arrest toughness. It also follows that there are some combinations of design parameters (diameter, wall thickness grade, and design pressure) for which it is not possible to achieve facture propagation control without the use of mechanical crack arrestors. Mechanical crack arrestors would be needed if the required toughness is too high (i.e. linepipe of the required toughness is not available or too expensive), or if it is simply impossible to arrest a fracture irrespective of the toughness. There is a second consideration when the required toughness is high. The existing models may overestimate the ductile fracture resistance implied by very high CVN impact energies; however, simple modifications to the design (such as increasing the wall thickness) will also solve the problem. Consequently, it is important to consider fracture propagation control early in design, before difficultto-reverse decisions have been made. The effect of the initial pressure and temperature on the arrest toughness in a carbon dioxide pipeline are the exact opposite of what is observed in a methane pipeline (and indeed in most, if not all, natural gas pipelines conveying lean or rich gas), and this has one very significant implication, as follows. When developing a facture control plan for a 4th Quarter, 2008 291 • Fracture propagation control in a CO2 pipeline can be achieved through consideration of the arrest pressure and the saturation pressure. The required calculations are therefore much simpler than those required for the two-curve model. • Impurities such as methane, nitrogen and hydrogen, will increase the saturation pressure and hence the toughness required to arrest a ductile fracture. PY • The limiting case for fracture propagation control in a CO2 pipeline is the lowest pressure and highest temperature within the operating envelope. O • In some situations, the requirement for fracture propagation control will dictate the design of a CO2 pipeline. References PL E Through the examples of the 18-in, 180-bar, and 24-in, 100-bar, pipelines it has been shown that fracture propagation control in a CO2 pipeline can be addressed relatively simply. There are significant differences between CO2 and CH4 pipelines that mean that fracture propagation control is more of an issue in a CO2 pipeline, but it does not always follow that the arrest toughness will be higher in the CO2 pipeline than for an equivalent CH4 pipeline. The issue of fracture propagation in CO2 pipelines tends to favour pipelines with a small diameter to wall thickness ratio and large wall thickness (the two are related), low grade, low design factor, and a high design pressure, or some combination thereof. The availability of modern, high-toughness linepipe steel reduces the significance of some of these trends. to arrest a ductile fracture may be very sensitive to small changes in the design parameters (such as pipeline geometry or fluid composition). Nevertheless, provided that fracture control is considered early in design, any constraints on the design can be identified and, in principle, resolved without too much difficulty. C natural gas pipeline, the limiting condition corresponds to the maximum operating pressure and the minimum operating temperature. The maximum operating pressure will be less than or equal to the design pressure, and it is conservative to use the design pressure. In other words, the limiting condition is well defined. This is not the case for a carbon dioxide pipeline. When developing a facture control plan for a carbon dioxide pipeline, the limiting condition corresponds to the minimum operating pressure and the maximum operating temperature. The minimum operating pressure may not be well defined. It is also a conceptual issue because, in design, it is normally the maximum pressure that defines the worst case. SA M The information required to assess the significance of fracture propagation control will be available at the conceptual stage of design (including pipeline diameter, operating conditions, and composition), and the calculations are relatively straightforward. Therefore, it will be simple to define a design envelope in which fracture propagation control can be achieved without the use of mechanical crack arrestors or, conversely, identify this as an issue early in design. This would be useful in defining the specification for the CO2; for instance, is it necessary to remove impurities (and if so, to what level) when the CO2 is captured? There are a number of underlying issues that have not been considered in detail here, including the range of applicability of the underlying models, the effect of impurities that might be found in ‘typical’ captured CO2, and experimental validation of the methods, but the principles have been demonstrated. Conclusions • Fracture propagation control is an issue for a CO2 pipeline, but it is readily addressed using the methods that the pipeline industry has developed over the years. Some care is required because the trends observed in CO2 pipelines are not the same as those in natural gas pipelines, and the required toughness 1. L.Bernstein et al., 2007. Climate Change 2007: Synthesis report summary for policymakers. An assessment of the Intergovernmental Panel on Climate Change, 4th Assessment Report, Intergovernmental Panel on Climate Change, November. 2. T.Barker et al., 2007. Summary for policy makers, Working Group III contribution to the Intergovernmental Panel on Climate Change 4th Assessment Report Climate Change 2007: Mitigation of Climate Change, IPCC WG III 4AR, Intergovernmental Panel on Climate Change, May. 3. N.Stern, 2007. The economics of climate change: The Stern review. Cambridge University Press, Cambridge (also HM Treasury, 2006 www.hm-treasury.gov.uk). 4. C.Philibert, 2007. Technology penetration and capital stock turnover: lessons from IEA scenario analysis. International Energy Agency, Organization for Economic Cooperation and Development, COM/ENV/EPOC/IEA/SLT(2007)4, May. 5. R.Harrabin, 2008. Germany leads ‘clean coal’ pilot, BBC, 3 September. news.bbc.co.uk/1/hi/sci/tech/7584151.stm 6. www.vattenfall.com/www/co2_en/co2_en/index.jsp 7. R.Doctor, A.Palmer, D.Coleman, J.Davison, C.Hendriks, O.Kaarstad, M.Ozaki, and M.Austell, 2005. Chapter 4: Transport of CO2. IPCC Special Report on Carbon Dioxide Capture and Storage, R.Pichs-Madruga, S.Timashev, Eds., Intergovernmental Panel on Climate Change, Cambridge University Press, Cambridge. 8. M.Mohitpour, H.Golshan, and A.Murray, 2000. Pipeline design and construction: a practical approach. ASME Press, New York. 9. P.N.Seevam, J.M.Race, M.J.Downie, and P.Hopkins, 2008. Transporting the next generation of CO2 for carbon capture and storage: the impact of impurities on supercritical CO2 292 14. 15. 16. 17. SA M 18. PY 13. O 12. 19. C.B.Farris, 1983. Unusual design factors for supercritical CO2 pipelines. Energy Process, 3, 3, September, pp150-158. 20. M.W.Wadseley and A.B.Rothwell, 1997. Fracture control for pipelines carrying other gases – HVPL, CO2 and others. Paper 9, Proc. International Seminar on Fracture Control in Gas Pipelines, WTIA/APIA/CRC-MWJ Seminar, Sydney, Australia, 3 June. 21. G.Koeijer, J.H.Borch, J.Jakobsen, and A.Hafner, 2007. Construction of a CO2 pipeline test rig for R&D and operator training. Transmission of CO2, H2, and biogas: exploring new uses for natural gas pipelines conference, organized by Global Pipeline Monthly and Clarion Technical Conferences, Amsterdam, Netherlands, May. 22. D.L.Marsili and G.R.Stevik, 1990. Reducing the risk of ductile fracture on the Canyon Reef Carriers CO2 pipeline. SPE20646, 65th Annual Technical Conference and Exhibition of the Society of Petroleum Engineers, New Orleans, USA, September 23-26. 23. D.W.Barry, 1985. Design of Cortez CO2 system detailed. Oil and Gas Journal, 1985, pp96-102. 24. Anon., 2004. Code of practice for pipelines - Part 1: Steel pipelines on land, PD 8010-1: 2004, British Standards Institution, London, UK. 25. Anon., 2004. Code of practice for pipelines - Part 2: Subsea pipelines, PD 8010-2: 2004, British Standards Institution, London, UK. 26. Anon., 2002. Pipeline transportation systems for liquid hydrocarbons and other liquids. ASME Code for pressure piping, B31, ASME B31.4 – 2002 Edition (Revision of ASME B31.4 – 1998), American Society of Mechanical Engineers, New York, NY, USA. 27. Anon., 2003. Gas transmission and distribution systems, ASME B31.8-2003, American Society of Mechanical Engineers, New York, NY, USA, March. C 11. pipelines. Paper IPC2008-64063, Proc. 7th International Pipeline Conference, Calgary, Canada, September 30 October 03. Anon., 2000. Specification for linepipe. Exploration and Production Department, API Specification 5L, American Petroleum Institute, 42nd Edition. R.J.Eiber, T.A.Bubenik, and W.A.Maxey, 1993. Fracture control technology for natural gas pipelines. Final Report to Linepipe Research Supervisory Committee of the Pipeline Research Committee of the American Gas Association, Project PR-3-9113, NG-18 Report No. 208, Battelle, December. R.J.Eiber and T.A.Bubenik, 1993. Fracture control plan methodology. Paper 8, 8th Symposium on Linepipe Research, Pipeline Research Committee of the American Gas Association, Catalogue No. L51680, Houston, Texas, USA, September. G.Re, V.Pistone, G.Vogt, G.Demofonti, and D.G.Jones, 1993. EPRG Recommendation for crack arrest toughness for high strength linepipe steels. Paper 2, Proc. 8th Symposium on Linepipe Research, American Gas Association, Houston, Texas, 26-29 September 1993, pp. 2-1-2-13 (also 3R International, 34 Jahrgang, Heft 10-11/1995, p. 607-611). G.G.King, 1981. Design of carbon dioxide pipelines. EnergySources Technology Conference and Exhibition, Houston, Texas, USA, January 18-22. W.A.Maxey, 1986. Long shear fractures in CO2 lines controlled by regulating saturation, arrest pressures. Oil and Gas Journal, pp 44-46. A.B.Rothwell, 1988. Fracture control in natural gas and CO2 pipelines. Conference on Microalloyed HSLA Steels, ASM International, pp95-108. A.Cosham and R.J.Eiber, 2007. Fracture control in carbon dioxide pipelines. Transmission of CO2, H2, and biogas: exploring new uses for natural gas pipelines conference, organized by Global Pipeline Monthly and Clarion Technical Conferences, Amsterdam, Netherlands, May. A.Cosham and R.J.Eiber, 2008. Fracture control in carbon dioxide pipelines – the effect of impurities. Paper IPC200864346, Proc.7th International Pipeline Conference, Calgary, Canada, September 30 - October 03. PL E 10. The Journal of Pipeline Engineering Editorial (continued from page 236) the running of more than one type of pig in the same section, so that the total actual length inspected was around 4776km (13% of the inventory). Overall, there is no evidence to show that the ageing of the pipeline system poses any greater level of risk, and CONCAWE concludes that the development and introduction of new techniques, such as internal inspection using intelligent pigs, holds out the prospect that pipelines can continue operating reliably for the foreseeable future. Continued monitoring of the CONCAWE pipeline performance statistics will be necessary to confirm the position. Subscriber on-line access W E ARE PLEASED to confirm that on-line access for subscribers to the Journal is now operational at www.j-pipe-eng.com, and all subscribers should have received a personal letter giving them the user names and passwords required. Please contact the publishers (see page 234) in case of difficulty or if the letter has not arrived. The site contains both this current issue, and all previous issues, in pdf format; issues can be downloaded in their entirety as a single pdf, or the individual papers can be downloaded separately. We hope that this resource proves helpful to subscribers, and enhances the reputation and influence of the Journal. We are shortly also to introduce on the site an automated process for paper submission, in which authors will be able to upload abstracts and receive acceptance or rejection messages rapidly and efficiently. The refereeing of papers will be managed through this procedure, and we hope that its introduction will improve the effectiveness and speed with which such matters are currently implemented. 293 SA M PL E C O PY 4th Quarter, 2008 294 The Journal of Pipeline Engineering The Pigging Products and Services Association An international trade association serving the pipeline industry PY Our aims are to promote the knowledge of pigging and its related products and services by providing a channel of communication between the members themselves, and with users and other interested parties. Services include: Free technical information service available to all PL E Pigging seminars – next one 19th November 2008 Aberdeen 18 November, 2009, Aberdeen C Sourcing of pigs and pigging services O Complimentary Buyers Guide and Directory of Members PPSA newsletter, “Pigging Industry News” PPSA’s book “An Introduction to Pipeline Pigging” M Training courses SA PPSA web site – www.ppsa-online.com Want to join? Full members - pigging manufacturers and service providers Associate members - pipeline operators, suppliers and allied industries Individual members - anyone with an interest in pigging To find out more visit our web site www.ppsa-online.com or contact the Secretary at [email protected] Pigging Products and Services Association P O Box 2, Stroud, Glos., GL6 8YB, UK Telephone: +44 (0) 1285 760597 Facsimile: +44 (0) 1285 760470 Email: [email protected] www.ppsa-online.com 4th Quarter, 2008 295 Rehabilitation of corroded steel pipelines with epoxy repair systems by H S Costa-Mattos1, J M L Reis*1, R F Sampaio1, and V A Perrut2 1Programa de Pós-Graduação em Engenharia Mecânica, Laboratório de Mecânica Teórica e Aplicada, Universidade Federal Fluminense, Niterói, Brazil 2 Centro de Pesquisas e Desenvolvimento da Petrobrás – CENPES, Ilha do Fundão, Rio de Janeiro, Brazil T T M PL E C O PY HE REHABILITATION OF corroded pipelines using epoxy repair systems is becoming a well-accepted engineering practice and an interesting alternative to the classic repair methods for metallic pipes in the oil industry, both saving time and allowing safer operation. In these repair systems, a pipe segment is reinforced by wrapping it with concentric coils of composite material after the application of epoxy filler at the corrosion defect. The technical specification ISO 24817 [1] gives requirements and recommendations for the qualification and design, installation, testing, and inspection for the external application of composite repairs to corroded or damaged pipework. Nevertheless, so far, composite repair systems are not totally effective for through-thickness corrosion defects because generally they cannot avoid leaking. The present paper presents a simple and systematic methodology for repairing leaking corrosion defects in metallic pipelines with epoxy resins. The focus is to ensure an adequate application of the epoxy filler such that the pipe will not leak after the repair. Such a procedure can be associated with a composite sleeve that will ensure a satisfactory level of structural integrity. Examples of repair systems in different damage situations are presented and analysed, showing the practical use of the proposed methodology. SA HE REHABILITATION OF corroded pipelines with epoxy repair systems is becoming a well-accepted engineering practice and an interesting alternative to the classic repair methods for metallic pipes, mainly in the oil industry, saving time and allowing safer operation [2]. Since offshore platforms are hydrocarbon atmospheres, any repair method that uses equipment that produces heat and sparkling is forbidden: type B sleeves, leak clamps, and hot tapping are therefore excluded from the list of allowable repair methods. According to Ref.2, only Bolt-On Clamps with seals are allowed for leak repairs on offshore platforms. Corroded pipelines can be repaired or reinforced with a composite sleeve system, in which a pipe segment is reinforced by wrapping it with concentric coils of composite material after the application of epoxy filler at the corrosion defect. Generally, the composite sleeve is not only used as repair system itself (mainly to avoid or to restrain the *Author’s contact information: tel: +55 21 2629 5565 email: [email protected] propagation of internal flaws), but also as a complementary procedure to enhance the reliability of weldments, eliminating the necessity of heat treatment (in the welding operation there is always a possibility of metallurgical changes in the parent metal in the vicinity of the weld). Technical specification ISO 24817 [1] gives requirements and recommendations for the qualification and design, installation, testing, and inspection of the external application of composite repairs to corroded or damaged pipework. Nevertheless, so far, composite repair systems are not effective for through-thickness corrosion defects because generally they cannot avoid leaking. The present paper presents a very simple and systematic methodology for repairing leaking corrosion defects in metallic pipelines with epoxy resins. The focus is to ensure that the pipe will not leak after a repair, and such a procedure can be associated with a composite sleeve that will further ensure a satisfactory level of structural integrity. The study is focused on what ISO 24817/TS defines as a defect type B – where the substrate requires structural reinforcement and sealing of through-wall defects (leaks) – and all three classes of repair, although mainly Class 3 The Journal of Pipeline Engineering Epoxy resins SA M PL E The main motivation for the study presented on this paper is leaking defects found in the produced water pipelines used in offshore oil platforms. The damages derived from corrosion process in produced water pipelines in platforms cause very important economic losses because the operation must be stopped while the repair is being performed (Fig.1). Although the operation pressure of these pipelines is not very high, the water temperature is between 60oC and 90oC, which can be a major shortcoming if polymeric materials are used as repair systems. Examples of repair systems in different damage situations are presented and analysed, illustrating the possibilities of practical use of the proposed methodology. C which is appropriate for systems transporting produced fluids. Fig.1. Corrosion damage in produced-water pipelines. O PY 296 The objective is to ensure the pipe will not leak under the operational pressure and temperature after the repair. The maximum time allowed between the beginning of the repair and the return to operation is 75mins. Hydrostatic tests were carried out with water at room temperature and at 80oC to validate the epoxy repair systems that are applied in offshore produced water pipelines, and the experimental tests were aimed at analysing the performance of different epoxy resins in real offshore platform repair situations. Two different commercial fast-curing epoxy resins were analysed: both are two-component systems consisting of a base and solidifier. The first one (System A) is designed for leak repairs on tanks and pipes, as well as for other emergency applications, and is based on a silicon steel alloy blended within high molecular weight polymers and oligomers. It is partly cured (machining and/or light loading) after 35mins at 25oC and is fully cured after 1hr at this temperature. Further technical data for System A includes: • • • • flexural strength: tensile shear on steel: compressive strength: heat-distortion temperature: 59.3MPa 17.2MPa 55.8MPa 51oC The second system (System B) is also a polymer-based Fig.2. Types of failure. 4th Quarter, 2008 297 system specially developed for repairs, and consisting of a mixture of epoxy resin and aluminium powder. It is partly cured (machining and/or light loading) after 18mins at 25oC and is fully cured after 40mins at this temperature. Further technical data for System B includes: • • • • flexural strength: tensile shear on steel: compressive strength: heat-distortion temperature: 67MPa 19MPa 104MPa 120oC Since the heat-distortion temperature for System A is very low (51oC) it was only tested at room temperature. The hydrostatic tests with pipes repaired with System 2 were performed at two different temperatures: room temperature and 80oC. O C Fig.3. Defect sizing. Proposed repair procedure PL E Since epoxy repair systems do not necessarily avoid leakage, even if a composite sleeve is used, the following methodology was created to improve the effectiveness of such repair systems in the produced-water pipelines used on offshore oil platforms. The experimental set-up in the laboratory was designed to approximate a real repair operation, where the resin has to be applied in field conditions (which affect the quality of the resulting epoxy repair). To optimize the process, avoiding stopping production for a long period, a maximum repair time of 75mins is suggested from the beginning of the repair procedure to the return to operation. PY Methodology for the epoxy repair system Defect sizing SA M In a repair of a pipeline with through-thickness defects with epoxy resins, two mechanisms of brutal failure can occur when pressure is applied, see Fig.2. The experimental procedure was designed to minimize the possibility of such failure modes. Defect sizing is important in order to define the limits for an effective use of the repair procedure. The dimensions of the defect should be determined by the smallest ellipse, with one axis parallel to the axis of the pipe, which fully contains the area of the flaw (see Fig.3). The maximum allowable defect size for the proposed repair procedure is defined by the semi-major axis of the ellipse, a, which is given by: ⎧R ⎫ amax ≤ max ⎨ , t⎬ ⎩10 ⎭ (1) where R is the inner radius of the pipe and t is the wall thickness. This means that the maximum allowable dimension for the semi-major axis a is the greatest value of either the wall thickness t or 1/10 of the inner radius R. The repair methodology can be described as follows: Surface preparation Surface treatment often involves chemical reactions which produce surface modifications on adherends, or mechanical procedures, which improve adhesion by increasing mechanical interlocking of the adhesive to the adherend. In this way, the primary objective of a surface treatment is to increase the surface energy of the adherend as much as possible, and/or improve the contact between the adhesive and the adherend by increasing the contact area. Increasing roughness, or an increase in surface area, has been shown to give good results in improving adhesion. Subsequently, a relationship exists between good adhesion and bond durability. In order to obtain these properties, sanding with 120 or 150 sandpaper was used to achieve a white metal appearance and to remove some of the existing oxide layer in the substrate. A final rinse with solvent was made to provide a surface free of oil, grease, and dirt surface. After this, the adhesive was mixed according to the manufacture’s procedure, and applied to the pipe. It is important to point out that, in a real situation, the pipe may be so corroded that sandpaper should be used with extreme care (see Fig.4). Also, since offshore platforms are hydrocarbon atmospheres, any method of mechanically roughening the surface that may produce heat or sparking (such as sandblasting, cutting, grinding), is unacceptable. The Journal of Pipeline Engineering PY 298 O PL E An elliptically-shaped rubber cap must be used to avoid resin spillage inside the pipe. Since the rubber is very deformable, it is easy to introduce the cap into the pipe, and it is maintained in position using a simple system of nylon strings. wall, and with average dimension twice the size of the defect (see Fig.5). For through-thickness defects with the semimajor axis less than or equal to 5mm, it may be difficult to introduce the rubber cap, and a metallic wedge should be used instead (Fig.6). The following steps in the repair procedure are exactly the same if either the wedge or the cap is used. C Introduction of an internal rubber cap to avoid spillage of epoxy resin Fig.4. Surface preparation. The epoxy adhesive layer applied externally should cover an area approximately five times that of the ellipse (Fig.7), and SA M The cap should allow formation of and internal layer of adhesive with approximately the same thickness as the pipe Application of the first external layer of epoxy adhesive Fig.5. Rubber cap to avoid adhesive spillage. Fig.6. Metallic wedge for smaller defects. 4th Quarter, 2008 299 Smooth Finishing PY Non-Smooth Finishing Fig.7. External epoxy adhesive layer. C O corrosion defect is very complex, but if the size of the defect is limited, a rough estimate of the magnitude of the permanent deformation close to the defect can be performed. The term on the left-hand side of Eqn 2 is the maximum stress in a thin-walled infinite plate with an elliptical defect with semi axes a and b subjected to traction of a uniform force per unit area S = PR/t (see Fig.8). The stress concentration factor in this case is Kt = ( 1 + 2 ab ) . The criterion in Ref.2 states that a permanent deformation close to the defect in a pipe can be neglected when KtS is less than the yield stress σy. For closed-ended pipes, the yield stress should be adjusted by a factor of 1.115 [3]. PL E the thickness of this first layer must be at least equal to the thickness of the pipe; the layer should also have a smooth boundary for improved performance. After application, an initial epoxy polymerization time is allowed according to the manufacturer’s instructions (the maximum desirable being 20mins). Application of the second layer of epoxy adhesive SA a ⎞ ⎛ PR ⎞ ⎛ ⎜1 + 2 ⎟ ⎜ ⎟ ≥ σ y b ⎠⎝ t ⎠ ⎝ M A second layer of adhesive must be applied without sanding. The repair procedure is considered adequate when: (2) where a and b are, respectively, the semi-major and the semiminor axis of the ellipse, R is the inner radius of the pipe, t the wall thickness and σy the yield stress of the pipe material. The stress distribution in a general through-thickness Fig.8. Equivalent system. If this condition is verified, immediately after the application of the second epoxy layer a rubber sheet should be applied over the repair around the perimeter and a simple metallic clamp, similar to those used for garden hoses, can be attached (Fig.9). The clamp is not used to improve the structural integrity of the pipe, but to prevent the two possible major failure mechanisms of the adhesive repair shown in Fig.2, mainly at the beginning of operation when the resin may not be fully cured. 300 The Journal of Pipeline Engineering Epoxy Adhesive Pipeline with throughthickness defect Rubber Cap to avoid adhesive spilling Fig.9 (left). Complete repair system. Rubber Band Fig.10 (below). Test apparatus. PL E C O PY Metallic Clamp through-wall defect in the pipe, and not on throughthickness defects. An alternative method for defining the necessary thickness of composite material to ensure both the safety of repairs under operational conditions and the lifetime extension under operational conditions, can be found in Ref.4. This method, although simple, is acceptable for different failure mechanisms, including plasticity, fatigue, and fracture. The method meets the most widely-used criteria for the assessment of corrosion defects under internal pressure loading – a family of criteria described in [5] as the effectivearea methods. These include the ASME B31G criterion and the RSTRENG 0.85 criterion (also known as the modified B31G criterion). Nevertheless, this study is mainly focused on metal loss due to corrosion treated as a part- • specimen 1: 2-in diameter Schedule 80 pipe with a 3-mm diameter circular hole • specimen 2: 2-in diameter Schedule 80 pipe with a 10-mm diameter circular hole • specimen 3: 12-in diameter Schedule 20 pipe, 1300mm long, with a 10-mm diameter circular hole • specimen 4: 12-in diameter Schedule 20 pipe, 1300mm long, with a 30-mm diameter circular hole • specimen 5: 3.5-in diameter Schedule 20 pipe, 1000mm long, taken from the field with real corrosion defects (see Fig.4). SA M Under these circumstances, the proposed procedure is effective as a repair system by itself. Nevertheless, this procedure is intended to be used together with a composite sleeve (which is normalized, for instance, by Ref.1). The main objective is to ensure that composite repairs of leaking defects when qualified, designed, installed, and inspected using ISO/TS 24817 and the proposed procedure, will meet the specified performance requirements. The suggestion is to apply the epoxy resin as described in this paper and then apply a composite material sleeve, of a normalized thickness, to restrain the plastic strain and to assure a satisfactory level of structural integrity. Results and discussion An experimental set-up was designed to examine the effectiveness of the methodology, approximating to a real repair operation as far as possible. Five different specimens of API 5L grade B steel pipes, normally used in offshore platform for produced water, were used as the specimens for hydrostatic tests: Initially, all the repaired specimens (no composites sleeves 4th Quarter, 2008 301 SA Fig.12 (top). 12-in SCH-0 steel pipe with a 10-mm repaired hole, before and after testing. M . PL E C O PY Fig.11 – Detailed temperature control system: 1 – the pressured water machine connection; 2 – the temperature control thermostat; 3 – the electrical resistance. Fig.13 (bottom). Deformed end cap after testing at 60kg/cm2 and 80ºC. were used, only the clamp) with the two systems were submitted to a classical hydrostatic test at room temperature to evaluate its strength and effectiveness. The maximum allowable time for each repair was 60mins, and all tests began exactly 75mins after the start of the repair process. In the tests, the pipe pressure was raised to 30kg/cm2 and maintained at this level for 60mins. After five cycles, if the repair did not fail, the specimen was unloaded and inspected to check any eventual small leaks or reinforcement disbonding. As a second step, the specimens were repaired with system B (no sleeves were used, only the clamp) and submitted to five pressure cycles (60mins at 30 kg/cm2) with the water temperature inside the specimen at 80ºC, increased while the water was at atmospheric pressure. The internal pressure was not increased until after the temperature had stabilized. After each pressure cycle, the specimen was cooled to room temperature, and each specimen was therefore also submitted to five temperature cycles during testing. Once again, the maximum allowable time for each repair was 60mins, and all tests began exactly 75mins after the beginning of the repair. The temperature level of 80ºC was chosen in order to simulate average offshore fluid conditions. The system to control water temperature inside the specimens was designed specially for this procedure, and the whole system (including the electrical resistance) was installed at one end of the specimen, as can be seen in Figs 10 and 11. All the repairs performed with Systems A and B using the above methodology withstood the five pressure cycles with water at room temperature. The repairs also resisted the 302 The Journal of Pipeline Engineering F a ilu re p re ssu re (k g /c m 2 ) Te st 1 8 .9 2 2 17.64 3 16.17 4 18.35 5 14.27 Av e r ag e 1 5 .0 7 Table 1. Failure pressure for specimen 2 if the repair procedure is not adopted. F a ilu re p re ssu re (k g /c m 2 ) 20.18 (f ir st cycle ) 2 4.92 (se con d cycle ) 3 30.00 (f ir st cycle - af te r 10 m in ) 4 13.92 (f ir st cycle ) 5 PY 1 O Te st surprisingly well when the proposed repair procedure was adopted, even at temperatures above the heat-distortion temperature. All the repairs resisted to five cycles at 80oC in tests performed on specimens 1, 2, and 3. PL E high-pressure tests; it was not possible to obtain a failure pressure since the pipe end caps were not designed for burst testing and they deformed plastically and failed before the repair failed, as can be seen in Fig.13. Table 2. Failure pressure for specimen 4 at 80oC. C 9.84 (f ir st cycle ) SA M If the proposed procedure is not adopted, however, the repair may not be able to resist the loading. Table 1 shows the failure pressure obtained for specimen 2 – the 2-in diameter Schedule 80 pipe with a 10-mm diameter circular hole – repaired using system A (no cap and no clamp). All the pipes repaired with System B at 80ºC resisted for the five cycles. In order to decide whether a given epoxy system can be used at higher temperatures, it is suggested that the same conditions are used as presented in Ref.1 for composite sleeves: “For a design temperature greater than 40oC the repair system shall not be used at a temperature higher than the glass transition temperature (Tg) less 30oC. For repair systems where Tg cannot be measured, the repair system shall not be used above the heat-distortion temperature less 20oC. For repair systems which do not exhibit a clear transition point, i.e. a significant reduction in mechanical properties at elevated temperatures, then an upper temperature limit, Tm, shall be defined (or quoted) by the repair supplier.” As an example, the failure pressures observed in hydrostatic tests performed with specimen 4 (which has heat-distortion temperature of 51oC) repaired using system A at 80oC are presented in Table 2. It is interesting to note that the adhesive System A behaved Conclusions The present work is a first step towards the definition of safer and more-reliable procedure for applying epoxy repair systems to through-thickness flaws caused by corrosion in metallic pipelines. This procedure is designed to be used together with a composite-sleeve repair system (which is normalized, for instance, by the ISO technical specification 24817). The proposal is to apply the epoxy resin as described in this paper and then to apply a composite material sleeve, with a normalized thickness, to restrain the plastic strain and to ensure a satisfactory level of structural integrity. The main objective is to ensure that composite repairs to leaking defects when qualified, designed, installed, and inspected using ISO/TS 24817, and also the proposed complementary procedure, will meet the specified performance requirements. The main requirements for epoxy resins to be used as repair systems are: fast curing, high heat-distortion temperature, and a thermal expansion coefficient similar to that of the material of the pipe. The full validation of this simplified repair methodology still requires an extensive programme of experimental investigation, mainly concerning fatigue, creep, ageing, and resistance to UV degradation and weathering. 4th Quarter, 2008 303 References 4. H.Costa Mattos, R.F.Sampaio, J.M.L.Reis, and V.A.Perrut, 2007. Rehabilitation of corroded steel pipelines with epoxy repair systems. In: Solid mechanics in Brazil 2007, Eds M.Alves and H.S.da Costa Mattos, Brazilian Society of Mechanical Sciences and Engineering, ISBN 978-85-8576930-7, pp485 – 496. 5. D.R.Stephens and R.B.Francini, 2000. A review and evaluation of remaining strength criteria for corrosion defects in transmission pipelines. ETCE2000/OGPT-10255, Proceedings of ETCE/OMAE2000 Joint Conference, Energy for the New Millenium, New Orleans, USA, 2000. SA M PL E C O PY 1. ISO Technical Specification 24817, 2006. Petroleum, petrochemical and natural gas industries - composite repairs for pipework - qualification and design, installation, testing and inspection. 2. C.A.Jaske, B.O.Hart, and W.A.Bruce, 2006. Pipeline repair manual. Pipeline Research Council International, Inc. Virginia. 3. A.T.de Mello dos Santos, 2006. Simplified analysis of the caps influence in elasto-plastic pipe burst tests. MSc Thesis, Universidade Federal Fluminense, January. The Journal of Pipeline Engineering SA M PL E C O PY 304 305 SA M PL E C O PY 4th Quarter, 2008 The Journal of Pipeline Engineering SA M PL E C O PY 306 4th Quarter, 2008 307 In-service recoating of a 40-in crude oil pipeline in Kazakhstan by Sidney Taylor Incal Pipeline Rehabilitation, Paris, France T PY HE CPC pipeline is owned by a consortium of Russia, Kazakhstan, Oman governments, Chevron, and a number of other companies. They started construction in 1998 and the pipeline became operational in March, 2001. It was initially designed to deliver 28.2 million tons of crude annually with planned expansions that would bring annual exports to 67 million tons. C O Built to Russian/Kazakh standards, the pipeline was coated with cold applied tape. Part of the pipeline route runs close to the Caspian Sea. In some areas the pipeline is below the water table and completely immersed in brackish water. They are now experiencing severe corrosion in several areas because: the wrong coating was selected initially, poor-quality materials were used, there was a poor application technique (no surface preparation prior to application), soil stresses damaging the coating, and the salt water environment accelerated the corrosion rate. SA M PL E Areas of the pipeline are being recoated by a Russian contractor who is able to recoat about 150 linear meters of pipe per day with the line in service. This paper describes the methods being used to excavate the pipeline, remove the existing coating, prepare the surface of the pipe, and apply the new coating. Historical perspective The CPC crude pipeline system is the largest operating investment project with foreign participation on the territory of the former USSR. The cost of the first phase of construction amounted to $2.6 billion. The 1,510-km pipeline extends from the Tengiz oilfield in Kazakhstan to the Novorossiisk-2 Marine Terminal on Russia’s Black Sea coast, and the route is shown in Fig.1. The pipeline diameter is 42in (1,067mm) between Kropotkin and the terminal, and 40in (1,016mm) for the rest of the pipeline. There are currently five pump stations in operation along the route, and the throughput of the pipeline is currently rated at 28.2 million tons of oil per year. There is a planned expansion of the pipeline network. The total number of pump stations will be increased to 15, Author’s contact information: tel:+1 713 621 6637 email: [email protected] additional storage facilities will be added, and a third loading buoy constructed at CPC’s marine terminal at Novorossiysk. After all phases of the pipeline have been completed, the maximum throughput of the CPC pipeline system will reach 67 million tons of oil per year. CPC has a complex organizational structure. Three Governments and ten companies representing seven countries participate in the project. Two joint stock companies – CPC-R (Russia) and CPC-K (Kazakhstan) – have been created to implement the project. The Structure of CPC Shareholder Capital is the following: Russia - 24% Kazakhstan - 19% Oman - 7% Chevron Caspian Pipeline Consortium Co - 15% LukArco – 12.5% Mobil Caspian Pipeline – 7.5% Rosneft-Shell Caspian Ventures Ltd – 7.5% Agip International (NA) NV - 2% BG Overseas Holdings Ltd - 2% 308 The Journal of Pipeline Engineering SA M PL E The new sections of the pipeline in Kazakhstan were constructed to Russian/Kazakh standards. The pipe coating material selected was cold-applied tape which was field applied over a Swedish Standard ST3 power tool cleaning brushed surface. As can be seen in Fig.1, part of the pipeline route runs close to the Caspian Sea. In some areas the pipeline is below the water table and the pipeline is completely immersed in brackish water. O Corrosion problems lack of adequate surface preparation, and the inherent deficiencies in applying cold-applied tape in the field all contributed to the problem. A major problem was tenting of the tape over the weld seams: soil stresses caused rippling of the coating and allowed water to enter the tented area next to the weld seam. The water could then migrate along the weld seam, resulting in spiral corrosion. The salt water environment accelerated the corrosion rate. C Oryx Caspian Pipeline LLC – 1.75% Kazakhstan Pipeline Ventures LLC – 1.75%. PY Fig.1. Pipeline route. In hindsight, cold-applied tape was the wrong coating for this section of the pipeline. Poor-quality coating materials, There are only three solutions at this point: • replace the line • recoat the line, or • a combination of the two In January, 2008, Stroytransgaz signed an agreement with the Caspian Pipeline Consortium-K to replace the CPC Fig.2. The entire spread 4th Quarter, 2008 309 O Excavation M PL E This paper describes the efforts of the Russian contractor Grasco to recoat portions of the KP 0-60 section of the CPC pipeline. The project reported on here was done in the summer of 2006, and additional work was done in 2007 and 2008 using the same methodology. CPC plans to award additional work through 2011. The entire spread of equipment, shown in Fig.2, was very compact and consisted of only three excavators, four sidebooms, and the specialized line-travel equipment described below. There were approximately 40 people in the crew including project management and inspection. C pipeline section 0 km–116 km in Atyrau region in Kazakhstan. Stroytransgaz will build a new pipeline section with length of 130.3km and 40-in (1020mm) diameter, laid along a new route. Upon completion of construction and tie-in of newly-constructed section into the existing pipeline, Stroytransgaz will also dismantle the old, decommissioned, section of the oil pipeline. PY Fig.3. Excavation SA The recoating work was done with the line in service but at a reduced operating pressure. Work on the line was permitted when the operating pressure of the pipeline was between 50 and 80% of normal operating pressure: work had to stop if operating pressures were outside of this range. Fig.4. Under-pipe excavator. Excavation was done using two excavators, one on each side of the pipeline as shown in Fig.3. The pipe is excavated to a depth of about 1.5m below the bottom of the pipe on both sides of the pipe, and all the spoil is placed on the far side of the pipeline. The next step in the excavation process is to remove the soil from directly under the bottom of the pipe. This soil is very difficult to remove, as it has been compacted over the years by the weight of the pipeline and its contents. To accomplish this, Grasco used the under-pipe excavator, shown in Fig.4. 310 The Journal of Pipeline Engineering SA M PL E C O PY Fig.5. Under-pipe excavator in operation - retracted position. The soil is removed by two electrically-driven rotating drums. The drums are about 0.7m high and about 1.37m in diameter, and are equipped with teeth that dig through the soil as the drums are rotated. The unit is about 5.5m in length and weighs about 5 tons. The under-pipe excavator is shown in operation in Fig.5. The unit is held in place on the pipe by the two clamps at the rear of the unit (directly in front of the operator) in the photo. The clamps are in the retracted position and the rear clamp is engaged and the front clamp is disengaged. A hydraulic cylinder moves forward forcing the rotating drums into the soil. The under-pipe excavator is shown in the extended position in Fig.6. At this point the forward clamp is engaged and the rear clamp disengaged and the cylinder pulls the rear clamp forward and the process is repeated. Fig.6. Under-pipe excavator extended position. The soil removed from under the pipe is deposited in the excavated area on each side of the pipe. The end result is about 0.8 m under-pipe clearance from one side of the trench to the other. There is no chance of hitting or damaging the pipe using this equipment as the unit rides directly on the line. A sideboom is positioned directly behind the under-pipe excavation unit. The sidebooms are equipped with an Aframe boom, the feet which are placed against the spoil bank and the load line is attached to a cradle holding the pipe, as shown in Fig.7. The sidebooms are there to hold and support the line in the same position that the line was in prior to excavation, neither raising nor lowering the line, and this minimizes the additional stress the line is subjected to during the 311 PY 4th Quarter, 2008 SA M PL E C O Fig.7. Sideboom A-frame. Fig.8. Coating-removal machine. recoating operation. Once the operation in front of the sideboom has advanced about 15m, the sideboom operator lowers the load line, raises the boom, and moves forward 15m. He then lowers the boom and raises the load line until he is once again supporting the line. During this operation the line is supported by the sideboom in front and behind the sideboom being repositioned. Coating removal The tape coating is removed by the mechanical cutting machine shown in Fig.8; the tape is actually being cut off the pipe by a series of cutters. In addition, other cutting tools located at the rear of the machine are actually milling off several millimeters of pipe wall. The cutting tools are shown in Fig.9. Pipelines designed to Russian / Kazakh standards provide for a 20% corrosion allowance when determining the minimum wall thickness required, as opposed to a 5% corrosion allowance used in designing most Western pipelines. This allows them to reduce the wall thickness by a couple of millimeters without affecting the MAOP of the pipeline. This process has several negative results: the milling process leaves a large amount of metal cuttings in the ditch as can be seen in Fig.10; the milling tools also create stress risers on the surface of the pipe as shown in 312 The Journal of Pipeline Engineering SA M PL E C O PY Fig.9. Cutting tools. Fig.10. Metal cuttings left in the trench. Fig.11. Cleaned pipe. 4th Quarter, 2008 313 Fig.13. Primer applicator. Fig.14. Primed pipe. SA M PL E C O PY Fig.12. Blasting weld joints. 314 The Journal of Pipeline Engineering Surface preparation The area around the spiral weld seam cannot be completely cleaned by the mechanical cutting machine. The cutters tend to jump over the weld, leaving corrosion deposits still adhering to the pipe. The weld seam area is particularly vulnerable to corrosion because of the tenting of the tape described earlier. The fibreglass inner wrap is applied after the material has been flooded on to the pipe. A roll of fibreglass material is on one of the two tape arms and can be seen above the top of the pipe in Fig.17. The tension on the fibreglass roll provided by the tape arm allows the material to be pulled into the hot bitumastic material, providing additional strength to the coating system and helping to keep the material from sagging to the bottom of the pipe. The second tape arm holds the outer tape material. Figure 18 shows the tape being applied over the hot bitumastic material. The bitumastic material is kept at the proper application temperature in a ‘dope’ kettle shown in Fig.19. The unit is electrically heated, and temperature control is very good. The reservoir is refilled from the dope kettle by the operator (Fig.20). Coating application M PL E Modified Bikaz, a bitumastic coating system, was selected as the new coating to be applied. The coating is manufactured in Russia and is a very thick coating system consisting of a primer, a hot bitumastic inner coating, fibreglass reinforcement layer, and a tape outerwrap. It is one of the few coatings approved for pipeline use in Russia and Kazakhstan. C O The weld seam area is cleaned using manual air abrasive blast equipment as shown in Fig.12, and this is done just prior to application of the primer. Figure 13 shows the blast operator in the ditch: note the presence of water in the bottom of the trench. The trench is starting to fill with water indicating that it is below the water table at this point. This creates additional problems and hazards for the workers. is similar to that of a hot coal tar enamel application operation. As in the primer application, the hot bitumastic material is applied using a flood-wipe system: the hot material is stored in a reservoir on top of the unit and a valve is opened allowing the hot material to run over the pipe. The pipe rapidly cools the material in contact with it, and allows the material to build up to the desired thickness. Excess material is caught in a pan underneath the unit where a pump returns it to the reservoir on top. PY Fig.11, and the weld cap is also milled off along with the pipe surface. The cutting tools also raise fine “hairs” on the pipe surface making it necessary to apply a very thick external coating. SA Primer is applied using a ‘flood wipe’ system. The primer application unit is shown in Fig.13: the primer is stored in a tank on top of the unit and a valve at the bottom of the tank allows the material to run on to the pipe upon which a spinning ‘rug’ wipes or smears the primer around the pipe. Primer application is often inconsistent when applied in this manner, as can be seen in Fig.14. When the unit stops, the primer will often run on to the ground if the valve is not shut off immediately, and a puddle of primer can be seen beneath the unit in Fig.14. This would certainly create an environmental problem in some jurisdictions. Following primer application, a sideboom is used to support the pipe. The pipe is held by a steel wheeled cradle, as shown in Fig.15; this damages the primer at the specific location where the pipe is picked up. However, the cradle does not roll along the pipe during the recoating operation, so the damage is limited to just those points where the cradle supports the pipe, and this does not create a significant problem for the coating system. The rest of the coating system is applied with the line-travel applicator shown in Fig.16, which shows the coating applicator in operation. The cloud visible in the photograph Backfilling Once the coating material has cooled sufficiently, a third backhoe begins backfilling (Fig.20). The soil is taken from the spoil bank and placed in the trench; the backhoe operator also forces soil under the pipe using the bucket. Initially the trench is only backfilled to the top of the pipe; once the coating has cooled overnight and becomes hard, the remaining soil is placed over the top of the pipe. The pipe coating is checked for adhesion periodically. A test site is shown in Fig.21. No attempt is made to ‘jeep’ the entire surface of the pipe to check for holidays. Will this work on Western lines? There are many obvious advantages to this method of pipe recoating: • • • • recoating done with the line in operation minimal amount of equipment required 40-man work crew 150 linear meters of 1020-mm diameter pipe recoated per day. Western companies designed their pipelines to different standards, have different methods of operating, and have different legal and environmental considerations. The question becomes: what would have to be done to adapt 4th Quarter, 2008 315 SA M PL E C O PY Fig.15. Steel cradle on primed pipe. Fig.16. Line-travel coating applicator in operation. Fig.17. Application of the fibreglass inner wrap. The Journal of Pipeline Engineering Fig.18. Tape application. SA M PL E C O PY 316 Fig.19. Refilling bitumastic material. this recoating methodology to western pipeline recoating projects? Engineering considerations One of the key benefits of this method is being able to recoat the line while it is in-service. The CPC line is a relatively-new line, only 16-17 years old. Construction inspection records exist for this section of the pipeline and the pipeline has had numerous in-line inspections. Consequently a great deal is known about this section of the line. It is necessary to perform a credible failure analysis in order for this to work on older western lines. The line must have undergone recent in-line inspections and, if the welds are questionable, an ultrasonic inspection for cracks should be considered. Axial and circumferential stresses on the pipe must be evaluated. In the end, a safe operating pressure range must be determined. You have to develop methods for resolving problems concerning pipe operating pressure requirements and work schedules. Civil work It will be necessary to evaluate company operating procedures and governmental regulations affecting mechanical excavation next to an operating pipeline. 4th Quarter, 2008 317 Fig.21. Repair. SA M PL E C O PY Fig.20. Backfilling operation. Particular attention should be paid to the need to compact the soil under the pipeline. The lack of rigorous soil compaction on the CPC line will certainly result in some additional settling of the line over time. It must be determined how much additional settling would be acceptable. Inspection Coating removal Surface preparation The coating-removal unit used on the CPC project would not be acceptable on most western lines. The lines have smaller corrosion allowances, the milling machine damages the weld caps and leaves stress risers on the pipe. However, it is possible to remove the coatings using high-pressure water jets at production rates that meet or exceed those of the CPC coating-removal equipment. Using water jets to remove the coating has the additional advantage of removing any soluble salts from the surface of the pipe. Most modern coating systems require an SA 2.5 surface preparation grade before coating application. Automated air abrasive blast equipment can achieve this at comparable production rates. Another question to consider is the containment and recovery of blast media. As the entire spread of equipment is very compact, it will probably be necessary to contain and recover the blast media to prevent it from impacting the other operations going on at the same time. The methodology used on this project did not incorporate 100% visual and NDT inspection of the pipe. It will be necessary to develop an inspection programme and a way to protect the inspectors while they are in the trench. 318 The Journal of Pipeline Engineering Repairs A repair procedure must be developed prior to the start of work. The procedure must address the following issues: • what type of repairs are going to be made and how to do them? • when do you do the repairs? • before coating application • after coating application • how to protect people in the trench while they make the repair? • moveable shoring? • additional excavation at the site? requirements. However these are new coatings and, while laboratory tests look very encouraging, the coatings do not have a lot of in-ground experience. It is also necessary to be able to start and stop the application of the coatings without allowing solvents to contaminate the coating applied to the pipeline. Conclusions • In-situ rehabilitation of large diameter pipelines in operation is possible with production rates of about 450 to 500 sqm/d of pipe. • The methodology used on the CPC line greatly reduces the amount of equipment and manpower required to recoat long pipeline segments. • Comprehensive engineering analysis of the pipeline must be done to determine the pipeline operating parameters while work is being performed. • Other coating-removal, surface-preparation, and coating-application equipment will be required for work on western pipelines. • New rapid-curing polyurethane coatings will have to be evaluated. Coating application PL E C O PY Many western countries no longer permit the field application of hot coal tar or bitumastic coatings, primarily for environmental and health and safety reasons. The only liquid coatings that could be used are very-rapid-setting urethane coatings. The coating should be stackable in 1020 minutes when applied at the operating pipeline temperature. Recently, coating manufacturers have developed some Polyurethane coatings meeting these SA M This paper was presented at the Evaluation and Rehabilitation of Pipelines Conference held in Prague in October, 2008, and organized by Clarion Technical Confrences and Global Pipeline Monthly. AD VE RT I SE 319 M EN T FE AT U PL E C O PY 4th Quarter, 2008 */5&3/"5*0/"-$0/'&3&/$&t'$"3:ű tNEW!PFSGPSNJOH1JQFMJOF3FIBCJMJUBUJPO Two full days of technical presentations will address: ‘Unpiggable’ pipelines, New pigging technologies, Mechanical damage, Uncertainty in integrity assessments, Pipeline mapping and locating, Improved data analysis, Inspection of cased pipe, and much more! SA M 53"*/*/($0634&4t'$"3:ű t&YDBWBUJPO*OTQFDUJPO"QQMJFE/%& t4USFTT$PSSPTJPO$SBDLJOH t1JQFMJOF.BQQJOH(*4BOE%BUB*OUFHSBUJPO t1JHHJOH*OMJOF*OTQFDUJPO 5)&&9)*#*5*0/t'$"3:ű t%FGFDU"TTFTTNFOU t1JQFMJOF3FQBJS.FUIPET*O4FSWJDF8FMEJOH t0QUJNJ[JOH*-**OTQFDUJPO4DIFEVMJOH Visit one-on-one with the world’s top providers of pigging, ILI, and integrity management services — more than 60 companies will be represented. See inside for details! RE 320 The Journal of Pipeline Engineering ADVERTISEMENT $0634& NEW! PERFORMING PIPELINE REHABILITATION WHO SHOULD ATTEND Topics: Introduction, Rehabilitation Options, In-Plant Rehabilitation of Pipeline, Out of the Ditch Rehabilitation Projects, In-situ and Short Segment Rehabilitation Projects, New Approach to In-Situ Rehabilitation, Internal Pipeline Rehabilitation Projects, Inspection of the pipeline, Making necessary repairs, Environmental Issues, Industry Standards to be incorporated in Job Specifications, Tying it all together. PL E C Engineers involved in: Determining the best way to rehabilitate a section of pipeline, Preparing the project specifications, Performing the necessary engineering calculations to insure the project is carried out safely, Health and safety issues specific to rehabilitation projects. Field Operations Personnel and contractors who need to be aware of many alternatives techniques available for pipeline rehabilitation and their cost impact. Inspection Personnel involved in evaluation of defects and selection of proper repair techniques. LECTURER Sidney A Taylor is president of Incal Pipeline Rehabilitation, Inc. He has over 30 years’ experience in the design and development of automated high-pressure water jet cleaning and coating systems. Prior to Incal, Sid worked with Schlumberger as a designer and manufacturer of well-logging tools and equipment, with MW Kellogg as a senior regulatory attorney, with Weatherford as general manager of water jetting systems, and with CRC-Evans as vice-president, engineering and marketing, where he was responsible for engineering design, manufacturing, and world-wide marketing of pipeline rehabilitation systems. PY his course is centered on the practical aspects of pipeline rehabilitation and covers both internal and external rehabilitation. The course goes into depth on how to safely rehabilitate operating pipelines using manual and automated equipment. Movement of in-service pipelines is analyzed in detail including the application and methodology of recommended practice API 1117. Other industry standards applicable to pipeline rehabilitation are discussed as well as how they should be incorporated into project specifications. Approximately half of the course is spent in analyzing case studies of field rehabilitation projects from around the world. Over 400 photographs are used to illustrate how the work was performed and the results obtained. The course presents techniques for performing the work with a combination of in-house personnel and outside contractors to minimize costs while maintaining clear lines of responsibility. O T $0634& EXCAVATION INSPECTION & APPLIED NDE FOR ILI/DA VALIDATION AND CORRELATION T SA M he course is designed around the critical step of “Excavation Inspection and Documentation,” which has recently been termed the 3rd step in Direct Assessment. The focus will be on the validation and correlation of both ILI results and/or Direct Assessment techniques through non- destructive testing in the excavation. $0634&0#+&$5*7& On completion of the course, participants will have a solid understanding of the minimum requirements to ensure maximum correlation with ILI and Direct assessment results during an excavation program. In addition, each participant will walk away with a general understanding of the available technology and procedures to implement contracts, increase quality, and reduce overall project costs. WHO SHOULD ATTEND The course is specifically designed for project managers, engineers and technical personnel responsible for the management, implementation and reporting of pipeline integrity inspection activities. and correlation, data management, and the characterization of the environment around the pipe. He has published numerous papers related to SCC, investigative procedures, and environmental relationships related to time-dependent pipeline threats. Brent Zeller is an advanced NDT consultant with Eclipse Scientific Inc. With offices in Waterloo, Ontario and Edmonton, Alberta, Eclipse Scientific develops specialized products and techniques for the NDT industry, specifically in the advanced ultrasonic (UT) discipline. Brent now provides Advanced UT Expertise to clients worldwide, to assist with implementation of new technologies, training of personnel, and procedure and technique development for the industry. Rick Desaulniers is currently Line Product Manager (Analysis) with Baker Hughes Management Group. He has been involved in the pipeline industry for the past 20 years in the Data Interpretation Department analyzing 1000’s of miles of pipelines around the world, specifically in Magnetic Flux Leakage type tools. He was on the Standards Development Committee for ANSI/ASNT ILI-PQ-2005 In-Line Inspection Personnel Qualification and Certification Standard. He received his Bachelor of Science in Geology from McMaster University in Hamilton, Ontario. LECTURERS Jim Marr is currently technical integrity specialist with Baker Hughes Pipeline Management Group. He is also president of the pipeline consulting firm Marr Associates. Jim has worked in pipeline integrity for the past 20 years, focusing on SCC, external corrosion, direct assessment, direct examination, ILI development Topics: Risk, Engineering Critical Assessment, Data collection and evaluation, In-Line Inspection, Tools, Direct Assessment, Direct examination, Hydro Testing, Remediation & Repair Technologies, Developmental and new application NDE Techniques, Mitigation and Fitness for Purpose, Case studies. 4th Quarter, 2008 321 SEMENT FEATURE S tress-corrosion cracking (SCC) continues to be a safety concern to pipeline operators and government regulatory agencies, and it must be addressed in integrity management plans. This course will provide a detailed description of what is known about the appearance and causes of SCC, and it will discuss various approaches to mitigating and managing the problem. Practical information on recognizing and dealing with SCC will be presented along with descriptions of research results that have led to our current understanding of causes and methods of management. WHO SHOULD ATTEND Pipeline engineers, designers, and service professionals who are involved with the maintenance, inspection, and repair of pipelines. Researchers and regulatory personnel who want to be aware of the current understanding of SCC in pipelines. LECTURERS T he use of in-line tools for inspection and cleaning is accepted as essential for the safe and profitable operation of all pipelines. Now, Regulations require internal inspections using geometry pigs for detecting changes in circumference and MFL or ultrasonic pigs for determining wall anomalies, or wall loss due to corrosion in onshore pipelines in the US. Offshore, pipeline operators wage a constant battle for flow assurance against paraffin, hydrate, and asphaltene formation in deepwater lines, and pigging technology combined with chemical treatment is their primary weapon. WHO SHOULD ATTEND The course is especially designed for project managers, engineers, maintenance and technical personnel responsible for pipeline integrity assurance, flow assurance, corrosion control, and safety. C O Dr. Raymond R. Fessler worked on the Pipeline Research Committee project on SCC since its inception in 1965. He personally conducted most of the early field investigations of SCC, from which he identified the major factors that cause high-pH SCC in pipelines. For the past several years, he has been the SCC consultant for GRI and PRCI. John Mackenzie is a senior pipeline specialist with Kiefner & Associates, focusing on the areas of Integrity Management Plans and Stress Corrosion Cracking. John was previously with TransCanada Pipelines for 25 years, where he was responsible for the company’s original investigation into SCC (1986-1990). This work led to the discovery of near-neutral pH SCC and identified the conditions under which it occurs. He also served as Chair of the PRCI’s SCC Subcommittee for two years. COURSE 5 PIPELINE PIGGING AND IN-LINE INSPECTION PY COURSE 3 STRESS CORROSION CRACKING IN PIPELINES PL E Topics: Description of SCC. History of SCC in pipelines. Stages of SCC. Test techniques to study SCC. Environmental factors. Stress factors. Metallurgical factors. Mechanisms of SCC. Likely locations for SCC. SCC detection and integrity assurance. Mitigating SCC. Integrity management plans. COURSE 4 PIPELINE MAPPING, GIS AND DATA INTEGRATION T SA M his course is designed for pipeline company personnel in need of either a refresher or introduction to data management for pipeline integrity support and to support the risk analysis process. It will review data model types, where to locate data, how to integrate data from different sources, and how to best make this data work for you. On completion of this course attendees will have an understanding ways data can be stored, including a review of industry standard data models; will be able to identify possible data sources and will have learned methods for review and acquisition of data. In addition attendees will have powerful insight into getting the most out of the vast amounts of data available to make better-informed decisions regarding risk and integrity management. WHO SHOULD ATTEND Pipeline integrity managers, pipeline engineers involved in assessment activities including risk assessment, and anyone requiring a general knowledge of pipeline data management. LECTURER Nick Park has 12 years of software product management experience with more than six years specifically in the pipeline industry. As a Consultant and, most recently, Vice President of Technology for GeoFields Inc., Mr. Park is involved in the design and implementation of data management systems for complex pipeline operations, which are currently being used by thousands of individuals across a diverse client base. Mr. Park has an MS in Geographic Information Systems and continues to provide support to a range of mapping and GIS projects. Topics: Data Storage. Data models. What is GIS? Spatial Data Overview. Pipeline data in GIS. GIS vendor options. Pipeline mapping. Geocoding. Spatial analysis (geoprocessing). Topology. Establishing the data framework. Asset data. Off-pipe spatial data. Links to external systems. Integrating new data. Asset data. GPS. Field surveys. Applications to analyze data. Delivering data and analyses. LECTURERS Gary Smith is president of Inline Services, specializing in pigging equipment and services. He has 27 years experience in the pipeline pigging industry, working in services such as commissioning and maintenance of pipelines as well as with designing and manufacturing pigging equipment. Patrick Vieth is Sr. Vice President with CC Technologies. He has 18 years of experience working with pipeline operators to reduce the likelihood of failures through in-line inspection, hydrostatic testing, defect assessment, risk assessment, and fitness-for-purpose assessment. George Williamson has 25 years of experience in pipeline and oil and gas field operations, maintenance, and engineering. He is a registered professional engineer. Topics: Utility and maintenance pigging. Metal loss in-line inspection. Other in-line inspection tools. Crack detection pigs. Mapping. Geometry and bend-detection pigs. Wax deposition measurement. Spanning pigs. Semiintelligent pigs. Designing and implementing an in-line inspection (ILI) program. Post in-line inspection issues. 322 The Journal of Pipeline Engineering ADVERTISEMENT COURSE 6 DEFECT ASSESSMENT IN PIPELINES COURSE 7 PIPELINE REPAIR METHODS/ IN-SERVICE WELDING T T LECTURER LECTURERS Bill Bruce is director of welding technology with CC Technologies. Prior to joining CCT, he was a technology leader at Edison Welding Institute and a senior engineer at Panhandle Eastern Pipeline Co. He is a member of the American Petroleum Institute API 1104 Committee and is the chairman of the Maintenance Welding Subcommittee. PY Dr. Chris Alexander is a Principal with Stress Engineering Services, Inc. He has been integrally involved in assessing the effects of dents and mechanical damage on the structural integrity of pipelines. Mr. Alexander has also been involved in assessing the use of composites in repairing pipelines and has published numerous papers and made international presentations on this subject. Topics: Defect assessment prior to repair. Selecting an appropriate repair method. Burnthrough and related safety concerns. Hydrogen cracking concerns. Full-encirclement repair sleeves. Hot tap branch connections. Pipeline repair by weld deposition. Nonwelded repairs. Code and regulatory requirements. Procedure selection for hot tap and repair sleeve welding. Practical aspects of hot tap and repair sleeve welding. Lessons learned. SA M PL E Professor Phil Hopkins has more than 26 years’ experience in pipeline engineering, and is Technical Director with Penspen Integrity and Visiting Professor of Engineering at the University of Newcastle-upon-Tyne. He has worked with most of the major oil and gas companies and pipeline companies around the world, providing consultancy on management, business, design, maintenance, inspection, risk analysis and safety, and failure investigations. He is the immediate past-chairman of the Executive Committee of the ASME Pipeline Systems Division and has served on many other professional committees, including the British Standards Institution, European Pipeline Research Group, the American Gas Association’s Pipeline Research Committee, and the DNV Pipeline Committee. More than 1700 engineers and technical personnel around the world have attended his Pipeline Defect Assessment and Pipeline Integrity-related courses. WHO SHOULD ATTEND Pipeline engineers, Operations and Maintenance personnel, inspectors, and welders. O WHO SHOULD ATTEND Pipeline engineers, designers and service professionals who are involved with the maintenance, inspection, and repair of pipelines. his course will cover the various aspects of pipeline repair using weld and nonweld methods, as well as the concerns for welding onto in-service pipelines and the approaches used to address them. C he increasing use of inline inspection methods is helping pipeline owners to assess the condition of their lines, and if these methods are combined with modern defect-assessment methods, they can provide a very powerful, and costeffective, tool. This course will present the latest defect-assessment methods, which range from simple, quick, assessment methods, to more-detailed fitness for purpose analysis. It will cover assessment of internal and external corrosion, dents and gouges, cracks (e.g. SCC), weld defects, and fatigue. The course is highly interactive and takes the form of lectures, workshops, and case studies. Topics: Defect failure relationships. Corrosion defects. Workshop: corrosion assessment using fitness for purpose. Gouges. Dents. Cracks. Weld defects. Limit-state design. Fracture mechanics. Fatigue. Setting intelligent pig inspection levels. Pipeline repair and rehabilitation. Risk and integrity management and analysis. Workshop: setting priorities. $0634&ŷ'$"3:Ÿ OPTIMIZING ILI INSPECTION SCHEDULING T his new one-day course presents methods for dealing with inherent uncertainties about corrosion growth rates as well as ILI tool measurements, with the object of improving the reliability of ILI inspections, and the interpretation of the inspection results into maintenance decisions. It examines methods of determining corrosion rates, timing of inspections, and deterministic-, reliability-, and risk-based approaches to dealing with uncertainties and establishing failure criteria. The course is intended for those with basic familiarity with ILI tools and their capabilities. WHO SHOULD ATTEND The course is especially designed for pipeline integrity engineers and inspection specialists, ILI data analysts, and technical personnel responsible for pipeline integrity assurance and corrosion control. LECTURER Guy Desjardins is president of Desjardins Integrity, a consulting firm in Calgary, AB. He has more than 25 years experience in the oil and gas industry and 12 years with pipelines. In 1997, he became a principal co-owner of Morrison Scientific and became Morrison’s president in 1998. He has been an independent consultant since 2005, offering services of data analysis, research, and software development. Topics: Introduction, corrosion rates, introduction to inspection timing, deterministic approach, reliability approach, risk approach, assessing ILI uncertainty, methods of assessing corrosion rates, assessment of failure pressure, miscellaneous topics, OPIS software tutorial. 4th Quarter, 2008 323 SEMENT FEATURE 5IJTQSPHSBNJTTVCKFDUUPDIBOHF 6QEBUFTXJMMCFQPTUFEBU888$-"3*0/03( COCKTAIL RECEPTION, EXHIBITION OPENS 8&%/&4%":'FCSVBSZ Registration BRUSHES FOR PIPELINE CLEANING DOUG BATZEL Galaxy Brushes, Moosic, PA, USA FACTORS AFFECTING THE DESIGN AND SELECTION OF PIGGING TOOLS FOR Dh>d/ͳ/DdZW/W>/E^ SA This paper contrasts the different types of brushes used in utility pipeline pigging, and in ILI on MFL pigs. The various brush constructions will be presented along with their advantages and disadvantages. While there are many pig designs, in the end it is the brush that produces the desired result, a clean and inspectable pipeline. Thus, understanding how brushes work and their relative effectiveness is important, particularly in treating black powder, MIC, and pipeline pits. PETER FRETWELL Pipeline Engineering, Catterick, UK $PGGFFFYIJCJUJPO DETERMINING AN ACCURATE PIPELINE PROFILE PRIOR TO REHABILITATION OTTO BALLANTIJN Reduct, Schelle, Belgium There are essentially three efficient moments in the lifetime of a pipe to PY o1. pig body to reduce travel speed while incorporating an inertia/flow actuated valve to minimize stalling and surging. Many common cleaning elements can be installed on the pig, while the high bypass flow improves the effectiveness of cleaning operations by suspending large amounts of debris in the flow well out in front of the pig. The tool provides highly efficient maintenance pigging without the need to reduce product flow rates. O 56&4%":'FCSVBSZ C RECEPTION Professional Institute of Pipeline Engineers - PIPE Non-members welcome! PL E 1. determine its exact XYZ location: at initial installation, during regular maintenance, and when it is being rehabilitated. Particularly during rehabilitation projects, determining the XYZ location of a pipe adds significant value because usually old pipes are rehabilitated for which no reliable digital XY data exists, not to mention accurate depth and/or inclination information. If pipeline mapping can be done efficiently and at a low incremental cost, the threshold to upgrade the GIS platform is very low for the pipeline owner/operator. Furthermore, it will benefit the uniformity of the handover procedure. From a contractor’s perspective, determining and accurate segment profile pre-rehabilitation may avoid costly faulty installations. This paper discusses Gyroscopic mapping tools that provide a practical and efficient solution. Starting from ID 40mm, the systems are deployable in most pipeline rehabilitation projects. M .0/%":'FCSVBSZ ^WͳZh/E'W/' ERIC FREEMAN, ROBERT STRONG, and COLIN DRYSDALE TD Williamson, Houston, TX, USA This paper outlines performance characteristics and field testing results for a new Speed Reducing Pig which utilizes high bypass flow through the DESIGN AND CONTRUCTION K&ϰϮͳ/E>/Yh/W/W>/E BATCH PIG FACILITY ROBERT KRATSCH Enbridge, Edmonton, AB, Canada A SOLUTION FOR PIPELINES PREVIOUSLY CONSIDERED UNPIGGABLE: A NORTH AMERICAN PIPELINE OPERATOR’S EXPERIENCE (speaker to be confirmed) GE Oil & Gas PII Pipeline Solutions Cramlington, UK Almost 30% of the world’s oil and gas transmission pipelines are not suitable for ILI tools. In fact, many of these lines were built before intelligent pigs were invented. This is an opportunity to combine experience of pipeline inspection with the requirement of pipeline operating companies to develop technologies to inspect these challenging pipelines. One example of this cooperation arose in 2007, when a North American pipeline operator needed to conduct metal-loss inspections of 13 natural gas pipelines in the US. This paper gives an insight into the project’s many challenges in terms of pipeline configuration, cleanliness, regulatory and internal deadlines, and inspection. 324 The Journal of Pipeline Engineering ADVERTISEMENT TREVOR BURON, TOM LIVERANCE and JEFF GRIES Coffman Engineers, Anchorage, AK, USA PETE LAPELLA Chevron, Anchorage, AK, USA JOHN MOHR A Hak Industrial Services Houston, TX, USA $PGGFFFYIJCJUJPO EVALUATING DAMAGE TO ONSHORE AND OFFSHORE PIPELINES USING ILI DATA DR CHRIS ALEXANDER Stress Engineering Services ORAN TARLTON Williams Midstream ARTHUR PRAYTHER Rosen Inspection, Houston, TX, USA SA M PL E Increased aversion to risk is forcing many owners to reassess pipelines previously considered impossible to inspect. This paper discusses the process utilized and challenges overcome to successfully inspect a pipeline from the initial planning stages through cleaning and finally to the in-line ultrasonic wall thickness inspection. It illustrates that patience and improving technology allow for detailed metal loss data acquisition in pipelines deemed un-inspectible only a few years ago. The project involved integrity assessment of a 40-year old 6-inch subsea oil pipeline in the Cook Inlet of Alaska. Hydrotesting and in-line caliper surveys were utilized to establish baseline assessments. The project offered many challenges that had deterred previous attempts at in-line-inspection: multiple internal diameters, ownership changes that led to inadequate engineering records, sections constructed of ultra heavy wall pipe, and heavy wax deposits. Limited maintenance pigging led to a difficult cleaning process prior to performing the ILI survey. A project requirement was to have no production downtime, thus surveys were all conducted in the normal crude production stream. PY IN LINE INSPECTION OF AN UNPIGGABLE Dh>d/ͳ/DdZZhK/> PIPELINE IN COOK INLET O become an extension of the PHMSA-DOT regulations. The threats are similar but the consequences high due to population density of end users. Therefore, as was required through the National Pipeline Mapping System, the need for accurate location of the lines and a management framework will be required. This presentation will cover relevant technologies such as ILI mapping tools, ground penetrating radar (GPR), oblique aerial imagery, and horizontal directional drilling. C -VODIFYIJCJUJPO LDC COMPLIANCE: BASELINE SURVEYS AND A MANAGEMENT FRAMEWORK TODD PORTER Geospatial Corp, Houston, TX, USA Pipeline Integrity Management for gas distribution pipelines will soon The paper outlines a systematic approach for evaluating damaged pipeline using ILI data. The authors offer a case study that used data collected during an ILI run of a damaged subsea pipeline. The assessment included development of finite element models using geometric ILI data. The assessment integrated actual pressure history data in conjunction with a cumulative damage assessment model to determine the remaining life of the selected anomalies. It also utilized prior full-scale experimental data to confirm the accuracy of the models. INTEGRATING MFL AND ULTRASONICS: A PROJECT FOR BP ALASKA ΈTITLE TO BE CONFIRMEDΉ THOMAS BEUKER Rosen, Houston, TX, USA High-resolution MFL and UTWM ILI tools have been around for a long time. Most of us understand that the technologies have complementary strengths and weaknesses in detection and sizing capabilities. For example, MFL offers better detection capabilities for small pitting anomalies while UTWM is better at measuring general wall thinning. The inherent imperfections of the approaches can sometimes leave you guessing about what might be missing from your data. BP Alaska and Rosen partnered in 2008 to identify a candidate pipeline to test a combination MFL-UTWM tool, RoCorr-UT. This paper discusses the successful run of the tool through BP’s 28-mile crude line from Endicott Island to Pump Station #1. A METHODOLOGY FOR THE PREDICTION OF PIPELINE &/>hZ&ZYhEzhdK EXTERNAL INTERFERENCE C LYONS and DR JANE HASWELL Pipeline Integrity Engineers Newcastle, UK DR PHIL HOPKINS Penspen Integrity, Newcastle, UK R ELLIS Shell UK, Stanlow, UK N JACKSON National Grid, Warwick, UK The United Kingdom Onshore Pipeline Operators Association (UKOPA) is developing supplements to the UK pipeline codes BSI PD 8010 and IGE/ TD/1. These supplements will provide a standardized approach for the application of quantified risk assessment to pipelines. UKOPA has evaluated and recommended a methodology: this paper covers the background to, and justification of, this methodology. The most relevant damage mechanism in pipeline failure is external interference. Interference produces a gouge, dent or a dent-gouge. This paper describes the fracture mechanics model used to predict the failure probability of pipelines containing dent and gouge damage. It contains predictions of failure frequency obtained using the gas industry failure frequency prediction methodologies FFREQ and operational failure data from the UKOPA fault database. The failure model and prediction methodology are explained, and typical results are presented and discussed. 3FDFQUJPOJOFYIJCJUJPOBSFB 4th Quarter, 2008 325 SEMENT FEATURE MULTIPLE APPROACH TO INTEGRITY MANAGEMENT OF AGING PIPELINES h^/E'd,Et^d/Eͳ>/E INSPECTION TECHNOLOGIES MORE LEGAL ISSUES IN PIPELINE INTEGRITY PROGRAMS: AN UPDATE CHRIS PAUL Joyce Paul, Tulsa, OK, USA The presentation will review the legal issues and the demands that pipeline integrity programs place upon operators including data integration and records retention, and a discussion of how these issues and demands may result in misinterpretation and misuse of data and documents. The bases for management and company exposure will be discussed, as will the criteria used by the government for determining whether or not information within the knowledge PANELISTS TO BE ANNOUNCED The panel will discuss benefits of standardizing procurement contracts to allow more focus on correct tool selection and performance criteria. -VODIBOEFYIJCJUJPO ETHANOL TRANSPORTATION: STATUS OF RESEARCH AND INTEGRITY MANAGEMENT PATRICK VIETH, JOHN BEAVERS CC Technologies, Dublin, OH, USA The pipeline industry is undertaking considerable research to determine the best approach to manage the potential for internal stress corrosion cracking (SCC) to occur while transporting ethanol and fuel grade ethanol. The parameters that affect the potential for SCC (e.g., oxygen, water, etc.) are understood, and the research is now focused on methods to reduce the likelihood of SCC. The current state of the research and testing will be presented DEVELOPMENTS IN Z>//>/dzͳ^ CORROSION MANAGEMENT AND SIGNIFICANCE OF ILI SA DR V KANAYKIN, DR B PATRAMANSKIY, and DR V LOSKUTOV Spetsneftegaz, Moscow, Russia PANEL: TOWARD A MODEL FOR GLOBAL ILI CONTRACTS DILIGENT STATISTICAL ANALYSIS OF REAL ILI DATA: IMPLICATIONS, INFERENCES AND LESSONS LEARNED PY Self Excited Eddy Currents (SEEC) present a unique and novel method for internal in-line inspection of natural gas transmission pipelines for the presence of features aligned with the main pipe axis such as Stress Corrosion Cracking (SCC). This paper outlines the theory, methodology and basic design principles of an SEEC based tool. Initial field trials and results are presented $PGGFFFYIJCJUJPO DR. SLAVA TIMASHEV Russian Academy of Sciences Ekaterinburg, Russia O GRANT COLEMAN BJ Systems & Services RICHARD KANIA TransCanada PipeLines Calgary, AB, Canada C ^>&ͳy/dz hZZEd/Eͳ>/E /E^Wd/KEd,E/Yh&KZ THE DETECTION OF SCC PL E of the company might result not only in simple liability, but also the possibility of criminal exposure. The presentation will review solutions to the legal issues, including how to deal with improved ILI tools which provide tremendous amounts of data that must be captured and integrated with other information involving the operator’s pipeline systems. M 5IVSTEBZ'FCSVBSZ MARK STEPHENS C-FER Technologies Edmonton, AB, Canada ALBERT VAN ROODSELAAR Chevron, Houston, TX, USA This paper provides an overview of an ongoing research project, sponsored by the Pipeline Research Council International (PRCI), which is developing a reliability-based process that will form the basis for an industry-accepted approach to assessing and managing pipeline integrity with respect to corrosion. It also discusses the sources of uncertainty inherent in the in-line inspection process and their significance in the context of corrosion reliability analysis. Real ILI data was analyzed with a sophisticated and rigorous algorithm developed using Monte Carlo simulation. The data was gathered from ILI runs on three continents. The research results point the way toward a new generation of ILI and DA/Verification tools combining sophisticated statistical analysis of the data obtained using these tools and suggested improvements to API RP1163. Lessons learned include: x Role of false negatives and false positives in determining probability of failure x How to assess variances of specific ILI tools and verification instruments x The Regression line and the Unity curve x Assessment of the immeasurable defect sizes x Influence of the number and location of verification points on accuracy of defect size assessments x How to use these assessments when predicting probability of exceedance, corrosion rates, performing RPR and fitness for purpose analysis, and planning the next repair or ILI tool run 326 The Journal of Pipeline Engineering ADVERTISEMENT Many pipeline standards and regulations refer to fitness for service assessments without providing much detail as to their expected extent or proof of adequacy. This paper discusses measurement, modeling, and interpretation errors that could affect the validity of integrity assessments. A case study identifies the uncertainty effects of in-line inspection accuracies during the criticality assessment of reported metal loss anomalies that could fail by leak or rupture. Technical approaches are proposed on how to deal with uncertainty in the development of integrity verification and rehabilitation programs when using in line inspection data. PL E In 2007, the Canadian Energy Pipeline Association (CEPA) published a report titled ‘Integrity First’. This document strives to achieve two goals: (1) for the pipeline industry to communicate performance with its stakeholders and regulators in the areas of pipeline integrity, health and safety, and environmental performance; and (2) to define performance success quantitatively with appropriate metrics and statistics. This paper will focus on discussing the second goal – most specifically, on how voluntary reporting of performance metrics is a necessity in an era of goalbased regulations. RAFAEL G MORA, DR. ALAN MURRAY, JOE PAVIGLIANITI, and SARA ABDOLLAHI NEB, Calgary, AB, Canada M SA APPLICATION OF THE ECDA PROCESS FOR CASED PIPE ALAN EASTMAN Mears Group, San Ramon, CA, USA ASSESSING PIPELINE INTEGRITY USING FRACTURE MECHANICS AND CURRENTLY AVAILABLE INSPECTION TOOLS PY ZIAD A SAAD, KIM J MCCAIG, and BRENDA KENNY CEPA, Calgary, AB, Canada DEALING WITH UNCERTAINTY IN PIPELINE INTEGRITY AND REHAB ASSESSMENT O INTEGRITY FIRST: VOLUNTARY PERFORMANCE REPORTING IN A 'K>ͳKZ/Ed REGULATORY ENVIRONMENT C $PGGFF DR KIMBERLY CAMERON and DR ALFRED PETTINGER Exponent Failure Analysis Menlo Park, CA, USA Some pipeline systems are subjected not only to internal pressure but also to significant external loads. These loads can well exceed the axial pressure load and present a much greater risk for circumferential welds and cracks. This paper addresses the appropriate fracture mechanics needed to assess circumferential cracks under axial loads and summarizes current inspection capabilities for circumferential defects. Specific examples from a pipeline buried in an active landslide region are given as well as a general review of the available inspection tools and appropriate fracture mechanics. $-04&0'$0/'&3&/$& 4th Quarter, 2008 327 SEMENT FEATURE EXHIBITORS ŷ"40'13&445*.&Ÿ ")BL*OEVTUSJBM4FSWJDFT *O-JOF4FSWJDFT "DFDP7BMWF*OD *OUSBUFDI*OMJOF*OTQFDUJPO4FSWJDFT "QBDIF1JQFMJOF1SPEVDUT ,OBQQ1PMMZ1JH "QQMVT35% .FBST(SPVQ*OD "SNPS1MBUF*OD /4QFD1JQFMJOF4FSWJDFT$PBTUBM$IFNJDBM$P--$ /%54ZTUFNT4FSWJDFT #+1JQFMJOF*OTQFDUJPO4FSWJDFT /FX$FOUVSZ4PGUXBSF*OD #+#$PNQBOZ 0OTUSFBN1JQFMJOF*OTQFDUJPO $$5FDIOPMPHJFTB%/7DPNQBOZ 1JHHJOH1SPEVDUT4FSWJDFT"TTPDJBUJPO 'PZFS $%**75 1JQFMJOFBOE(BT5FDIOPMPHZ 'PZFS $&5$00JMGJFME4FSWJDFT$PNQBOZ 1JQFMJOF&OHJOFFSJOH $IBNQJPO1SPDFTT 1JQFMJOF*OTQFDUJPO$PNQBOZ $JUBEFM5FDIOPMPHJFT 1JQFMJOF1JHHJOH1SPEVDUT $MPDL4QSJOH$PNQBOZ 1JQF8BZ*OUFSOBUJPOBM $PMFSBOE$PMBOUPOJP 1JQF8SBQ $PUUBN#SVTI-UE 1PMZHVBSE1SPEVDUT PL E C O PY #BLFS)VHIFT1JQFMJOF.BOBHFNFOU(SPVQ 1SBYBJS4FSWJDFT %FOTP/PSUI"NFSJDB 1SFDJTJPO1JHHJOH--$ %SFTTFS1JQJOH4QFDJBMUJFT 1SP"DU4FSWJDFT$PSQ &OEVSP1JQFMJOF4FSWJDFT 3.&OFSHZ4ZTUFNT &OWJSPMJOF.POJUPSJOH4ZTUFNT 3BQJE&OFSHZ4FSWJDFT &WFSFBEZ&OFSHZ4FSWJDFT 304&/64" &WFSTBOE4POT*OD 4JFNFOT8BUFS5FDIOPMPHJFT '&4$0-UE 4QFUTOFGUFHB[/10+4$ 'MBSF*HOJUPST3FOUBMT 4QJSBM#SVTIFT*OD (BMBYZ#SVTIFT 45"54 (&0JM(BT 453*$-"/1JQFMJOF4FSWJDFT (FP$PSS1JQFMJOF*OTQFDUJPO5FDIOPMPHJFT 4VCTFB*OUFHSJUZ(SPVQ (FP'JFMET 4VQFSJPS8FMM4FSWJDF (FPTQBUJBM$PSQPSBUJPO 4ZOFSHZ4FSWJDFT*OD (JSBSE*OEVTUSJFT 5%8JMMJBNTPO*OD (SFFOFT&OFSHZ(SPVQ 8FBUIFSGPSE1JQFMJOF4QFDJBMUZ4FSWJDFT )FOLFMT.D$PZ*OD 8FTU1FOFUPOF$PSQPSBUJPO )FSJUBHF&OWJSPONFOUBM4FSWJDFT 8JMMCSPT&OHJOFFSJOH*OD )VOUFS.D%POOFMM1JQFMJOF4FSWJDFT 8SBQ.BTUFS SA M $VEE&OFSHZ4FSWJDFT )ZESPMPHJDBM4PMVUJPOT*OD 328 The Journal of Pipeline Engineering CAN’T ATTEND THE CONFERENCE? DON’T MISS THE EXHIBITION... A key feature of the conference is the opportunity to visit one-on-one with the leading technology suppliers in this fast-evolving field. Exhibiting company representatives will be available to discuss the latest technologies for pipeline integrity management, including ILI; pigging for cleaning, geometry, sealing, ILI prep, and other utility applications; validation digs, NDE and Direct Assessment; hydrotesting, data management, leak detection, mapping, emergency response, and repair. 507*4*55)&&9)*#*5*0/ It’s included free if you are attending the conference and/or courses; otherwise only $25! See the reservation form on the following page. 503&4&37&&9)*#*5*0/41"$& Visit www.clarion.org or call (713) 521-5929. &9)*#*5*0/)0634 Tuesday, February 10, 2009 - 5:00pm to 7:00pm Wednesday, February 11, 2009 - 9:00am to 6:30pm Thursday, February 12, 2009 - 9:00am to 2:00pm SA M PL E C O PY EXHIBITION FLOORPLAN 10:20:41 AM 4th Quarter, 2008 321 Z'/^dZd/KE&KZDͳKhZ^^ͻKE&ZEͻy,//d^ $0/'&3&/$& O $POGFSFODF0OMZ'FCSVBSZ $0634&$0/'&3&/$& TFMFDUDPVSTF XJUI O NEW!1FSGPSNJOH1JQFMJOF3FIBCJMJUBUJPO O &YDBWBUJPO*OTQFDUJPO"QQMJFE/%&GPS*-*%"7BMJEBUJPOBOE$PSSFMBUJPO O 4USFTT$PSSPTJPO$SBDLJOH O 1JQFMJOF.BQQJOH(*44ZTUFNTBOE%BUB*OUFHSBUJPO O 1JHHJOHBOE*O-JOF*OTQFDUJPO O %FGFDU"TTFTTNFOUJO1JQFMJOFT O 1JQFMJOF3FQBJS.FUIPET O 0QUJNJ[JOH*-**OTQFDUJPO4DIFEVMJOH $0634&0/-: TFMFDUDPVSTF JT O NEW!1FSGPSNJOH1JQFMJOF3FIBCJMJUBUJPO'FCSVBSZ O &YDBWBUJPO*OTQFDUJPO"QQMJFE/%&GPS*-*%"7BMJEBUJPOBOE$PSSFMBUJPO'FCSVBSZ O 4USFTT$PSSPTJPO$SBDLJOH'FCSVBSZ O 1JQFMJOF.BQQJOH(*44ZTUFNTBOE%BUB*OUFHSBUJPO'FCSVBSZ O 1JHHJOHBOE*O-JOF*OTQFDUJPO'FCSVBSZ O %FGFDU"TTFTTNFOUJO1JQFMJOFT'FCSVBSZ O 1JQFMJOF3FQBJS.FUIPET'FCSVBSZ O 0QUJNJ[JOH*-**OTQFDUJPO4DIFEVMJOH'FCSVBSZ /PUF*GZPVEFDJEFUP SFHJTUFSGPSBOBEEJUJPOBM FWFOUDPVSTFPS DPOGFSFODF TFQBSBUFMZ PSBUBMBUFSEBUFUIF DPNCJOFESBUFXJMMBQQMZ NAME ON THE CARD CREDIT CARD NO SA M PL E C O PY DISCOUNTSDIFDLBTBQQSPQSJBUF O .VMUJQMFSFHJTUSBUJPOTGSPNUIFTBNFDPNQBOZEJTDPVOUQFSQFSTPO 1MFBTFTVCNJUBTFQBSBUFSFHJTUSBUJPOGPSNGPSFBDIQFSTPO8FXJMMDSFEJUUIFEJTDPVOUUPFBDIQFSTPO O &BSMZ3FHJTUSBUJPOEJTDPVOUSFHJTUSBUJPOTSFDFJWFEQSJPSUP+BOVBSZJOBEEJUJPOUPEJTDPVOUTBCPWF O1*1&.FNCFSTEJTDPVOUNBZOPUCFDPNCJOFEXJUIPUIFSEJTDPVOUT 1*1&.FNCFS/P____________ 'PSJOGPSNBUJPOBCPVUKPJOJOH1*1&QMFBTFWJTJUXXXQJQFJOTUPSH O"4.&.FNCFSTEJTDPVOUNBZOPUCFDPNCJOFEXJUIPUIFSEJTDPVOUT "4.&.FNCFS/P____________ &9)*#*5033&(*453"5*0/"/%41"$&3&4&37"5*0/ For fastest registration, register online now at $BMMPSHPUPXXXDMBSJPOPSH&9QIQ XXXDMBSJPOPSH (secure server.) &9)*#*5*0/7*4*503*GZPVBSFXJUIBOFYIJCJUJOHDPNQBOZTFF&YIJCJUPS3FHJTUSBUJPOBCPWF OR FAX or mail this form to: O CLARION 5FDIOJDBM$POGFSFODFT5. )0850$0/5"$564TFFCPYBUSJHIU 3401 Louisiana Street Suite 255, Houston, TX 77002 1":.&/5015*0/4 DIFDLBTBQQSPQSJBUF FAX +1 713 521 9255 O *XJMMNBJMBDIFDLQBZBCMFUP$MBSJPO5FDIOJDBM$POGFSFODFT Tel. +1 713 521 5929 O 1MFBTFTFOENFBOJOWPJDF O #BOLUSBOTGFS*GZPVTFMFDUUIJTPQUJPOXFXJMMTFOEBOJOWPJDFXJUIPVSCBOLEFUBJMTJODMVEFEPOUIFJOWPJDF O $SFEJU$BSE O Visa O MasterCard O American Express O Discover SIGNATURE EXP DATE VERIFICATION # DISCOVER, VISA/MC - 3 DIGITS ON BACK AMEX - 4 DIGITS ON FRONT #*--*/($0/5"$5*/'03."5*0/ NAME TITLE COMPANY EMAIL AREA CODE & PHONE NUMBER AREA CODE & FAX NUMBER MAILING ADDRESS CITY, STATE POSTAL/ZIP CODE COUNTRY ACCOMMODATION $"/$&--"5*0/446#45*565*0/4 Fees do NOT include accommodation. The event will be held at Houston Marriott Westchase Hotel 2900 Briarpark Dr. Houston, TX 77042 USA PSt'"9 Online: www.clarion.org/marriott.php Group Discount Code: PIPPIPA %POUGPSHFUUPTBZ you are attending the Pipeline Pigging and Integrity Management Conference and Courses to take advantage of the special rate (limited availability). Cancellations made in writing and received on or before January 19, 2009 will be refunded less a $150 handling fee. Exhibit space cancellations must be received on or before January 5, 2009 and will be refunded less a $150 processing fee. Cancellations received after January 19, 2009 (January 5, 2009 for exhibit space) will not be refunded. The full invoice fee will be payable regardless of whether you attend the event or not. Substitutions may be made at any time. Confirmation will be made in writing as soon as possible upon receipt of payment. This confirmation will be sent to the email or other address given on the registration form, unless otherwise required. The organizers reserve the right to cancel any event due to insufficient enrollment. In this event fees will be refunded in full. However, the organizers assume no liability for travel or any expenses other than fees paid. ppim09-final.indd 11 12/22/2008 10:20:46 AM SA PL E M PY O C

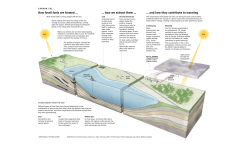






© Copyright 2026