
Data Acquisition Systems RF/Microwave Test
November 2014 Written by Engineers ...for Engineers S PECIAL R E PORTS Data Acquisition Systems Unearthing impending maintenance problems RF/Microwave Test PXI competes with boxes at 26.5 GHz DESIGN and TEST The life-cycle aspect of boundary scan EMC TEST www.evaluationengineering.com EE201411-COVER.indd COVERI Visiting IBM’s boat-shaped EMC chamber 10/9/14 11:03 AM Your Total EMC Source for Over 45 Years family of products 1 to 2.5 GHz Solid State Amplifiers The solid state alternative to TWTA’s. Improved harmonics, lower noise, superior linearity and reliability and now featuring 3,000 watts CW. 16,000 Watts of Pure Power The new 16000A225 amp. It covers 10 kHz to 225 MHz and delivers 16,000 watts of power and we’re not stopping there. Call us for power levels up to 50,000 watts. II Precision DSP Receiver This 18 GHz EMI receiver changes the way you think about emissions testing. Data is more accurate and test time is reduced. . Integrated Test Systems All-in-one test systems for any EMC application, DC to 50 GHz. Our systems make testing more efficient, accurate, and affordable. “W” Series Amplifiers The most advanced, highest power and innovative RF Solid State amplifiers in the world. Now providing up to 4000 Watts CW from 80 to 1000 MHz. RF Conducted Immunity Test Systems Self-contained systems driven by our proprietary software; simplify calibration, testing, troubleshooting and reporting. They allow accurate, sensitive and repeatable measurement in one unit. Power levels to 150 watts and up to 3 GHz. Radiant Arrow® Bent Element Antennas We bent the rules and advanced the science of log periodic antennas. Smaller, lighter, and more compact to fit in smaller chambers. 0.7 to 18 GHz Amplifiers Solid State Class A CW Amplifiers up to 200 Watts from 0.7 – 6 GHz and 40 Watts from 4-18 GHz. Now you don’t have to settle for TWTAs. Multi-Tone Tester This incredible system cuts RF Radiated Immunity testing from days down to hours by testing multiple frequencies simultaneously, from 10 kHz to 6 GHz, reducing product development cost and time to market. Field Analyzer The new series of laser-powered electric field analyzers have an extremely high sample rate and can precisely measure pulsed electric fields in the microsecond range. www.arworld.us/EMCsource rf/microwave instrumentation Other ar divisions: modular rf U receiver systems U ar europe ISO 9001:2008 Certified USA 215-723-8181. For an applications engineer, call 800-933-8181. *O&VSPQFDBMMBS6OJUFE,JOHEPNtBS'SBODFtBS%FVUTDIMBOEtBS#FOFMVY www.arworld.us $PQZSJHIUÏ"35IFPSBOHFTUSJQFPO"3QSPEVDUTJT3FH641BU5.0GG Visit www.rsleads.com/411ee-001 EE201411-AD ARRF-Microwave.indd COVERII 10/8/14 4:04 PM Recording Data Has Never Been This Easy! . The h allll new TrendCorder T dC d TRC-18 TRC 18 from f Dewetron is easy on the eyes, and even easier on your wallet. Set-up and operation is like a streamlined app, and includes multitouch pinch and zoom. Our powerful DejaView® capability allows you to scroll back and zoom in on any part of the data even while still recording at full speed! Even if that data was hours or days in the past, you don’t have to stop recording to examine it at any resolution. And the price? • • • • • • 18 analog input channels Wide-aspect multitouch display Up to 250 kS/s/ch sample rate 1500 V isolation on all channels! 8th order filters on all channels! Multi-touch display with pinch and zoom operation. • DejaView® provides unlimited scroll back and viewing resolution during recording Only $19,950 for an 18 channel system PLUS - you can add more fast channels by plugging in another TRION module – or add dozens of slow channels using our external EPAD 8-channel bricks. The system is 100% modular and field-upgradeable. Toll-free: +1 877-431-5166 www.trendcorder.info Please contact us to set up a demonstration today! +1 401-284-3750 www.dewamerica.com [email protected] Visit www.rsleads.com/411ee-012 EE201411-AD Dewetron.indd 1 10/6/14 3:10 PM 1 November 2014, Vol. 53, No. 11 C O NT E NT S November 2014 I N S T R U M E N TAT I O N Written by Engineers ...for Engineers SPECIAL REPORT Data Acquisition Systems 12 Still Working ≠ A-OK by Tom Lecklider, Senior Technical Editor S PECIAL R E PORTS Data Acquisition Systems Component Test 28 Unearthing impending maintenance problems Bridging the LCR measurement gap by Tom Lecklider, Senior Technical Editor RF/Microwave Test PXI competes with boxes at 26.5 GHz C O M M U N I C AT I O N S T E S T SPECIAL REPORT RF/Microwave Test 16 2 PXI competes with boxes at 26.5 GHz by Rick Nelson, Executive Editor . AT E DESIGN and TEST The life-cycle aspect of boundary scan EMC TEST Design and Test 24 www.evaluationengineering.com On Our Cover Designed by NP Communications EE201411-COVER.indd COVERI The life-cycle aspect of boundary scan by Peter van den Eijnden, JTAG Technologies Visiting IBM’s boat-shaped EMC chamber Industry Happenings 10/9/14 11:03 AM 32 From bits and bytes to airframe cracks by Tom Lecklider, Senior Technical Editor D E PA R T M E N T S 4 6 34 35 Executive Insight Editorial EE Industry Update EE Product Picks Index of Advertisers 36 Extended service life poses test challenges by Rick Nelson, Executive Editor EMC EMC Test 20 Visiting IBM’s boat-shaped EMC chamber by Tom Lecklider, Senior Technical Editor MEDICAL TEST Low-Power Design W Written by Engineers …for Engineers … 30 Flexible instrumentation supports medical device test by Rick Nelson, Executive Editor www.evaluationengineering.com EE-EVALUATION ENGINEERING (ISSN 0149-0370). Published monthly by NP Communications, 2477 Stickney Point Rd., Ste. 221-B, Sarasota, FL 34231. Subscription rates: $176 per year in the United States; $193.60 per year in Canada/Mexico; International subscriptions are $224.40 per year. Current single copies, (if available) are $15.40 each (U.S.); $19.80 (international). Back issues, if available, are $17.60 each (U.S.) and $22 (international). Payment must be made in U.S. funds on a branch of a U.S. bank within the continental United States and accompany request. Subscription inquiries: [email protected]. Title® registered U.S. Patent Office. Copyright© 2014 by NP Communications LLC. All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopy, recording, or any information storage-and-retrieval system, without permission in writing from the publisher. Office of publication: Periodicals Postage Paid at Sarasota, FL 34276 and at additional mailing offices. Postmaster: Send address changes to EE-EVALUATION ENGINEERING, P.O. BOX 17517, SARASOTA FL 34276-0517 2 • E E • November 2014 EE201411-TOC FINAL.indd 2 www.e v al u a ti o n e n g i n e e r i n g . c o m 10/9/14 11:48 AM . Visit www.rsleads.com/411ee-013 EE201411-AD COPPER MOUNTAIN.indd 3 10/9/14 1:58 PM 3 EDITORIAL Ubiquitous connectivity http://www.evaluationengineering.com T 4 . EVALUATION ENGINEERING he world is moving ever closer toward ubiquitous connectivity, as evidenced by news related to wearables and nearables—the later term might take some getting used to if it catches on. With regard to wearables, Apple recently introduced its Apple Watch. I hadn’t planned to be an early adopter, but Christopher Mims in his Keywords column in the Wall Street Journal is enthusiastic about what he calls the wrist-top computer. Apple Watch and its competitors will have a place in the apps and hardware ecosystem that will make them indispensable, he writes. He cites wearables such as pressure-sensor-laden socks that can help runners minimize their chance of injury and shirts that can measure heart rate. Such a shirt could be used as part of a payment authentication system that would match the wearer’s heart-beat pattern with, for example, your heart-beat pattern stored in the cloud. My concern about any biometric data is that if it’s stored in the cloud, it could be hacked. As for a nearable, you might ask, what is that? It’s any object nearby to which you might attach a Bluetooth Smart-enabled sticker or beacon. Nordic Semiconductor, a maker of ultra-low-power RF SoCs, announced that Estimote is employing Nordic’s SoCs to provide Bluetooth Smart wireless connectivity in its newly launched Estimote stickers. Estimote stickers are small (approximately 3 mm thin), low cost (sub-$10) beacons with built-in accelerometers and temperature sensors. (The stickers build on Estimote’s previously launched beacons, which also employ Nordic technology.) Estimote stickers then can be used to provide microlocation and contextual data about nearables to any Bluetooth Smart-ready device. If your “nearable” is a bicycle, for example, an Estimote sticker can help track your route or let you know if someone is moving your bike without your permission. If your “nearable” is a backpack, a sticker can let your cellphone know if you’ve left it behind. And retailers can affix the stickers to merchandise to provide customers context-sensitive information and to monitor what items customers most interact with. Nordic also announced that Polish startup Kontakt.io has specified Nordic SoCs to provide Bluetooth Smart wireless connectivity in Kontakt.io’s Cloud Beacon preintegrated hardware platform. Kontakt.io says its Cloud Beacon platform eventually will include a wearable rubber wristband option for tracking people such as children out on a school day trip. Kontakt.io said its Cloud Beacon platform also can aid navigation within public facilities. An ongoing project aims to “beaconify”—another term that will take some getting used to—the San Francisco airport. And it offers many marketing opportunities. For example, a merchant could detect you are driving past and offer you a free parking space. The possibilities are endless, but endless data may represent too much of a good thing. New York Times reporter and former physician Elisabeth Rosenthal quotes Ian T. Clark, chief executive of Genentech, as saying of wearable healthcare technology, “I don’t doubt the wearable piece is going to be a productive business model for people. I just don’t know whether it’s going to bend the curve in health outcomes.” And beyond healthcare, do we really need endless context-sensitive marketing messages and a beaconified airport constantly exhorting us not to leave our luggage unattended? It may be too late. I guess I need a smartwatch that can alert me when I’ve left my beaconified smartphone behind. As Mims in the Journal concludes, “These devices will be the way we connect ourselves—directly—to all the technology that surrounds us. And opting out simply won’t be an option.” EDITORIAL EXECUTIVE EDITOR Rick Nelson e-mail: [email protected] MANAGING EDITOR Deborah Beebe e-mail: [email protected] SENIOR TECHNICAL EDITOR Tom Lecklider e-mail: [email protected] PRODUCTION PRINT/WEB COORDINATOR Glenn Huston e-mail: [email protected] PRINT/WEB COORDINATOR Emily Baatz e-mail: [email protected] AD CONTRACTS MANAGER Laura Moulton e-mail: [email protected] AD TRAFFIC MANAGER Denise Mathews e-mail: [email protected] BUSINESS PRESIDENT Kristine Russell e-mail: [email protected] PUBLISHER Jim Russell e-mail: [email protected] ASSOCIATE PUBLISHER Michael Hughes e-mail: [email protected] MARKETING DIRECTOR Joan Sutherland ADVERTISING WEST Michael Hughes Phone: 805-529-6790 e-mail: [email protected] EAST Blake Holton or Michelle Holton Phone: 407-971-6286 or 407-971-8558 e-mail: [email protected] or [email protected] CIRCULATION SUBSCRIPTIONS / BACK ISSUES e-mail: [email protected] LIST RENTALS Laura Moulton e-mail: [email protected] EPRODUCT COORDINATOR Mary Haberstroh e-mail: [email protected] REPRINTS Deborah Beebe e-mail: [email protected] EE-EVALUATION ENGINEERING is available by free subscription to qualified managers, supervisors and engineers in the electronics and related industries. FOUNDER A. VERNER NELSON e-mail: [email protected] NP COMMUNICATIONS LLC 2477 Stickney Point Rd., Suite 221B Sarasota, Florida 34231 Phone: 941-388-7050•Fax: 941-388-7490 Rick Nelson Executive Editor Visit my blog: bit.ly/N8rmKm 4 • EE • November 2014 EE201411-Editorial MECH dB.indd 4 Publishers of this magazine assume no responsibility for statements made by their advertisers in business competition, nor do they assume responsibility for statements/opinions, expressed or implied, in the columns of this magazine. Printed in the U.S.A. www.evaluationengineering.com 10/8/14 8:17 AM . Visit www.rsleads.com/411ee-006 EE201411-AD Pickering.indd 5 10/6/14 2:45 PM 5 EE INDUSTRY UPDATE IHS looks at iPhone 6 vs. iPhone 6 Plus cost For consumers opting to buy Apple’s iPhone 6 Plus rather than the iPhone 6, the additional 0.8 inch of screen size will cost $100 extra. However, for Apple, the iPhone 6 Plus costs only about $16 more to produce, delivering to the company an even heftier margin than normal for its wildly popular smartphone line. The bill of materials of the iPhone 6 equipped with 16 GB of NAND flash memory amounts to $196.10, according to a preliminary estimate by the Teardown Mobile Handsets Intelligence Service at IHS Technology. The cost of production rises to $200.10 when the $4.00 manufacturing expense is added. Graphene imperfections key to hypersensitive electronic nose 6 . Researchers have discovered a way to create a highly sensitive chemical sensor based on the crystalline flaws in graphene sheets. The imperfections have unique electronic properties that the researchers were able to exploit to increase sensitivity to absorbed gas molecules by 300 times. When a graphene lattice or sheet is formed, its polycrystalline structure has random boundaries between the single-crystal grains. The properties of the lattice are significantly affected by these “grain boundaries,” said Amin Salehi-Khojin, University of Illinois at Chicago assistant professor of mechanical and industrial engineering and principal investigator on the study. World PCB production in 2013 estimated at $59.4 billion The world market for PCBs declined an estimated 2.2% in real terms in 2013, although real growth in North America was positive at 0.8%, according to IPC’s “World PCB Production Report for the Year 2013.” Developed by a team of the world’s leading PCB industry analysts, the annual study is the definitive source of PCB production data, indicating what kinds of PCBs are being made where. World PCB production in 2013 was valued at an estimated $59.4 billion. The IPC report contains estimates of 2013 PCB production value by 10 product categories and by 31 countries or subregions. PCB values of standard multilayer and integrated circuit package substrates are segmented by those having microvia structures and those with non-microvia structures. AXIe Consortium announces new specification The AXIe Consortium has announced a new specification, AXIe-0, suitable for low-cost instrumentation and switching. Titled “Low Cost Instrument and Switch Architecture,” AXIe-0 retains the module size and board area of the current AXIe-1 Base Architecture while delivering a cost-effective platform for vendors and users not needing the full capability of AXIe-1. Von Campbell, chairman of the AXIe Consortium and R&D manager at Keysight Technologies, said, “The AXIe-0 specification is part of the ongoing efforts of the consortium to broaden the use of AXIe. This new low-cost instrument and 6 • EE • November 2014 EE201411-IndustryUpdate FINAL.indd 6 switch architecture enhances cost-effectiveness and improves ease of implementation for vendors wanting to take advantage of AXIe’s space, power, and form factor for products that don’t require the high-speed data infrastructure. Sciaky to provide additive manufacturing to Lockheed Martin Sciaky, a subsidiary of Phillips Service Industries and provider of large-scale additive manufacturing solutions, has announced that it recently received a purchase order from Lockheed Martin Space Systems to provide a turnkey electron beam additive manufacturing (EBAM) system. The EBAM system will help Lockheed Martin reduce time and cost on the production of titanium propulsion tanks. On July 10, Sciaky announced the availability of EBAM systems to the marketplace. The Lockheed Martin order is the second multi-million dollar order from a major global manufacturing company since the announcement. Technology can close at-risk-student achievement gaps As school districts around the country consider investing in technology as a way to improve student outcomes, a new report from the Alliance for Excellent Education and the Stanford Center for Opportunity Policy in Education (SCOPE) finds that technology—when implemented properly—can produce significant gains in student achievement and boost engagement, particularly among students most at risk. The report identifies three important components to successfully using technology with at-risk students: interactive learning, use of technology to explore and create rather than to “drill and kill,” and the right blend of teachers and technology. MU researcher develops water-based nuclear battery From cell phones to cars and flashlights, batteries play an important role in everyday life. Scientists and technology companies constantly are seeking ways to improve battery life and efficiency. Now, for the first time using a water-based solution, researchers at the University of Missouri have created a longlasting and more efficient nuclear battery that could be used for applications such as a reliable energy source in automobiles and also in complicated applications such as space flight. Keysight, Stanford work to streamline students’ experience Keysight Technologies announced it is supplying its BenchVue software to Stanford University’s Department of Electrical Engineering. The visual and intuitive software simplifies the use of test instruments in the lab. As a result, students spend less time, and require less help, setting up the assigned lab, thereby allowing instructors to stay focused on lesson plans. Keysight’s BenchVue software makes it easy to view, capture, and export measurement data from test instruments to other software applications such as Excel and MATLAB. www.evaluationengineering.com 10/7/14 1:54 PM Equipment to keep other stuff going..... Switching and Distribution - Systems and Modules - Configurations from 2x1 to 64x64 - Modules spanning DC - 40GHz Series G2T switching systems include our new C3 controller CPU with built-in 10/100 Ethernet, multi-serial, USB ports, IPv6, SNMP and TCP/IP. T G2 - Four rackmount sizes: 2RU, 3RU, 6RU and 8RU - Redundant or single power supply and CPU - Analog and Digital switching and distribution . - High reliability for test or communications - Field proven performance and reliability - World-class quality and support (ISO 9001:2008) Made in the USA Series G2T - Modular Switching and Distribution Our field proven Series G2T has an all new front panel design and a menu driven touchscreen for direct control and monitoring of hundreds of available G2 modules. Being able to mix and match modules in the same unit for ATE applications, the G2T provides connectivity for all digital or analog signals spanning DC-40GHz. So......looking for a cost effective ATE switching and reliable alternative for routing your analog or digital signals? Our comprehensive product can deliver the perfect solution! See our website for additional product information: uswi.com Global Signal Specialists - Switching and Distribution Audio / Video - Digital - L-Band - RF / IF - TTL / LVDS - Microwave Download our catalog today! Switching Solutions for Global Needs 7671 North San Fernando Road Burbank, CA 91505 USA Phn Fax Email Web +1 818-381-5111 +1 818-252-4868 [email protected] uswi.com Visit www.rsleads.com/411ee-007 EE201411-AD UniversalSwitching.indd 7 10/8/14 4:19 PM 7 The Aha! moment. Keysight W2211BP Advanced Design System electronic design automation software W2351EP ADS DDR4 Compliance Test Bench We’ll help you feel it. It takes more than silicon to push the limits of DDR memory. It also takes gray matter. The stuff inside your head. A brain capable of genuine insight. If you’re a DDR design engineer, we can give you expert advice from some of the brightest minds in the measurement world. And our end-to-end solutions range from simulation software to advanced hardware. Working together, they can help you determine precisely where your memory challenges are and how to overcome them. HARDWARE + SOFTWARE + PEOPLE = DDR INSIGHTS 8 . Order our complimentary 2015 DDR R memory resource DVD at www.keysight.com/find/HSD-insight USA: 800 829 4444 CAN: 877 894 4414 14 EE201411-AD Keysight-49379.indd 8 © Keysight Technologies, Inc. 2014 10/8/14 2:06 PM Keysight U4154B logic analyzer module for DDR2/3/4 and LPDDR2/3/4 in M9502A chassis m DDR2/3/4 and LPDDR2/3/4 protocol decoder and compliance toolsets available Keysight Inoniium 90000 X-Series oscilloscope DDR1/2/3/4 and LPDDR1/2/3/4 compliance software packages and protocol decoder available Keysight M8020A high-performance hig J-BERT Keysight probes-standard and custom Standard and custom DDR and LPDDR oscilloscope and logic analyzer BGA interposer solutions HARDWARE + SOFTWARE If you’re an engineer on the leading edge of DDR memory design, chances are, you feel challenged to go faster, using less power and a smaller footprint. We can help. Keysight is the only test and measurement company that offers hardware and software solutions across all stages of DDR chip development. From simulation to debug, from validation to compliance, we’ve got you covered. • More than 4,000 electronic measurement tools • Benchtop, modular and software solutions from simulation to compliance • Full line of high-speed, high-density probes PEOPLE Keysight engineers are leading the industry in the design of the next generation of DDR memory standards and solutions. This means that in the future, we can help you solve cutting-edge design challenges by sharing our expertise. It also means that we can rapidly integrate new DDR specs into our hardware and software. So they’ll be fully functional the day you need them. • JEDEC and UFSA Board of Directors Chairman, JEDEC Digital Logic (JC40.5) and UFSA Compliance Committees • Hundreds of applications engineers in 100 countries around the world • Thousands of patents issued in Keysight’s history EE201411-AD Keysight-49379.indd 9 10/8/14 2:07 PM . 9 Eureka! We’ll help you get there. Insight. It comes upon you in a pash. And you know at once you have something special. At Keysight Technologies, we think precise measurements can act as a catalyst to breakthrough insight. That’s why we offer the most advanced electronic measurement tools for LTE-A technology. We also offer sophisticated, future-friendly software. In addition, we can give you expert testing advice to help you design custom solutions for your particular needs. Keysight 89600 VSA software HARDWARE + SOFTWARE + PEOPLE = LTE-A INSIGHTS 10 . Download new LTE-A Technology and Test Challenge — 3GPP Releases 10,11,12 and Beyond www.keysight.com/find/LTE-A-Insight USA: 800 829 4444 CAN: 877 894 4414 EE201411-AD Keysight-49378.indd 10 © Keysight Technologies, Inc. 2014 10/8/14 2:05 PM Keysight MIMO PXI test solution Keysight W1715EP SystemVue MIMO channel builder Keysight Inoniium S-Series high-deonition oscilloscope with N8807A MIPI DigRF v4 (M-PHY) protocol decode software Keysight N9040B UXA signal analyzer with 89600 VSA software with N7624/25B Signal Studio software for LTE-Advanced/LTE FDD/TDD and 89600 VSA software Keysight E7515A UXM wireless test set with E7530A/E7630A LTE-Advanced/LTE test/ lab application software Keysight N5182B MXG X-Series RF vector signal generator with N7624/25B Signal Studio software for LTE-Advanced/LTE FDD/TDD Keysight E6640B EXM wireless test set with V9080/82B LTE FDD/TDD measurement applications and N7624/25B Signal Studio software for LTE-Advanced/LTE FDD/TDD HARDWARE + SOFTWARE The more complex your LTE-A design, the more you need help from test and measurement experts. Keysight is the only company that offers benchtop, modular and software solutions for every step of the LTE-A design process. From R&D to manufacturing, we can give you the expertise, instruments and applications you need to succeed. . • Complete LTE-Advanced design and test lifecycle • Identical software algorithms across platforms • 300+ software applications for the entire wireless lifecycle PEOPLE We know what it takes for your designs to meet LTE-A standards. After all, Keysight engineers have played major roles in LTE-A and other wireless standards bodies, including 3GPP. Our engineers even co-authored the orst book about LTE-A design and test. We also have hundreds of applications engineers. You’ll ond them all over the world, and their expertise is yours for the asking. • Representation on every key wireless standards organization globally • Hundreds of applications engineers in 100 countries around the world • Thousands of patents issued in Keysight’s history EE201411-AD Keysight-49378.indd 11 10/8/14 2:05 PM 11 SPECIAL REPORT - DATA ACQUISITION SYSTEMS Still Working ≠ A-OK by Tom Lecklider, Senior Technical Editor 12 . Machine condition monitoring is a data acquisition application that also involves a degree of analysis and reporting. In addition, the overall process implies an element of time. Straightforward performance testing measures output against a standard—did the engine develop the expected torque at the set rpm? In contrast, condition monitoring compares a succession of measurements taken over time against a baseline or against previous measurements. At one extreme, condition monitoring is looking for a trend that may indicate a need for maintenance. At the other extreme, it’s attempting to avoid catastrophic failure. Major infrastructure equipment typically comes with built-in condition monitoring. As stated in a recent article, “Condition monitoring of rotating equipment is common throughout the oil and gas industry, with the objective to detect, analyze, and diagnose machinery faults. Critical machines (turbines, compressors, and large motors) are normally equipped with online condition monitoring and protection systems. The balance of plant equipment (motors, pumps, and fans) generally is not.”1 However, as the author points out, the latter category accounts for the majority of both the quantity of equipment and the maintenance costs. The large machines and their monitoring systems are permanently wired—a prohibitively costly undertaking for the many smaller machines. Wireless condition monitoring is becoming a popular alternative because “… it bridges the gap between the cost of a wired system and inefficiencies of portable systems.”1 It’s fair to ask, “What is being monitored?” Of course, measuring the same parameters isn’t applicable in all applications. Nevertheless, temperature and vibration are two variables commonly found in monitoring schemes. According to Bob Judd, director of marketing, United Electronic Industries, “By far, the most common indicator of wear or imminent failure usually is temperature. It seems most things run hot when something’s going wrong. On the more complex side, monitoring vibration in rotating systems also can point out things like worn bearings or loose fittings.” Judd said that the company’s UEILogger and UEIPAC Cubes were used for machine condition monitoring with the UEIPAC having the advantage of also performing ongoing analysis. Should a parameter be outside the normal range, UEIPAC also can notify the supervisory monitoring station via Ethernet, Wi-Fi, or a cell interface. He said, “The most exciting addition to our health-monitoring line is probably our new UEIPAC 400-MIL. This new chassis is completely sealed and self-contained. It can be mounted in an outdoor or other ‘difficult’ environment without requiring any external packaging or protection.” Reference 1 is more specific about which parameters are monitored: “The SKF wireless machine condition sensor collects data on three key machine conditions: temperature (indicative of lubrication issues, increased friction, rubbing, etc.); overall machine condition (vibrations caused by misalignment, imbalance, mechanical looseness, etc.); and rolling element bearing condition (allows damage detection and diagnosis of source as ball/roller, cage, inner, or outer raceway).”1 Of the three quantities, rolling element monitoring is the most expensive because of the much higher frequencies involved. As discussed in a report on wind turbine reliability, “Two categories [of vibration monitoring] are used, but both are distinct from the common low-frequency vibration monitoring included in the turbine control and safety systems. The first category uses sensors mounted to the bearing housing or gear case to detect characteristic vibration signatures for each component. The signature for each gear mesh or rolling-element bearing is unique…. “The second category includes the ‘shock-pulse’ or acoustic systems that use high-frequency, narrow-band vibration sensors to detect structureborne pulses that occur when a rolling contact or gear mesh encounters a discontinuity in the surface, indicative of wear or debris particles. Both systems are component-specific and require a significant investment in up-front engineering time to select the optimum sensor configuration and to develop algorithms for interpreting the data collected from the sensors.”2 Application Examples Figure 1. Tracked vehicle with monitored parameters identified Courtesy of LORD MicroStrain Sensing Systems 12 • EE • November 2014 EE201411-SpecRep-DataAcquisition FINAL.indd 12 Heavy Construction Equipment Even with a rigorously enforced daily or weekly greasing schedule, heavy equipment eventually wears out. LORD MicroStrain Sensing Systems’ products include sensors and nodes specifically designed for tracked vehicle health monitoring (Figure 1). www.evaluationengineering.com 10/9/14 12:12 PM The SG-Link-LXRS wireless, two-channel analog input sensor node operates on the 2.405-GHz to 2.480GHz band using the direct sequence spreadspectrum technique. Datalogging rates are selectable from 32 Hz to 4,096 Hz for one channel and to 2,048 Hz for two channels. With one singleended channel and one differential channel with optional bridge completion circuitry, the node can accept inputs from most types of analog sensors including Wheatstone bridge, Figure 2. Die cushion pressure waveforms v i b r a t i o n , s t r a i n , Courtesy of DATAQ Instruments torque, load cells, and pressure. Typically, sensor outputs relate to track tension, the track rollers and roller frame alignment, hydraulic pressures and cylinder position, and general engine health. Offshore Wind Turbines Especially given the recent trend toward extremely large turbines with multi-megawatt output, online condition monitoring is a must. And, for this application, the cost and difficulty of access make a wireless approach mandatory. As explained in reference 2, “On-line observation provides deeper insight into how well the turbine subsystems are performing while rotating under load and can alert the maintenance staff to both long-term and short-term events that may not be obvious with a spot check. Second, on-line monitoring can be incorporated into SCADA systems to automatically trigger appropriate alarms and alert staff when a problem occurs. This feature is essential for unattended turbine operation, especially in remote or inaccessible locations.” As described in a National Instruments case study, Spanish company Fundacion CARTIF developed an online wind farm monitoring system based on NI’s CompactDAQ system that included the NI cDAQ-9172 eight-slot chassis, a USB accelerometer, the NI 9205 C Series analog input module, the NI 9423 sinking digital input module, and the NI 9474 digital output module. Of these modules, the NI 9205 determines the data acquisition performance. It is a 32-channel single-ended or 16-channel differential input unit with a 250-kHz aggregate sampling rate and 16-bit resolution. The case study claims that a 25-kHz transfer rate was achieved for eight analog channels, so one can assume that the acquired signals had upper frequencies less than 1 kHz. No mention is made of signal conditioning; however, given the 9205’s 370-kHz analog bandwidth, a low-pass filter that removed a decade or two of spectrum below that figure would reduce noise while leaving the actual signal unaffected. www.evaluationengineering.com EE201411-SpecRep-DataAcquisition FINAL.indd 13 . Punch Press Hydraulic presses used to form sheet metal parts are more complicated than they may appear. A key part of the forming process is the die cushion that helps to control the flow of the metal around the die. Degradation of the die cushion will affect the quality of the parts being produced. As explained by Roger Lockhart, vice president at DATAQ Instruments, “[Figure 2] shows the acquired pressure waveform from the die cushion and integral and derivative pressure waveforms as calculated by DATAQ’s CODAS analysis software. “Integrated pressure reveals the total work done by the die cushion in units of psi-s. As the cushion wears, the final magnitude of work performed by the device will decay to a threshold value that flags the need for replacement or maintenance. The current peak work in this example is approximately 600 psi-s…. The calculated pressure derivative is interpreted as ramp rate and gives a sense of the level of abuse applied to the die cushion.” He concluded, “The current peak value is >105,000 psi/s, and the measure often is used as a design parameter to ensure that normal press operation does not subject the die cushion to undue stress.” Appropriate Instrumentation Lockhart recommended the company’s Model DI-718B DAQ system with isolated 8B amplifiers as a good solution for many condition-monitoring problems. The DI-718B has a maximum throughput rate of 4,800 Hz and a 2-kbit sample buffer. More than 50 types of single-channel 8B amplifiers are available with 240-V input protection, 500-V channel-to-channel isolation, and 1,000-V input-to-output isolation. These specifications are among the factors that distinguish DAQ systems that are well suited to an industrial environment from those that are more at home in a lab. At the 2014 Autotest Symposium, ADLINK Technology demonstrated the recently released USB-2405 dynamic signal analyzer (DSA) module together with Visual Signal DAQ Express software. The DSA features four channels with simultaneous 24November 2014 • EE • 13 10/9/14 12:12 PM 13 SPECIAL REPORT - DATA ACQUISITION SYSTEMS 14 . bit sampling at up to 128 kS/s. A built-in anti-alias filter, a 100-dB dynamic range, and low temperature drift ensure data fidelity. The free software package performs unit conversion, FFT and IFT transforms, short-term FFT time-frequency analysis, and several types of filtering. Selectable displays include the input signals for each channel, X-Y plots of the signals, and time-frequency representations of the data. A functional-block library provides analysis elements that you string together to create the required multitask analysis without any programming. VTI Instruments expanded its participation in areas outside of electrical test by purchasing Agilent Technologies’ mechanical test business unit in 2003. A series of product developments since then has culminated in today’s EMX DSAs that feature FPGAbased synthetic instrumentation customization, corporate-wide cloud data management, embedded self-calibration, and precision distributed measurement synchronization. This is not the type of instrument that you would build into an application. Rather, you would use a DSA to troubleshoot problems identified by an online monitoring system but beyond its capability to analyze. The PXIe EMX-4350 DSA module has four channels with differential IEPE or voltage input, a 625-kS/s simultaneous sampling rate, and 24-bit resolution. The typical dynamic range is 120 dBfs including spurs and harmonic distortion, and channel-to channel phase is matched within ±0.01 degree. The module has input ranges of 100 mV, 1 V, 10 V, and 20 V but can be used with a range of signal-conditioning modules to provide high isolation. Using the EMX-4350 in the CMX09 chassis, as shown in Figure 3, has the added advantages of chassis temperature, fan speed, and power rail level feedback as well as the capability to inhibit the fan in very sensitive applications. Figure 3. CMX09 PXIe chassis loaded with DSA modules and EMX-2500 LXI Stanford Research remote controller Systems’ SR785 DSA, Courtesy of VTI Instruments shown in Figure 4, is a traditional twochannel bench instrument with 100-kHz bandwidth, 90-dB dynamic range, and many built-in analysis capabilities that modular instruments provide in software. For Figure 4. SR785 DSA example, order trackCourtesy of Stanford Research Systems ing uses multiples of a machine’s basic rotation speed instead of frequency when displaying a spectrum—signal values are displayed vs. order. This analysis tool is popular with automotive noise/vibration/ harshness engineers because it helps identify the root cause of what otherwise might appear to be random vibration. As explained in the SR785 datasheet, waterfall displays are a convenient way to view a time history of your data. Each successive measurement record is plotted along the Z axis, making 14 • EE • November 2014 EE201411-SpecRep-DataAcquisition FINAL.indd 14 it easy to see trends in the data. While not an analysis algorithm, waterfall plots help you gain insight into a problem. NI provides two software packages that support analysis of machine condition-related data. The Sound and Vibration Toolkit includes FFT and transient analysis; acoustic, audio, and vibration measurements; and a few specialized plot capabilities such as waterfall. The Sound and Vibration Measurement Suite is more comprehensive, adding order analysis and extending the toolkit’s capabilities in most other areas. VTI provides the MAYA HTT Test for I-DEAS sound and vibration software suites at several levels. The Advanced Signal Processing package is compatible with the company’s EMX instruments and includes both order tracking and transient analysis as well as basic core functions. Further Thoughts Machine condition monitoring simply makes sense. Studies have shown that performing maintenance at prescribed intervals is wasteful because the machine may not need it at that time. And, there could be a very good reason to inspect the machine a week earlier, but scheduled maintenance would have missed the opportunity to stop a small problem from getting bigger. Another alternative—just running equipment until it breaks—can incur very high costs at inconvenient times. Machine condition monitoring alerts operators to impending problems, allowing replacement parts to be procured and maintenance planned with minimal disruption. Built-in data acquisition instrumentation accommodates the machine’s basic health indicators, but in all except the most expensive machines, the test equipment’s cost and size limit its capabilities. Most machines won’t have separate high-frequency accelerometer channels associated with each gearbox bearing, for example. When a more obscure or higher speed problem occurs that the built-in instrumentation cannot handle, you need to apply some serious test and measurement horsepower. DSAs have the accuracy, speed, and resolution to guarantee capture of the most elusive signal aberrations. The related analysis routines, whether built-in as in the SR785 or as separate software suites, support a wide range of techniques as well as display modes. And, using a DSA during the design of a machine can verify the choice of monitored variables assigned to the built-in DAQ system. References 1. Herzog, M., “Analyzing wireless machine condition monitoring for offshore applications,” OE Digital, July 1, 2014. 2. Walford, C., Wind Turbine Reliability: Understanding and Minimizing Wind Turbine Operation and Maintenance Costs, Sandia National Laboratories, Report SAND2006-1100, 2006. For more information DATAQ Instruments ....................www.rsleads.com/411ee-193 Fundacion CARTIF ......................www.rsleads.com/411ee-194 LORD MicroStrain Sensing Systems .......................................................www.rsleads.com/411ee-195 National Instruments ....................www.rsleads.com/411ee-196 SKF ...............................................www.rsleads.com/411ee-197 Stanford Research Systems ..........www.rsleads.com/411ee-198 United Electronic Industries .........www.rsleads.com/411ee-199 VTI Instruments............................www.rsleads.com/411ee-200 www.evaluationengineering.com 10/9/14 12:12 PM Precision Performance goes pxiExpress The Largest Selection of Performance PXI Express Mainframes on the Market INTEGRATED HYBRID PXIE/LXI SUBSYSTEM CMX34 9-SLOT “SMART” INDUSTRIAL MAINFRAME 18-SLOT INTELLIGENT RACK MOUNT CMX09 . CMX18 HANDHELD PXI EXPRESS TABLET RUGGED 9-SLOT MAINFRAME PMX09 PMX04 Instrument Grade Switching From DC-26.5 GHz Precision Measurement Instrumentation & Controllers SMX Series EMX Series Visit www.vtiinstruments.com to select from an expanding suite of PXI Express products! 2031 Main Street, Irvine, CA 92614 R E L I A B L E DATA Tel: +1 949 955 1894 F I R S T T I M E www.vtiinstruments.com E V E R Y T I M E Visit www.rsleads.com/411ee-008 EE201411-AD VTI.indd 15 10/6/14 2:47 PM 15 Sponsored by SPECIAL REPORT - RF/MICROWAVE TEST PXI competes with boxes at 26.5 GHz by Rick Nelson, Executive Editor 16 . Recent vector network and signal analyzer introductions show what a significant competitor the PXI platform is becoming in the RF/microwave test arena—with applicability extending from the Wi-Fi frequencies up to 26.5 GHz. But box instrument makers are not ceding the field to their PXI counterparts. Nevertheless, a recent report from Frost & Sullivan found that OEMs are adopting PXI-based instrumentation to take advantage of the PXI platform’s measurement speed, small footprint, low power consumption, and flexibility. The marketresearch firm said PXI reduces the time to market and overall cost of tests—especially in the wireless-communications space. According to the report, titled “PXI Market to Change the Face of the Test and Measurement Industry,” the PXI market earned revenues of $563.3 million in 2013, and the firm estimates that PXI sales will reach $1.75 billion by 2020. “Besides the uptake in RF wireless communications, the global PXI market will get a leg up from new programs in aerospace and defense and integration of wireless technologies in the industrial and consumer electronics industries,” said Frost & Sullivan test and measurement industry director Jessy Cavazos. “Additionally, it is finding opportunities in the semiconductor automatic test equipment market.” However, test engineers retain affection for the box instruments they have used effectively for decades—a fact that is slowing down the transition to PXI test systems. But Frost & Sullivan predicted that a new generation of test engineers more comfortable with computers will mitigate this challenge. “Meanwhile, the more complex process of integrating PXI test systems, in comparison to rack-and-stack test systems, can be a challenge for customers,” said Cavazos. “To ease the process of integration, market participants across the globe are offering different levels of integration services and tools that enable customers to assemble PXI test systems quickly with minimal effort.” making it fully software-designed. The great thing about being able to program the FPGA is that users can extend the instrument’s capabilities for new and innovative measurements.” Prathima Bommakanti, industry analyst for measurement and instrumentation at Frost & Sullivan, was similarly enthusiastic about providing a user-programmable FPGA, which can lead to “astounding benefits for the customer.” She said that enabling users to turn the instrument into whatever they need represents a paradigm shift in an industry in which products have been defined by the vendor as opposed to the customer. Ganwani noted that communications network providers and government agencies like the FCC routinely monitor the radio spectrum to identify harmful sources of interference. She presented a specific example of a wideband Wi-Fi signal with an interfering signal fading in and out. “It is difficult to identify the source of the interference signal with a traditional spectrum analyzer,” she said. “This is where a software-designed instrument can be repurposed to quickly debug the issue.” Ganwani described downloading to the analyzer, via LabVIEW, a real-time spectrum-analysis capability that could perform 2 million FFTs per second and overlay the data onto a single graph to monitor frequency and intensity over time—quickly showing that the interfering signal was a chirp at about 5.5 GHz. Multiple platforms Keysight Technologies makes a variety of instrument form factors, including traditional bench, modular, and portable. The goal, said Mario Narduzzi, marketing manager for the company’s Modular Solutions Division, is to remove the “one size fits all” constraints and allow customers to select the best test asset independent of form factor—thereby increasing efficiency, with simulation and measurement results correlating across the product lifecycle. PXI instruments debut At NIWeek in August, National Instruments introduced its NI PXIe-5668R high-performance vector signal analyzer (VSA) and spectrum analyzer, which operates at up to 26.5 GHz with 765 MHz of analysis bandwidth. It offers a -165-dBm/Hz average noise floor at 1 GHz and -129-dBc/Hz phase noise at a 10-kHz offset (800-MHz center frequency). The new VSA complements other recently introduced software-designed instruments, including a 14-bit, 250-MS/s, 300-MHz, eight-channel oscilloscope; a 12.5-Gb/s, 8-TX/8-RX lane high-speed serial instrument; and a 12-bit, 2-GS/s, 2-GHz intermediate-frequency digitizer (Figure 1). Speaking at NIWeek, Nisha Ganwani, senior marketing manager, said, “The VSA features a user-programmable FPGA, 16 • EE • November 2014 EE201411-SpecRep-RF-Micro FINAL.indd 16 Figure 1. Software-designed instruments, including a 26.5-GHz VSA Courtesy of National Instruments www.evaluationengineering.com 10/8/14 2:11 PM Recent efforts have resulted in the introduction in September of the M937xA series of one-slot PXI vector network analyzers (VNAs), which covers 300 kHz up to 26.5 GHz (Figure 2). John Swanstrom, application engineer at Keysight’s Component Test Division, said the new single-slot VNA traces its lineage back to the Model 8410A in 1967. The new PXI VNA complements a Keysight VNA line that extends from the FieldFox handheld instrument to the high-end PNA. Enabling technology includes a dense 24-layer RF circuit board and proprietary RF circuits designed by Keysight’s technology center that pack high performance into small packages. The PXI instrument, Swanstrom said, shares the same measurement science, calibration science, and soft front-panel interface of the high-end PNA. The instrument, he said, addresses the increasing need for multisite and multiport measurements—it enables up to 32 ports in a single PXI chassis. And when space is at a premium in an existing system, full two-port VNA capability with S-parameters can be added to an existing chassis that has just one open slot (Figure 2). Concurrent with launching the single-slot PXI VNA, Keysight also introduced a PXI reference solution for RF power amplifier (PA) characterization and test. Narduzzi defined a reference solution as a combination of hardware and software enabling users to rapidly evaluate a test configuration for a specific test application. Other recently introduced reference solutions address LTE-Advanced and multichannel antenna calibration. The new PA reference solution—which performs S-parameter, harmonic distortion, power, and demodulation measurements—enables rapid, full characterization of next-generation power amplifier modules, such as a power amplifier-duplexer (PAD). The reference solution is optimized for high throughput and highly accurate measurement quality. “We created the PXI reference solution for RF power amplifier characterization and test because customers told us that full characterization of PAD-type devices is critical to their success,” said Narduzzi. “Proven, robust digital predistortion algorithms, with open- and closed-loop measurements, deliver the best performance of any PA characterization test solution in the industry.” Also in September, Keysight introduced a PXIe signal analyzer. “We’ve expanded the Keysight X-Series with the CXA-m, a PXIe signal analyzer that offers fully specified performance up to 26.5 GHz,” said Cherisa Kmetovicz, product manager at the company’s Microwave & Communications Division. “It handles RF and microwave signals in four slots, and customers can leverage their existing code.” The new instrument targets general-purpose as well as military/aerospace applications—for the latter, it helps meet mandates to use modular open-system architectures for military programs. Kmetovicz said the CXA-m minimizes time to deployment via its familiar X-Series user interface, which simplifies the transition from box instruments to PXI. Semiconductor test As Cavazos from Frost & Sullivan noted, PXI is gaining traction in the semiconductor automatic test equipment market as well as the RF/microwave space. Of course, the two are not mutually exclusive. Luke Schreier, senior group manager of test systems at NI, said the mobile revolution has driven rewww.evaluationengineering.com EE201411-SpecRep-RF-Micro MECH EB.indd 17 . Figure 2. PXI test system augmented with single-slot VNAs Courtesy of Keysight Technologies quirements for higher performance wireless standards, which presents challenges for semiconductor companies. Design engineers want high performance while production engineers want lower test times. It’s possible to have both, Schreier said, as Chris N. White, product marketing manager at NI, showed in an NIWeek demonstration of the test of a 16-bit digital-to-analog converter having a sampling rate up to 2.5 GS/s—a device commonly used in wideband communications—driving both NI’s new PXI VSA and a traditional box VNA. Both instruments, he said, can accurately characterize the device with respect to parameters like ACPR, but the PXI version operates 14.4 times faster. The PXI approach, explained Ganwani, can serve in the development process and ease the correlation between characterization and production while cutting test times in production. While the NIWeek demonstrations began with lab applications and moved toward production, LitePoint emphasized lab applications of the PXI platform with the July launch of its z8653 VSA for the development testing of high-bandwidth wireless components used in smartphones and tablets—including 802.11ac Wi-Fi Wave 2. Chris Ziomek, general manager of LitePoint’s Design Test Division, said at the time of the introduction, “With Wave 2 components in the R&D pipeline now, the z8653 provides development engineers uncompromised measurement capabilities to test these complex wireless components while meeting aggressive development cost and time-to-market goals.” He added, “This instrument will find application not only in design verification, but also in R&D engineering groups developing the next generation of connectivity and cellular technologies.” In support of RF/microwave applications, ADLINK Technology in August introduced its PXIe-3985 high-performance 3U November 2014 • EE • 17 10/8/14 12:07 PM 17 Sponsored by SPECIAL REPORT - RF/MICROWAVE TEST PXI Express (PXIe) embedded controller (Figure 3), equipped with the quad-core fourth-generation Intel Core i7-4700EQ processor and operating at up to 3.4-GHz clock frequency (in single-core Turbo Boost mode). The company said the PXIe-3985 is suitable for applications requiring intensive data analysis or processing and high-speed data streaming, such as in wireless, radar, or RF testing environments. 18 . As does the company’s CXAm PXI analyzer, the benchtop UXA can serve commercial communications as well as aerospace and defense applications. For the latter, Rickert said, the instrument targets radar, electronicwarfare, and high-performance satellite systems. For wireless R&D applications, the instrument can help developers contend with emerging bandwidthhungry standards and deal with intermittent and interfering sigFigure 3. 3U PXIe embedded controller with quad-core Intel Box instruments hold on nals. Other wide-bandwidth api7-4700EQ processor Of course, box instruments aren’t Core plications are those incorporating Courtesy of ADLINK Technology ceding the field to PXI implementathe DOCSIS 3.1 standard. tions. For example, Rohde & Schwarz in September introduced Key specifications, he said, include better than 0.7-dB IF the R&S ZND VNA, which is part of the company’s low-cost frequency response and an SFDR better than 75 dB across the Value Instruments portfolio. The ZND features two test ports, 510-MHz analysis bandwidth as well as a 20-dB improvement and the base unit is designed for unidirectional measurements in phase noise at a 10-kHz offset. Enabling technologies, he from 100 kHz to 4.5 GHz. The frequency range can be extended said, consist of a new proprietary ADC, a new wide-bandwidth to 8.5 GHz, and the instrument can be equipped for bidirectional front end, a new proprietary DAC, and a direct-digital-synthesismeasurements at 4.5 GHz or 8.5 GHz. based local oscillator that reduces spurs and phase noise. The R&S ZND is suitable for production-line measurements Of course, when looking to purchase an analyzer, PXI and such as characterization of passive mobile-phone components. traditional box instruments aren’t your only choice. For exThe easy-to-operate instrument also is appropriate for training ample, Copper Mountain Technologies makes a line of USB purposes. The analyzer’s 30-cm touch screen and intuitive user VNAs, including the 19-inch chassis-mounted Planar 804/1, interface make it easy to configure measurements and analyze which operates from 100 kHz to 8 GHz; the compact Planar results. All instrument functions are accessible in no more than 5048, which operates from 20 kHz to 4.8 GHz; and the comthree operating steps via the soft panel. pact Planar R140 reflectometer, which measures S11 from 85 MHz to 14 GHz. And Keysight Technologies has been focusing on box instruFor design and development applications, the instruments ments as well as PXI versions. In the signal-analysis space, facilitate the storage of data and setup information on the users’ the company introduced in October what Joe Rickert, R&D PCs. For production, they offer low cost and a small footprint. manager for the company’s Microwave & Communications With no internal memory, they facilitate data security in military Division, called the “new X-Series flagship”—the N9040B and aerospace applications. UXA signal analyzer (Figure 4). Three models offer up to 26.5-GHz performance with 510-MHz analysis bandwidth. Looking ahead The instrument, he said, includes a 14.1-inch touch screen As this article goes to print, companies are gearing up to present and a streamlined UI. at Autotest 2014.1 Undoubtedly, many will be highlighting RF/ microwave instruments, applications, and technologies with a military/aerospace slant, which we will cover in an upcoming issue. Reference 1. Nelson, R., “AUTOTEST spans legacy replacement to new systems,” EE-Evaluation Engineering, September 2014, pp. 14-20. For more information Figure 4. UXA signal analyzer Courtesy of Keysight Technologies 18 • EE • November 2014 EE201411-SpecRep-RF-Micro FINAL.indd 18 ADLINK Technology .............. www.rsleads.com/411ee-187 Copper Mountain Technologies .................................................. www.rsleads.com/411ee-188 LitePoint ................................... www.rsleads.com/411ee-189 Keysight Technologies ............. www.rsleads.com/411ee-190 National Instruments ................ www.rsleads.com/411ee-191 Rohde & Schwarz .................... www.rsleads.com/411ee-192 www.evaluationengineering.com 10/8/14 2:11 PM Measure with conodence. . 34401A 34461A The next-generation Keysight 34461A Digital Multimeter (DMM) delivers more than numbers, it empowers insights. This replacement to the previous industry-standard 34401A has an easy-to-use, color LCD display and you can now visualize histograms and trend lines. Capturing, analyzing and documenting is simple with BenchVue software and Keysight’s Truevolt technology assures accurate measurements. Best of all, the latest thing in DMMs is from the same company that you’ve trusted for years. Let the insights begin. Keysight 34461A Truevolt Digital Multimeter DC volt accuracy 0.0035% reading + 0.0005% range Reading rates up to 1000 readings per second Memory: 10,000 readings internal, 32 MB with USB Flash Temp measurements with RTD/PT00 and thermistor Compatible with Keysight BenchVue software 100% drop-in replacement for Keysight 34401A DMM Trend chart to see trends over time. 6½ digit view. Find test challenge application briefs and videos. www.microlease.com/keysight/dmm Buy from an Authorized Distributor 866 436 0887 © Keysight Technologies, Inc. 2014 EE201411-AD Agilent 49377.indd 19 10/6/14 2:40 PM 19 EMC TEST Visiting IBM’s boat-shaped EMC chamber by Tom Lecklider, Senior Technical Editor I 20 . n the late 1980s, IBM contracted to As Figure 1 shows, the overall dihave a 10-meter EMC semi-anechoic mensions were 80 ft x 44 ft. Subtracting test chamber built at the company’s twice the length of the absorbers leaves Research Triangle Park, NC, facility. a working space of about 64 ft x 28 Installing such a large chamber is not ft—sufficient to establish a reasonable a simple undertaking because it can quiet zone and accommodate 10-meter involve site preparation, structural measurements. Exactly how well such building design, local permitting, prolong absorbers might work wasn’t fully vision of large amounts of power and understood until a Ray Proof and IBMcooling often required by the equipfunded project with the University of ment being tested, and the control of Colorado at Boulder developed suitable chamber humidity to optimize absorber simulation software in the 1980s that performance. led to production and factory testing A 10-meter chamber specified to meet techniques of effective absorbers up ANSI’s ±4-dB NSA requirement at freto 12-ft long.1 quencies below 100 MHz was a particularly daunting project given the limited absorber technology available at the time. Ferrite tiles for use as absorbers up to 100 MHz had been patented in Japan in 1969, but the tiles were expensive and difficult to ship in large quantities. 1 Instead, the IBM chamber used 8-ft long carbon-impregnated pyramidal foam absorbers to achieve the necessary performance below 100 MHz. According to EMC industry veteran Brian Lawrence, the Research Triangle Park facility was not the first 10-meter chamber to be built for IBM using this absorber technology. These earlier rectangular chambers had never quite achieved ANSI requirements during vertical polarized testing, and empirical investigations indicated unacceptable reflections from the vertical Figure 1. Chamber plan view 90-degree corners where 8-ft In 1995, EMC industry leaders pyramids could not be installed. To EMCO, Rantec, and Ray Proof comeliminate these corner reflections, the bined their resources to create EMC new chamber design was boat-shaped Test Systems (ETS). Both Rantec and with chamfered corners, allowing the Ray Proof were EMC chamber pioneers, long pyramidal absorbers to cover these Rantec having built several military problem areas. 20 • EE • November 2014 EE201411-EMCTest MECH dB.indd 20 chambers in the 1970s and Ray Proof having developed better absorbers for use in the earliest successful 10-meter chambers. After the acquisition of Lindgren RF Enclosures in 2000, the company name changed to ETS-Lindgren. Initially, the IBM chamber was used to test products manufactured at the Research Triangle Park facility. IBM also offered EMC design guidance and full compliance testing as a service to other companies. In a brochure titled EMC Solution Services, IBM described the facility as an RF shielded semi-anechoic chamber suitable for FCC Class B and ANSI C63.4 3-meter and 4-meter emissions testing and for several types of immunity and susceptibility testing including ESD, radiated EM, powerline switching, lightning surge, and EFT. Consulting services were available to help with materials selection, circuit design, and even cost reduction while ensuring EMC compliance. Figure 2, scanned from the brochure, shows the interior of the chamber as it would have appeared in the 1990s and early 2000s. Note that some of the long absorbers are drooping a bit and that the chamber in general is very dark. In 2007, ETS was awarded a contract from IBM to upgrade the chamber, adapting it to accommodate the very large and high-power mainframes built at IBM’s Poughkeepsie, NY, facility. Refurbishment included installation of a 25,000-lb capacity 6-meter diameter turntable and its drive mechanism to replace the original 3,000-lb, 4.5-meter facility.2 In addition, the 8-ft pyramidal absorbers were replaced with 5-ft ferwww.evaluationengineering.com 10/8/14 1:37 PM . Visit www.rsleads.com/411ee-003 EE201411-AD BKPrecision.indd 21 10/6/14 4:15 PM 21 EMC TEST 22 . rite hybrid pyramids, which both improved the RF performance and provided additional space within the chamber. More recently, white end caps were installed on the absorber. The end caps protect the pyramids and also brighten the chamber’s appearance but have no influence on the RF/microwave performance. The power and cooling utilities are made available in the full-height original Exerciser Room B below the turntable, as shown in Figure 1, and in extensions to it that were part of the 2007 work. Here, up to 400 kW of “electronic power” is available—electronic power meaning power at different frequencies and amplitudes than that supplied from the onsite substation. A similar amount of raw mains power also is available and enters the room via 600-A ETS filters. Originally, only 36 kW was available. In addition, large amounts of chilled water at the required flow rates are on hand for those mainframes that rely on water cooling. According to reference 2, HVAC capacity tripled. Reference 2 is recommended reading for anyone contemplating chamber refurbishment, even if not on the very large scale of the IBM undertaking. Because the size of the EUT had significantly increased, the normalized site attenuation (NSA) volume doubled—meaning that the actual chamber Figure 2. Chamber interior view c. 1995 Test and Measurement Chambers & Equipment performance became critical. Originally, measurements confirmed that the chamber was within the ±4-dB limits, but only just. Simulations based on the new absorbers generally were within ±3 dB with one combination of turntable and receive antenna positions showing a 3.5-dB deviation at 10 MHz. The article concluded, “Once the project was completed, the actual testing showed the site attenuation test results met the required ±4-dB requirement with a comfortable margin.”2 I was invited to join ETS’ Glen Watkins, director of marketing, and a few other ETS employees on what essentially was a reconnaissance mission to the IBM facility prior to the ETS-IBM tour for about 100 EMC Symposium 2014 attendees. Figure 3 shows Zhong Chen, currently the product manager, RF materials at ETS and previously a senior principal design engineer at the company, performing a live time-domain measurement in the chamber during the tour. 10-Meter chambers today Expertise is one click away: www.ets-lindgren.com ©2014 ETS-Lindgren Because of advances in absorber technology, a modern rectangular ETS FACT 10 EMC chamber with a 6-meter quiet zone measures 71.5 ft x 43.5 ft x 29.8 ft between shielded surfaces. Although smaller than the IBM chamber, this still is a sizable structure, being a bit wider and a little shorter than a doubles tennis court. According to the datasheet, “At 10-m test distance, ETS-Lindgren guarantees a NSA deviation better than ±3.5 dB from theoretical NSA within a cylindrical quiet zone of 3 m, 4 m, and 6 m diameters over the frequency range of 30 MHz to 1 GHz.” The 6-meter quiet zone quoted is the largest offered and requires the maximum size chamber with 1.5-meter pyramids. The plan-view dimensions reduce to less than 65 ft x 40 ft for the 3-meter and 4-meter quiet-zone chambers. Visit www.rsleads.com/411ee-011 22 • EE • November 2014 EE201411-EMCTest MECH dB.indd 22 www.evaluationengineering.com 10/8/14 1:37 PM RENT Test Gear In spite of the proliferation of large test chambers, determining their actual performance is not straightforward. CISPR 161-4 specifies a test method used to determine a chamber’s site voltage standing wave ratio (sVSWR), a measure of chamber uniformity for frequencies above 1 GHz. However, in a recent paper by Chen, the present CISPR method is shown to undersample the standing wave pattern because successive positions of the transmit antenna neither cover a great enough distance nor do so with sufficiently small increments. In addition, the 50-MHz minimum required frequency increment is shown to be too coarse to guarantee that the maximum standing wave reinforcement will occur in a particular chamber. Instead of the CISPR 16-1-4 frequency-domain approach, Chen proposes a time-domain method in which reflections can be separated and treated individually based on their time delay. This technique allows appropriate reflection coefficients to be associated with each reflection, leading to a better estimation of the true chamber performance. The approach uses the same test setup as CISPR 16-1-4, and according to Chen’s paper, “… is faster, less error-prone, and… more thorough in achieving the true sVSWR of a site under test.”3 www.atecorp.com/EE NO 17 W 02 . 5! CALL TODAY AC & DC Loads EMC Test Systems Environmental Chambers ,ŝŐŚWŽǁĞƌZ&ŵƉůŝĮĞƌƐ High Output AC/DC Power Supplies and more... Figure 3. Chen conducting demonstration during the chamber tour Most importantly, the time-domain method not only correlates to the results obtained by the CISPR method, but also provides debugging capabilities because chamber users can see precisely where and by how much their chamber may be underperforming. The proposed method currently is being written into a new standard by the ANSI ASC C63 committee, reference draft standard C63.25. Acknowledgement Thanks to ETS-Lindgren for help in preparing this article. GET THE ATEC ASSURANCE ^YĞƌƟĮĞĚdĞĐŚŶŝĐŝĂŶƐ džƉĞƌƚdĞĐŚŶŝĐĂů^ƵƉƉŽƌƚ Calibrated Equipment ^ĂŵĞĂLJ>ŽĐĂůĞůŝǀĞƌLJ ^ĂƟƐĨĂĐƟŽŶ'ƵĂƌĂŶƚĞĞĚ ORDER NOW 800-404-2832 References 1. Lawrence, B., “Anechoic Chambers, Past and Present,” Conformity, April 2001. 2. Archambeault, B., et al, “Site Attenuation Prediction for Refurbishing an older EMC Chamber,” In Compliance, August 2009. 3. Chen, Z., Uncertainties in sVSWR and A Proposal for Improvement Using Vector Response Measurements, ETSLindgren, 2014. www.evaluationengineering.com EE201411-EMCTest MECH dB.indd 23 Advanced Test Equipment Rentals dŚĞ<ŶŽǁůĞĚŐĞ͘dŚĞƋƵŝƉŵĞŶƚ͘dŚĞ^ŽůƵƟŽŶ͘ Visit www.rsleads.com/411ee-002 10/8/14 1:38 PM 23 DESIGN AND TEST The life-cycle aspect of boundary scan by Peter van den Eijnden, JTAG Technologies B 24 . oundary scan, based on IEEE Standard 1149.1 and related specifications, has become widely used to solve difficult test problems on complex PCBs. The difficulties arise due to lack of access needed by conventional test methods. However, boundary scan can provide benefits that extend well beyond manufacturing test. Derivative uses and working environments for boundary scan can lead to benefits across a product’s entire life cycle. The product life cycle As an electronic product moves from development through prototyping to manufacturing and finally to the service and support phase, responsibility for the product also migrates through the organization. At the points of transfer from one department or discipline to the next, represented by the arrows in Figure 1, delays and disruptions can occur, brought on by a variety of issues. One of the several issues that arise during the life cycle is the use of different test methods and tools among the various organizations. Failures of correlation can occur and put stress on interdepartment communications. If problems are not rapidly understood and resolved, such vital aspects as timeto-market, repair turnaround time, and product quality and reliability quickly escalate beyond acceptable limits. Symptoms of problematic transfers include the following: • extra design cycles, caused by poor testability and/or manufacturability, often involving multiple layout spins and prototyping runs; • long prototype debug intervals, caused in part by the presence of manufacturing faults obscuring design issues; • logistical difficulties with preprogrammed devices, such as wrong or out-of-date configurations being placed on PCBs and causing assembly delays; • problems in manufacturing fault clearing caused by poor test diagnostics and/ or wrong documentation; • oversized bone pile at functional test and excessive time expended in PCB troubleshooting, due to prevalence of defective boards making it through structural testing; • mystery failures in HASS or HALT environmental tests—for example, failures at temperature that disappear at room temperature; and • lengthy repair times due to poor test capability in the support facilities. Boundary scan in the product life cycle Boundary scan can help resolve many of these issues. Furthermore, significant economic opportunities and quality improvements accompany these benefits. The technology is particularly effective if it is implemented corporately as a fundamental part of the test strategy. Use boundary-scan tools to achieve design-for-testability goals Using boundary-scan coverage analysis tools early in the product cycle pays off in reduced time to market and improved product quality. The designer will know, prior to prototyping, the level of test coverage that will be attained with the product. If the coverage is deemed to be inadequate, the design can be modified and coverage re-examined, avoiding the delays that every subsequent pro- cess step would otherwise encounter. By adopting a policy in which the design phase must include DFT analysis that meets coverage requirements, the organization will avoid wasted layout spins and prototype builds. Test prototypes more efficiently Unlike structural test methods such as in-circuit testing, boundary-scan testing requires minimal fixturing. Therefore, boundary scan can easily be applied to small prototype runs, allowing detection and rapid repair of structural faults. Screening for structural faults enables the designer to properly focus on design issues during the critical prototype stage. Boundary scan even can provide access to a large set of test points for electrical stimulus and sensing during debug as well as a convenient means of rapidly programming (and reprogramming) flash and logic elements on the board during firmware verification. The ease with which boundary-scan applications can be developed means that design revisions can be quickly incorporated in the test and programming routines. Optimize structural testing Boundary scan improves production test efficiency in several important ways. Scan-based tests typically run at high speed (on the order of tens of seconds even for highly complex PCBs) and are capable of producing pinpoint diagnostics. Fixturing for test access can be dramatically simplified, if not eliminated entirely. Furthermore, the modular nature of boundary scan allows it to be combined with many other structural test methods, such as in-circuit testing or flying probe, which may already be in use in the factory. Figure 1. Product life cycle 24 • EE • November 2014 EE201411-DesignandTest FINAL.indd 24 www.evaluationengineering.com 10/9/14 11:52 AM Prescreen boards prior to functional test Boards with faults that are not detected by structural testing are said to escape to the functional-test stage. Escapes are readily detected in functional testing but not so easily corrected. An unfortunate, highly undesirable result of functional test failures that cannot be diagnosed and repaired is the bone pile. Boundary scan helps minimize the bone pile by assuring that no (or very few) manufacturing defects escape to functional testing. Using boundary scan as a precursor to functional test pays off by reducing the amount of time that designers must devote to troubleshooting difficult-todiagnose boards. Because of the precise diagnostics from boundary scan, board repair requires only one action rather than several (trial and error in the case of functional test repairs). This precision will have a significant positive impact on product reliability and reduction of product-to-market times. Program flash, PLDs, and other devices after PCB assembly The same tools used for boundary-scan testing also can perform high-throughput in-system programming (ISP) of flash memories, a wide variety of programmable logic devices, and devices with embedded memory (such as microcontrollers). Programming is performed after board assembly at the optimal point in the flow, and reprogramming can be executed easily without having to remove devices from the board. Savings result from reducing the number of tools in use, avoiding IC sockets, and simplifying the process flow. Enhance the effectiveness of environmental stress testing Use of boundary scan can significantly improve the effectiveness of HASS or HALT stress testing. Because the boundary-scan interface to the target is implemented over a thin cable which is highly impervious to interference, the test setup is straightforward. Furthermore, boundary scan testing can be set to run continuously so that environmentally induced failures will be detected and the fault data collected on the spot and timestamped for later diagnosis. Intermittent faults that might occur only at elevated temperatures, for example, are captured, avoiding no-trouble-found situations and preventing escapes to the functional test step, or worse, to the field. www.evaluationengineering.com EE201411-DesignandTest FINAL.indd 25 Figure 2. Boundary scan in a PXI production-test environment Combine boundary scan and functional testing Integrating these complementary methods within one platform can provide major benefits to the manufacturing enterprise. Savings result from reduced product handling, fewer test stations, less floor space, a reduction in training requirements, and use of a familiar, unified GUI to the operator. Implement boundary scan at system level Boundary-scan technology also can be considered for system-level application for both test and in-system programming. This can be performed using either an external tester or embedded boundaryscan architecture. In both cases, control of the system-level applications can be conducted remotely. Commercial ICs and software are available that enable such boundary-scan control to be designed into the target system itself, which then is capable of executing applications without the need for external control. This advanced architecture can be employed to advantage in maintaining test and programming access to in-service systems. Use boundary scan in repair Centralized as well as distributed repair facilities can use the same boundaryscan-based tests as the factory, helping avoid correlation problems in analyzing test results. Furthermore, because boundary scan requires almost no custom test setups, the repair department can rapidly switch between target types and versions in high-mix situations. In summary, if the product has been well planned, including observing the principles of design-for-testability, the enterprise will experience many, if not all, of the above benefits. Transitions of responsibility from one organization to the next are streamlined, interdepartmental communications are enhanced, and correlation problems are avoided by the use of a common test methodology. Boundary-scan-based functional testing One specific aspect of enhancing the product life-cycle with boundary scan is its integration within functional test. Both test methods fulfill necessary quality assurance steps for the anticipated fault spectrum: • boundary scan for manufacturing faults, typically caused by soldering problems; and • functional testing for at-speed problems or faults that are manifested at operating range limits—in other words, the types of faults anticipated in actual use. Though distinct and complementary in purpose and methodology, the two techniques—boundary scan and functional testing—can be combined with great effectiveness using a number of test-system platforms, such as PCI, USB, Ethernet, LXI, or PXI(e) architectures. In recent times, a “half-way house” also has been developed known as JTAG functional test (JFT) whereby JTAG/boundary scan access to digital and mixed-signal circuit elements is scripted in a Python code program. Use of JFT enables a boundary-scanonly solution to test parts such as ADCs, DACs, or complex logic clusters that rely on conditional branching decisions. November 2014 • EE • 25 10/9/14 11:53 AM . 25 DESIGN AND TEST 26 . In this scenario, boundary-scan vectors, developed for use in the prior prototyping phase, are ported to the production environment and are driven to the board by means of the chosen boundary-scan instrument in the functional test chassis, as illustrated in Figure 2, where PXI is used as an example. The boundary-scan operations can easily be integrated into the functional test environments such as custom GUIs or industry standards (NI TestStand, NI LabVIEW, and others). The controller drives the vectors to the target and collects the results. If failures have been detected, they are analyzed with the same diagnostic routines available to the designer. JTAG/ boundary-scan ISP applications then can be executed to breathe life into the target prior to the next test phase. After the boundary-scan applications are run, and assuming they run satisfactorily, the test management software proceeds to the next steps in the preprogrammed sequence—for example, a set of functional tests such as temperature profiling, parametric measurement, or electromechanical verification. On the other hand, D I G I T A L if the boundary-scan tests fail, then scan diagnostics, and possibly visualization tools, direct the repair to the point or points of failure. If in-system programming also is required, these steps can be performed after the structural test. The advantages of combining the two methods within a test system include the following: • reduction in process steps and simplified product flow, • one stop for structural and functional testing and in-system programming, • saving of factory floor space, and • reduced training requirements for test personnel with a uniform user interface. Boundary scan offers a compact footprint, high performance, and broad availability of instrument types, including PXI- and PXIe-based boundary-scan instrumentation. Typical scan instruments allow up to four individual targets to be tested and programmed, and for extremely high-volume production requirements, multiple boundary-scan controllers can be deployed, all running from a common test/programming source. H I G H - S P E E D Conclusion Too often, testing is considered a novalue-add proposition. However, this viewpoint ignores the real and substantial savings that can be realized with a wellconceived test strategy. The test strategist should consider the life-cycle issues in which measurable cost savings can be achieved by use of boundary scan and which can be enhanced by combination with functional test. About the author Peter van den Eijnden is director of JTAG Technologies. He graduated in 1981 from the Eindhoven University of Technology in electrical engineering digital systems. After graduation, van den Eijnden worked as a scientist at the university and taught at the New Teacher Training Group in the fields of microprocessors, circuit theory, and design of programmable logic and ASICs. He was employed by the Philips testing equipment group from 1985 to 1993 and cofounded JTAG Technologies in 1993. [email protected] C A M E R A S Phantom Miro C210J and C210 ® TM When it’s too fast to see, and too important not to. ® The latest innovation from Vision Research Small, light & rugged, to meet the most demanding applications. Modular: connect the Miro C210J to a junction box to create multi-camera configurations as simple or complex as needed. Full 1.3 Megapixel resolution. The compact and flexible solution for the most difficult applications, such as on board crash testing. Visit our web site today www.visionresearch.com 100 Dey Road, Wayne, NJ 07470, USA Twitter: @phantomhispeed FaceBook: VisionResearch LinkedIn: vision-research P: 1.973.696.4500 TF: 1.866.450.PHANTOM E: [email protected] Visit www.rsleads.com/411ee-009 26 • EE • November 2014 EE201411-DesignandTest FINAL.indd 26 www.evaluationengineering.com 10/9/14 11:53 AM Test&Measurement Integrated Solution Data Logging Software . Power Analyzers Data Logger ScopeCorder Data Acquisition Station Acquire Data with Precision @VRVNH^HKH[HHJX\PZP[PVUWYVK\J[ZVќLY[VWVM[OLSPUL WLYMVYTHUJLKLSP]LYPUN[OLWYLJPZPVU[VTLL[HSS`V\Y measurement needs. • • • • Isolated voltage and current inputs Power, temperature, strain, and acceleration signals Serial CAN & LIN bus analysis Software solutions & dedicated accessories tmi.yokogawa.com Visit www.rsleads.com/411ee-010 EE201411-AD Yokogawa.indd 27 10/8/14 4:32 PM 27 COMPONENT TEST Bridging the LCR measurement gap by Tom Lecklider, Senior Technical Editor T 28 . he low-frequency LCR meter today. The virtual ground that the opis the instrument of choice for amp provides via feedback through the many component measurements. reference resistance Rf is equivalent to Although manufacturers have developed different measurement techniques, fundamentally the meter compares the magnitude and phase of the voltage across an unknown impedance to the magnitude and phase of the current applied to it. The ratio Z = V/I in general is complex, having both a real resistive part and an imaginary reactive part. Alternatively, most modern LCR meters can compute the complex admittance Y of an unknown component. The choice of a series or parallel model to achieve the best measurement accuracy depends on the relative real and imaginary values. To support L and C measure- Simplified auto-balance circuit ments that reflect how the com- Courtesy of Keysight Technologies ponents will behave in an actual the null indicator in a bridge. Balance is application, many LCR meters include achieved because the current fed back a bias voltage source as well as a bias through the resistance R is exactly equal current source. And, the actual signal in magnitude and opposite in phase to level must be variable to accommodate the current through the unknown Zx. cored inductors and other level-sensitive As stated in an Agilent (now Keycomponents. The output impedance also sight) Technologies document, for is variable in some meters. frequencies below about 100 kHz, Bridge or Meter? LCR meters typically “employ a simple There is a distinction between the terms operational amplifier for [the] I-V conLCR bridge and LCR meter, although verter.… Wideband LCR meters and they are used interchangeably today. The impedance analyzers employ the I-V early LCR bridges were based on the converter consisting of a sophisticated Wheatstone, Maxwell, Hay, or Schernull detector, phase detector, integraing circuit and compared the unknown tor (loop filter), and vector modulator component to a variable component to ensure a high accuracy for a broad in one leg of the bridge. However, as frequency range.”1 The QuadTech 7600, still available more and better electronic components from IET Labs, simultaneously meabecame available, a true bridge circuit sures the voltage across the unknown became less necessary, especially at low component and the voltage across a frequencies. reference resistor in series with the So-called auto-balance bridge techunknown. This technique is known nology is used in many LCR meters 28 • EE • November 2014 EE201411-ComponentTest MECH dB.indd 28 as the I-V method in which both voltage and current are directly measured without the need for a null detector or feedback loop. Transformer testing is supported on several LCR meters. In addition to basic measurements, these instruments also can determine the turns ratio and the mutual inductance between the primary and secondary coils. Modern LCR Meters IET Labs provides a broad range of LCR meters and bridges, having acquired the GenRad instrument line in 2000 and several models of QuadTech LCR meters in 2012. The 1693 precision LCR meter makes capacitance measurements from <1 fF to >10 mF at 500 frequencies from 12 Hz to 200 kHz and with a basic 0.02% accuracy. The Model 1659 Digibridge measures five impedance parameters with 0.1% accuracy, has four test frequencies, and features a built-in test fixture. The handheld Model DE-6000 LCR meter allows four-wire Kelvin measurements and also is available from IET. Five test frequencies cover the 100Hz to 100-kHz range: 100 Hz, 120 Hz, 1 kHz, 10 kHz, and 100 kHz. An optional USB interface supports LCR measurement storage. Thurlby Thandar Instruments' Model LCR400 is an LCR meter with a limits comparator that provides a binning capability for production applications. As described in the LCR400 datasheet, “Up to eight pass bins and two fail bins can be defined.” Another feature often found in this class of meter is provision for nonvolatile test setups—nine for the LCR400. Wayne Kerr Electronics’ precision magnetics analyzer Model 3260B provides from 1 mA to 1 A of bias current but www.evaluationengineering.com 10/8/14 10:04 AM handles up to 125 A from external sources such as the company’s Model 3265BQ 25-A DC bias unit—five supplies can be used in parallel. Measurements include Z, θ, L, C, R (AC and DC), Q, D, turns ratio N, leakage inductance, interwinding capacitance, and resonant frequency. According to the 3260B datasheet, this instrument is especially suitable for measuring telecom transformer parameters such as insertion loss and return loss. In addition to driving an external plotter to graph any of the measurement functions against frequency, AC drive level, or DC bias current, the unit supports a selection of telecom line impedances and terminations as well as a user-specified simulated damping network and blocking capacitor. The Agilent 4294A model has been replaced by the Keysight Technologies’ E4990A Series impedance analyzer with a 20-Hz to 10-, 20-, 30-, 50-, or 120MHz frequency range depending on the model. In addition to the extended frequency range compared to the 4294A, the E4990A instruments feature a Windows 7 platform, a 10.4-inch touch screen, and a smaller footprint. The basic 0.08% accuracy applies to a combination of test frequency and component values spanning a few decades. Other contours show the combinations for which 0.1%, 0.5%, 1.0%, 5.0%, and 10.0% accuracy apply. The best typical performance is 0.045%, but when the E42941A impedance probe or the E42942A terminal adapter is used, the most accurate guaranteed contour is 1%. The Model 3550 from Tegam features a 5-MHz upper frequency limit together with 18 measurable parameters, 0.1% basic accuracy, and 18-ms measurement speed. The company’s Model 3525 boasts 0.08% accuracy, slightly faster 15-ms measurement speed, and a three-year warranty vs. the 3550’s one-year. Both meters have standard RS-232-C and I/O interfaces with optional GPIB or BCD. More than 4,500 frequencies are selectable with 0.01% accuracy. This instrument uses Kelvin connections, and chip tweezers are optionally available to connect to SMT components. With 40,000 counts, B&K Precision’s Model 879B handheld LCR meter measures L, C, R, D, Q, θ, and ESR at 100 Hz, 120 Hz, 1 kHz, and 10 kHz with a basic 0.5% accuracy. Auto ranging, data hold, and automatic calculation of secondary www.evaluationengineering.com EE201411-ComponentTest MECH dB.indd 29 parameters combine to improve ease of operation. SCPI commands communicate via USB using downloadable software for data logging and front-panel emulation. Operating up to 100 kHz, the Stanford Research Systems Models SR715 and SR720 use two displays, like B&K’s 879B, to show both the primary and secondary parameters. SRS provides two groups of five-digit LED displays while B&K uses the full 40,000-count resolution for only the primary measurement, dropping to 10,000 counts for the secondary. Measurement speed is yet another factor that distinguishes one instrument from another, the SRS 715/720 taking two, 10, or 20 samples/s followed by a user-selectable number of averages to improve accuracy. The two models primarily differ on basic accuracy, 0.2% for the SR715 and 0.05% for the SR720. The QuadTech Model 1730T LCR meter also performs turns ratio transformer testing and is available from Chroma Systems Solutions. This instrument offers 10 test frequencies from 50 Hz to 100 kHz and measures 14 parameters with display capabilities for any two. Source impedance is programmable from 10 Ω to 100 Ω, and up to 50 test setups can be stored and recalled. Basic accuracy is 0.1%, enhanced by open/short zeroing that reduces the effects of error sources between the DUT and the calibrated connection to the instrument. Hameg Instruments, a Rohde & Schwarz company, makes the HM8118 LCR bridge with 0.05% basic accuracy, internal voltage and current bias sources, and transformer parameter measurement. The 20-Hz to 200-kHz frequency range is covered in 69 steps with 100-ppm accuracy. Front-end protection is a feature mentioned in some datasheets and either is provided internally, as in the HM8118 for up to 1 Joule of stored energy, or externally in the interface between the DUT and the instrument. Charged capacitors can easily store sufficient energy to damage instrument input circuitry unless protective measures are in place. Another important feature of the HM8118 is galvanic isolation for USB, RS-232, or optional GPIB interfaces that may connect the instrument to a computer. Isolation eliminates the ground loops and interference or possible damage that can occur when two pieces of equipment having different ground references are connected together. The LCR-8110G LCR meter from GWInstek has 0.1% basic accuracy and one of the widest test frequency ranges for this class of instrument: 20 Hz to 10 MHz. Other models in the LCR-8000G Series have either a 5-MHz or 1-MHz upper limit. The meters feature a graph mode that uses the instrument’s display to present a component’s impedance as a function of the test frequency or test voltage sweep. The test frequency is continuously variable with five digits of resolution. Summary Before buying any instrument, you need to determine whether it will be used for production or development. Product designers generally don’t need a binning capability but may want more than four or five test frequencies. If you’re working with transformers, having built-in analysis capabilities will be useful. And perhaps the two parameters that most affect price are frequency range and measurement accuracy. Honestly assessing how much of each you really need will help secure the best solution to your component measurement application. Reference 1. Agilent Impedance Measurement Handbook 4th Edition, Keysight Technologies, September 2013. For more information B&K Precision www.rsleads.com/411ee-177 Chroma Systems Solutions www.rsleads.com/411ee-178 GWInstek www.rsleads.com/411ee-179 Hameg Instruments www.rsleads.com/411ee-180 IET Labs www.rsleads.com/411ee-181 Keysight Technologies www.rsleads.com/411ee-182 Stanford Research Systems www.rsleads.com/411ee-183 Tegam www.rsleads.com/411ee-184 Thurlby Thandar Instruments www.rsleads.com/411ee-185 Wayne Kerr Electronics www.rsleads.com/411ee-186 November 2014 • EE • 29 10/8/14 10:05 AM . 29 LOW-POWER DESIGN Flexible instrumentation supports medical device test by Rick Nelson, Executive Editor D 30 . esigners of battery-powered he said, might draw 0.5 µA in sleep medical devices require lowmode but 5 A in active mode. noise power sources as well In all cases, designers must answer as precision measurement capability, two questions, Green said. First, is the according to Bob Green, senior market standby current low enough to meet development manager at Keithley Inpower life specifications? And secstruments. Wireless medical devices, ond, is the stimulation current within he said, include deep-brain neurotransspecification to minimize power conmitters, cochlear implants, gastric sumption? stimulators, cardiac defibrillators and pacemakers, foot-drop implants, and insulin pumps. A Keithley white paper1 points out that portable medical devices, whether worn on the body or implanted, can alleviate pain and treat conditions Load-current pulses showing period when a measurement is valid including cardiac arrhythmia, hearing and vision impairment, movement The combination of modes requires disorders including Parkinson’s disinstrumentation that can make both ease and epilepsy, and even obsessivelow-current and pulse measurements, compulsive disorder. Such devices Green said. The white paper 1 elaborates, noting that a low-current meaoften are powered by inductive RF surement circuit requires a sensitivity links, and even ones with batteries of 1 µA or even 0.1 µA. Low-current may need to be periodically recharged. measurements can employ filtering and Green traced the emergence of recan occur over many power-line cycles. quirements for low-power designs for Pulse measurements take place over such devices. In the 1950s, he said, a very short period of time—perhaps pacemakers, for example, were worn a few hundred microseconds—and outside the body, and power conmust be synchronized with the device sumption wasn’t a key issue. But the under test or its control system. In devices have evolved into implantable addition, it’s important to measure the pacemakers. right portion of the pulse, which can He noted that such a device can have require insertion of a delay to avoid drastically different power requiremeasuring overshoot. In addition, ments depending on the mode in which the instrumentation must provide fast it is operating—for example, standby response to detect voltage drops that mode, stimulate mode, or transmit drastic load changes can cause. mode (in which it wirelessly transmits The differing measurement requirestatus information from within the ments for active and sleep modes might body). An implantable defibrillator, 30 • EE • November 2014 EE201411-LowPowerDesign MECH dB.indd 30 suggest the need for multiple instruments, including perhaps a DMM, a source-measure unit, and an oscilloscope. However, Keithley is aiming to help meet the challenges posed by medical device design with its recently introduced Series 2280S precision measurement, low-noise, programmable DC power supplies. Green said that unlike conventional power supplies, the Series 2280S power supplies also are sensitive measurement instruments with the speed and dynamic range essential for measuring standby current loads and load current pulses. They can supply up to 192 W of low-noise, linear-regulated DC power; the Model 2280S-32-6 can generate up to 32 V at up to 6 A while the Model 2280S-60-3 can provide up to 60 V at up to 3.2 A. Unlike conventional power supplies, Series 2280S supplies can make voltage and current read-back measurements with up to 6½ digits of resolution for maximum precision or as low as 3½ digits for greater speed, allowing engineers to optimize speed and accuracy for their applications. Load currents from 100 nA to 6 A can be monitored with high accuracy, enabling the instrument to test a device in www.evaluationengineering.com 10/8/14 8:28 AM active as well as standby modes. Four load-current measurement ranges (10 A, 1 A, 100 mA, and 10 mA) support measuring full-load currents, standbymode currents, and small sleep-mode changes precisely. For monitoring fast-changing and pulse-like load currents, Series 2280S supplies can capture dynamic-load currents as short as 140 µs to monitor load currents easily in all operating modes for determining total power consumption of the device. The supplies also include a graphing function that simplifies monitoring the stability of the load current, capturing and displaying a dynamic load current, or viewing a start-up or turn-off load current. These power supplies can store up to 2,500 measurement points and compute statistics on the stored data. Statistical calculation options include average, maximum, minimum, peak-peak, and standard deviation. The instruments feature a list mode function; up to nine lists of sequenced voltage levels can be created and saved with up to 99 distinct voltages in each list. A single trigger will automatically execute the list once or multiple times. To minimize test times in automated systems, an external trigger input allows hardware synchronization and control by other system instruments. Of course, the new instrument is applicable to products in addition to wearable and implantable medical devices. Green outlined how products have evolved with battery life being a key spec. He pointed out that a Galaxy 1 phone offered 75 hours of standby power. The S4, in contrast, provides 370 hours. Operating modes have become more efficient as well. He noted that an Android 4.4 offered 345 minutes of Wi-Fi browsing; the Android L offers 471 minutes. And like pacemakers, cellphones have low-power sleep modes but may draw considerable current when active. An LTE phone may draw 38 mA in sleep mode but 580 mA when active, Green said, making the 2280S useful in their design and test. Reference 1. Tomorrow’s Wireless, Portable, and Implantable Medical Devices Require High Precision Characterization, Keithley Instruments, White Paper, 2014. For more information Keithley Instruments www.rsleads.com/411ee-176 . L I T E R AT U R E M A R K E T P L A C E PRODUCT SAFETY TEST EQUIPMENT ED&D, a world leader in Product Safety Test Equipment manufacturing, offers a full line of equipment for meeting various UL, IEC, CSA, CE, ASTM, MIL, and other standards. Product line covers categories such as hipot, leakage current, ground, force, impact, burn, temperature, access, ingress (IP code), cord flex, voltage, power, plastics, and others. ED&D Visit www.rsleads.com/411ee-360 AR’S COMPLETE PRODUCT CATALOG FOR EMC & RF TESTING A brand new edition (2nd half of 2014) of AR’s full line product catalog is now available. ‘Expanding the Power for RF and EMC Testing’, features new products and refreshed page layouts. Please contact your local AR sales associate for a hard copy or visit our website at: www.arworld.us/html/catalogRequest.asp for a free download, in full or by section. AR RF/Microwave Instrumentation Visit www.rsleads.com/411ee-361 www.evaluationengineering.com EE201411-LowPowerDesign MECH dB.indd 31 50 AND 100 VOLT PULSE GENERATORS Avtech has pioneered the design of user-friendly 50 & 100 Volt generalpurpose lab pulse generators. We can provide an alternative for the discontinued Agilent 8114A or HP214! 2 and 10 ns rise time units with PRF to 1 and 10 MHz. Variable baseline option and output currents to 8 Amps with accessory transformers. Avtech Electrosystems Ltd. Visit www.rsleads.com/411ee-362 IP CODE & NEMA TESTING CertifiGroup offers a full UL, CSA, IEC and CE, ISO 17025 Accredited International Product Test & Certification Laboratory. The lab includes a unique indoor wet-lab, where CertifiGroup specializes in IP Code & NEMA testing for products subject to dust, water ingress and similar hazards. The CertifiGroup indoor IP Code Wet Lab is one of the world’s largest and most cutting-edge. IP Code capabilities up to IP69K! CertifiGroup Visit www.rsleads.com/411ee-363 November 2014 • EE • 31 10/8/14 9:34 AM 31 s ening p p a try H Indus Tom r ide Leckchlnical Editor Te Senior g ineerin n Eng io t a alu FL EE-Ev Sarasota, 32 . At Autotest 2014 held in St. Louis, more than 70 companies exhibited products and services related to MIL/Aero ATE. The Giga-tronics AXIe-based EW and radar multivendor demo received lots of attention as did recent Keysight Technologies PXIe introductions and the extensive capabilities of the RADX LibertyGT 1211B synthetic test instrument. Look for an in-depth discussion of the products at Autotest in our December issue. During the four-day event, I attended several of the technical presentations and panel sessions. The first presentation, Testing Ultra-Precise, Strategic-Grade Instrumentation Using a Flexible and Modular Common Test Station Architecture by Draper Lab’s Matthew Van Laethem, discussed how Draper worked with Bloomy Controls to develop a universal test system. The specifications address the test requirements of representative inertial sensors as expressed in a capability matrix. FPGAs are used extensively in the test hardware to eliminate the inaccuracies associated with analog circuitry as well as to provide greater flexibility. On the software side, a Java scripted object notation approach was adopted because it supports readability, minimal formatting, flexibility, and the choice of APIs for many languages. All inputs and outputs of the PXIbased test equipment are routed to a mass interconnect that provides connectivity via interface test adapters developed for different sensors. The panel session Nondestructive Testing for Aerospace Applications… Needs, Solutions, and Future featured seven papers followed by a lively Q&A session. Dr. Glenn Light kicked things off with a discussion of magnetostrictive sensors the Southwest Research Institute has developed and applied to measure structural degradation such as cracking 32 • EE • November 2014 EE201411-IndustryHappenings MECH dB.indd 32 From bits and bytes to airframe cracks in airframes. The thin sensor produces a guided acoustic wave in the surface to which it has been bonded. Similar to a reflectometer, the sensor detects waves reflected from discontinuities. Knowing the speed of sound in the material under test allows the damage to be pinpointed. GE’s Bradley Gilliland presented two elements of the company’s ongoing InspectionWorks initiative. This product is intended to improve data consistency through more precise and well-defined test processes. With an emphasis on inspection history, it supports data mining and, in a future release, analytics. Test procedures are accompanied by videos for guidance. Both Ron Goodman and Dr. Donald Palmer represented Boeing and discussed various aspects of composites. Today, very large and complex composite subassemblies are inspected by ultrasonic scanning on part-specific test jigs. The goal is to move inspection farther forward in the build process to ensure quality rather than simply perform pass/ fail testing on completed parts. Dr. Eric Lindgren from the Air Force/ USAF Research Laboratory explained that because fault propagation in composites is only poorly understood, the emphasis must be on inspection to mitigate the risk of component failure. This point linked neatly with Dr. William Prosser’s comments based on experience at NASA’s Langley Research Center. He discussed the inspection of spacecraft in flight such as is now done via a boom-mounted camera. And, he also commented on the Orion program. One of the reasons that Orion is not being made from composites is the lack of comprehensive fault modeling. Because the material’s behavior isn’t thoroughly understood and predictable, the theoretical weight savings isn’t attainable: Structures must be over-designed to ensure safety. Finally, Dr. Reza Zoughi from Missouri University of Science and Technology presented work done on high-resolution microwave imaging using synthetic aperture techniques. Microwaves are attractive for inspection purposes because, unlike X-rays, they are nonionizing. I also attended a signal analyzer presentation by Keysight Technologies’ John Stratton. The different architectures used in spectrum/signal analyzers each have their own advantages and disadvantages, which Stratton described in detail. Included was a discussion of a relatively new digital image rejection technique that can offer large speed improvements when working with wellbehaved signals. The panel session 2014 Outlook of Modular Instrumentation in the T&M Industry was the latest update to this yearly event. Presenters included representatives of companies producing VXI, PXI/PXIe, and AXIe modules. The modular market is growing by about 17% per year compared to overall instruments at about 4% according to Frost & Sullivan. In his introductory comments, Modular Methods’ Larry Desjardin set an up-beat tone, explaining that the addition of new modules increases the acceleration of the transition to modular standards. The release of the new AXIe-0 specification is a major step toward facilitating further adoption of the format. With a large board area and high power capability, AXIe appears to be the logical successor to VXI when PXI’s real estate and power are insufficient. However, the remaining VXI suppliers have little impetus to adopt AXIe given the large installed base of VXI in MIL/ Aero ATE systems. With eCASS deployment planned to continue for many years and given budget constraints leading to further weapons platform service life extensions, why change from VXI? www.evaluationengineering.com 10/8/14 10:00 AM Check this out ... RF Signal Generators just became affordable ! t()[()[()[NPEFMT t&YDFMMFOUQIBTFOPJTF t".'.ȭ.1.TXFFQT t4RVBSFXBWFDMPDLPVUQVUT t&UIFSOFU(1*#34 . DemoDirect Free 30 day trial Call (408)744-9040 Hz SG382 ... DC to 2 G $3900 4UBOGPSE3FTFBSDI4ZTUFNT EE201411-AD StanfordResearch.indd 33 5FM tXXXUIJOL434DPN 10/6/14 2:46 PM 33 EE PRODUCT PICKS 16-Bit, 2.5-GS/s DAC The LTC2000 is a 16-bit, 2.5-GS/s digital-to-analog converter (DAC) with spectral purity of 74 dBc SFDR at a 200-MHz output and better than 68-dBc SFDR for output frequencies from DC to 1 GHz. The LTC2000 has low phase noise and a wide 2.1-GHz, -3-dB output bandwidth, enabling broadband or high-frequency RF synthesis in applications such as high-end instrumentation, broadband communications, test equipment, cable TV DOCSIS CMTS, and radar. The ±1 V-compliant outputs feature a 40-mA full-scale current, which can be adjusted as low as 10 mA or as high as 60 mA. Data is transferred to the LTC2000 over a parallel LVDS interface port with transfer rates of up to 1.25 GS/s using a 625-MHz double data rate data clock. The LTC2000 is offered in 16-bit, 14-bit, and 11-bit versions in a RoHS- compliant 9-mm x 15-mm BGA package. Price starts at $69.00 each for the LTC2000-16 in 1,000-piece quantities. Demo boards and samples are available. Linear Technology, www.rsleads.com/411ee-201 34 . 1-GHz, 10-GS/s Oscilloscope The WaveSurfer 10 oscilloscope offers 1-GHz, 10-GS/s performance for $10,000. It combines the MAUI advanced user interface with waveform processing to quickly analyze and find the root cause of problems. The WaveSurfer 10 provides a 10.4inch touch screen display, high-performance hardware, and compact form factor. Easily accessible measurement, math, and debug tools plus a variety of serial data protocol decoders as well as a full complement of advanced active probes ensure the WaveSurfer 10 can capture and analyze any type of waveform and simplify the debug process. The LabNotebook documentation and report generation tool provides a fast way to save waveforms, setups, and screen images; report results; and view offline. Teledyne LeCroy, www.rsleads.com/411ee-202 Audio Analyzer The U8903B performance audio analyzer represents the next-generation model of the U8903A. The U8903B is flexible with configurable options such as speech and voice quality measurements, extendable bandwidth, and digital audio interfaces, enabling engineers to accurately test wireless communications, component, and IC audio applications. The U8903B offers the ITU-T standard perceptual objective listening quality assessment (POLQA) and its predecessor, perceptual evaluation of speech quality (PESQ), supporting measurements in the common audio bandwidth carried by telephone networks, and with POLQA, super-wideband speech signals up to 14,000 Hz. With POLQA and PESQ, the U8903B is suited for testing 3G, 4G/LTE, and voice-over-Internet-protocol phone and 34 • EE • November 2014 EE201411-ProductPicks MECH GH.indd 34 network equipment as well as high-definition voice test applications. Prices start at $13,025 for a two-channel model. Keysight Technologies, www.rsleads.com/411ee-203 IUP Simulation MAPS IUP Protocol Simulator supports simulation of the UK-specific SS7 Interconnect User Part Protocol (IUP) over British Telecom TDM networks. Main features include IUP simulation over TDM (T1/E1), support for multiple T1/E1 line interfaces, a user-friendly GUI for configuring the SS7 MTP layers, user-configurable signaling links, and support for MTP2 and MTP3 protocol machines as well as multiple MTP links. Client-server functionality provided through a command line interface via Python and TCL requires an additional license. GL Communications, www.rsleads.com/411ee-204 BERT Synchronization Function A 32-channel synchronization function for the vendor’s MP1800A BERT creates a highly accurate integrated test set for the evaluation of high-speed transmission technologies utilizing phase-amplitude modulation methods, such as Quad DP-16QAM and Dual DP-64QAM, used in core networks operating up to 1 Tb/s. The new functionality of the MP1800A provides R&D engineering teams with an accurate test solution to quickly verify designs incorporating ultrafast, next-generation communications technologies for cloud-computing and smartphone data applications. Anritsu, www.rsleads.com/411ee-205 100-MHz Bench Scope The 2190D bench digital storage oscilloscope is a compact dual-channel DSO offering several measurement functions with 100-MHz bandwidth and a 1-GS/s sampling rate. Building on the discontinued analog model 2190B oscilloscope, the 2190D now provides users with digital features including a 7-inch widescreen color display, waveform memory up to 40,000 points, pass/fail limit testing, digital filtering, a waveform recorder, and 32 automatic measurements. For educators, the 2190D offers a context-sensitive help feature and the capability to disable the auto set button along with measure and cursor menus. $399. B&K Precision, www.rsleads.com/411ee-206 LPDDR4 PHY Layer Test The vendor’s complete PHY layer and conformance test solution targets JEDEC LPDDR4, the next generation www.evaluationengineering.com 10/8/14 9:59 AM of mobile memory technology. Slated for adoption starting in 2015, LPDDR4 builds on the current generation of LPDDR3 technology and will deliver improved data rates up to 4.26 Gb/s and use an ultra-low voltage core to reduce power consumption by approximately 35% to enhance performance in mobile devices like smartphones, wearables, and tablets. In conjunction with partner Nexus Technology, the vendor also is introducing LPDDR4 memory component interposers featuring two patented interposer designs. EdgeProbe interposers are designed for the demanding mechanical constraints required by mobile designs while socketed interposers are available for ease of use, reusability, and component swapping. Tektronix, www.rsleads.com/411ee-207 Bluetooth Data Logger The HOBO MX1101 measures and transmits temperature and humidity data wirelessly to mobile devices via Bluetooth Smart technology. The self-contained wireless data logger, which works with the vendor’s free HOBOmobile app for logger setup and data management, enables the user to access data over a 100-foot range, at any time, from an iOS mobile device. Unlike USB loggers, which need to be set up and offloaded while connected to a computer, the HOBO MX1101 temperature/ humidity data logger communicates instantly and requires no dedicated equipment beyond an iOS device to configure the logger or read out data. $135. Onset, www.rsleads.com/411ee-208 Cable and Antenna Analyzer The SiteHawk SK-4000-TC antenna and cable analyzer supports the troubleshooting of the transmission path of commercial and military communications systems operating between 85 MHz to 4 GHz. As the successor to the vendor’s Site Analyzer SA-3600 XT, the new instrument is 80% smaller, 60% lighter, and offers new features. The instrument has an intuitive touch-screen user interface that shows all measurement results, and its range of adjustable parameters can be modified from a single screen. The SiteHawk SK-4000-TC has 16 GB of highspeed flash memory that provides room for thousands of traces and instrument setups, and data can be offloaded via its USB interface to a flash drive or other external storage device. $2,500. Bird Technologies, www.rsleads.com/411ee-209 www.evaluationengineering.com EE201411-ProductPicks MECH GH.indd 35 Power Supplies The R&S HMC804x power supplies are equipped with one (R&S HMC8041), two (R&S HMC8042), or three (R&S HMC8043) channels. All models in this series deliver up to 100 W of power and are adjustable between 0 V and 32 V in steps of 1 mV. Tracking is available in the two multichannel models and enables combined parallel or serial operation. It still is possible to provide power to several circuits independently. Changes to current and voltage values are carried out synchronously in combined channels. The logging function stores all current, voltage, and time values. The energy meter function continuously displays the power in watts drawn by a connected load. Rohde & Schwarz subsidiary HAMEG Instruments, www.rsleads.com/411ee-210 Logic Analyzer The U4154B is a high data-rate state-mode logic analyzer (up to 4 Gb/s) for validating simultaneous read and write DDR4 traffic across all byte lanes captured from a DDR4 DIMM operating at data rates of more than 2.5 Gb/s. The U4154B logic analysis system merges three modules to help memory design engineers accelerate turn-on and debugging of DDR2/3/4 and LPDDR2/3/4 memory systems. The system provides reliable data capture, precise triggering, and a portfolio of validation and performance tools. The new U4154B logic analyzers have a starting price of $89,288 for 136 channels, including chassis and probe cables, not including probes. Keysight Technologies, www.rsleads.com/411ee-211 INDEX OF ADVERTISERS Advertiser Page Advanced Test Equipment Rentals..........www.atecorp.com/EE ....................................... 23 AR RF/Microwave Instrumentation .........www.arworld.us/html/catalogRequest.asp...... 31 AR RF/Microwave Instrumentation .........www.arworld.us/EMCsource ........................... IFC Avtech Electrosystems Ltd......................www.avtechpulse.com ..................................... 31 B+K Precision..........................................www.bkprecision.com/ate.html ....................... 21 CertifiGroup .............................................www.CertifiGroup.com ..................................... 31 Copper Mountain Technologies...............www.coppermountaintech.com ......................... 3 Dewetron .................................................www.trendcorder.info ......................................... 1 Educated Design & Development. Inc.....www.ProductSafet.com.................................... 31 ETS-Lindgren...........................................www.ets-lindgren.com ..................................... 22 HBM, Inc. .................................................www.hbm.com/eesomatxr ..............................IBC Keysight Technologies.............................www.keysight.com/find/HSD-insight ..............8-9 Keysight Technologies.............................www.keysight.com/find/LTE-A-insight........10-11 Keysight Technologies.............................www.microlease.com/keysight/dmm .............. 19 National Instruments...............................ni.com/automated-test-platform ......................BC Pickering Interfaces Inc. .........................www.pickeringtest.com...................................... 5 Stanford Research Systems....................www.thinkSRS.com .......................................... 33 Universal Switching Corp ........................www.uswi.com ................................................... 7 Vision Research.......................................www.visionresearch.com ................................. 26 VTI Instruments Corporation ...................www.vtiinstruments.com ................................. 15 Yokogawa Corp of America .....................tmi.yokogawa.com ........................................... 27 This index is provided as a service. The publisher does not assume liability for errors or omissions. November 2014 • EE • 35 10/9/14 9:10 AM . 35 Extended service life poses test challenges by Rick Nelson, Executive Editor 36 . Military and aerospace companies and organizations are facing three key trends: Militaries are extending the service life of their aircraft, maintenance and sustainment test equipment must be upgraded or replaced, and manufacturing test equipment held together with Band Aids over the years needs to be replaced. Elaborating on these trends, Steve Sargeant, Major General, USAF (Ret.), and CEO, Marvin Test Solutions, said, “It’s not uncommon to find airplanes that traditionally would have been retired by the time the systems hit 20 to 22 years of age now in their fourth decade. Often times, the test equipment was fielded when the system was first fielded and has not been updated since then.” Such test systems, he said, are obsolete, cannot be cost-effectively upgraded, and cannot contend with the smart weapons and digital avionics that the aircraft now accommodates. As for manufacturing test, he said, many cumbersome legacy test systems are manually driven, with operators reading instructions on paper (or working by rote memory) and setting switches and dials accordingly. Marvin Test Solutions, he said, can automate the process with a system that has a smaller footprint and higher throughput. Such trends, he said in a recent phone conversation, have become clear in oneon-one conversations with customers and prospective customers and at industry events such as the 2014 Farnborough International Airshow. In an interview last year (shortly after the company changed its name from Geotest-Marvin Test Systems), Sargeant said the company’s goal is “to make test easy.”1 That continues to be the goal this year, he said, despite the increasing complexity of the equipment under test. “We look at it from the maintainer or technician and engineer’s perspec36 • EE • November 2014 EE201411-ExecInsight FINAL.indd 36 Steve Sargeant Major General, USAF (Ret.) CEO, Marvin Test Solutions tive,” he said. “How can we reduce their workload?” He cited as an example the company’s MTS-3060 SmartCan, which can emulate an AMRAAM (Advanced Medium-Range Air-to-Air Missile). “We have automated the steps that are required when you connect the SmartCan to a launcher,” he said. “Within a very short time, you can run all the tests, and if there is a problem, you’re notified right away. If the test is good, you’re notified when the test is complete, and you can move on to the next station.” Marvin Test Solutions offerings extend from the flightline to the semiconductor production test floor. For the latter, Sargeant said, customers are looking for flexibility and affordability. MTS customers in this area, he said, tend to be small and medium semiconductor developers and producers that want an alternative to the very large and capable but also very expensive test systems that exist today on many factory floors. Small and medium producers, he said, are unlikely to cross the threshold of buying a large system and consequently could pay a lot to rent time on one. MTS, he said, offers a flexible and affordable alternative. This interview was conducted in the runup to Autotest 2014 in September. Sargeant said a conflict would prevent him from attending but that MTS would continue to support the show. Indeed, MTS had a significant presence. Our December issue will highlight products and technologies from MTS as well as other Autotest participants. Looking ahead, Sargeant said he expects to see government demanding more investment by its prospective suppliers to “ensure there is skin in the game on industry’s side. Companies can’t just wait for a purchase order but will actually have to have prototypes ready to demonstrate.” You can’t just walk into a meeting with a PowerPoint presentation, he said. You’ll need to demonstrate a solution, whether it’s hardware, software, or a turnkey system. He added that today customers often want to be part of the solution—by developing test-program software, for example. “I think there are going to be opportunities with our aerospace customers to be able to show them early on that we’ve made the right kind of investments in the hardware and software arena,” he said. “Coupled with our domain expertise, we will be able to demonstrate that we can provide them with the capabilities they need to meet their requirements for their very demanding customers.” Sargeant concluded by noting that it will be important to deliver what customers need today—without adding bells and whistles that will impose costs in terms of dollars or time to market. “Not many industries can afford to pay today for capabilities they might need in the future,” he said, adding that nevertheless customers want solutions they can modernize and expand as needs change. “We are loathe to deliver something that already has consumed all the capabilities available.” Reference 1. Nelson, R., “Marvin Test Solutions Looks to Make Test Easy,” EE-Evaluation Engineering, October 2013, p. 40. www.evaluationengineering.com 10/7/14 2:46 PM Outstanding Measurement Under Extreme Conditions New Rugged Data Acquisition . With the proven technology of the QuantumX together with the testing experience in harsh environments of the SoMat products, HBM proudly introduces the new SomatXR family of data acquisition modules. Easily configure a test with one or 10+ modules. Take advantage of TEDS for quick and accurate channel configuration. Synchronize data by utilizing PTP (Precision Timing Protocol) over Ethernet. And with no programming needed, quickly configure tests, acquire and visualize data in real time, and perform post processing analysis with HBM’s catman software. Q Protection class IP65 / IP67 acc. to EN60529 Q Extended temperature range from -40 to +80 °C Q Shock- and vibration-proof according to MIL-STD202G Q Scalable and modular Q High channel density (16 channels per modules) More information: hbm.com/eesomatxr Visit www.rsleads.com/411ee-004 HBM Test and Measurement EE201411-AD HBM.indd COVERIII Q phone (800) 578-4260 Q [email protected] Q www.hbm.com 10/6/14 2:42 PM III Redefining Automated Test with open software and modular hardware IV . How we interact with devices is changing. As the world becomes more software oriented, what we can accomplish increases exponentially. This shift should apply to our test equipment, too. Unlike traditional instruments with predefined functionality, the NI automated test platform provides the latest technologies to build complex systems while reducing development time and cost. Through an intuitive graphical programming approach, NI LabVIEW reduces test development time and provides a single environment that simplifies hardware integration and reduces execution time. >> Accelerate your productivity at ni.com/automated-test-platform 800 891 8841 ©2014 National Instruments. All rights reserved. LabVIEW, National Instruments, NI, and ni.com are trademarks of National Instruments. Other product and company names listed are trademarks or trade names of their respective companies. 15230 Visit www.rsleads.com/411ee-005 EE201411-AD NationalInstr.indd COVERIV 10/6/14 2:44 PM





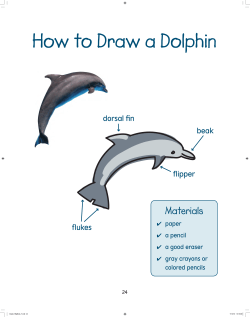






© Copyright 2026