
Data Driven Performance Metrics for Smart Manufacturing
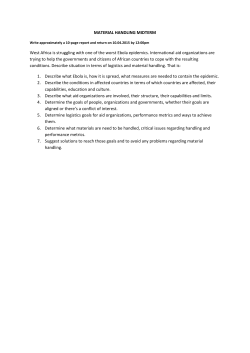
Data Driven Performance Metrics for Smart Manufacturing Funding Source: National Institute of Standards and Technology (NIST) Objective ■ Engineers play a vital role in sustainability. Incorporating correct performance metrics, big data, and smart manufacturing gives us the ability to improve the Manufacturing Energy Consumption effectiveness and efficiency 25,000 of manufacturing processes. trillion Btu 20,000 8,631 7,798 6,744 6,836 15,000 2,430 2,279 2,174 10,000 5,000 ■ Conservation efforts have been working, but improvements are still needed. Engineers have a responsibility to design, manufacture, and process materials and products in an ever more effective and efficient manner in order better use our limited resources and reduce negative impacts. 7,541 7,339 3,477 2,833 2,275 2,554 2,368 2,341 2,314 1,705 7,426 6,835 6,095 3,035 2,656 2,370 1,565 6,468 5,911 5,803 2,839 2,851 2,490 0 1991 (19,697 1994 (21,633 1998 (23,797 2002 (22,666 2006 (21,098 2010 (19,062 TBTU) TBTU) TBTU) TBTU) TBTU) TBTU) MECS Survey Year and Total Consumption for All Purposes Other Fuel Oil and LPG Coal and Coal Coke Natural Gas Net Electricity Source: U.S. Energy Information Administration. Performance Metrics ■ Smart performance metrics require continuous improvement while maintaining the integrity of the process. ■ Reacting and adapting to external and internal process changes such as an increase in production rate. ■ Analyze energy performance metrics for a subtractive manufacturing process. Specific Energy Process Time ■ Functional units are used to frame the performance metrics in relative and comparable terms. Methodology Define the system for evaluation. What quality and quantity of relevant variables are required. Evaluate performance metrics. Subject performance metrics to an internal or external change. Can the performance metrics guide the system to a decision which improves the performance metrics while maintaining the integrity of the process. Material Removal Rate ■ Machine: Mori Seiki NVD 1500 DCG. ■ Tool: 5/16” solid carbide center cutting end mill. ■ Internal/External change: Increase in production from 10 to 12 and 17 parts per day. ■ Priority: maintain daily processing schedule ■ Trial 3 is the business as usual case (BAU) ■ 12 parts/day: Trial 7 results in lower energy intensity while maintaining similar daily processing time compared with BAU. ■ 17 parts/day: Trial 9 results in lower energy intensity while maintaining similar daily processing time compared with BAU. ■ Tool damage occurs at Trial 9. ■ A limiting factor is required to balance the continuous improvements that the smart manufacturing system wants to make. ■ Machine load is chosen Processing Time vs Energy Intensity for 10, 12, and 17 Parts with Changing Chip Load 18 Processing Time vs Energy Intensity for 10, 12, and 17 Parts with Changing in Incremental Depth of Cut 18 10 Parts/Day 12 Parts/Day 17 Parts/Day 14 12 10 Energy Intensity (Wh/part) 16 16 14 Trial 6 - 1mm Increment 6 4 2 0 1500 2000 Total Processing Time (Minutes) 2500 Chip Load Cutting Feed Rate Incremental Depth (#) (inch/tooth) Speed (rpm) (mm/min) of Cut (mm) 1 0.0003 1750 53.34 1.5 2 0.0006 1750 106.68 1.5 3 0.0005 1750 88.9 1.5 4 0.0005 1500 76.2 1.5 5 0.0005 2000 101.6 1.5 6 0.0005 1750 88.9 1 7 0.0005 1750 88.9 2 8 0.0007 1750 124.46 1.5 9 0.001 1750 177.8 1.5 Aluminum Chip Load Cutting Feed Rate Incremental Depth Trial (#) (inch/tooth) Speed (rpm) (mm/min) of Cut (mm) 1 0.0003 1750 53.34 1.5 2 0.0006 1750 106.68 1.5 3 0.0005 1750 88.9 1.5 4 0.0005 1500 76.2 1.5 5 0.0005 2000 101.6 1.5 ■ The machine load, in conjunction with the specific energy and energy intensity performance Energy Intensity vs Load for Identical Processes Across Aluminum and Steel 20 metrics, gives the smart 18 manufacturing system the 16 - Trials 1 ability to improve the energy 14 - Trials 2 performance while 12 - Trials 3 maintaining the integrity of 10 - Trials 4 the process. 8 ■ Energy intensity trends lower with an increase in load. 12 10 ■ Highly volatile which is where smart manufacturing excels. 8 6 4 2 0 0 8 Steel Trial Implementation and Conclusion 500 1000 1500 2000 2500 Total Processing Time (Minutes) Trial 1 - Chip Load 0.0003 in/tooth Trial 7 - 2mm Increment Trial 2 - Chip Load 0.0006 in/tooth Trial 3 - 1.5mm Increment Trial 9 - Chip Load 0.001 in/tooth Trial 3 - Chip Load 0.0005 in/tooth Trial 8 - Chip Load 0.0007 in/tooth 10 Parts/Day 12 Parts/Day 17 Parts/Day Load% of load felt versus maximum rated load for Mori Seiki NVD 1500 Case Study Results 1000 Machine Load ■ Smart Manufacturing (SM) refers to intelligent, automated manufacturing systems that leverage information technology to enable cost-effective and efficient fabrication. Chosen Energy Performance Metrics 500 1018 Steel Case Study ■ How to evaluate the smartness of performance metrics. 0 Energy Intensity ■ Enabled by improvements in, and a reduction in cost of, monitoring equipment and computing power. ■ Real-time data capture to react and adapt to internal and external changes to the system. ■ According to prioritized concerns, performance metrics are chosen for evaluation and improvement. ■ ■ ■ ■ ■ ■ Understand how effective current standard manufacturing performance metrics are in analyzing smart manufacturing processes. Smart Manufacturing ■ All three sustainability pillars should be reviewed, and their subsets, to understand what aspects need to be considered during analysis. Energy Intensity (Wh/part) David A. Jagger © 2014 LMAS contact email: [email protected] Introduction & Motivation - Trials 5 6 4 Steel Trials 1-5 2 Aluminum Trials 1-5 0 8.00 9.00 10.00 11.00 12.00 13.00 14.00 Energy Intensity (Wh/part) 15.00 16.00 17.00 ■ To evaluate and improve the energy performance of the process only a small amount of very detailed data is required: Energy use, material removed, process time, and the machine load. ■ A limiting factor is required for effective use of performance metrics in a smart manufacturing system. Berkeley / UNIVERSITY OF CALIFORNIA









© Copyright 2026