
Module: 3 Lecture: 15 BUTYL ALCOHOL
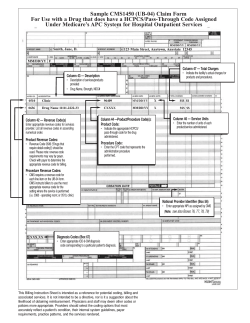
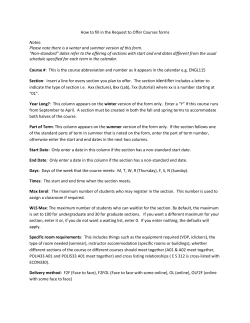
Module:3 Lecture:15 Butyl alcohol Dr. N. K. Patel Module: 3 Lecture: 15 BUTYL ALCOHOL INTRODUCTION Butyl alcohol or butanol, C4H9OH is a primary alcohol with 4 carbon atoms. It belongs to the higher alcohols and branched-chain alcohols. Butanol can be produced by fermentation of biomass by bacteria. When produced biologically called as bio-butanol. It is primarily used as a solvent, as an intermediate in chemical synthesis, and as a fuel. There are four isomeric structures for butanol, which are n-butanol, sec-butanol, iso-butanol and tert-butanol. Prior to the 1950s, Clostridium acetobutyricum was used in industrial fermentation processes producing butanol. In 1914 Weizmann established a fermentation process in USA using 'Clostridium acetobutyricum' to ferment starchy material. With the outbreak of World War I demand for acetone increased and large scale fermentation operation were established in Canada, USA, and India. By 1930's synthetic production began and fermentation process using molasses instead of grain were developed. Commercially, butanol is produced from fossil fuels in the USA since1950s. Propene is hydroformylated to butyraldehyde which was then reduced with hydrogen to 1-butanol and/or 2-butanol. The most wide spread means of producing butanol today is the oxo process where propylene and syngas (CO and H2) are reacted. The products were both aldehydes and ketones. Most of the aldehydes produced are either reduced to alcohol directly or subjected to aldol condensation prior to hydrogenation. High pressure cobalt catalysts oxo process was commercialized since 1950. Many variations of the above process have been developed and commercialized. The next improvement came with the range of catalyst to phosphine-modified cobalt carbonyls with reduced operating pressure. Two step rhodium oxo hydrogenation process uses NPTEL 1 Module:3 Lecture:15 Butyl alcohol Dr. N. K. Patel rhodium carbonyls as oxo catalyst with reactivities about 102 – 103times higher than cobalt carbonyls. The process also required less pressure. MANUFACUTRE 1. By fermentation of starch products Raw materials Molasses Grain Culture Nutrients Water Reaction Manufacture process Molasses diluted with water to a concentration of approximately 5% sugar, sterilize, cooled to 300C and pumped to fermenter. The fermentation was carried out for 36 - 48 hrs. The beer containing 1.5 – 2.5% mixed solvents were taken out from beer column % residue obtained from bottom of column. During fermentation carbon dioxide and hydrogen gas were evolved. The beer treated in a batch column from which water can be removed and ethyl alcohol, acetone from top of column. The butanol section containing about 50% water taken out from middle portion of column was created in a separator column from which butanol was obtained as a bottom product. Block diagram of manufacturing process Diagram with process equipment Animation NPTEL 2 Module:3 Lecture:15 Butyl alcohol Dr. N. K. Patel Cereal grains Spores on soil Cleaned potatoes Milling Potato mash Clostridium acetobutylicum 8% corn mash Water Water 6% corn mash Water Continuous cookers (sterilization) Cooler Water Fermenter 1 Water H2 to synthesis Fermenter 2 Water Distillation column Butyl alcohol Fractionation column Storage tank Scurbber Acetone CO2 for dry ice To condenser Hot air Cold air Ethanol Dried butyl stillage Steam Triple-effect evaporators Drum drier Figure: Manufacture of Butyl alcohol by fermentation of starch products 2. From propylene and synthesis gas Raw materials Basis: 1000kg butyl alcohol from propylene and synthesis gas Propylene 540kg Synthesis gas 405kg Hydrogen 30kg NPTEL 3 Module:3 Lecture:15 Butyl alcohol Dr. N. K. Patel Reaction Manufacture process Separater Circulation turbo compressor Fractionating column Absorber Gases to atmosphere Recycle gas Steam Vaporizer Air Synthesis gas Flue gases Flue gases Carbonyl formation unit n-butyl alcohol & iso-butyl alcohol Oxidation column Reactor Toluene Propylene gas Compressor Cobalt naphthanate Figure: Manufacture of butyl alcohol from propylene and synthesis gas Block diagram of manufacturing process Diagram with process equipment Animation The process is also known as “Oxo process”. The liquid propylene and the fresh synthesis gas at the pressure of 25 – 30MPa were preheated, in heat exchangers by the heat of the hot reaction mass coming out from the top of the reactor vessel. Then they were charged in to a reactor where the solution of cobalt carbonyls in toluene was introduced from carbonyl formation unit. In reactor aldehydes and by-products were formed at 110 – 1600C and the heat evolved being dissipated by the boiling water condensate with the generation of low-pressure steam. NPTEL 4 Module:3 Lecture:15 Butyl alcohol Dr. N. K. Patel The heat of the reaction mass was used in heat exchangers and in separator the liquid was separated and the synthesis gas was recycled together with some of the unconverted propylene by compressor to the reaction. The liquid from the separator was throttled to 0.2 – 0.4MPa and oxidized at 40 – 700C by a small amount of air in oxidation column. In this column, the oxygen-depleted air passes over into the gas phase together with CO, H2 and propylene, which were in dissolved state at a high pressure, and also with the vapours of the aldehydes entrained by the gas. These vapours were absorbed in absorber by the heavy ends from distillation and the gases were discharged to the atmosphere or burnt. The liquid from oxidizing column and absorber was then transferred to vaporizer. The solution of the cobalt salt from the bottom of this column was sent to carbonyl-formation unit along with toluene, where the formation of the carbonyls takes place at 170 – 1800C and 25 – 30MPa in the presence of a small amount of the CO:H2 mixture and a fresh solution of cobalt naphthenate. The resultant carbonyls were then recycled to a reactor. Where the crude aldehydes was taken as overhead from the top of vapourizer and hydrogenated over a heterogeneous catalyst in hydrogenator. The resultant isobutyl and n-butyl alcohols mixture were charged into fractionating column where they were separated from the bottoms in fractionating column. Engineering aspects Catalyst Rhodium is very expensive and the modified cobalt catalyst is less active and causes a side hydrogenation reaction. Therefore, the overwhelming majority of oxo plants operate in the presence of the conventional cobalt catalyst. The most promising method with this catalyst is the vaporization salt method for carrying out the reaction and for the regeneration of the catalyst. PROPERTIES Molecular formula Molecular weight Appearance NPTEL : C4H10O : 74.12gm/mole : Colourless liquid 5 Module:3 Lecture:15 Butyl alcohol Odour Boiling point Melting point Density Solubility Dr. N. K. Patel : Banana like odour : 116-1180C : -900C : 0.81gm/cm3 : Miscible with water USES 85% strength butanol is used in cars designed for petrol without any change to the engine which have more energy than ethanol As a blended additive to diesel fuel to reduce soot emissions As a solvent in chemical as well as textile processes As a paint thinner and solvent in coating industry As the base for perfumes NPTEL 6










© Copyright 2026