
How to Set a Fuel Strategy AEMP Takes
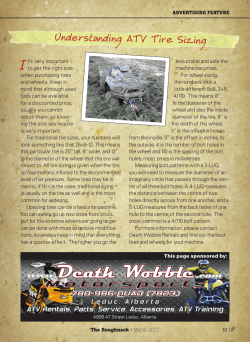
SUMMER 2012 OFFICI OFF ICIAL ICI A AL PUB U LIC ICATI AT ON: ATI ON N: AEMP How to Set a Fuel Strategy >> PAGE 17 AEMP Takes Safety Stand Military Fleet Masters Applications Drive Tire Strategies >> PAGE 22 >> PAGE 27 >> PAGE 31 0812EM_Cover.indd 1 7/25/12 12:13 PM Komatsu CARE for Komatsu Tier 4 Interim models is a new, complimentary maintenance program designed to lower your cost of ownership and improve your bottom line. It provides factory-scheduled maintenance on the machines for the first three years or 2,000 hours, whichever comes first. This includes up to two exchange Komatsu Diesel Particulate Filters. Be sure to contact your Komatsu distributor for all the details. Once again, Komatsu leads the industry. No other construction equipment manufacturer offers a complimentary maintenance program like this. It’s what you’ve come to expect from the service experts at Komatsu. www.komatsuamerica.com Official Publication of the Association of Equipment Management Professionals contents SUMMER 2012 MANAGEMENT 17 How to Set a Fuel Strategy Fuel is a major expense, yet few organizations manage it well. STRATEGIC ISSUES 22 AEMP Takes Safety Stand Task force looks at ways to support members’ effectiveness in core competency. BEST PRACTICES 27 17 Military Fleet Masters The Air Force’s European operations strive for economical, efficient operations. MAINTENANCE MANAGEMENT 31 Applications Drive Tire Strategies Dealers provide input to help optimize tire investment. DEPARTMENTS 22 27 31 05 The Chairman’s Corner 07 AEMP News AEMP PARTNERS FOR GROWTH >> 2012 Asset Management Symposium Forward To The Future >> It’s Time to Enter Fleet Masters >> AEMP Foundation Announces 2012 Scholarship Recipients >> AEMP’s New Lineup of Webinars To Feature Hot Industry Topics, Live Q&A >> Test for AEMP Certifications in October >> Recognize Excellence on Your Team >> AEMP 2012-2013 Board of Directors www.aemp.org 0812EM_TOC.indd 3 3 7/25/12 2:27 PM the information you need to maximize profits. Let’s Work. Having real-time information is crucial to your operation — like where your equipment is located, when service is needed, and knowing your fleet is working at optimum performance. That’s why Volvo Construction Equipment offers CareTrack, a telematic system that transmits machine data from the jobsite to a website instantly via cell phone signal or satellite. CareTrack can maximize uptime, minimize maintenance costs, reduce your fuel consumption, and more. It’s all part of our dedication to ensure your crew is more productive and profitable every day. Find out how CareTrack can maximize your profits at a Volvo dealer near you. Visit volvoce.com/na today. Volvo Construction Equipment 04_0812EM_Volvo.indd 4 7/25/12 8:50 AM THE CHAIRMAN’S CORNER COST OR INVESTMENT As I write this, both my sons have just returned home from college for the summer. For the next few months they will be working various jobs and enjoying the time off from school. My wife and I will also enjoy a brief relief from the expenses associated with their education (although the boys do help). Education for our kids is rarely viewed so much as a cost as it is an investment. Although we did not run an ROI or NPV analysis (maybe I should) before supporting their college education, we fully supported their decision to attend. We know no matter what they decide to do in life, their time in college will enrich their lives through the education, experiences and relationships. No financial analysis on the return is necessary. All too often we either mix cost and investment together or discount what should be investments as cost. I’m referring to our professional lives. How does your organization view their equipment operations, as a cost or investment? If it is as a cost, then why even have it? Is it necessary to perform whatever work or services the company or organization performs? Investments should be viewed as something you expect more from than you put in, as I view my sons’ education. Cost is something that may be necessary but not something you expect more out of than put in. So back to my question: Is your equipment operation (including the assets) viewed as an investment or a cost? Hopefully it is viewed as an investment and managed as any investment would be managed: to get the most out of it as possible. It is the responsibility of the asset/equipment manager to ensure the organization is as efficient as possible; and that the assets are highly utilized, well maintained and disposed of in a timely fashion. Also, with good investment management, the ups and downs of the organization must be reacted to. A good asset manager will constantly be engaged with the needs and goals of the organization, making recommendations and decisions and acting to ensure this investment continues to provide the value the organization expects. The recent economy has tested many businesses and organizations, especially those dependent on equipment. Those that had asset/equipment managers who were engaged, I expect, weathered the economy much better than those that did not. Even worse were those who felt their saving grace was to cut education and key personnel responsible for the management of their investments. They surely fared worse. Your companies’ equipment operation should be viewed as one of their highest return investments. It is all of our responsibilities to make sure it is managed assertively, with the goal on return, efficiency and value. Knowledge and experience are invaluable as the skillset required to stay relevant as today’s equipment manager. AEMP realizes this and continues to offer education and opportunities to us as professionals to enrich our careers. Guy Gordon, CEM Chairman of the Board and CEO aemp.org 0812EM_front.indd 5 5 7/25/12 12:29 PM Introducing the Case F-Series, our first wheel loader engineered from front to back specifically for quarry and aggregate applications. With their Case 6.7L Tier 4 Interim engines, they meet EPA standards without making any sacrifices in power or performance. In fact, we expect them to be not only the most fuel-efficient machines in their class, but also the most powerful. And it doesn’t end there. An all-new five-speed, lock-up transmission gives the F-Series improved acceleration and faster cycle times. And with optional intuitive joystick steering to reduce user fatigue, there won’t be anything left to slow your operators down. Dig in at casece.com. * For commercial use only. Customer participation subject to credit qualification and approval by CNH Capital America LLC. See your Case dealer for details and eligibility requirements. Ten percent minimum down payment is required. Offer good through September 30, 2012 at participating Case dealers in the United States. Not all customers or applicants may qualify for this rate or term. CNH Capital America LLC standard terms and conditions will apply. Taxes, freight, set-up, delivery, and additional options or attachments not included in suggested retail price. Offer subject to change or cancellation without notice. ©2012 CNH America LLC. All rights reserved. Case is a registered trademark of CNH America LLC. www.casece.com 06_0812EM_CNH.indd 4 7/25/12 8:57 AM AEMP NEWS 2012 Asset Management Symposium Targets Issues Affecting the Future Attendees can expect to gain full insight into three industry topics impacting the future of asset management. A EMP’s 2012 Asset Management Symposium will take place Oct. 30-31 in Louisville, Ky. This year’s educational seminars focus on three of the hottest industry topics facing asset management: telematics, finances, and Tier IV engines. gration in their companies’ fleets. To close the telematics session, all presenters will open for an extended panel discussion and Q&A, providing an opportunity for attendees to ask specific questions relating to telematics and their business. OCTOBER 30 Telematics Although telematics is a familiar concept, it remains one of the most misunderstood in the industry. The symposium’s first half-day session will focus on unraveling the mystery, beginning with the basic concept and information about the AEMP Telematic Standard. Telematic solution providers such as Bill Purdie, president of MobileNet, will discuss the latest industry advances. The session will be capped off with a panel discussion on practical solutions and integrations. Telematics solution providers as well as fleet managers from both big and small fleets will offer insight into how telematics has positively impacted their operations. John Meese, senior director for Waste Management, and Kerry Sudrla, equipment operations manager at Kiewit Corp., will discuss the process of telematics inte- Finance How do you leverage your fleet knowledge and have a voice in the decision-making process? The second half of the day will outline some strategies to do just that. This finance seminar will highlight the evaluations a CFO makes when considering an equipment purchase, providing valuable insight into the thought process and the information needed in order to move forward with a purchase decision. Three industry executives representing a rental company, a financial institution and a third-party company will lead a panel discussion on the pros and cons of renting, leasing or buying equipment and the economic impacts on each option. Along with Joe Dixon, senior vice president for United Rentals, the executives will bring a diverse and broad perspective to this evaluation process and will answer direct questions in a panel format at the end of the session. aemp.org 0812EM_front.indd 7 7 7/25/12 12:30 PM AEMP NEWS OCTOBER 31 Tier IV engines The closing day of the symposium will separate myths from reality on Tier IV emissions regulations. Qualified industry dealers will discuss how Tier IV affects their operations. Attendees will also gain a thorough understanding of engine contaminants through implementation and control initiatives from a panel of professionals, including Eric Matthewson, Caterpillar Tier IV dealer readiness expert. To round out the Tier IV discussion, a panel of end-users will discuss operational and maintenance changes. These experienced end-users will share their experiences of how the Tier IV maintenance requirements have affected their fleets. Another extended Q&A session will close the seminar. Professional Certifications In addition to educational seminars, AEMP’s Professional Development Institute (PDI) will be in session for those looking to prepare for one of AEMP’s professional certifications: Certified Equipment Manager (CEM), Equipment Manager Specialist (EMS), or Certified Equipment Support Professional (CESP). The certification exam date is scheduled for Nov. 1. For more information on certifications and the PDI, contact Jim Phillips, vice president of educational services at 970.384.0510 ext. 202 or [email protected]. IT’S TIME TO ENTER THE 2013 FLEET MASTERS AWARDS It’s never too early to start considering nominees for the 2013 Fleet Masters Award. Over the past 10 years, AEMP and Construction Equipment Magazine have annually recognized excellence in the equipment industry at the Management Conference. Presented to a winner from both the public and private sector, the award acknowledges equipment professionals who demonstrate excellence in meeting the unique challenges inherent to delivering cost-effective and cuttingedge management of mixed fleets of on-road and offroad equipment. The Fleet Masters award will be presented at the 31st Management Conference & Annual Meeting March 17-19 in Jacksonville, Fla., at a special reception and dinner event sponsored by the Strategic Alliance Partners. Applications for the Fleet Masters Awards must be postmarked no later than Jan. 11, 2013. For more information, please contact Claudine Wheeler at AEMP Headquarters, 970.384.0510. The 2012 Fleet Masters recipients were the U.S. Air Force, Registration Europe and Waste Management. There’s still time to take advantage of special advanced pricing. Early Bird rates apply through Sept. 1: $899 for members, $999 for nonmembers. Standard registration fees go into effect after profession. Thanks to generous company and individual Sept. 1, with registration rates of $995 for members and donors, the AEMP Foundation is able to address the crit$1,150 for nonmembers. Those looking for more inforical technician shortage by assisting those who wish to mation on registration may contact Cindy Challis Orr, make a career in the heavy equipment industry. CAE and chief administrative officer at 970.384.0510 ext. 203 or [email protected]. This year’s scholarship recipients are: Visit aemp.org for additional information on the 2012 • Jordan Bartels, Kingsford, Mich. Raised by a dad in Asset Management Symposium, including session descripthe auto industry and a mom who holds a position as tions, speaker handouts and the most up-to-date details. a transportation and maintenance supervisor, Jordan’s passion for mechanics began at a young age. Besides being heavily involved with the high school soccer AEMP Foundation Announces team, Jordan also took part in Skills USA for two 2012 Scholarship Recipients years for Auto Body and Auto Tech. Jordan is looking forward to studying at the Universal Technical The AEMP Foundation awarded three scholarships this Institute in Glendale Heights, Ill. year to students planning to enter the diesel technician 8 0812EM_front.indd 8 summer 2012 7/25/12 12:30 PM 09_0812EM_Stellar.indd 9 7/25/12 9:02 AM 10_0812EM_AEMP1.indd 10 7/25/12 9:09 AM AEMP NEWS • Damion Dorsett, Howard, Ohio. Damion kept busy in high school with his participation in wrestling and football. He has been working part time as a farm hand, doing field work and maintenance on farm equipment. With the aid of the scholarship, Damion is ready to study diesel technology full time at the University of Northwestern Ohio in Lima, Ohio. • John Kulsa, Beebe, Ariz. A four-year participant of FFA, John has been given the Chapter Award, two achievement awards and earned the highest score at the Colt’s Classic 2012. John is also the captain of the Agricultural Mechanics Team. John will be studying diesel and heavy equipment at Oklahoma State University Institute ofTechnology in Stillwater, Okla. Applications, presented by Richard Hassebrock, field engineer, Castrol Heavy Duty Lubricants December: Finding Resources for Information and Training, presented by Jason Ruggles, shop manager, Traylor Bros. To see the full lineup of webinars scheduled throughout the year, please visit www.aemp.org/aemp-education/pdi-webinars-2/ In addition to the new webinar series, AEMP’s original 17-week PDI webinar series is still available through AEMP University. AEMPU.org offers training toward your CEM, EMS and CESP exam at this fall’s Asset Management Symposium, or simply to expand your knowledge. AEMP’s New Lineup of Webinars To Feature Hot Industry Topics, Live Q&A AEMP Certification Testing To Take Place in October Building on the success of this year’s inaugural webinar series, AEMP’s newest lineup of webinars kicked off this July. There’s still plenty of time to take advantage of this convenient, informative offering from AEMP, as the series will continue through June 2013. A new topic will be offered every month, led by some of the industry’s most knowledgeable experts in asset management, with a live Q&A following each session. Scheduled to take place on the second Thursday of each month at 11 a.m (CST) and again on the fourth Thursday at noon (CST), the webinars will dive into a new hot industry topic each month, from oil and fuel analysis to social media to the age-old question of rent, lease or purchase. Here are details about this year’s topics: August: Using Fuel Analysis As A Fleet Tool (Diesel), presented by Ken Hill, CESP, VP Sales and Marketing, WearCheck USA September: Oil Analysis – Intermediate Applications, presented by Richard Hassebrock, field engineer, Castrol Heavy Duty Lubricants October: Creating Learning Plans for Employees (101), presented by John Jamison, Ph.D., CEO, ImagiLearning, and Carl Porter, corporate business manager, John Deere Corporate Business Division November: Oil Analysis – Advanced AEMP’s certification credentials showcase the specialized skill sets needed by equipment industry professionals. They are designed to enhance individual skill sets, to provide an opportunity to exchange best practices and to Introducing Innovative Mobile Apps Fully-Integrated Construction Apps That Handle Real Work Time cards 3 Estimates & proposals 3 Change order estimates 3 Job site photos & notes 3 GPS location of trucks 3 Alerts, reports, & much more! 3 Designed for construction Flexible technology Constant internet not required Integrates with accounting Innovative for the aemp.org 0812EM_front.indd 11 Software Construction Industry 800-683-3196 www.hcss.com/apps 7/25/12 12:32 PM AEMP NEWS Commission members congratulate the 2012 certified professionals at the 30th Management Conference. present new ideas and strategies unique to the equipment industry. Three credentials are available: Certified Equipment Manager: The CEM credential signifies advanced experience and knowledge in all areas of fleet management. It is an attainable goal for equipment managers who want to be identified as exceptional. Equipment Manager Specialist: New responsibilities, challenges and expectations arise as one progresses in his or her career. To meet the need for professional development at the management level, AEMP developed the EMS. It is a recognized standard for developing the qualifications of a person involved with an equipment fleet in the first five years of career development. Certified Equipment Support Professional: The purpose of the CESP is to provide a high standard of certification to a professional supplier who possesses a depth of understanding of fleet management skills and who demonstrates the ability to interact on a professional level with all fleet-related professionals. AEMP certified seven people at the 30th Management Conference & Annual Meeting. Here are the results from the March test: 2012 Certified Equipment Managers • Ken Burke, CEM, Bechtel Equipment Operations • Craig Boyles, CEM, U.S. Air Force • Thomas Coleman, CEM, Waste Management • Casey Dowling, CEM, Bechtel Equipment Operations • Steve Hudgins, CEM, Charah • Greg Peet, CEM, Heavy Equipment Services • Kevin Reimert, CEM, Schlouch 12 0812EM_front.indd 12 2012 Certified Equipment Support Professionals • Colin Olsen, CESP, Caterpillar 2012 Equipment Manager Specialists • Joe Kelso, EMS, Aegion Corp. • Kenneth Lauer, EMS, Bechtel Equipment Operations • Steve Lewis, EMS, Aegion Corp. • James O’Brien, EMS, Aegion Corp. The upcoming fall Asset Management Symposium in Louisville, Ky., is the next opportunity to take the CEM or CESP exam. The event takes place Oct. 30-31. RECOGNIZE EXCELLENCE ON YOUR TEAM In 2013, the AEMP Foundation will recognize public and private sector heavy equipment technicians with the 24th annual Technician of the Year award. The award is sponsored by the Foundation and John Deere. The 2013 winners will be honored at a luncheon at the 31st Annual Management Conference March 17-19 in Jacksonville, Fla. The award recognizes professionals who exhibit outstanding troubleshooting and diagnostic capabilities as well as making significant contributions to the equipment technician profession. Applications for the Technician of the Year awards must be postmarked no later than Jan. 11, 2013. For more information, please contact Claudine Wheeler at AEMP Headquarters, 970.384.0510. summer 2012 7/25/12 12:34 PM 13_0812EM_Trimble.indd 13 7/25/12 9:19 AM 14_0812EM_Castrol.indd 14 7/25/12 9:22 AM AEMP NEWS AEMP 2012-2013 Board of Directors Executive Committee Guy Gordon, CEM (Chairman and CEO) Aegion Corp. Chesterfield, Mo. Bob Merritt, CEM (Chairman Elect) URS, Boise, Idaho Patrick T. Crail, CEM (Secretary/Treasurer) John R. Jurgensen Co. Cincinnati Thad Pirtle (Vice Chairman) Traylor Bros, Evansville, Ind. Dave Gorski, CEM (Immediate Past Chairman) K-5 Construction Co. Lemont, Ill. Dixon Linklater (Director of Strategic Partners) Case Construction Equipment, Racine, Wis. Directors of Designated Industries Appointed Directors Ed Gestido, CEM (Director of Construction) Gray & Sons,Timonium, Md. Don Lubinsky, CEM (Director of Governmental) PA Operation Lifesaver Smyrna, Del. Warren Schmidt, CEM (Vice Chairman) Flatiron, Longmont, Colo. Don Gengelbach, CEM (Director of Mining) Mulzar Crushed Stone Tell City, Ind. J. Chris Ryan, CEM (Vice Chairman) Boh Bros. Construction Co. New Orleans John Shearer (Director of Associates at Large) James River Equipment Ashland, Va. Thomas Bucklar Caterpillar, Peoria, Ill. Peter Causer Volvo, Asheville, N.C. Tom Jackson Equipment World Tuscaloosa, Ala. Michael Lamlech International, Lisle, Ill. Carl Porter John Deere Construction & Forestry, Granville, Ohio Joe Phelan Ritchie Bros, Newnan, Ga. Alex Smith Castrol, Wayne, N.J. To apply for membership, go to www.aemp.org. Rod Sutton Construction Equipment Arlington Heights, Ill. The subscription rate for members is $80, which is included in the Association’s annual dues. The U.S. subscription rate for non-members is $150 for one year and $275 for two years. Canadian subscribers add $5 per year; all other non-U.S. subscribers add $10 per year. Scott Walter IronPlanet, Dublin, Ohio Erik Wilde Komatsu America, Rolling Meadows, IL Stan Orr, CAE (President/CSO) AEMP, Glenwood Springs, Colo. AEMP Headquarters P. O. Box 1368 Glenwood Springs, CO 81602 Phone: 970.384.0510 Fax: 970.384.0512 E-Mail: [email protected] www.aemp.org POSTMASTER: Send address changes to: Association of Equipment Management Professionals P. O. Box 1368 Glenwood Springs, CO 81602 Published by Construction Equipment magazine *AEMP Member 0812EM_front.indd 15 7/25/12 12:35 PM HERE’S A QUESTION: IF EVERYBODY HAD AN OFFICE JOB, WHO WOULD BUILD THE OFFICES? Hi, I’m Mike Rowe and questions like this keep me up at night. That’s why I teamed up with Caterpillar. They understand the value of people like you - people who build our infrastructure. They also understand the value of hard work and the importance of total support. Does Caterpillar “get it”? No question about it. If you’re ready to work, visit mikerowe.catdealer.com. ©2010 Caterpillar All rights reserved. CAT, CATERPILLAR, their respective logos, “Caterpillar Yellow,” the “Power Edge” trade dress as well as corporate and product identity used herein, are trademarks of Caterpillar and may not be used without permission. 16_0812EM_Caterpillar.indd 16 ® 7/25/12 9:26 AM Fuel is a major expense, yet few organizations manage it well. BY G. C. SKIPPER ffective fuel management begins with purchase negotiating and ends at the exhaust, according to Greg Wyatt, commercial vehicle specialist with PetroLiance LLC. Historically, fleet fuel management was a fairly straightforward undertaking, but since the Environmental Protection Agency has ratcheted up its war on pollution and green has become the favorite color of causes, the delivery-to-exhaust trail has become more complicated, sprouting side paths that resemble a river’s tributaries. One detour from the norm leads to fuel price volatility (see sidebar); another to advanced fuel and filtration technology; and yet another winds its way to multiple streams of alternative fuels, all flowing into fleet inventory and all requiring storage tanks to separate and protect each type. For many operations, fuel is the second biggest expense behind labor, Wyatt says, yet few businesses have a strategy for managing that cost. “They are completely at the mercy of market conditions,” he says. PetroLiance markets only ultra-low sulfur diesel fuel (ULSD) in terminal areas east of the Mississippi. It also operates seven fuel bulk tank facilities that store ULSD, gas/ethanol blends and biofuels. The key elements of successful business are managing risk and controlling as many factors as possible, Wyatt says. E aemp.org 0812EM_f1.indd 17 “In this case, risk means any factor that can significantly impact the business viability and productivity,” he says. Deciding to be proactive rather than reactive is the first step in managing fuel costs. To achieve your goals, you need to follow some basic rules, Wyatt says. First: These tools are used to manage your fuel budget–never to anticipate the market. Second: Take what the market gives you. Depending upon market conditions, the best tool may be a fixed price, a cap or a collar, which is a contract that allows prices to fluctuate between a minimum and maximum price range. Third: Hedge at least 50 percent of your volume. A typical contract is 42,000 gallons per month. If your monthly volume can’t qualify, a quality fuel distributor may offer a fractional portion of a contract. “This will likely carry a premium, but should still allow you to achieve your fuel management goals,” Wyatt says. Fleets should take steps to mingle risk management tools (fixed price, caps, collars) that can be used regardless of how fuel is purchased. “Align yourself with a quality fuel distributor who stays on top of market conditions, has access to good data and offers programs that allow fleets to lock in fuel prices,” Wyatt says, adding, “Managers who try to beat the market will always lose.” 17 7/25/12 12:38 PM >> Previous page:This high-volume, high-flow, 6-micron PetroLiance fuel filtering system installed on a small tank wagon handles 35 gallons of fuel per minute. Prior to installation, the tank wagon operated 500 hours between filter changes; now the equipment can run 2,000 hours before a filter change is required. On the technical side, the off-highway industry finds itself pushing the fast-forward button to keep pace with advanced systems—filtration systems, aftertreatment systems and fuel injection systems—that won’t tolerate water and dirt. “Dirty fuel increases unscheduled maintenance and creates additional downtime on vehicles,” says Air Force Master Sergeant Andrew W. Slater, commercial vehicle maintenance manager for the U. S. Air Force in Europe, Ramstein Air Base, Germany. “Dirty fuel can clog fuel system components and can cause detrimental wear on components that have tight tolerances.” Fuel filtration, Slater says, initiates at the fuel stand and then is filtered again by the vehicle’s fuel filtration system. “With the massive compound of changes going on, the technology we used 10 years ago doesn’t work,” says Philip Johnson, new business development-engine liquid filtration for Donaldson. “For all of us in the industry, it’s a matter of catching up.” Handling of fuel and lubricants has become such a major issue that Donaldson has established a new group whose responsibility is to focus on improving the process of filtering bulk oil and fuel before they are pumped into fleet equipment. “How fuel and lubricants are handled really is going to be a step-changer for equipment uptime and availability,” Johnson says. FILTRATION FAILURES Waste Management has dealt with filtration problems. About two years ago, fuel filters in the fleet began to collapse or “by-pass when we weren’t expecting it,” says John Meese, senior director of heavy equipment, disposal operations support. Meese turned to several industry filtration experts for help and singled out two companies that he now “heavily relies on for filtration products.” One was Caterpillar and the other was Donaldson. Meese has always expected engine oil, for instance, to be delivered in bulk at a specified level of cleanliness. He is currently standardizing and implementing strict maintenance practices across Waste Management’s operations. For example, the company sends out a field service support team to make certain field operations are in step with the maintenance and business systems standardized by Waste Management. “The system allows us to track what’s being done,” Meese says. “It also sends out notices when the machines have to be serviced. That PM schedule is the riding tool for management to see that it’s happening.” The team conducts a job site inspection to ensure that the company-specified oil and filters, for instance, are being used to maintain the standardized cleanliness levels. “We don’t want to have a 55-gallon drum sitting with an inch of water sloshing around the top of the barrel right next to the hand pump,” says Meese. “There are very basic things that we do, but it takes time since it is a re-education process. Years ago, fuel systems weren’t so sensitive, engines didn’t run at such high temperatures, hydraulics to component tolerances weren’t so tight. Today, a tiny speck of dirt can create problems for you quickly, >> Josh Amherdt, Chicago area territory sales manager, PetroLiance, monitors a fuel and we can’t afford to do that.” sample to check for contamination. 18 0812EM_f1.indd 18 summer 2012 7/25/12 12:39 PM >> Airmen assigned to the U. S. Air Force in Europe/Africa ensure fuel is clean and filtered. One crew rolls out portable fuel filters (left), and another airman takes a fuel sample from a piece of equipment. The job of standardizing fuel management is an ongoing effort that Waste Management “hopes to have in place across the country by the end of the 2012 third quarter,” Meese says. As stringent as cleanliness levels already are, the levels yet to come, particularly for diesel fuels, significantly exceed the requirements of either hydraulics or engine lubes, says Donaldson’s Johnson. “The cost of a diesel pump and injector fueling systems can be 40 percent of the cost of an engine,” he says. “There are environmental improvements and cost savings to be made, but only if fleet managers maintain the systems properly.” One new and challenging problem that has arisen with the removal of sulfur from diesel has been the addition of additives to replace the natural lubrication that the sulfur provides. These additives tend to be high in surfactants. The addition of biodiesel, which is also a surfactant, creates a major problem for the use of fuel water separators, quickly rendering many virtually useless, Johnson says. That problem will have to be addressed by separating the water either by gravity or by better maintenance of storage tanks before the fuel is added to the vehicle. “We will have to look at new technology to remove water on the vehicle as well,” he says. It is essential that fuel, particularly diesel fuel, “be as clean as humanly possible before use just to give the onequipment filtration system a chance to work,” he says. Johnson recommends that fleets only use above-ground storage tanks for fuel. “Underground tanks cause more problems,” he says. “Anecdotally, it is our observation that water is getting into underground tanks, contaminating the tanks. Condensation can also present a problem, but many of the heavily water-contaminated tanks we encounter are underground. Sometimes draining water from underground storage tanks can be particularly challenging. “Another reason we prefer above-ground storage is that it is our preference to filter all fuels and oils before taking aemp.org 0812EM_f1.indd 19 ownership of a problem batch of fuel,” Johnson says. “Our challenge doing this is finding a suitable position to install an inlet on an underground storage tank.” If water finds its way into the fuel system, it has an adverse effect on additives and breeds bacteria, either of which will plug the equipment’s fuel filtration and bring it down, Johnson says. Cleanliness specifications and standards need to be tightened significantly. “They should be upgraded for diesel fuels in particular,” Johnson says. Engine manufacturers are conducting a lot of research to find out what size particle causes the most damage to systems, he says. “We don’t know. We know it’s small, probably around one or two microns, which is the size of a single cell of bacteria. What we do know is that any free water or fine dust will rapidly destroy a modern fuel injection system. That’s why we recommend cleaning all oils and fuels before using them if you want more uptime than downtime.” At Waste Management, Meese handles the cleanliness problem by taking samples of the fuel when it comes in. “We are very aware of algae that can grow in a tank,” he says. “We have 28,000 collective vehicles and 4,500 mainstream construction equipment vehicles that must run every day, so we are pretty serious about fuel cleanliness.” ALTERNATIVE FUELS Waste Management uses ultra-low sulfur diesel throughout its fleet. Some biodiesel is also used—B-10 and B-11, for instance—but that’s because there is a tax break at that level. Despite numerous approaches from suppliers to use higher levels of biofuels, Meese says, “We think B-10 [with that one B-11 exception] is as far as we want to go right now. There aren’t enough regulations and enforced standards in some of these fuels, and I don’t think [we will use higher biofuels] for a while.” Waste Management is quickly becoming the largest user of compressed natural gas, however. The reason, says 19 7/25/12 12:39 PM How to Deal with Volatile Fuel Prices If you think hazardous and flammable liquids are volatile, take a look at today’s fuel market. Fleet managers struggling to rein in fuel costs and maintain at least a semblance of control have had, in the past, two choices, according to Alan Levine, senior vice president and financial advisor, futures specialist at Morgan Stanley Smith Barney. “They could buy under the rack,” he says; that is, make purchases routinely at whatever the market value was. “And many did, depending on the job size.” Also, it was possible to negotiate a fixed price with a supplier. That proved helpful for budgetary purposes, but if fuel prices suddenly dropped, fleet managers still had to pay the fixed price, which could be much higher than the market. Some fleet professionals have shown an interest in an alternative approach: the futures contracts market. Futures contracts can be—at least potentially—as long as 49 months. But as a practical matter, Levine says, generally they run about a year. In the 1990s, a financial device came along that changed the market. Fleet operators could avail themselves of a financial instrument, a call option, that gave them a right—but not an obligation—to buy at a particular price. “If the market should collapse, you would be happy not to have that obligation,” Levine says. Of course, that flexibility came at a price and, as a result, many people elected not to do it. “Part of that has to do with cost,” he says. “You’re buying a lot of time. “Assuming you don’t have a lot of storage, you can buy a futures contract that gives you a fixed price. If prices go up you have coverage and if prices go down you still have to pay that fixed price, but at least you have the possibility of exiting the position and riding with the market.” Although that sounds like a win-win situation for fleet managers, naturally it’s not that simple. The problem is, you have to know something about oil and gas, which is highly unlikely if, like most people, you are not a professional. In fact, professionals don’t always get it right either, Levine says. “Last year, many of us saw a year during which prices did not crest,” he says. “They moved within a certain range all year, five moves higher and four moves lower averaging 42 cents. Even though we did not trend in the market, we still had a tremendous range of activity—and it is more difficult to deal in circumstances like that. You really need to be available full time to watch that kind of market, which isn’t realistic for fleet managers.” Levine has these suggestions: • First, recognize that managing your risk to oil price movements is not a simple task. It’s not something you do in an off-hand way. You have to learn the fundamentals of how these financial instruments work. “To do that, take an introductory class,” Levine says. “There are various offerings available and some of them are actually good.” • Find a competent advisor, someone who can sketch out alternatives appropriate to your situation and help you evaluate what’s happening in the market at various times. • Establish a budget. You have to have some idea of how much money you want to spend on the process of managing your risk to price movements. What do you want to spend on options or futures contracts, and is it worth the money to have that kind of flexibility? Levine lists one item that he would put on the Don’t Do list: “The worst thing you can do is have decisions by committee. That is a very common problem,” he says. “It kills more risk management in the fuels area than anything else I can think of, and is a very serious issue. In the end, all the tools and ideas are approximations. It’s not the same exactly, as your guess is good as mine; but, more likely than not, with a committee it will be a guess.” Then who should have the authority to make the decision? “Perhaps somebody in the supply department with financial ties, an engineering background or somebody with mathematical skills. Although in some smaller companies it may be the case, generally it should not be someone at the presidential level,” he says. The single most important message that he has for fleet managers is to remember that dealing with fuel price fluctuations and the market is not easy. “It’s nothing you can do by rolling out of bed in the morning and suddenly becoming an expert,” he says. “When you recognize that, you’re halfway home.” Alan Levine is a Financial Advisor with the Global Wealth Management Division of Morgan Stanley Smith Barney in Washington, D.C. The information contained in this article is not a solicitation to purchase or sell investments. Any information presented is general in nature and not intended to provide individually tailored investment advice. The strategies and/or investments referenced may not be suitable for all investors as the appropriateness of a particular investment or strategy will depend on an investor’s individual circumstances and objectives. Investing involves risks and there is always the potential of losing money when you invest. The views expressed herein are those of the author and may not necessarily reflect the views of Morgan Stanley Smith Barney LLC, Member SIPC, or its affiliates. Meese, is that natural gas is cleaner and doesn’t require diesel particulate filters. The second reason is that Waste Management owns a large amount of real estate in Pennsylvania: 28 landfills and huge tracts of land where “fracking” (hydraulic fracturing) is going on. “We opted to take certain percentages of the royalties in natural gas rather than cash,” Meese says. “We can take that natural gas much cheaper than we can purchase it.” Natural gas does use slightly more lubricants than diesel 20 0812EM_f1.indd 20 fuel, he says, but “it’s an easy trade-off for us.” Of course, not many fleet operations are as large as Waste Management, but that should not stop fleets from drafting a written fuel management plan tailored for their own company, Meese says. The basic elements consist of knowing the regulations in the local area, training operators so they know why they have to do certain things and using newly developing technical devices. EM summer 2012 7/25/12 12:40 PM THEY’RE MEN OF FEW WORDS. SO WE VALUE EACH AND EVERY ONE. Mark Pivetta, Dave DeYoung, and John Gleim. Not exactly the kind of guys who’ll talk your ear off. But they will, however, tell you exactly where they stand — especially when it comes to productivity. Which is why we couldn’t have been more grateful that these contractors (and many more) volunteered so much of their own time to help us design Deere excavators. And why we hung on every word they had to say. From an Interim Tier 4-certiƟed engine that actually helps increase productivity, to a cab with unmatched comfort and visibility, the new G-Series Excavators prove that when it comes to innovation, talk is priceless. Learn more from your John Deere dealer or our website. YOU’RE ON. TM www.JohnDeere.com/YoureOn 21_1111EM_Deere.indd 21 7/25/12 9:54 AM AEMP Takes Safe t BY G. C. SKIPPER, CONTRIBUTING EDITOR Task force looks at ways to support members’ effectiveness in core competency T 22 0812EM_f2x.indd 22 here is only one thing in fleet management that outweighs productivity: safety. So says Daniel Connelly, CEM and vice president of equipment services at Oldcastle Materials. “Developing a culture of safety rightfully has become increasingly important,” he says, explaining how he came about proposing an idea to the AEMP board of directors at last year’s ConExpo-Con/Agg. He suggested that the association explore how best to improve the flow of information on safety incidents, playing off procedures already practiced by end-user fleets, OEMs and distributors. Such an effort, spearheaded by AEMP, he says, would benefit the entire construction industry by moving it closer to attaining a zero-tolerance level for preventable incidents—no injuries, no accidents and certainly no fatalities. Companies already have safety programs in place that recognize, record and analyze their own safety statistics, says Connelly. “That is a vital first step in maintaining a basic program for all employees,” he says. summer 2012 7/25/12 12:41 PM don’t think AEMP should “ Ireinvent the wheel when it comes to safety. Safety is a culture we all support and we all take seriously. Many companies have safety departments with dedicated people who are trained and certified in this field. One of the challenges for us as an association is not to duplicate efforts. “ — WARREN SCHMIDT, CEM >> The safety task force spent several hours working on the issues during the Annual Conference in Scottsdale, Ariz. ty Stand “In seeking better ways to prevent injury, accidents and fatalities, my company, and other companies, have transformed basic Tool Box talks into OSHA and MSHA reporting and compliance.” In fact, most companies model their safety reporting one way or another on the OSHA system, which requires fleet managers to keep track of and gather information on recordable injuries, recordable and preventable vehicle incidents and lost time. “In a straightforward sense, you might say we are using the OSHA approach as a model to collect data,” Connelly says. “The idea is pretty simple: We take the information we are already reporting and make it more useful and more targeted.” For example, slips, trips and falls are the most typical occurrences, topping out an organization’s recorded safety aemp.org 0812EM_f2x.indd 23 incident list. “But,” Connelly says, “we don’t know what we’re tripping, slipping and falling from.” If the industry has a way to compile the most current and relevant information, OEMs, end-users and distributors can collectively be more proactive, resulting in—at the very minimum—a reduction of all such incidents, Connelly says. Construction is a moderate- to high-risk business, he says. People in the field are working around heavy equipment; climbing in and out of cabs; using machines to dig trenches, lay pipe, move rock and debris; and many times the job of building or repairing roads and bridges places work crews only a few feet away from moving traffic. Back in the shop, technicians are focused on maintenance and using tools and technology to troubleshoot, repair or remove engines and transmissions, working near flammable and sometimes hazardous material. Outside the shop door, vehicles of all weights and sizes are being moved around the yard, not to mention administration and office personnel who also must work in a safe environment. Granted, Connelly says, industry safety statistics are improving, “but we aren’t there yet.” In 2008, the AEMP board in a strategic planning process identified three critical issues that needed to be 23 7/25/12 12:41 PM “ Our very structure rests on the Equipment Triangle—end users, distributors and OEMs. We work together in a partnership for the betterment of our industry. “ — DAN CONNELLY, CEM Top OSHA Violations • Scaffolding: Occurs when the surface won’t handle the weight of workers. • Fall protection: Required for working at a height of four feet or more. • Hazard Communication: Mislabeling and the absence of the safety data sheet. • Respiratory protection: Protection for all employees, such as dust masks and respirators. • Lockout-tagout: Avoids the start-up of equipment or machinery while it is being serviced. A lock must be visible to all employees, locking the power source of the equipment. • Electrical wiring: Hazards include insulation, incomplete circuit devices, mislabeled circuit components, current conductivity, overhead lines, proper grounding and accidental start-up. • Power industrial trucks: These accidents typically occur with forklifts and smaller equipment. • Electrical general requirements: Pay special attention to circuit breakers, connection of equipment, power cords, circuit identification and inspection of electrical equipment. • Machine guarding: Any machine part that might harm employees must be protected. Safeguard point of operation, power transmission and other moving parts. Prevent contact, protect from falling objects and provide secure safeguard to moving machinery parts. 24 0812EM_f2x.indd 24 addressed—telematics, emissions and safety. With efforts in telematics and emissions initiatives well underway, the board asked Connelly to head up a task force that would focus on the third and most difficult issue, especially since safety is identified as one of the core competencies of a Certified Equipment Manager. “AEMP is devoted through education to safety both in the duties as it applies to equipment management and within our own companies, as well,” says AEMP Chairman Guy Gordon, CEM, and director of asset management for Aegion. “Along with the education that we provide and the fact that safety is one of our core competencies, we want to pull from the knowledge of experts in the field to make sure we provide our membership with the most relevant topics and current information out there.” Robert Merritt, CEM, director of maintenance for URS, who serves as chairman of AEMP’s education committee, pointed out that the organization is well suited for the task. “Training and education are what we do, and safety is one of our top priorities.” AEMP Vice Chairman Warren Schmidt, CEM, and corporate equipment manager, Flatiron Corp., says, “I don’t think AEMP should reinvent the wheel when it comes to safety. Safety is a culture we all support and we all take seriously. Many companies have safety departments with dedicated people who are trained and certified in this field. One of the challenges for us as an association is not to duplicate efforts.” Another reason for the association to tackle the safety issue, Connelly says, “is because it’s a natural fit. Our very structure [rests on] the Equipment Triangle—end users, distributors and OEMs. We work together in a partnership for the betterment of our industry.” Since safety is the most complex of the three AEMP critical issues, the task force approached its challenge in a summer 2012 7/25/12 12:42 PM meticulous and methodical manner. Quickly, it became obvious that the task force should be expanded into a safety committee made up of representatives of OEMs, end-users and distributors. One idea that is being considered is a reporting template to be utilized by smaller and emerging companies that do not yet have a culture of safety, Donnelly says. Although the board has not officially approved the template, AEMP President and Chief Staff Officer Stan Orr, CAE, says, “We envision a template for companies to consider that contains information that is consistent and collected in the same way.” “There is definitely support for developing such a template,” Gordon says. “The work that has been done to this point has a lot of relevance. The industry could use the information as yet another valuable tool that would be applicable within each individual company.” Another road that AEMP could take is to encourage the use of 800 numbers provided by OEMs, suggests Schmidt. “This is still under discussion. I don’t even know if all fleet managers are aware of these 800 numbers, since safety departments usually handle such incidents if they occur.” One reason for the lack of awareness is that the numbers traditionally are published in the operator’s manual, a document fleet managers don’t usually review on a day-to-day basis. Schmidt says one way AEMP could help increase fleet management’s awareness might be by publishing the numbers on a wallet-size card that can be carried and immediately accessed. “Many fleet managers don’t know there is a list of 800 numbers to call in case of an accident,” says Gordon. “Those numbers report the incident straight to the OEM. One way we could encourage use of these numbers would be to post them in one place—online, for instance—where they would be available to anyone, not just AEMP members. “If we could get more people reporting incidents into the manufacturers, we believe OEMs will take note and provide us with even safer equipment,” he says. “This feedback would allow them to take action, if action is needed.” Another idea AEMP is considering is an AEMP Safety Summit similar to the 2008 telematics summit. “For example, Caterpillar now has a safety division, so we could request OEM safety experts to conduct sessions explaining the services they offer,” says Schmidt. aemp.org 0812EM_f2x.indd 25 Schmidt also would like to see AEMP promote and expand the association as an educational organization. “I am sure there are sources out there who can give us the information we’re looking for,” he says. “AEMP is doing an awesome job on the education front and should continue to do so.” While the safety committee is making progress, discussions of these ideas and others are continuing. “I recognize that we have some challenges ahead of us,” Connelly says, “but at this point we are engaged in arriving at an overall strategy that will best serve the industry. We are asking for the help of various members of AEMP in making this happen.” Connelly says he was encouraged by the level of interest, the drive and the determination of everyone to achieve the safety enhancements that are needed. “In light of the work that is being done,” he says, “I think we are making very good progress on safety—and that’s the most difficult of the three most important critical issues identified by the AEMP membership.” EM AEMP Safety Committee Dan Connelly, CEM, Chairman, Oldcastle Materials John Bartz, Volvo Construction Equipment Ken Burke, Bechtel Mike Colombo, Castrol Teddie Foreman, Zachry Bob Hawken, CNH Global John Hawkins, Geneva Rock Products Doug King, CEM, Sherwood Construction Frank Lloyd, Cripple Creek & Victor Goldmine Mark Malamphy, Midasco LLC Jerry Melinda, Oldcastle Materials Bob Merritt, CEM, URS Joe Phelan, Ritchie Bros. Don Roley, Caterpillar Jeff Schroder, Traylor Bros. Alexis Smith, Castrol Mark Stelford, John Deere Construction Gary Tong, IronPlanet Tim West, John Deere Construction 25 7/25/12 12:42 PM 1.800.211.3983 » rbauction.com/getitright 26_0812EM_RitchieBros.indd 26 7/25/12 9:57 AM Military Fleet eett Masters The Air Force’s European operations strive for economical, efficient operations. BY G.C. SKIPPER T he U.S. Air Force in Europe/Africa has a daunting task in addition to its military duties. It has to keep track of and maintain 8,000 vehicles, including tactical and armored units, operating at 43 locations in Europe, Africa and Southwest Asia. Among the total unit count are 1,700 pieces of construction equipment of various—but limited—OEM makes and models. To improve its own methodologies, military fleet managers for the defensive operation are constantly evaluating what the private sector is doing, according to Master Sergeant Andrew W. Slater, EMS, commercial vehicle maintenance manager at U.S. Air Force headquarters, Ramstein Air Base, Germany. Its efforts in this and other areas earned it the 2012 Fleet Master award for public fleets. To keep its rolling stock rolling, Slater says, requires personnel to have essential skills in extensive technical and operations knowledge, ranging from safety training to vehicle maintenance and fleet management. These skills come into play in two types of applications that use military off-road equipment. One area is “horizontal” projects, the other, “vertical” projects. Horizontal work consists of buildup and repair of aircraft runways, road construction and repair, forest management and snow removal. Vertical jobs refer to support of maintenance/ repair projects on facilities “stemming from the World War II era,” Slater says. “Our vehicles also support aesthetic vertical construction, such as underground garbage disposal units, under- and above-ground parking facilities, as well as brick and concrete security barriers.” The first question that comes to mind, of course, is what’s different and what’s similar about managing a military fleet versus a civilian fleet. For starters, Slater says, failure is not an option in the aemp.org 0812EM_f3.indd 27 military. The private fleet, by comparison, has a choice: shore up its weaknesses or close its doors. “Also, unlike the civilian fleet, we are extremely limited in what make and model vehicles and equipment we are authorized to purchase,” he says. “This issue is compounded by operating outside the United States without direct access to dealerships for parts and warranty support.” And, of course, another differentiating factor is repairing battle-damaged equipment. Otherwise, fleet management is pretty much the same in or out of uniform: operating economically as well as efficiently; lowering the fleet’s carbon footprint; reducing dependency on foreign oil; and investing in proven and reliable fleet technology. The biggest challenge for the military fleet professional is familiar to civilian operations. Slater says it is overcoming fiscal shortfalls and bridging funding gaps. “Our procurement dollars are under constant scrutiny and are reduced on a constant basis. One way we meet that challenge is by pooling resources and policing commodities to get the most out of every dollar,” he says. One of the primary ways the Air Force attacks funding challenges, says Slater, is by right-sizing the equipment according to what’s needed. For instance, if a unit is assigned a 3/4 stake-and-platform truck that shows low mileage and is underutilized, “we evaluate why the mileage is so low and how the vehicle is being used. If the vehicle use can’t be justified, we will right-size and rotate the vehicle to another location [where it’s needed].” Another way resources are pooled is by sharing use of a vehicle among a number of people. The one place where the military’s dictum of “no room for failure” does not apply is unlimited funds to purchase 27 7/25/12 12:51 PM Slater says. From there they progress vehicles for what-if situations, Slater to craftsman and journeyman levels, says. Rather, there is a “base vehicle following a documented path that priority list,” he says, that works this clearly shows what steps have been way: If the military police on base taken and what steps still must be fall below a certain threshold, “we made to reach the next level. recall a vehicle from a lower priority All the classroom studies are balunit, such as protocol or band, and anced by hours of on-the-job trainassign it to military police.” ing that rotate students throughout In setting up a preventative mainthe different fleet maintenance and tenance (PM) program, the military management facets. looks at long-range and short-range Regardless of what type of trainschedules, says Slater. PM, as with ing personnel are involved in, Slater civilian fleet operations, is based on says, the top priority common to all vehicle usage, manufacturer’s recomis a strong emphasis on safety. mendations and industry trends. “Safety is embedded in everything “Our short-term PM schedule [is we do,” he says. made up of ] daily, weekly and Each apprentice, journeyman monthly documented vehicle opera>> Msgt. Andrew W. Slater, EMS, comand craftsman has assigned training tor inspections. We also promote mercial vehicle manager, U.S. Air Force in Europe/Africa, uses a laptop to take records that allow supervisors to and document a full bumper-toa quick diagnostic reading from one of assign work in a safe method and bumper mechanical safety inspecthe military fleet vehicles under his provide an avenue to track progress, tion when vehicles are turned in for responsibility. Slater says. maintenance.” “Safety classes, conducted by the supervisor or a trainer, are By comparison, long-range PM follows a standardized incorporated throughout an individual’s upgrade training, but 18-month scheduled maintenance plan, plus documentaare usually small in size [about six people or less],” Slater says. tion of vehicle safety inspections mandated by the Other safety training includes Operational Risk Department of Transportation. Management, a 24/7 safety training program that allows For example, Slater says, a typical vehicle turned in for an individual to stop, assess a situation and determine the maintenance undergoes a series of checks before being best course of action to mitigate mishaps and accidents released. That checklist, which is done prior to initiating related to the industry, says Slater. any work orders, covers such items as fluid levels, steering In addition to safety support from higher headquarters, components, belts, hoses, tires and lights. This approach such as providing monthly safety articles that relate to realidentifies work that is to be completed, Slater says, and life experiences, each individual has his own documented identifies any delayed or deferred parts that may have safety form that covers core shop-related safety issues and arrived since the vehicle’s last inspection. “This provides a is administered yearly by a supervisor. Automated dataone-stop-shop mentality for our short- and long-term PM bases are also used in the training process for larger safety schedules,” he added. programs, for instance anti-terrorism, says Slater. Unlike many, if not all, civilian fleets, when it comes to Although the military learns a great deal by monitoring fleet maintenance, operation analysis and vehicle control the private sector, there is one area that private industry programs, “We raise our own [personnel] from the grasscan improve on, Slater says. That is right-sizing their fleet roots level,” says Slater. Before employees [active duty airvehicles and reducing unnecessary cargo. “For example, men] are assigned to a particular USAF base, they are when you have a 75-mile-a-day route using a 3/4-ton, required to undergo training at a joint service school at 4WD truck to deliver small items, that is not the right fit,” Port Hueneme Naval Air Base in California. Here they he says. “Using the same example, hauling unnecessary receive early-level vehicle maintenance training for six to heavy items puts wear and tear on the engine and vehicle 18 weeks that includes engine, hydraulic, pneumatic, chassis while eliminating any potential fuel economy.” brake, steering and electrical system fundamentals. It has been said there’s a right way, a wrong way and the Operations and analysis training is a six-week course covering vehicle fleet accounting fundamentals, such as database military way. On closer inspection of this 2012 Fleet training that feeds the USAF Web-based enterprise system. Master, there is also a successful way—even if your fleet is scattered across three continents. EM Upon graduation the students are considered apprentices, 28 0812EM_f3.indd 28 summer 2012 7/25/12 12:52 PM A Better way to sell your equipment. IronPlanet offers the most convenient way to sell your equipment, and we turn it into cash faster than traditional auctions. IronPlanet is a leading online auction company for buying and selling used construction and agricultural equipment. We offer a convenient, reliable, and easy-to-use auction approach that minimizes hassles and maximizes satisfaction. But we do more than just auction equipment — we nurture long-term relationships based on trust and results. Sellers achieve faster and more profitable sales through lower transaction costs and a global audience of buyers. And, buyers trust the equipment they bid on was inspected and that there are no surprises. Serving a broad range of industries, including construction, mining, agriculture, transportation, and recreation, we have conducted successful internet auctions for over 10 years and sold more than $2 billion of equipment. Through our broad global buyer base, IronPlanet continues to do what we’ve done for a decade: deliver fair market value for equipment. For more information, contact your local representative at [email protected] or Trust. 888-433-5426 or visit us at www.ironplanet.com. 29_0812EM_IronPlanet.indd 29 7/25/12 10:00 AM companyprofile A DVER T IS EMEN T For more than 175 years, we’ve been helping people from every corner of the world move the goods that move the welfare of entire nations. N avistar International Corporation (NYSE: NAV) is the parent company of respected brands including International® trucks, MaxxForce® engines and Continental Mixers. Our vehicle offerings range from versatile, commercial-duty work trucks like the TerraStar™ and DuraStar® to the rugged, extreme-duty WorkStar® and PayStar®. With resources like the largest dealer network and OnCommand™, our portfolio of parts and service solutions, International helps our customers keep their businesses running at its best. For more information, visit: www.internationaltrucks.com. www.internationaltrucks.com 30_0812EM_InternationalTruck.indd 30 7/25/12 10:03 AM BY ERIC METZGER Dealers provide input to help optimize tire investment. T ire management provides an ongoing challenge for construction equipment fleets. To a greater extent than most components and systems, tire lifecycle and maintenance requirements are determined by the machine’s applications and working conditions, which can vary widely depending on the scope of the fleet’s projects. Tires play a key role in the productivity of construction equipment. Minimizing or eliminating tire problems can have a significant impact on uptime and job completion. While many fleet managers choose to rely on in-house resources for tire maintenance and replacement, others have found success in partnering with their equipment dealers to define tire-management strategies that maximize their investment and minimize downtime. Consider that a flat tire even on a small machine will cost an average of four hours downtime—not to mention maintenance or replacement costs—and you get a sense of the importance of selecting the right tires and providing proper maintenance. aemp.org 0812EM_f4.indd 31 EXPECTED USE AND LIFECYCLE Manufacturers usually equip their machines with standard tires designed for the most typical applications the machine will perform. A fleet manager can rely on his equipment dealer for advice on choosing the right tires, based on a number of factors. McCann Industries, a Case dealership in Bolingbrook, Ill., offers equipment managers strategic advice as well as service and support concerning tire selection, maintenance and eventual replacement. “Tire life can be as little as 500 hours or as much as 1,500 or more hours, depending on the applications,” says Richard Hoffmeyer, product support manager, McCann Industries. “We can help the fleet manager understand the various scenarios of tire lifecycles and choose tires that make the most sense from the standpoint of purchase price, expected maintenance costs and eventual replacement costs. In operating environments that are extremely hostile, we may recommend that the customer not spend 31 7/25/12 1:01 PM General Purpose Tires 1 General-pupose tires 2 Flotation tires 3 Special application tires Photos: Case Construction Equipment 32 0812EM_f4.indd 32 >> Previous page: Extended coverage programs may include physical damage insurance for tires, covering vandalism, accidents and other instances of damage requiring tire replacements. extra money on premium tires, based on the understanding that no matter how good the tires are, they’ll need to be replaced at frequent intervals.” Although tire dealers also can provide advice and support, many fleet managers decide to rely on their equipment dealer for their tire service and support. This onesource approach not only streamlines record-keeping and accounts payable processes; it ensures that a qualified, professional service team is providing comprehensive support and making recommendations within the overall context of the machine’s condition and remaining productive lifespan. “When you rely on the dealer for tire service, you will have access to the tire-maintenance records that will help you make decisions about getting the most life out of the tires and eventually replacing them at the optimum time,” Hoffmeyer says. “And at trade-in, the machine will have more complete maintenance records. That helps assure the next buyer of the machine’s value and the care that it has received.” HOSTILE CONDITIONS POSE CHALLENGES When machine applications call for working in hostile conditions, the costs of tire maintenance and replacement can mount quickly, in terms summer 2012 7/25/12 1:02 PM Flexible Solid Tires Each flexible solid tire adds weight to the machine. A set of four will increase operating weight by about 800 pounds compared to typical pneumatic tires. The increased weight effectively increases operating capacity for higher productivity. The additional weight also helps stabilize the machine by lowering the center of gravity, resulting in greater operator confidence and productivity. No specialized equipment is required for installing or removing the flexible solid tires. In addition, the tires are designed to be mounted on either side of the machine. A sample cost analysis demonstrates the value of a set of flexible solid tires compared to a set of standard pneumatic tires and a set of foamfilled pneumatic tires. The following example depicts prices from a randomly selected dealer. Avg. Retail Price, Set of Four Pneumatic Foam-Filled Pneumatic SolidFlex $1,050 $1,050 $3,900 Foam Filled Add-on Cost 3-to-1 wear margin Tire Cost 24 Flat Tire Repairs @ $65 $1,000 x3 x3 $3,150 $6,150 $3,900 $1,560 Wheel Replacement $125 $125 Service & Disposal (2 sets @ $112) $224 $224 $0 $5,059 $6,499 $3,900 $1,000 $100 $0 $6,059 $6,599 $3,900 $4.04 $4.40 $2.60 Total Product Cost Skid Steer unproductive downtime (Based on 20 hr. @ $50 /hr.) Total Cost Including Downtime Cost/Hour @ 1,500 hours aemp.org 0812EM_f4.indd 33 33 7/25/12 1:03 PM of both dollars and downtime. Some specialized solutions are available to minimize these costs. For example, equipment managers increasingly are using solid tires to enhance productivity, improve uptime and minimize tire maintenance expense for machines working in hazardous conditions. Solid tires are priced at a premium over pneumatic tires, but they offer equipment managers an important strategic advantage: They last a long time on the job. Their longer lifespan translates to savings in maintenance expense and savings in replacement costs. “Solid tires are not just for skid steers,” Hoffmeyer says. “We’re also seeing many customers order them for wheel loaders and loader/backhoes working in extreme conditions, like recycling, scrap handling, junk yards and demolition. They last three >> Standard tires are designed for a machine’s most typical applications, but or more times longer than pneudistributors can offer advice on choosing the right tire if conditions are different. matics and reduce tire maintenance such as inflation problems and blowout repairs.” This extended coverage adds some costs, but typically it Similar to solid tires are foam-filled pneumatic tires. is much less than the cost of replacing the tires on any Although they add some protection, foam-filled tires also piece of wheeled equipment. add weight to the machine, which can strain the axles and transmissions. Foam-filled tires weigh more than flexible OTHER CONSIDERATIONS solid tires, which also weigh more than pneumatic tires. In Although it may not seem like a component of strategic contrast, solid tires typically weigh within the allowable tire management, fleet managers should consider equipoperating specs of the machine. ping construction vehicles with smart GPS systems that Fleet managers may consider other options for procan track hours of usage and miles traveled, both of which tecting tires working in hazardous conditions. These figure into tire replacement cycles. include tire-chain systems, which also provide traction Keeping spare tires available is essential. Many if not assistance in slippery operating conditions, and a system most operators are capable of handling a tire change on the of interlocking metal rings referred to as “mail” that is job site, if a spare is available. This can be a big time saver several inches thick and keep tires clear of hazards such as and a way to minimize downtime. Here again is a situation hot metal in steel mills. where the dealer can help a contractor manage: The dealer can be on call for changing tires, or can be used as a disEXTENDED MAINTENANCE COVERAGE patch service to send a third-party tire dealer to the job site Fleet managers can obtain extended service and maintefor a quick tire change and replacement. nance programs through their equipment dealers over and Defining and implementing the right tire-management above typical OEM warranties. These programs may strategy will help minimize costs and downtime, and maxiinclude physical damage insurance for tires, covering vanmize productivity and profit. EM dalism, accidents and other instances of damage requiring Eric Metzger is product marketing manager, parts & tire replacements. service, for Case Construction Equipment. 34 0812EM_f4.indd 34 summer 2012 7/25/12 1:04 PM C3_0812EM_AEMP2.indd 35 7/25/12 10:08 AM THE GUY WHO INVENTED THE “IDIOT LIGHT” NEVER SAW THIS ONE COMING. Presenting John Deere WorkSight™.$UHPRWHƠHHWPDQDJHPHQWV\VWHPWKDWGRHV PRUHWKDQƠDVKDZDUQLQJOLJKW,WEULQJVWRJHWKHU\RXUPDFKLQH\RXUWHFKQLFLDQ DQG\RXŠLGHQWLI\LQJSRWHQWLDOSUREOHPVDQGVXJJHVWLQJVROXWLRQV,WŤVWKHNLQGRI WUXHQH[WJHQHUDWLRQWHFKQRORJ\WKDWQRWRQO\UHPRWHO\VKRZVZKHUH\RXUHQWLUH ƠHHWLVDQ\WLPHRIGD\EXWZKDWŤVKDSSHQLQJLQVLGHHDFKPDFKLQHŠHYHU\WKLQJ IURPVLPSOHYLWDOVWDWVWRFRPSOH[GLDJQRVWLFV0HDQLQJ\RXŤOOVHHUHSDLUWDVNVWKDW XVHGWRUHTXLUHDQRQVLWHYLVLWQRZGRQHUHPRWHO\<RXŤOODOVREHVHHLQJDORWPRUH XSWLPHDVZHOO6HHPRUHRQOLQHRUFRQWDFW\RXUGHDOHU C4_0812EM_Deere2.indd 36 ZZZ-RKQ'HHUHFRP:RUN6LJKW 7/25/12 10:11 AM







© Copyright 2026